work measurment casestudy
DESCRIPTION
Work Measurment Case StudyTRANSCRIPT

Texas Center for Applied Technology
1 - TEES/CCAD Proprietary Information
Work Measurement and Process at a Glance in Lean
(A case study at the Corpus Christi Army Depot by Texas A&M Engineering)
Harry S. Whiting II, MSIEFred Canales, BSIE
Dr. J. J. Congleton, PhD, CPE, PE
2 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Lean Process
• Preparation for Lean Event• Value Stream Analysis• Prep work for process analysis
• Lean Event• Verify correct process• Eliminate NVA steps
• Future State• Process At A Glance• Run the new process to verify• Implement
3 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Lean Process (Preparation)
• Value Stream Analysis• Value Stream Map w/ areas of opportunity• TAKT Time calculations
• Prep work for process analysis• Observe and record process• Create Process Map• Layout & Spaghetti Chart• Sort data (VA, NVA, NVAN, Wastes)

4 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
TAKT Time
• TAKT is a German word meaning Beat• Producing to the pace of customer demand (no
faster, no slower).• TAKT time = Available time/Customer
Demand

5 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Calculating TAKT Time
Typical TAKT Time Calculation:991 units = 82.5 units per month12 months
82.5 = 4.12 units per day = 4 units per day20 days/month
15 Hrs (2 Shifts) = 3.63 TAKT Time4.12

6 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Identify Problem Areas
Observation Time vs. TAKT Time
5.41
7.32
0
1
2
3
4
5
6
7
8
OBSERV. # 1 OBSERV. # 2
TAKT 3.63

7 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Observe process
Time observations on the shop floor
8 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Time Observation
• Best way to see waste.• Real facts and data about the operation.• Non-Value added waste is seen in detail.

9 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Std Work Combination SheetNew / Revison ________ Page _______ of _______
2 Customer Demand Available Time
manual auto manual travel queue VANVA
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
10 0
11 0
12 0
13 0
14 0
15 0
16 0
17 0
18 0
19 0
20 0
Notes:Password: stdwork VA NVA (1 sheet per person) TOTALS: 0 0
Organization Work Center
Step #
Process Description Value Added* Start
time/date (see notes)
0.0
0.0
0.0
Supervisor
Takt Time
0.0
Standard Work Combination SheetOperator Part NamePart Number
Start time
_____________
Product Line
0
Date
0.0
mins.Time
sub-total for ref.
units units
mins.
0.0
0.0
Mins. & Hrs. format shall be in "hh:mm" + "a/p".
0.0
0.0
0.0
0.0
0.0
0.0
0.0
Days format shall be in base numerical format
Secs. format shall be in "hh:mm:ss" + "a/p". i.e. 6:30:25 p
Non-Value Added
% VA#DIV/0!
0.0
0.0
0.0
0.0
0.0
0 20 40 60 80 100 120 140 160 180 200 220
Secs. Min. Hours Days

10 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Work Measurement
• Work measurement is studying a task and breaking it down into elements for analysis.
• Texas A&M Engineering does two types of Work Measurements at CCAD • Time Standards: Full breakdown of all work
elements•Personal, fatigue and unavoidable delays
(PF&D)•Pace rating
• Time Observations: Concentrate on waste elements in study

11 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Time Standard Sheet-Summary
OPERATION: PTO (Observation #2) DATE:SUPERVISOR: SHOP: MECHANIC(S): OP-CODE: ANALYST(S): EIC/WPC: # PROCESS SUMMARY IN OUTA Preperation 630B Clean PTO gearshaft in varisole booth 160C Install damper ring onto PTO gearshaft 122D Apply label to bearing 122E Sandblast part number onto PTO gearshaft 662F Install bearing onto PTO gearshaft 222G Perform backlash test on PTO gearshaft 180
STD. DATA ANALYSIS/APPLICATION
23.90
24.90
7.687.57
19.45
12.9016.03
NORMAL TIME (min)

12 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Observation Work Sheet-DetailSTANDARD DATA ANALYSIS ELEMENT BREAKDOWN/LEAN ANALYSIS
DATE:O: Operation I: Inspection CNVA SHOP: S: Searching P: Paperwork CVA OP-CODE: T: Transport/GatheR: Rework PR:Operation NVEIC/WPC:
Job Description IN OUT Minutes Seconds MinutesSeconds CATEGORY Obs.T. Frq. Pr Eng.A Preperation
1 Go to inventory bins to get parts 50 0 0 0 27 T 0.45 1 0.452 Gathering all parts needed 0 27 1 28 PR 1.02 1 1.023 Go to workbench 50 1 28 1 43 T 0.25 1 0.254 Take parts out of bin 1 43 2 10 PR 0.45 1 0.455 Verify numbers match for housing 2 10 5 50 I 3.67 1 3.676 Verify numbers match for rotating seal and output shaft 5 50 8 24 I 2.57 1 2.577 Verify numbers match for bearing (1 of 2) 8 24 14 45 I 6.35 1 6.358 Verify numbers match for bearing (2of 2) 14 45 16 28 I 1.72 1 1.729 Go to QC table 20 16 28 16 35 T 0.12 1 0.12
10 Sell bearings 16 35 17 25 I 0.83 1 0.8311 Go to workstation 20 17 25 17 33 T 0.13 1 0.1312 Open package of common hardware 17 33 18 30 PR 0.95 1 0.9513 Clean common hardware 18 30 21 7 CNVA 2.62 1 2.6214 File down transfer tube 21 7 22 30 O 1.38 1 1.3815 Inspect bearings (inspector) 22 30 23 30 I 1.00 1 1.0016 Consult with inspector 23 30 24 20 I 0.83 1 0.8317 Put away paperwork 24 20 25 21 PR 1.02 1 1.02
Subtotal 140 25.35
B Prepare bearings for oven1 Open O-ring package 25 21 26 43 PR 1.37 1 1.372 Install O-rings onto transfer tube and jets 26 43 27 42 O 0.98 1 0.983 Oil up 2 jets and install in housing 27 42 29 40 O 1.97 1 1.974 Go to parts bin (get piston rings) 46 29 40 29 55 T 0.25 1 0.255 Get piston rings 29 55 30 3 T 0.13 1 0.136 Go to workbench 30 3 30 17 T 0.23 1 0.237 Install piston rings on housing 30 17 31 23 O 1.10 1 1.108 Measure bearings (micrometer) 31 23 32 57 I 1.57 1 1.579 Place hardware onto bearings (to put in oven) 32 57 33 22 O 0.42 1 0.42
10 Measure rotating seal (micrometer) 33 22 34 24 I 1.03 1 1.03
CATEGORIESOPERATION: Output ShaftSUPERVISOR: MECHANIC(S): ANALYST(S): DISTANCE
#

13 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Identify Flow
GOOD
BADMACHINE
SHOP
WELDINGSHOP
MACHINE SHOP
MACHINE SHOP
NDT Shop
NDT Shop
CLEANING SHOP
ComponentAssembly
PLATING SHOP
STORAGE
CLEANING SHOP
ComponentAssembly
InductPart
Evaluation METAL SPRAY
HEAT TREAT
Typical Part Flow Finished Product
14 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Spaghetti Diagram
• Purpose: To help see movement of people.
• Helps to identify waste of motion and transportation.
• You can stand back and see the flow, see the waste.

15 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Spaghetti Diagram
AFTER RIE
Total Distance 2376 ft.
(0.45 miles)
Total Distance 1256 ft.
(0.23 miles)
Savings of 1120 ft.
BEFORE RIE
16 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Value-Added Activities
1. Is the customer willing to pay for this activity?
2. It must be done right the first time, every time.
3. The action must somehow change the fit, form, or function of the material being worked.
17 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Non-Value Added
Activities that take time, material, or space but do not physically change the material.
1. Defects2. Overproduction3. Transportation4. Waiting5. Excess Inventory6. Excessive Motion7. Non Value-Added Processing
18 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
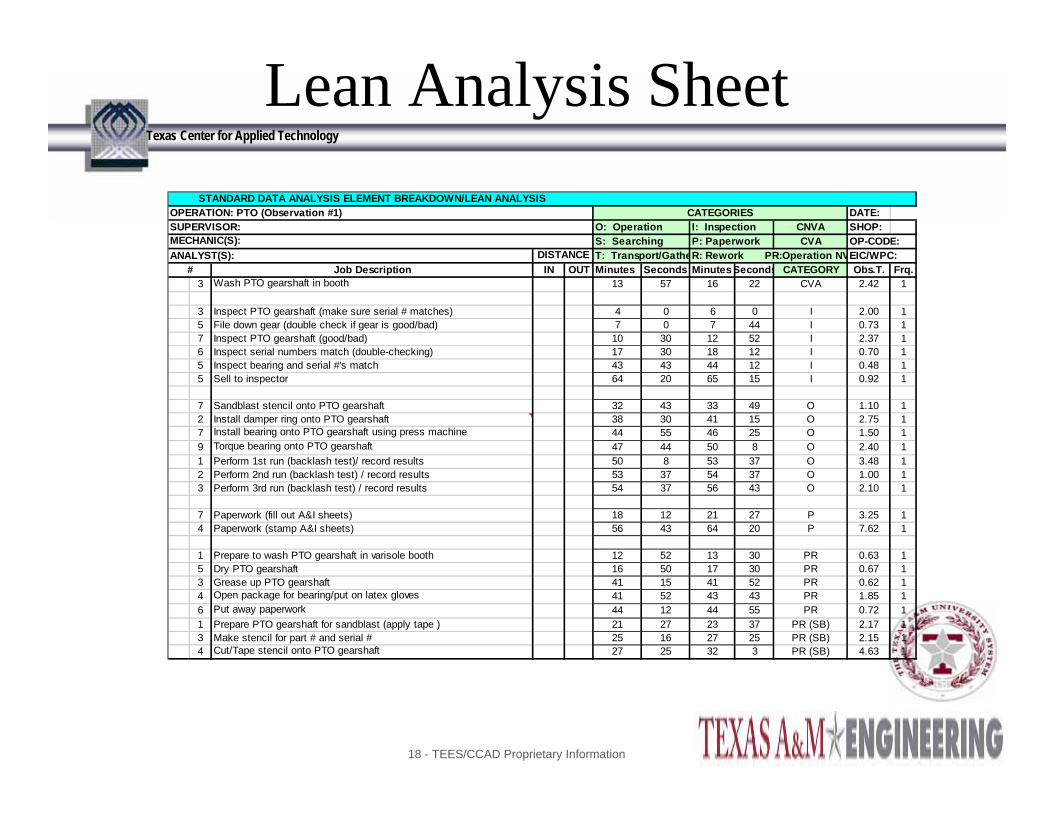
Lean Analysis SheetSTANDARD DATA ANALYSIS ELEMENT BREAKDOWN/LEAN ANALYSIS
DATE:O: Operation I: Inspection CNVA SHOP: S: Searching P: Paperwork CVA OP-CODE: T: Transport/GatheR: Rework PR:Operation NVEIC/WPC:
Job Description IN OUT Minutes Seconds MinutesSeconds CATEGORY Obs.T. Frq.3 Wash PTO gearshaft in booth 13 57 16 22 CVA 2.42 1
3 Inspect PTO gearshaft (make sure serial # matches) 4 0 6 0 I 2.00 15 File down gear (double check if gear is good/bad) 7 0 7 44 I 0.73 17 Inspect PTO gearshaft (good/bad) 10 30 12 52 I 2.37 16 Inspect serial numbers match (double-checking) 17 30 18 12 I 0.70 15 Inspect bearing and serial #'s match 43 43 44 12 I 0.48 15 Sell to inspector 64 20 65 15 I 0.92 1
7 Sandblast stencil onto PTO gearshaft 32 43 33 49 O 1.10 12 Install damper ring onto PTO gearshaft 38 30 41 15 O 2.75 17 Install bearing onto PTO gearshaft using press machine 44 55 46 25 O 1.50 19 Torque bearing onto PTO gearshaft 47 44 50 8 O 2.40 11 Perform 1st run (backlash test)/ record results 50 8 53 37 O 3.48 12 Perform 2nd run (backlash test) / record results 53 37 54 37 O 1.00 13 Perform 3rd run (backlash test) / record results 54 37 56 43 O 2.10 1
7 Paperwork (fill out A&I sheets) 18 12 21 27 P 3.25 14 Paperwork (stamp A&I sheets) 56 43 64 20 P 7.62 1
1 Prepare to wash PTO gearshaft in varisole booth 12 52 13 30 PR 0.63 15 Dry PTO gearshaft 16 50 17 30 PR 0.67 13 Grease up PTO gearshaft 41 15 41 52 PR 0.62 14 Open package for bearing/put on latex gloves 41 52 43 43 PR 1.85 16 Put away paperwork 44 12 44 55 PR 0.72 11 Prepare PTO gearshaft for sandblast (apply tape ) 21 27 23 37 PR (SB) 2.17 13 Make stencil for part # and serial # 25 16 27 25 PR (SB) 2.15 14 Cut/Tape stencil onto PTO gearshaft 27 25 32 3 PR (SB) 4.63 1
CATEGORIESOPERATION: PTO (Observation #1)SUPERVISOR: MECHANIC(S): ANALYST(S): DISTANCE
#

19 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Categorize/Lean Analysis
2.42
7.20
14.33
10.87
4.48
11.43
10.05
3.50
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
Time (min)
CVAInspection
Operation
Paperwork
Preperation
Preperation (Sand Blasting)
Transportation
Transportation (Sand Blasting)
Category
PTO Lean Analysis (Obs#1)
20 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
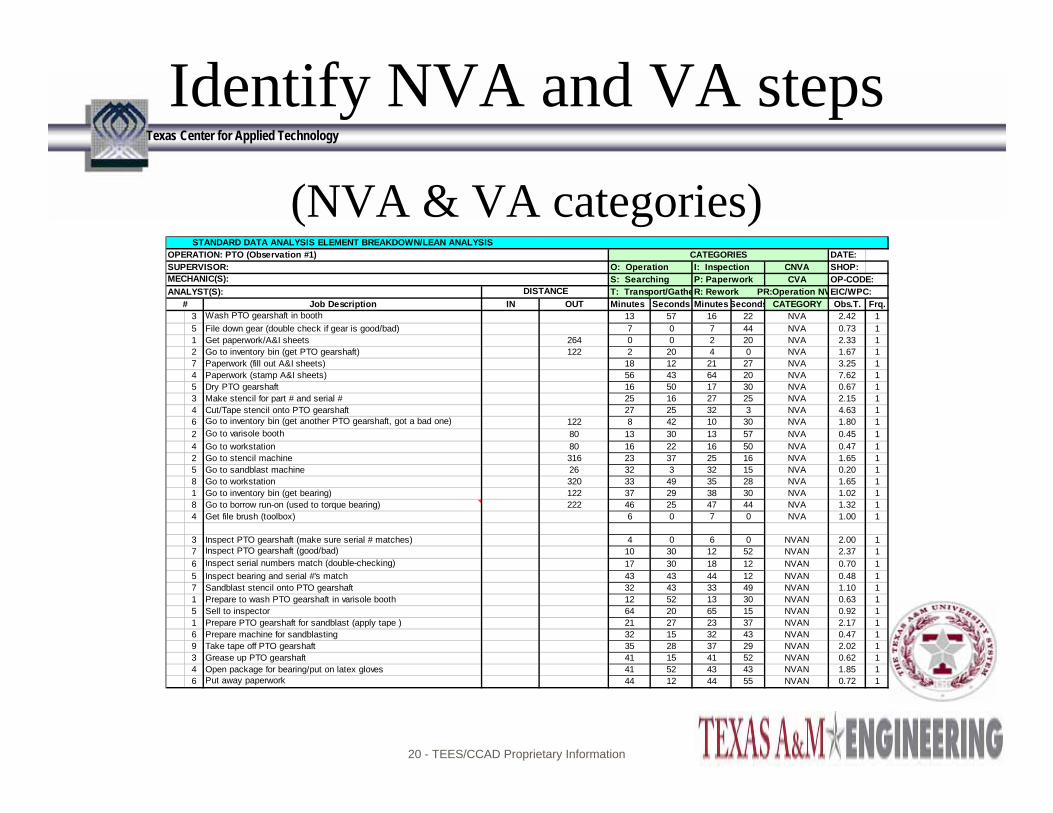
Identify NVA and VA steps
STANDARD DATA ANALYSIS ELEMENT BREAKDOWN/LEAN ANALYSISDATE:
O: Operation I: Inspection CNVA SHOP: S: Searching P: Paperwork CVA OP-CODE: T: Transport/GatheR: Rework PR:Operation NVEIC/WPC:
Job Description IN OUT Minutes Seconds MinutesSeconds CATEGORY Obs.T. Frq.3 Wash PTO gearshaft in booth 13 57 16 22 NVA 2.42 15 File down gear (double check if gear is good/bad) 7 0 7 44 NVA 0.73 11 Get paperwork/A&I sheets 264 0 0 2 20 NVA 2.33 12 Go to inventory bin (get PTO gearshaft) 122 2 20 4 0 NVA 1.67 17 Paperwork (fill out A&I sheets) 18 12 21 27 NVA 3.25 14 Paperwork (stamp A&I sheets) 56 43 64 20 NVA 7.62 15 Dry PTO gearshaft 16 50 17 30 NVA 0.67 13 Make stencil for part # and serial # 25 16 27 25 NVA 2.15 14 Cut/Tape stencil onto PTO gearshaft 27 25 32 3 NVA 4.63 16 Go to inventory bin (get another PTO gearshaft, got a bad one) 122 8 42 10 30 NVA 1.80 12 Go to varisole booth 80 13 30 13 57 NVA 0.45 14 Go to workstation 80 16 22 16 50 NVA 0.47 12 Go to stencil machine 316 23 37 25 16 NVA 1.65 15 Go to sandblast machine 26 32 3 32 15 NVA 0.20 18 Go to workstation 320 33 49 35 28 NVA 1.65 11 Go to inventory bin (get bearing) 122 37 29 38 30 NVA 1.02 18 Go to borrow run-on (used to torque bearing) 222 46 25 47 44 NVA 1.32 14 Get file brush (toolbox) 6 0 7 0 NVA 1.00 1
3 Inspect PTO gearshaft (make sure serial # matches) 4 0 6 0 NVAN 2.00 17 Inspect PTO gearshaft (good/bad) 10 30 12 52 NVAN 2.37 16 Inspect serial numbers match (double-checking) 17 30 18 12 NVAN 0.70 15 Inspect bearing and serial #'s match 43 43 44 12 NVAN 0.48 17 Sandblast stencil onto PTO gearshaft 32 43 33 49 NVAN 1.10 11 Prepare to wash PTO gearshaft in varisole booth 12 52 13 30 NVAN 0.63 15 Sell to inspector 64 20 65 15 NVAN 0.92 11 Prepare PTO gearshaft for sandblast (apply tape ) 21 27 23 37 NVAN 2.17 16 Prepare machine for sandblasting 32 15 32 43 NVAN 0.47 19 Take tape off PTO gearshaft 35 28 37 29 NVAN 2.02 13 Grease up PTO gearshaft 41 15 41 52 NVAN 0.62 14 Open package for bearing/put on latex gloves 41 52 43 43 NVAN 1.85 16 Put away paperwork 44 12 44 55 NVAN 0.72 1
CATEGORIESOPERATION: PTO (Observation #1)SUPERVISOR: MECHANIC(S): ANALYST(S): DISTANCE
#
(NVA & VA categories)

21 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Identify NVA and VA steps
35.02
16.0313.23
64.28
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
Time (min)
NVA NVAN VA TOTAL TIME (MIN)
Type of Steps
PTO Observation #1
54.47%
24.94%20.59%

22 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Pie Chart
Special Tools6.1%
Work Station39.6%
Aircraft21.5%
Hardware1.8%
Chemicals2.5%
Parts Pallet6.4%
PSA Table14.5%
Cabinet for Caps7.7%

23 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Fishbone Diagram
WASTE
CLEAN 6.1%
INSPECTION22.5%
SET UP 17.7%PAPERWORK
5.5%
TRAVEL 27.2%OTHER 4.6 %
1.3% Workstation
Aircraft 77.1%
0.6% Personal
FOD 15.8%
Tools 5.1%
82.5% Confer & Assist
0.7% Tool
0.5% PSA
Part 15.6%
Hardware 25.0%
Workbook 0.1%
Aircraft 40.1%
26.9% Part
Hardware 8.7%
10.7% Workstation
Safety Guards 9.5%4.1% Tools
Workstation 39.6%
PSA Table 14.5%
Parts 6.4%
Chemicals 2.5%21.5% Aircraft
7.7% Cabinet
6.1% Special Tools
1.8% Hardware
Workbook 53.6%
1.4% Computer
44.9% Burr Tags
2.8% PC Board
1.8% Searching
56.71 Hours
3.45 Hours10.05 Hours3.14 Hours
12.78 Hours15.40 Hours2.62 Hours
Pave Hawk Disassembly Fishbone Diagram

24 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Lean Process (Event)
•Verify Correct Process•Observed work standard•Flow chart or Process Map•Spaghetti Chart
•Analyze and develop ways to eliminate NVA steps for operator or transfer to assistant

25 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Verify Process Map

26 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
VA mapping Chart
0.120.080.050.170.25
0.070.120.020.020.020.020.020.050.050.17
0.03 0.08
0.83
0.07
0.75
0.330.08
0.25
3.63
0.000
0.500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
Time (hrs)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Process
Value Added & Necessary Steps
Steps

27 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Lean Process (Future State)
•Process At A Glance adds visual data to create Future State for operator•Pictures of Parts, Tools, Machines•Kitting
• Tool lists• Parts lists• Hardware lists
•Standard Work Instructions•Run the new process to verify• Implement

28 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Process At A Glance
•A Lean Tool that shows elements of a process quickly.
•Task oriented.•Helps to create Standard Work.•Very useful for Work Cell design.

29 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Process At A Glance
Process At A Glance breaks down operations to steps:
•Parts•Steps•Tools•Gauges•Machines•Instructions•Time

30 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Kitting
• Delivery• Located @ point-of-use (POU)• Issued to mechanic• Returned empty for refill
• Contents• Everything required for Job• In the quantities needed

31 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Kitting (Con’t)
• Presentation • In the sequence used• Cart, container, bins, etc.
• Kit design:• Perform work right to left• Visually signal job status• Color code all labels• Mistake proofing
32 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
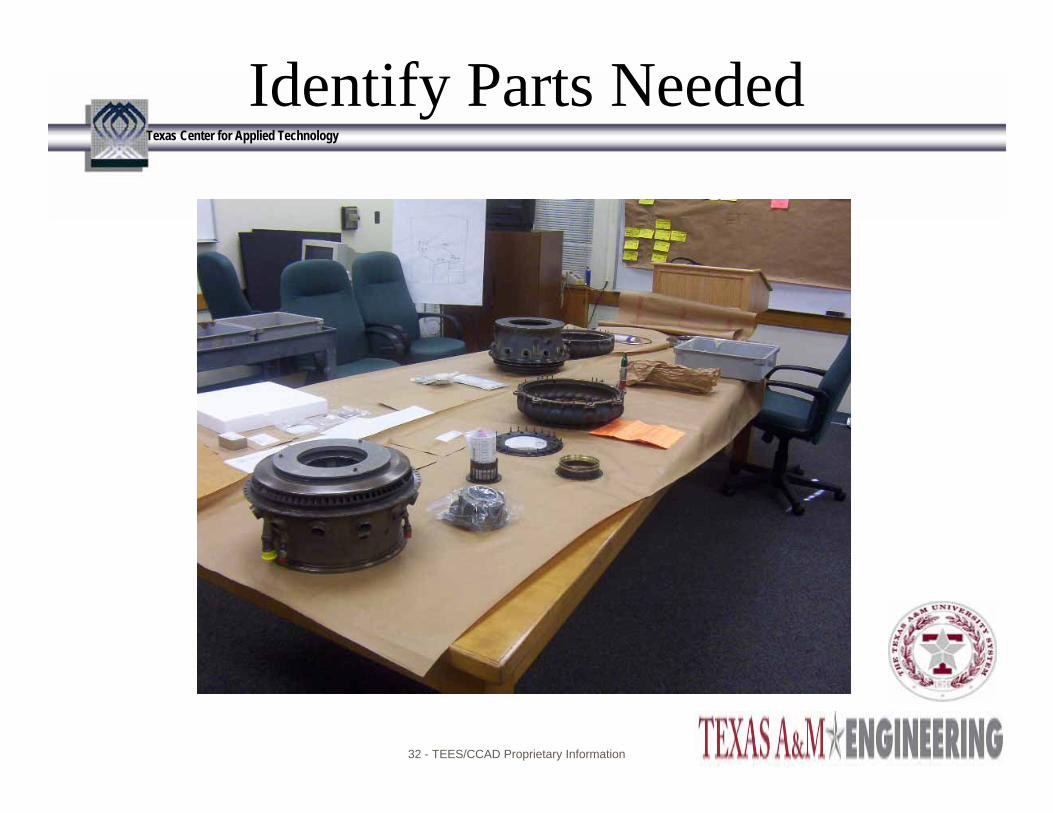
Identify Parts Needed

33 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Shadow Parts
Left: Finished Parts Present-ation

34 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Identify Tool Requirements
Tools for task being laid out for shadowing
35 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
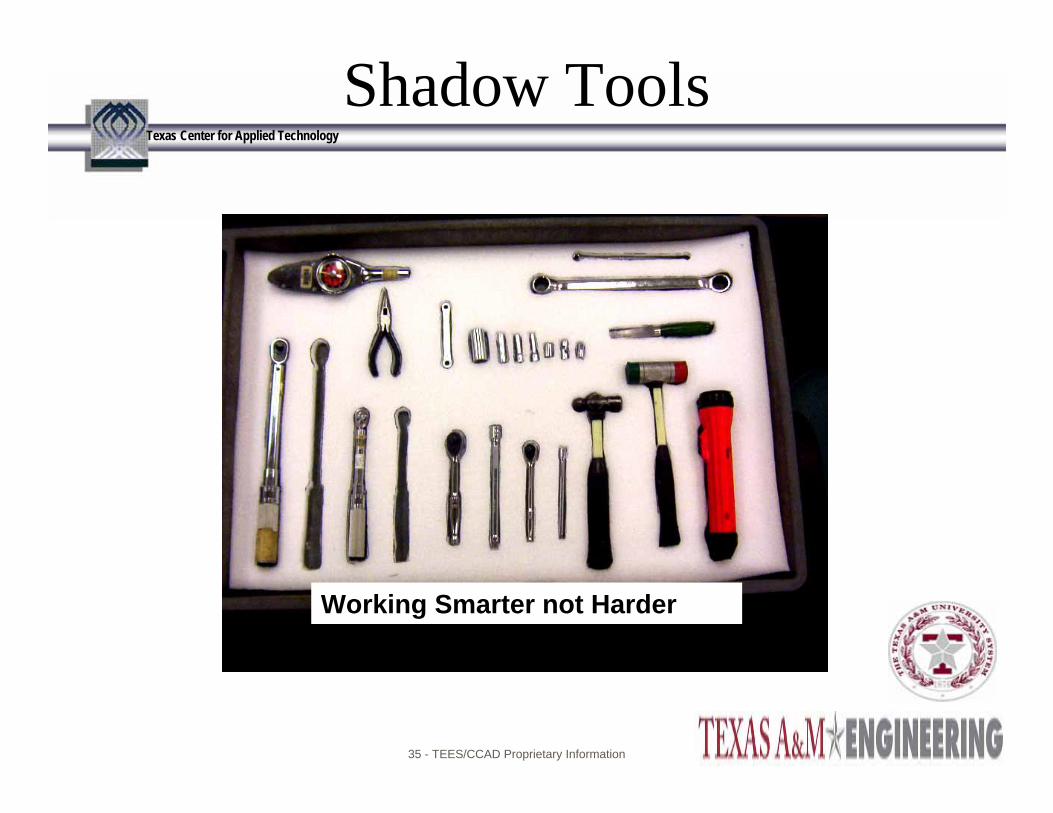
Shadow Tools
Working Smarter not Harder

36 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Identify New Layout
E&E and Prep WorkstationStaging for Assy
E&E Tools
Assy Tools
Assy Workstation with Special Tools
37 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Document Standard Work
• Key to productivity of the whole value stream.
• Standard Process for performing work tasks hour by hour, day to day, week to week.
• Process At A Glance allows simple documenting of standard work methods.
• Can be used by operators for training or guidance.

38 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Kaizen Events in action

39 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Continuous Improvement
•Know where value is created (or lost)•Start with the end in mind•Identify the high leverage opportunities•Use the lean tools•Stay on course…lean takes time•When you think you are done…time to
start again!

40 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Conclusion
• Work Measurement Standards historic or new help set up Process At A Glance events quickly.
• Process At A Glance allows processes with a lot of variability to be standardized.

41 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology
Conclusion Con’t
• Process At A Glance allows quick sustainable gains in productivity.
• Process At A Glance sets up future events to level load and create assembly lines.

42 - TEES/CCAD Proprietary Information
Texas Center for Applied Technology