welcome to the hydro one brampton “save on … to the hydro one brampton “save on energy”...
TRANSCRIPT
Welcome to the Hydro One Brampton “Save on Energy” seminar!
Hydro One Brampton Seminar February 29th, 2012
STEVE GRAY Sales Manager Air Solutions Hamilton
Compressed air systems and design
‘Good practice’ suggestions
Energy saving ideas
Case study Questions and answers
Objectives
Typically an air compressor system in a manufacturing plant consumes 15-20% of the total hydro costs
Main System Components
Air Compressors Air Dryers Filtration Equipment Auto Drains Air Storage Tanks Air Leaks
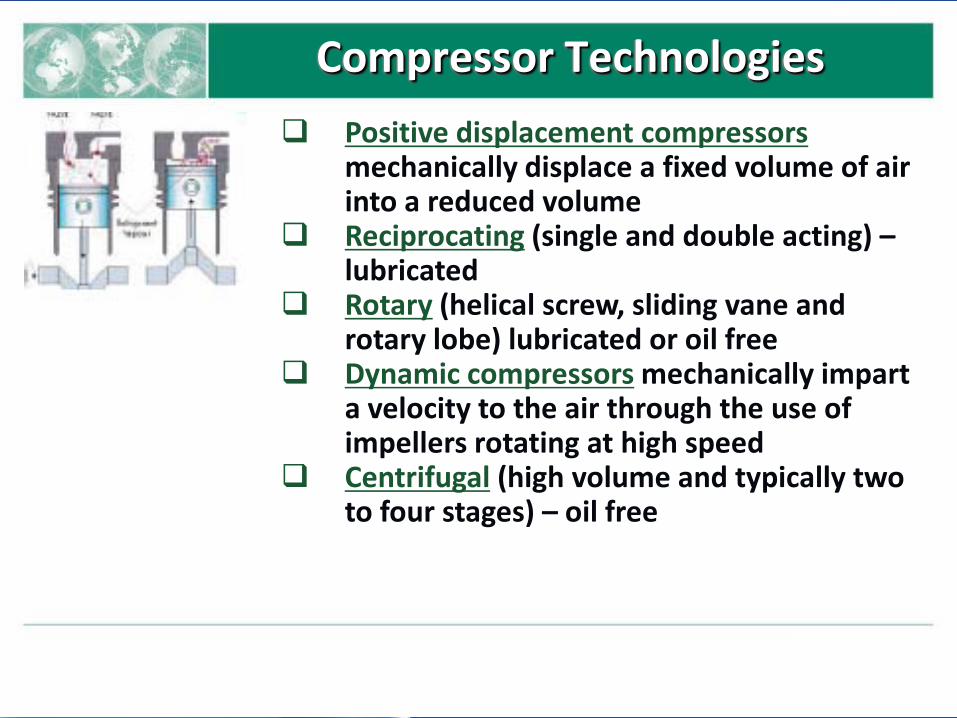
Compressor Technologies Positive displacement compressors
mechanically displace a fixed volume of air into a reduced volume
Reciprocating (single and double acting) – lubricated
Rotary (helical screw, sliding vane and rotary lobe) lubricated or oil free
Dynamic compressors mechanically impart a velocity to the air through the use of impellers rotating at high speed
Centrifugal (high volume and typically two to four stages) – oil free

Compressor Set Up
Constant speed compressors run most efficiently when operated at 90-100% loaded . I.E. close to full capacity
Frequency controlled (part load) discussed later in presentation Multiple compressor installations often allow a choice of
different combinations to satisfy plant air requirements and allow for standby or back-up emergency situations

Compressor Control
Modulation (inlet valve throttled partially closed to adjust load on motor)
Online/offline (inlet valve open or shut) Variable speed (increase or decrease motor speed) Turn down valve (reduces amount of air to the air end rotors) Centrifugal (inlet valve modulation with blow off valve to
prevent surges)
8
Frequency Drive Improvements



Soft start to reduce in rush current
No wasted offload power Matching power to exact air
demand Perfect machines for
“trimming” or variable production loads
Frequency Control
Water Cooled Compressor Plant
Install VFD’s on the cooling tower fans to optimize the cooling with minimum power consumption and operate without fan during winter months;
Balance the cooling water flow to provide
sufficient cooling of compressors, refrigerated dryers, after coolers etc; and
Install VFD’s on the circulation pumps and
turn off water through compressors that are not operating
Heat Recovery From Compression
Adiabatic compression of air to 100psig results in outlet air temperature of between 350° F and 500°F – when air is cooled to ambient temperatures, 60 to 90% of the energy of compression is removed;
Typically, the recovered heat can be used for the
following: • Space heating • Preheating boiler makeup water • Process heating

Did you know a ¼” pipe leak at 90psi is wasting 95cfm of air at atmospheric conditions?
Blow down valves left open or operating once machine production is completed
Faulty quick change couplers Broken or leaking flexible pipes Worn or badly sealed pipe distribution systems Broken gauges Faulty tools or air guns that release air
Air Leaks

Hissing Away Your $$$
Assumptions: Electricity= $0.075/kWh (consumption only), 100psig, 4 scfm/HP,
motor is 89% efficient

Leak Detection – The Solutions

Recently a major Brick manufacturer conducted an air leak survey followed by leak repairs which resulted in 146 leaks being repaired and a 300hp compressor being put into standby mode
A Brampton facility best known for producing Tim
Horton paper coffee cups conducted leak detection and repaired 136 leaks of varying size and severity following the final report. As a result, a 50hp compressor was shut down. Investment $13,000 showed a $43,000 annual savings!
Air Leak Success
How do you maintain pressure and volume without compromising efficiency?
Is always running the largest hp compressor first and the smallest hp unit last really smart?
How can I reduce my pressure differential band effectively? A 5 psi reduction in pressure saves 7% energy costs on the system
Compressor Controllers – The Solution

Float and solenoid drains are unreliable and cause issues jammed either open or closed
Why pay $0.10 kW/hour to compress air and then blow it out of a drain before using it?
How can fault status be monitored? Blowing condensate from a solenoid drain into an
environmentally friendly oil/water interceptor disrupts its separation process & encourages overspill
Automatic Condensate Drain Valves

Zero Loss Drain: Smarter Concept for Energy Savings

Dryer Selection
Refrigerated Desiccant
Air Receivers – Who Needs Them?
Help to remove water as air is held (and cools) in a vessel before entering the air lines
Removes surge effect from the compressor load/no load
cycles - protecting filters and dryers Helps the compressor offload and potentially shut down
(saving hydro) & the production floor then has a buffer air supply rather than waiting for the compressor to ‘catch up’
Helps air systems cope with peak or high instantaneous air
requirements

Controlling Pressure Drops

Maintenance
Maintenance

An Air Demand Analysis (ADA) provides:
• Pressure profiles • Motor kilowatt consumption • An indication of volume consumption • Recommendations for improvements
Costs & Benefits of an ADA

ADA GRAPH – FLOW & PRESSURE

A dairy company runs a 125hp and 150hp fixed speed compressor costing $100,000 total per year. By changing to a 150hp SFC compressor they can reduce this bill to $55,000 and get $34,000 of initiatives through Hydro incentives!
A major block and wall manufacturer completed an ADA survey. By adding a 90kW frequency controlled compressor to their 90kW fixed speed compressor, they reduced hydro by $35,000.00 per year and received a $35,000.00 ERII incentive.
ADA Example
In 2007 we sold the idea of an Air Demand Analysis (ADA)
to Brant Corrosion based on the figures that Brant Corrosion was operating 460hp,
seven days a week 52 weeks a year in Brantford, Ontario
Case Study

We inquired as to why such a large amount of compressed air was required? We also asked: Was the consumption of compressed air always constant? Did volume and production requirements fluctuate? What was the cost of a kilowatt hour?
Preliminary Discussions
The answers to our questions were frankly, astounding due to the following information: Q: Why was such a large amount of compressed air required? A: “We don’t really know we just turn the machines on and never turn them off” Q: Was the volume of compressed air constant or did it fluctuate? A: “We don’t really know we think it’s constant” Q: What was the cost of a kilowatt hour? A: “It can be as high as $0.09/kWh” (2007)
Their Astounding Answers
Installation of the ADA and data logging for 9 days enabled us to capture two weekends and a typical week of production. The results highlighted 75hp of leaks and the electrical savings were incredible. Over $44,883.68 worth of Hydro savings Opportunity to operate from a 100hp as Opposed to 460hp, 50% of the time
Installation
Phase Two

ADA – Flow & Pressure

Kilo Watt Hours
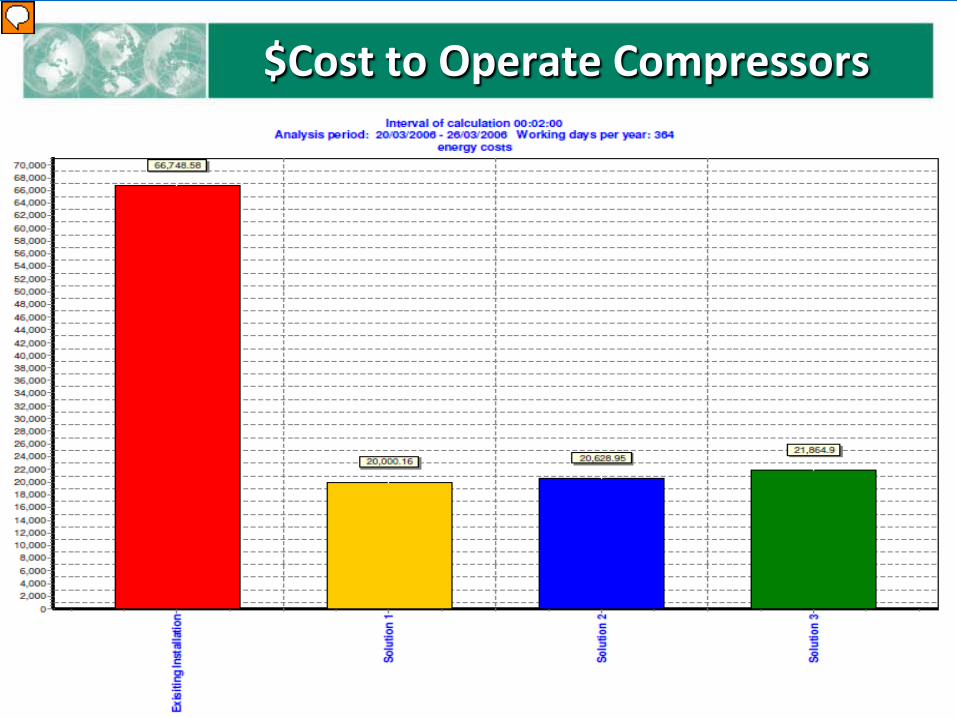
$Cost to Operate Compressors

Option # 1 $46,748.42
Option # 2 $46,119.63
Option # 3 $44,883.68
Savings
These incentives are not only through the LDC. We assisted in identifying and completing applications for 3 specific rebates, resulting in the following…
Incentives

ERIP = $24,500.00, this was previously the biggest contribution Brant Hydro had provided to any of it’s end users under the 2010 incentive scheme SMART = $78,000.00 NRCAN (Natural Resources Canada) = $18,000.00 On a $230,000.00 project, $124,900.00 in rebates were received
Incentive Qualifications

Brant Corrosion Before

Brant Corrosion After
A major pharmaceutical supplier in Rexdale runs two plants with 4 x 100Hp fixed speed compressors in each. They agreed to an air audit………..
Results showed large variations in demand each day & variable speed technology was the answer. Investment required $250K
One plant now runs on 1 x 150Hp variable speed compressor whilst the second runs on 1 x200 Hp variable!
Electrical reduction as a total for both plants = $157,000.00!. Via local LDC incentive obtained for client $127,000 and
savings of 156 Kw across both plants.
Case Study #2

Discussions with a Mississauga beverage manufacturer revealed after an air audit that their 150Hp + 100Hp fixed speed water cooled compressors were highly inefficient based on load and air requirements.
By replacing both compressors with one 200Hp variable speed controlled unit air cooled the following benefits could be achieved. Investment required $127K
Electrical operating cost reduction = $46,000.00 per year Electrical incentive obtained for client $60,000.00 Water company incentive $46,000.00 Heat recovery as space heating 550,000 Btu/hour
Case Study #3
I. Compressed air is not free! – its an expensive commodity II. We need to undertake an air study to identify energy savings and take
advantage of the ERII subsidies III. Cap air lines no longer in use and put shut off valves on air lines where
production units do not run full time to prevent air leakage IV. Air leaks typically represent 15% -20% of the air a plant generates so
fix them and save energy V. Check the system pressure is not over pressure to hide blocked filters,
bad piping or lack of volume/ pressure VI. Do we have the correct sized compressor – oversized wastes power? VII. Is the air dryer the correct design for quality & running costs? VIII. Are we maintaining our equipment & distribution pipe work well?
Remember To Tell The Management

Questions?