an evaluation of high-temperature phase stability in the ti–al–nb system
TRANSCRIPT

Available online at www.sciencedirect.com
Scripta Materialia 60 (2009) 156–159
www.elsevier.com/locate/scriptamat
An evaluation of high-temperature phase stabilityin the Ti–Al–Nb system
Orlando Rios,a Sonalika Goyel,a Michael S. Kesler,a Damian M. Cupid,b
Hans J. Seifertb and Fereshteh Ebrahimia,*
aUniversity of Florida, Materials Science and Engineering, P.O. Box 116400, Gainesville, FL 32611, USAbFreiberg University of Mining and Technology, Institute of Materials Science, Freiberg, Germany
Received 20 August 2008; revised 22 September 2008; accepted 23 September 2008Available online 7 October 2008
Ti–Al–Nb alloys have shown promising properties for high-temperature applications. Although the phase diagram for this sys-tem has been well researched, there is still controversy over some aspects, including the extent of the b-phase field. We have studiedan alloy with the composition 37Ti–44.5Al–18.5Nb, which based on existing phase diagrams is expected to solidify as the c-TiAlphase. Experimental observations revealed that this alloy solidified as the b-phase, suggesting an extended b-phase field beyondthe previously reported phase boundary.� 2008 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Titanium aluminides; Phase transformation; Differential scanning calorimetry (DSC); X-ray diffraction (XRD)
The Ti–Al–Nb alloy system has received signifi-cant attention due to its potential for high-temperatureapplications [1,2]. The alloying of c-TiAl with Nb hasbeen shown to improve the mechanical properties [3,4]while maintaining sufficient aluminum content forhigh-temperature oxidation resistance [5]. Due to thelimited ductility of the c-phase, forging of these alloysis restricted. The b-modified TiAl alloys have beenshown to have improved high-temperature formabilityresulting from the incorporation of the ductile body-cen-tered cubic (bcc) solid solution b-phase [6,7]. Ideally, it isdesirable to have a high-temperature single-phase b-re-gion for enhanced thermomechanical processing as wellas microstructural control for optimized mechanicalproperties. An accurate understanding of the equilib-rium phase diagrams is essential to the design of such al-loys and the development of effective processing andheat treatment schemes.
Much controversy exists regarding the extent of theb-field on the liquidus projection. Figure 1 shows twocalculated liquidus projections by Kattner and Boettin-ger [8] and Servant and Ansara [9]. As far as the exten-sion of the b-field is concerned, these calculations aresomewhat similar and in accordance with the experi-
1359-6462/$ - see front matter � 2008 Acta Materialia Inc. Published by Eldoi:10.1016/j.scriptamat.2008.09.023
* Corresponding author. Tel.: +1 352 846 3791; fax: +1 352 8463355; e-mail: [email protected]
mental work based on the analysis of the as-cast micro-structures performed by Zdziobek et al. [10]. Leonardet al. [11] subsequently showed experimentally that theb-field should be expanded by pushing the bivariantequilibria of the b/g and b/r liquidus surfaces towardsthe lower Ti contents as marked in Figure 1. The calcu-lated and experimental results were analyzed and com-bined in a phase diagram assessment conducted byRaghavan [12]. The latter analysis suggests that thebivariant bc may also need to be pushed toward higherAl contents. Although the c-TiAl region of this ternaryphase diagram is an important compositional area foralloy development, no detailed experimental data existto examine the validity of the calculated liquidussurfaces. In the current study, we have investigatedthe phase stability of an alloy in the calculated c-fieldas marked in Figure 1, with the aim of verifying theextent of the b liquidus surface. We have employed dif-ferent techniques including high-temperature X-ray dif-fraction (HTXRD), differential thermal analysis (DTA)and specifically designed heat treatments to demonstratethat the calculated bivariant equilibrium of b/c liquidusshould indeed also be shifted. Furthermore, we havedemonstrated that this alloy solidifies as primaryb-phase.
Buttons of the alloy weighing 5 g were prepared bynon-consumable arc melting using high-purity elements.
sevier Ltd. All rights reserved.
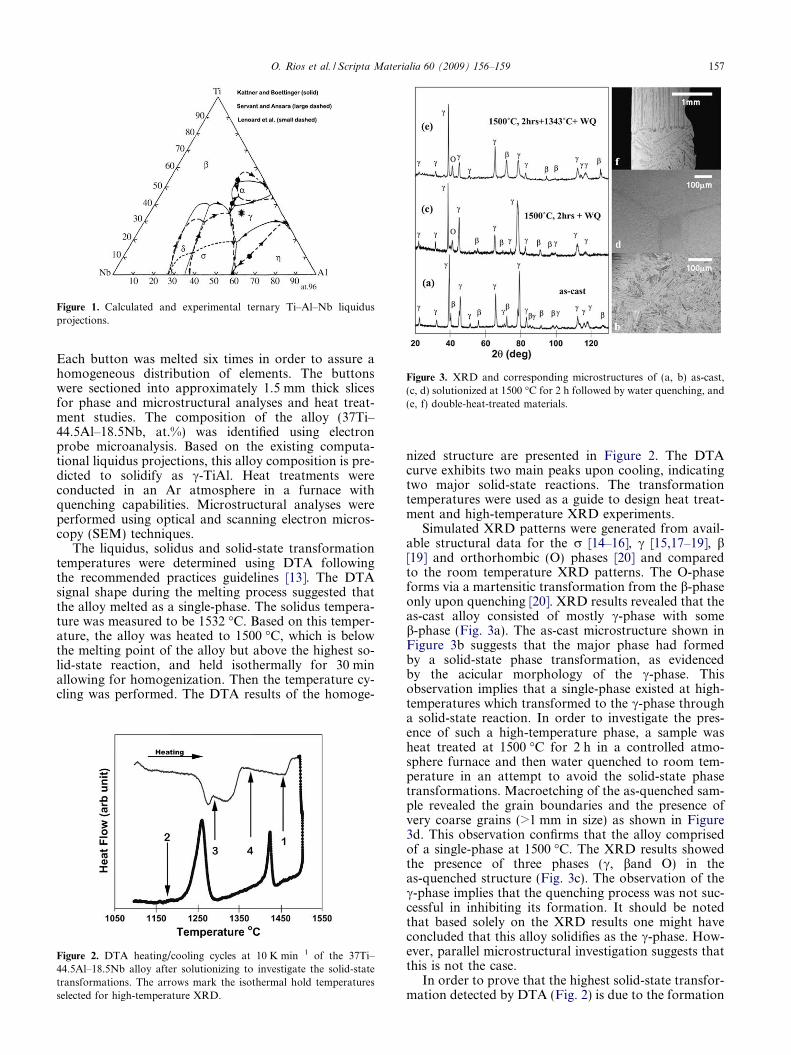
Figure 3. XRD and corresponding microstructures of (a, b) as-cast,(c, d) solutionized at 1500 �C for 2 h followed by water quenching, and(e, f) double-heat-treated materials.
Figure 1. Calculated and experimental ternary Ti–Al–Nb liquidusprojections.
O. Rios et al. / Scripta Materialia 60 (2009) 156–159 157
Each button was melted six times in order to assure ahomogeneous distribution of elements. The buttonswere sectioned into approximately 1.5 mm thick slicesfor phase and microstructural analyses and heat treat-ment studies. The composition of the alloy (37Ti–44.5Al–18.5Nb, at.%) was identified using electronprobe microanalysis. Based on the existing computa-tional liquidus projections, this alloy composition is pre-dicted to solidify as c-TiAl. Heat treatments wereconducted in an Ar atmosphere in a furnace withquenching capabilities. Microstructural analyses wereperformed using optical and scanning electron micros-copy (SEM) techniques.
The liquidus, solidus and solid-state transformationtemperatures were determined using DTA followingthe recommended practices guidelines [13]. The DTAsignal shape during the melting process suggested thatthe alloy melted as a single-phase. The solidus tempera-ture was measured to be 1532 �C. Based on this temper-ature, the alloy was heated to 1500 �C, which is belowthe melting point of the alloy but above the highest so-lid-state reaction, and held isothermally for 30 minallowing for homogenization. Then the temperature cy-cling was performed. The DTA results of the homoge-
Figure 2. DTA heating/cooling cycles at 10 K min�1 of the 37Ti–44.5Al–18.5Nb alloy after solutionizing to investigate the solid-statetransformations. The arrows mark the isothermal hold temperaturesselected for high-temperature XRD.
nized structure are presented in Figure 2. The DTAcurve exhibits two main peaks upon cooling, indicatingtwo major solid-state reactions. The transformationtemperatures were used as a guide to design heat treat-ment and high-temperature XRD experiments.
Simulated XRD patterns were generated from avail-able structural data for the r [14–16], c [15,17–19], b[19] and orthorhombic (O) phases [20] and comparedto the room temperature XRD patterns. The O-phaseforms via a martensitic transformation from the b-phaseonly upon quenching [20]. XRD results revealed that theas-cast alloy consisted of mostly c-phase with someb-phase (Fig. 3a). The as-cast microstructure shown inFigure 3b suggests that the major phase had formedby a solid-state phase transformation, as evidencedby the acicular morphology of the c-phase. Thisobservation implies that a single-phase existed at high-temperatures which transformed to the c-phase througha solid-state reaction. In order to investigate the pres-ence of such a high-temperature phase, a sample washeat treated at 1500 �C for 2 h in a controlled atmo-sphere furnace and then water quenched to room tem-perature in an attempt to avoid the solid-state phasetransformations. Macroetching of the as-quenched sam-ple revealed the grain boundaries and the presence ofvery coarse grains (>1 mm in size) as shown in Figure3d. This observation confirms that the alloy comprisedof a single-phase at 1500 �C. The XRD results showedthe presence of three phases (c, band O) in theas-quenched structure (Fig. 3c). The observation of thec-phase implies that the quenching process was not suc-cessful in inhibiting its formation. It should be notedthat based solely on the XRD results one might haveconcluded that this alloy solidifies as the c-phase. How-ever, parallel microstructural investigation suggests thatthis is not the case.
In order to prove that the highest solid-state transfor-mation detected by DTA (Fig. 2) is due to the formation
158 O. Rios et al. / Scripta Materialia 60 (2009) 156–159
of the c-phase, a two-step heat treatment was developedto determine the transformation path of the alloy. Aspecimen was homogenized at 1500 �C for 1 h followedby a 12 �C min�1 ramp down to 1343 �C and was thenheld for 2 h at this temperature. The heat treatmentwas terminated with a water quench in an attempt topreserve the structure at this temperature, which is be-low the highest solid-state transformation peak(Fig. 2). Room temperature XRD (Fig. 3e) of the dou-ble-heat-treated sample showed the presence of threephases similar to the as-quenched sample (Fig. 3c).Microstructural analysis revealed the formation of verycoarse c-phase nucleated mainly at the grain boundaries(Fig. 3f). This finding suggests that the highest solid-state transformation might correspond to the formationof the c-phase. Based only on the comparison of theXRD profiles for solutionized + quenched (Fig. 3c)and double-heat-treated (Fig. 3e) samples one mighthave concluded that because of the increase in theb-phase + O-phase signals, the c-phase transforms tothe b-phase during the first high-temperature solid-statereaction in this alloy. However, microstructural analysisrevealed that the c-phase indeed forms upon cooling atthe grain boundaries of a higher-temperature phase.
In order to investigate the identity of the high-tem-perature phase and confirm the formation of the c-phaseupon cooling, high-temperature XRD was conductedfor this alloy. The sample was aligned to the Bragg’s an-gle of the c-(202) based on the room temperature XRDprofile of the as-cast material. The simulated patternsfor the b, r and c phases revealed distinct non-overlap-ping diffraction peaks in the 2h range of 50–80�.Although this range does not include the maximumintensity peaks, all high-temperature scans were per-formed over this range in order to provide a clear dis-tinction between the b, r and c phases. A minoramount of diffraction from the Ta-(2 00) stage was re-corded in all high-temperature XRD scans.
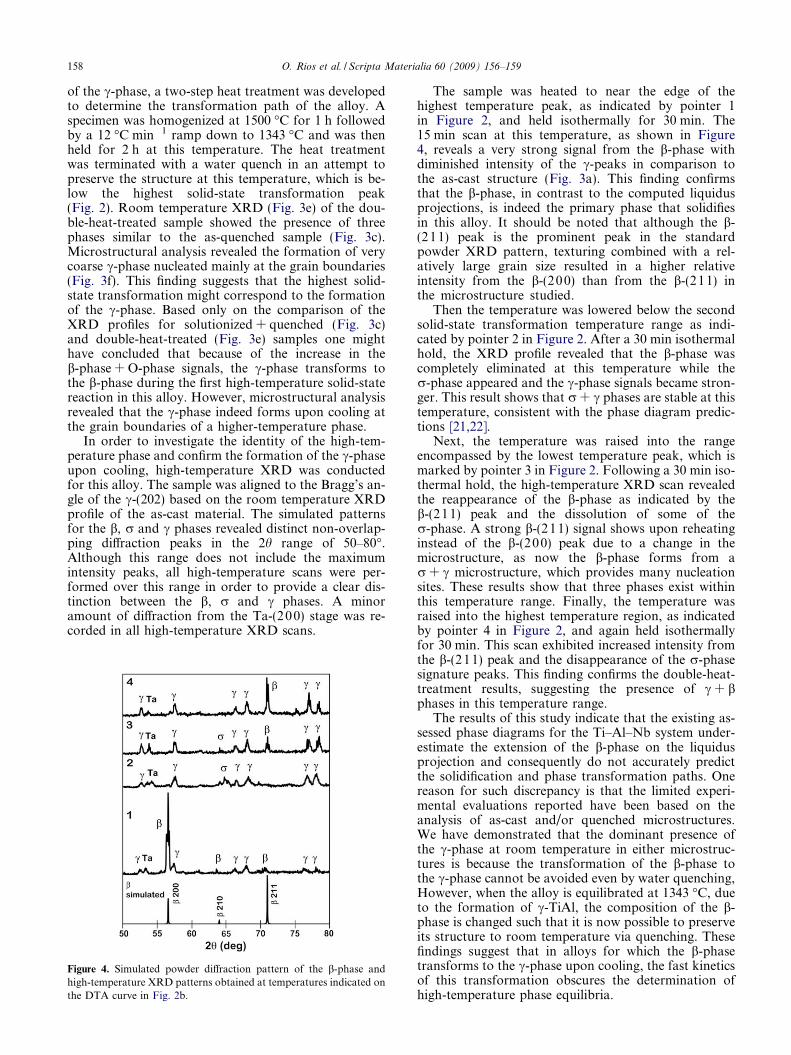
Figure 4. Simulated powder diffraction pattern of the b-phase andhigh-temperature XRD patterns obtained at temperatures indicated onthe DTA curve in Fig. 2b.
The sample was heated to near the edge of thehighest temperature peak, as indicated by pointer 1in Figure 2, and held isothermally for 30 min. The15 min scan at this temperature, as shown in Figure4, reveals a very strong signal from the b-phase withdiminished intensity of the c-peaks in comparison tothe as-cast structure (Fig. 3a). This finding confirmsthat the b-phase, in contrast to the computed liquidusprojections, is indeed the primary phase that solidifiesin this alloy. It should be noted that although the b-(211) peak is the prominent peak in the standardpowder XRD pattern, texturing combined with a rel-atively large grain size resulted in a higher relativeintensity from the b-(200) than from the b-(211) inthe microstructure studied.
Then the temperature was lowered below the secondsolid-state transformation temperature range as indi-cated by pointer 2 in Figure 2. After a 30 min isothermalhold, the XRD profile revealed that the b-phase wascompletely eliminated at this temperature while ther-phase appeared and the c-phase signals became stron-ger. This result shows that r + c phases are stable at thistemperature, consistent with the phase diagram predic-tions [21,22].
Next, the temperature was raised into the rangeencompassed by the lowest temperature peak, which ismarked by pointer 3 in Figure 2. Following a 30 min iso-thermal hold, the high-temperature XRD scan revealedthe reappearance of the b-phase as indicated by theb-(211) peak and the dissolution of some of ther-phase. A strong b-(2 11) signal shows upon reheatinginstead of the b-(200) peak due to a change in themicrostructure, as now the b-phase forms from ar + c microstructure, which provides many nucleationsites. These results show that three phases exist withinthis temperature range. Finally, the temperature wasraised into the highest temperature region, as indicatedby pointer 4 in Figure 2, and again held isothermallyfor 30 min. This scan exhibited increased intensity fromthe b-(2 11) peak and the disappearance of the r-phasesignature peaks. This finding confirms the double-heat-treatment results, suggesting the presence of c + bphases in this temperature range.
The results of this study indicate that the existing as-sessed phase diagrams for the Ti–Al–Nb system under-estimate the extension of the b-phase on the liquidusprojection and consequently do not accurately predictthe solidification and phase transformation paths. Onereason for such discrepancy is that the limited experi-mental evaluations reported have been based on theanalysis of as-cast and/or quenched microstructures.We have demonstrated that the dominant presence ofthe c-phase at room temperature in either microstruc-tures is because the transformation of the b-phase tothe c-phase cannot be avoided even by water quenching,However, when the alloy is equilibrated at 1343 �C, dueto the formation of c-TiAl, the composition of the b-phase is changed such that it is now possible to preserveits structure to room temperature via quenching. Thesefindings suggest that in alloys for which the b-phasetransforms to the c-phase upon cooling, the fast kineticsof this transformation obscures the determination ofhigh-temperature phase equilibria.

O. Rios et al. / Scripta Materialia 60 (2009) 156–159 159
In this study we have shown that the combination ofDTA, the two-step heat treatment and in situ high-tem-perature XRD is an effective method for accurately eval-uating the phase stability and transformation path of Al-rich b-phase in the Ti–Al–Nb system. We have providedevidence for the extension of the b-phase field to higherAl contents. The high-temperature phase stability investi-gation presented here has recently aided in the optimiza-tion of the Ti–Al–Nb system [23,24]. The existence of ahigh-temperature single-phase b-field will also assist inimproving the thermomechanical capabilities of thesealloys.
This work has been supported by NSF/AFOSRunder Grant No. DMR-0605702. The use of MajorAnalytical Instrumentation Center (MAIC) at the Uni-versity of Florida is greatly appreciated.
[1] R.W. Hayes, B. London, Acta Metallurgica Et Materialia40 (1992) 2167.
[2] P.L. Martin, M.G. Mendiratta, H.A. Lipsitt, Metallurgi-cal Transactions A – Physical Metallurgy and MaterialsScience 14 (1983) 2170.
[3] X.J. Xu, L.H. Xu, J.P. Lin, Y.L. Wang, Z. Lin, G.L.Chen, Intermetallics 13 (2005) 337.
[4] J.T. Kandra, E.W. Lee, Metallurgical and MaterialsTransactions A – Physical Metallurgy and MaterialsScience 25 (1994) 1667.
[5] M.P. Brady, B. Gleeson, I.G. Wright, JOM-Journal ofthe Minerals Metals & Materials Society 52 (2000) 16.
[6] T. Kawabata, H. Fukai, O. Izumi, Acta Materialia 46(1998) 2185.
[7] N. Masahashi, Y. Mizuhara, M. Matsuo, T. Hanamura,M. Kimura, K. Hashimoto, Isij International 31 (1991) 728.
[8] U.R. Kattner, W.J. Boettinger, Materials Science andEngineering A-Structural Materials Properties Micro-structure and Processing 152 (1992) 9.
[9] C. Servant, I. Ansara, Berichte Der Bunsen-Gesell-schaft-Physical Chemistry Chemical Physics 102 (1998)1189.
[10] A. Zdziobek, M. Durandcharre, J. Driole, F. Durand,Zeitschrift Fur Metallkunde 86 (1995) 334.
[11] K.J. Leonard, V.K. Vasudevan, Intermetallics 8 (2000)1257.
[12] V. Raghavan, Journal of Phase Equilibria and Diffusion26 (2005) 360.
[13] W.J. Boettinger, U.R. Kattner, K.W. Moon, J.H. Pere-pezko, NIST SP 960-15, (2006).
[14] E.O. Hall, S.H. Algie, Journal of the Institute of Metals94 (1966) 61.
[15] C.G. Wilson, F.J. Spooner, Acta Crystallographica Sec-tion A 29 (1973) 342.
[16] C.G. Wilson, F.J. Spooner, Journal of Materials Science12 (1977) 1653.
[17] D.G. Konitzer, I.P. Jones, H.L. Fraser, Scripta Metal-lurgica 20 (1986) 265.
[18] A.G. Jackson, Scripta Metallurgica Et Materialia 28(1993) 673.
[19] D. Banerjee, T.K. Nandy, A.K. Gogia, Scripta Metal-lurgica 21 (1987) 597.
[20] D.T. Hoelzer, F. Ebrahimi, in: High Temperature OrderedIntermetallic Alloys VII MRS Proceedings, vol. 460, 1997,p. 97.
[21] A. Hellwig, M. Palm, G. Inden, Intermetallics 6 (1998) 79.[22] J.H. Perepezko, Y.A. Chang, L.E. Seitzman, J.C. Lin,
N.R. Bonda, T.J. Jewett, J.C. Mishurda, in: S.H. Wang,C.T. Liu, D.P. Pope, J.O. Stiegler (Eds.), High Temper-ature Aluminides and Alloys, TMS, Warrendale, PA,1990, p. 19.
[23] D.M. Cupid, O. Fabrichnaya, F. Ebrahimi, H.J. Seifert,in: Materials Characterization, Computation and Model-ing, Supplemental Proceedings 2, TMS, Warrendale, PA,2008, p. 245.
[24] D.M. Cupid, O. Fabrichnaya, O. Rios, F. Ebrahimi, H.J.Seifert, Thermodynamic re-assessment of the TiAlNbsystem, International Journal of Materials Research,submitted for publication..