bk4-032-ts-az7-sp-01 (02bg)_1_
TRANSCRIPT

VIETSOVPETRO
VIETSOVPETRO
RESEARCHRESEARCH AND ENGINEERING INSTITUTE FOR OIL AND GAS VIETSOVPETRO
RESEARCH & ENGINEERING INS11-111T =
MODIFICATION AT WHITE PROJECT NAME : RECEIVE GAS FROM THIEN
FIELDS
SUB-PROJECT NAME : BK-4 MODIFICATION
DOCUMENT TITLE : PAINTING SPECIFICATION
DOCUMENT No. : BK4-032-TS-AZ7-SP-01
TIGER FIELD TO UNG, DAI HUNG
CONTROLLED i ,
ci-i---- 021 e1/4'/-4- Otlitg 9/- 1 ISSUED FOR
APPROVAL 15.01.2014 L.C. THUY L.C. THUY
BUSHKOVS- KIY A.L.
B.T. HAN /L.V. DZUNG
0 ISSUED FOR APPROVAL
02.01.2014
REV. DESCRIPTION DATE PREPARED CHECKED DEP. CHIEF DEPART.
ENG. MANAGER
PRO. MANAGER
eIN EN VIETSOVPETRO
VIETSOVPETROEl=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 2 of 38
CONTENTS
1. INTRODUCTION. .4
1.1 General 4
1.2 Purpose 4
1.3 Scope of Work 4
1.4 Definitions 4
1.5 Units 4
1.6 Language 4
1.7 Abbreviation .5
2. CODES, SEPCIFIACTIONS AND REFERENCES 5
3. TECHNICAL REQUIREMENTS 7
3.1 Environmental Conditions .7
3.2 Painting and Coating Scope 7
3.3 Coating Materials .8
3.4 Application Conditions 9
3.5 Preparation for Painting and Protective Coating 10
3.6 General Coating Application 17
3.7 Workmanship 23
4. HEALTHS AND SAFETY 24
4.1 General .24
4.2 Handling of Chemicals 25
4.3 Spray and Blasting Operations 26
4.4 Pressure Equipment 26
File: BK4 painting spec ification
eM VIETSOVPETRO VIETSOVPETRO =
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 3 of 38
4.5 Earthling 26
4.6 Breathing Apparatus 27
5. HANDLING AND SHIPPING OF FINISHED PRODUCT 27
6. INSPECTIONS AND TESTING 27
6.1 General 27
6.2 Responsibility For Inspection And Testing 28
6.3 Inspection And Test Requirements 28
6.4 Pre-Coating Inspection 30
6.5 Coating Thickness 30
7. TEST PLAN.. 33
8. COLOR CODE 34
9. GENERIC PAINTING SCHEDULES .35
File: BK4 painting spec ification
MIN MIN VIETSOVPETRO VIETSOVPETRO EMI=I11/=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 4 of 38
1 INTRODUCTION
1.1 General
BK4 modification is a part of Thien Ung gas gathering project to connect the natural
gas from the Thien Ung and Dai Hung fields with the Bach Ho oilfield, and then to
transport to onshore for other industrial use or living needs.
1.2 Purpose
The purpose of this document is to recommend general technical specifications for
painting design to protect from external corrosion for steel structures, piping, process,
valves and vessels operating in marine media during BK4 modification.
1.3 Scope of Work
This specification defines applicable painting specification and the minimum technical
requirements for surface preparation, paint materials, protection coating application,
repair and handling of steel structures, piping, process, valves and vessels during
BK4 modification.
1.4 Definitions
Project: Modification at White Tiger field to receive gas from Thien Ung, Dai Hung fields. BK4 modification.
Company: I Joint Venture Vietsovpetro/ Client.
Contractor: i The company engaged to complete the fabrication portion of the
Project works.
Manufacturer: The The company, which create the equipments/materials for the
Project works.
1.5 Units
The International System of Units (S.I) shall be used.
1.6 Language
File: BK4 painting spec ification

ISO: International Standards Organisation.
QA: Quality Assurance.
QC: Quality Control.
DFT: Dry Film Thickness.
OM glIN VIETSOVPETRO VIETSOVPETRO =1:1==
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 5 of 38
All documentation and correspondence shall be in the English Language.
1.7 Abbreviations
f VSP: l Joint Venture Vietsovpetro.
t-- PGO: Gas Production Division.
BS: British Standard.
WET: Wet Film Thickness.
2 CODES, SPECIFICATIONS AND REFERENCES
The latest editions of all applicable codes, specifications and references shall define
the minimum requirements applicable to the subject work and no statement
contained in this Specification shall be construed as limiting the work to such
minimum requirements.
Wherever conflicts or omissions between codes, specifications and contract occur,
the most onerous condition shall apply. Contractor is responsible for reviewing the list
below and informing the Client of any omissions. All conflicts shall be formally
brought to the attention of the Client.
References and Applicable Codes
The surface preparation, coat application, quality coat material and qualification of
the applied coating shall comply with the requirements as set out in the following
international standards and specifications of coat manufacturer(s).
File: BK4 painting spec ification

VIETSOVPETRO
gigelM
......, MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1 VIETSOVPETRO =
Page 6 of 38
Nondestructive Measurment of Dry Film Thickness
Nonmagnetiic Coatings applied to a ferrous base.
Standard Test Methods for Drying, Curing, or Film Formation of
Organic Coating at Room Tempraturer.
Standard Test Methods for Measuring Adhesion by Tape Test.
Standard Test Methods for Pull-Off Strength of Coatings Using
1 Paints and varnishhe — Corrosion protection of steel structures
by protection paint system. Protective painting systems.
Paints and varnishhe — Corrosion protection of steel structures
by protection paint system. Development of specifications for
new work and maintenance.
Preparation of Steel Substrates before Application of Paints and
Related Products - Visual assessment of surface cleanliness.
Part 1: Rust grades and preparation grades of uncoated steel
substrates and of steel substrates after overall removal of
previous coatings.
ASTM D 1186
ASTM D 1640
ASTM D 3359
ASTM D 4541
Portable Adhesion Testers.
ISO 12944
Part 5
ISO 12944
Part 8
ISO 8501-1
ISO 8503
ISO 8504-3
ISO 9000
Preparation of Steel Substrates before Application of Paints and
Related Products Surface Roughness Characteristics of Blast-
. Cleaned Steel Substrates — Parts 1, 2, 3 and 4.
Preparation of Steel Substrates Before Application of Paints and
related Products — Surface preparation Methods. Part 3: Hand
and Power Tool cleaning.
Quality management systems.
NACE RP 0188 Standard Test Methods for Discontinuity (Holiday) Testing of
Protective Coatings.
File: BK4 painting spec ification
W MN
4 MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1 VIETSOVPETRO
VIETSOVPETRO =I= Page 7 of 38
SSPC SP- 1
SSPC SP-2
SSPC SP-3
SSPC SP-5
SSPC SP-10
Solvent Cleaning.
Hand Tool Cleaning.
Power Tool Cleaning.
White Metal Blast Cleaning.
Near White Metal Blast Cleaning.
3 TECHNICAL REQUIREMENTS
3.1 Environmental Conditions
Items that have had paint and protective coatings applied may be installed either
outdoors in an unprotected area on an offshore platform or indoors. The paint and
protective coatings shall be suitable for the environmental conditions specified for
such installations in the Project Documents, and the specific details for the item being
painted and coated.
3.2 Painting and Coating Scope
3.2.1 General
Offshore production facilities covered by this specification include all new equipment,
machinery, vessels, tankage, structural steel, metal buildings, platform jackets,
platforms, and all other appurtenances except as noted below.
The following surfaces and items shall not be painted or coated:
- Non-metallic surfaces.
Surfaces to be fireproofed.
- Inside galvanized steel, stainless steel, and aluminum jacketing.
Inside galvanized surfaces including conduit.
Weatherproofing on insulation.
File: BK4 painting spec ification

MIN M VIETSOVPETRO VIETSOVPETRO Ell=====
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 8 of 38
— Machined surfaces.
Internal surfaces, coatings, and linings.
- Rubber hoses, belts, flexible braided connectors, nameplates, stainless steel
tubing and fittings, gauges, valve stems and motor shafts.
Surfaces to be insulated shall be prepared in accordance with this specification and
shall receive only the specified primer coat.
3.2.2 Proposal
The painting requirements will be defined in the relevant Project Specification.
However it shall include as a minimum the following descriptive for each coating
material:
Coating manufacturer's name and address.
- Complete generic description.
Trade name and ordering number.
Percent zinc content by weight for primer coats when required and percent non-
volatile solids content by volume for intermediate and finish coats.
- The proposal shall include the coating Manufacturer's standard product data
sheets for each coating material.
3.3 Coating Materials
Coating and other consumable materials shall be new and provided by the approved
by Vietsovpetro paint manufacturers. Materials shall be supplied unopened in the
coating manufacturer's containers. The unopened containers shall be clearly
identified. Labels and tags shall be intact and no coating shall be used after the
manufacturer's recommended shelf life has expired.
Mixing of different coating materials is not permitted whether or not from the same
coating manufacturer.
File: BK4 painting spec ification
EIMVIETSOVPETRO
VIETS OVPETRO = TOeIN MODIFICATION AT WHITE TIGER FIELD
RECEIVE GAS FROM THIEN UNG, DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 9 of 38
Coating material shall not be mixed or kept in suspension by using a bubbling air
stream. If settling has occurred it must be remixed immediately before using. No
thinner shall be added unless necessary for proper application. Type of thinner shall
comply with the manufacturer's instructions.
Materials shall not be left in a spray pot longer than the coating manufacturer
recommends. If this limit is reached, the pot shall be emptied and cleaned, the
materials destroyed, and new material mixed.
The products of only a single coating manufacturer shall be used for each complete
coating system discussed in this specification. The use of different coating
manufacturer's products for successive coats on a single surface, or piece of
equipment, is not permitted.
Thinning of coating materials is not allowed except when specifically called for in the
coating manufacturer's recommendations. The procedure and limits for thinning shall
be in accordance with the coating manufacturer's recommendations.
Successive coats shall be of a different color or tint to provide a contrast so that
incomplete coverage can be detected.
Unless otherwise specified, the Contractor shall comply with the specified finish coat
color schedule.
3.4 Application Conditions
Coatings shall be applied under the environmental conditions established by the
coating Manufacturer. No coating shall be applied:
- On wet surfaces.
- When the relative humidity is above 85%.
When the surface temperature is less than 3°C above the dew point.
- When the wind speed exceeds 7 m/s.
File: BK4 painting spec ification
MIN VIETSOVPETRO
eIN
VIETSOVPETRO =IM1=1=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 10 of 38
- When surface temperatures are more than 50°C or temperature recommended
by the manufacturers.
The Contractor is fully responsible for obtaining and complying with the equipment
Manufacturer's recommendations for any particular coating or system.
Outdoor surface preparation and coating shall be conducted during daylight hours.
Indoor painting is allowed 24 hours a day in a well lit building if the environmental
conditions as described are met inside the building at all times during preparation,
painting, and curing.
The Contractor's work procedures, material handling and waste disposal methods
shall include any additional precautions established by the Company Representative
to prevent release of pollutants to the surrounding environment.
The Contractor shall verify that these conditions are met before coating begins, on a
daily basis, with instruments in his possession, and keep records of these
measurements.
3.5 Preparation for Painting and Protective Coating
3.5.1 General
It is the intent of this Specification to minimize equipment or structure corrosion and
to maximize the maintenance free service life. To this end each coating system shall
be supplied and applied to provide protection for a minimum service period of ten
(10) years without significant re-work or maintenance.
The Contractor shall be responsible for the cost of surface preparation, removal of all
unsatisfactory coating and application of the coating or system in accordance with the
requirement of this Specification.
The Contractor shall provide skilled, experienced personnel to carry out all work and
shall provide competent and qualified supervision and inspection services to ensure
that the quality requirements of the Company are met and the requirements of this
Specification are complied with.
File: BK4 painting spec ification
VIETSOVPETRO VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 11 of 38
Surface preparation for coating application will be carried out after all structural,
mechanical, piping and welding works have been completed on the equipment.
All fused flux shall be removed from welded areas and appurtenances. When
electrodes using a basic flux have been used, the welded area shall be cleaned of
alkaline residues by rinsing with water prior to blast cleaning.
Before any cleaning operation commences, all rough edges shall be reduced, surface
slivers and laps shall be ground out, and weld spatter and welds exhibiting excessive
surface roughness shall be smoothed to ensure proper paint adhesion and uniform
thickness.
Working parts of machinery and valves, instruments, glass faces of gauges, light
fittings, control panels and consoles, etc shall be protected (masked) against damage
during abrasive blasting and form the ingress of blasting abrasives and residue, and
from paint overspray.
Oil, grease, wax, dirt and other foreign matter shall be removed by cleaning and
degreasing of metal surfaces in compliance with SSPC SP-1.
Surface preparation, including abrasive blasting, shall not be carried out in the areas
where:
- Coating is being applied.
- The coating has not dried or cured.
- The coated surfaces may be contaminated with the residue of the surface
treatment process.
The preparation can effected open machinery.
Coated surfaces contaminated with abrasive or the residues of surface preparation
operation shall be deemed unacceptable and shall be cleaned back to bare metal
and re-treated to conform to the requirements of this Specification. All repair work
shall be at the Contractor's expense.
File: BK4 painting spec ification
O W
eIN
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1 VIETSOVPETRO
VIETSOVPETRO =El=
Page 12 of 38
Refreshing of previously coated materials shall be necessary only if the coating has
been damaged.
Prior to the application of any protective coating, all damage to previously applied
coatings shall be repaired. Damaged and loosely adhering coating(s) shall be
removed, the area cleaned, edges of coating breaks feathered, and designated
coat(s) reapplied.
The Contractor shall notify the Company Representative immediately of any
damaged galvanized surfaces. With Company approval, the Contractor shall repair
the damaged surfaces by:
- Solvent cleaning.
- Treating with a 10% by volume phosphoric acid wash or a vinyl butyral wash
primer, or brush blasting.
- Applying a coat of the zinc rich primer suitable for galvanizing repair.
Immediately prior to any coating application, environmental conditions shall be
checked to ensure the environmental conditions are within the limits established by
the coating manufacturer and as stated in section 3.4.
Surfaces that are not to be coated shall be properly protected from abrasive blasting
and coating, preferably with cloth or cloth tape. Any paint deposited on the surfaces
shall be removed carefully.
Cloth, cloth tape, paper secured by tape, and/or grease protection is preferred for
masking. Masking tape or other paper tape shall not be applied directly to the
protected surface. Following coating application, all such protection shall be removed
and the underlying surface restored to the original condition.
3.5.2 Preparation of Abrasive Blasting
Prior to abrasive blasting all joints are to be continuously welded, and all corners and
edges are to be rounded to a 1.6 mm minimum radius (mill edges on structural
File: BK4 painting spec ification
elM VIETSOVPETRO
ON
VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 13 of 38
shapes may require rounding). Welds must be free of pinholes and all weld spatters
is to be removed prior to blasting.
Abrasive blast cleaning shall be the preferred method of surface preparation for
carbon steel and shall be completed, as a minimum, to comply with ISO 8501-1,
SSPC SP-10 or equivalent one at the time of coating.
The surface profile shall be assessed by a profile comparator in accordance with ISO
8503. Other determination techniques, (such as a calibrated depth micrometer or a
replica tape) may be used with prior Company approval. This assessment shall be
carried out at random locations over the prepared surface to provide an accurate
assessment of the surface profile.
Openings in vessels, piping and other appurtenances shall be properly protected
against entry of abrasive material.
Before and after blasting, all welds shall be closely inspected for the presence of
welding flux and spatter, slivers, inclusions, lamination, and underlying mill scale.
Imperfections shall be mechanically removed and the immediate area reblasted.
Prior to blasting, all oil, grease, mill varnish, soil, salt, and other contaminants shall
be removed by solvent cleaning in accordance with SSPC SP-1 "Surface Preparation
Specification — Solvent".
Cleaning and/or Wet Steam and Detergent Cleaning:
Construction details that result in crevices, pockets or annular spaces that cannot be
properly sandblasted or painted are not acceptable and must be
redesigned/reworked prior to blasting (channel type name-plate brackets are an
example).
All name-plates are to be stainless steel attached by continuous welding or stainless
steel rivets; all riveted nameplates are to be removed and re-installed after painting
equipment.
File: BK4 painting spec ification

eiN
MIN VIETSOVPETRO VIETSOVPETRO =1:12=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK -4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 14 of 38
For all purchased skid mounted equipment, the fabricator is to individually paint each
equipment item; this may require disassembly of the skidded system for painting. The
bottom surfaces of all base plates are to be painted unless specified otherwise.
For motors, the fan shroud is to be removed for painting the inside of the shroud and
the fan end of the motor housing; the fan is not to be painted.
The inside of guards for rotating parts is to be painted.
For flanges on vessels, piping, tanks and mechanical equipment:
- The 1.6 mm radius is required on the outside corners of the flange.
- The 1.6 mm radius is not required on flange bolt holes.
Paint must continue to the outside diameter of the gasket-seating surface.
For painting of shell and tube heat exchangers, the channel and bundle must be
removed after hydrostatic test for painting (edge of tube sheet must also be painted if
carbon steel); or, as an option, all fluorocarbon coated studs that join the channel to
shell must be removed, four to six temporary studs installed for the blasting and
painting operation, and the fluorocarbon coated studs replaced after all painting is
completed. Channel covers must be removed for blasting and painting up to the
tongue and groove of the gasket seating surfaces.
Fin/fan exchangers must have the back face of the tube sheet blasted and painted
after header box fabrication and drilling but before the tubes are installed.
Equipment that does not require protective painting over the Manufacturer's standard
paint should be identified. For example perhaps engine/generator sets or perhaps
equipment inside sound attenuating enclosures.
3.5.3 Materials and Conditions for Abrasive Blasting
Abrasive material shall be hard, virgin, silica sand in accordance with the specified
technical requirements about quartz sand quality the Project's painting procedure or
other Company approved abrasives. Rounded river sand or beach sand is not
acceptable. Sand shall be used only once.
File: BK4 painting spec ification
MIN VIETSOVPETRO
OIN
VIETSOVPETRO 21===
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 15 of 38
Blast abrasive shall be dry, clean and free from contaminates in accordance with the
protocol for abrasive material quality check in the Project's painting procedure. It shall
be of a type and size adequate to give a surface profile or anchor pattern of 30
microns to 80 microns unless specified otherwise. The abrasive shall contain no
more than 75 parts per million chlorides by weight.
To achieve the required anchor profile, abrasive particle size shall follow the surface
preparation commentary of the SSPC manual as necessary to comply with ISO 8501-
1, SSPC SP-10 surface Preparation Specification — White metal Blast Cleaning or
equivalent one.
Abrasive material shall contain no impurities or contaminants and shall be in
compliance with all applicable local and federal regulations.
Blasting is not permitted if the relative humidity is greater than 85 percent, or if the
surface temperature is less than 3 °C above the air dew point.
The compressed air supply for blasting shall be free of detrimental amounts of oil and
water. Adequate separators and traps shall be provided and shall be frequently
checked and emptied.
Blasting to white metal shall be allowed only during daylight hours and only on
surfaces that will receive the first primer coat before sundown of the same day that
the white metal blast is complete. Surfaces that remain uncoated overnight shall be
reblasted to white metal prior to applying the first primer coat.
Where repair or re-coating is carried out on coating systems, the affected area shall
be whip blasted to provide adequate paint key. The blast cleaning shall carry over to
the secure surrounding coating for a distance not less than 25 mm. The coating
edges shall be chamfered by a method approved by the Company.
Stainless steel and aluminum surfaces, which are to be coated, shall be solvent
cleaned. Stainless steel surfaces shall be abraded by abrasive blasting using non-
metallic abrasives with a chloride level less than 75 ppm by weight.
File: BK4 painting spec ification
MIN
ON VIETSOVPETRO VIETSOVPETRO =3=111==
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK -4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev, No 1
Page 16 of 38
Care shall be taken to ensure aluminum, stainless steel, and in general all dissimilar
metals, are segregated from the surface preparation operations of carbon steel
materials.
3.5.4 Abrasive Blasting
Abrasive blasting shall be done in an area removed from coating operations and
coated surfaces that are not yet dry.
No abrasive blasting shall be permitted in the vicinity of project related machinery,
equipment with moving parts, instruments, or control mechanisms.
Only bone-dry abrasive blasting procedures shall be allowed.
All steel surfaces to be coated shall be cleaned to near white metal in accordance
with ISO 8501-1 or equivalent.
In general, blasted surfaces shall have anchor patterns in accordance with the
coating manufacturer's recommendations.
Surfaces are to be applied shall have anchor patterns between a minimum of 30
microns and a maximum of 80 microns.
Surfaces shall be thoroughly cleaned of dust and contamination before new coatings
are applied.
Surface blasting to near white metal shall extend a minimum of 150 mm beyond the
area to be coated during the same day. Surface blasting to near white metal shall
continue a minimum of 25 mm into adjoining previously coated surfaces. The edges
of the previous coating shall then be feathered.
No acid washes, cleaning solutions, solvents, or inhibited washes intended to prevent
rusting shall be applied to surfaces after abrasive blasting and prior to the first primer
coat application.
In the event of abrasive cleaning being impractical or unsuitable, steel surfaces may
be mechanically cleaned using power tools such as wire brushes, needle guns, etc.
File: BK4 painting spec ification

M VIETSOVPETRO
°M VIETSOVPETROVIETSOVPETROla
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK -4 MODIFICATION SPECIFICATION FOR PAINTING AND
PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 17 of 38
This should be necessary; power tool cleaning shall be performed according to grade
St 3 of the standard ISO 8501-1 or equivalent one at the time of coating.
3.5.5 Special Considerations
If surfaces on machinery and equipment cannot be abrasive blasted without damage
or contamination of moving parts or other critical surfaces, the surfaces shall be
solvent cleaned as specified in SSPC SP-1. After solvent cleaning, the surfaces shall
be cleaned by hand and/or power tool as specified in standard SSPC SP-2 surface
Preparation Specification — Hand Tool Cleaning or in standard ISO 8501-1, grade St
3.
Surfaces that have already received an equipment manufacturer's coating system,
which is approved in writing by the Company, shall be solvent cleaned as specified
by SSPC SP-1.
If the equipment manufacturer's coating system was not an approved coating or
brand, it shall either be removed to bare metal or recoated in accordance with this
specification, or with Company approval it may be top coated. If top coated, the
surface shall be solvent cleaned per SSPC SP-1 and primed with a suitable universal
primer.
The intermediate and finished coats shall then be applied. The Contractor shall be
fully responsible for compatibility between the equipment Manufacturer's prime coat,
the universal primer and the intermediate coat.
3.6 General Coating Applications
Coating shall be applied in accordance with the requirements established by this
specification and the recommendations of the coating manufacturer. Any area not
specifically covered shall be in accordance with the principles and guidelines set forth
in the SSPC Manual.
In particular attention should be paid to thinning, mixing and curing times between
subsequent coats. The solvent rub test shall be used to verify the cure of inorganic
File: BK4 painting spec ification
MIM VIETSOVPETRO
eiN VIETSOVPETRO Mr=11=1
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK -4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 18 of 38
zinc silicate primer prior to over coating. Any brushing shall be carried out such that a
smooth, uniformly thick coat is obtained.
There should be no deep or detrimental brush marks. Paint shall be worked into all
crevices and corners. Runs or sags shall be brushed out.
No coating shall be applied to surfaces that have not been prepared in accordance
with the requirements of section 3.5.
Prior to coating, surfaces blasted to white metal shall be dust free. The surfaces shall
be dusted preferably by dry brushing or by vacuuming with an industrial vacuum
cleaner. Pressure air blowing is permitted if suitable precautions are taken to ensure
that the air is free of moisture, oil, and other contaminants.
Coatings shall not be applied within 150 mm of unprepared surfaces or within 150
mm of edges prepared for subsequent welding.
The initial primer coat shall be applied as soon as possible after preparation. In all
cases the primer coat shall be applied during daylight hours on the same day the
surface is prepared.
In general, intermediate and finish coatings shall be applied following final assembly
of component parts. Surfaces shall be in the final configuration.
Any surfaces inaccessible for proper coating application and/or inspection shall be
coated prior to final assembly. Specifically, flange faces and bolt holes shall be
coated prior to final installation. The Company representative will designate
inaccessible areas.
Prior to applying a succeeding coat, all coatings shall be allowed to dry at site
ambient conditions for at least the minimum time specified by the coating
manufacturer and not longer than the maximum time for site ambient conditions.
No coating shall be applied over a previous coating that is not thoroughly dry.
Coatings shall be applied by brush to all crevices, corners, edges, and other hard-to-
spray areas in accordance with 3.6.2.
File: BK4 painting spec ification

M MIN
OVPETRO VIETSOVPETRO 21=11X= VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 19 of 38
The coating film thickness referred to in this specification shall be the dry film
thickness measured by a properly calibrated film thickness gauge and are minimum
values.
All areas such as external corners and edges, welds, bolts, nuts and interstices
(excluding galvanized surfaces) shall receive a "stripe" coat prior to application of the
specified coat (excluding the inorganic zinc silicate primer) to ensure that these areas
have at least the minimum specified film thickness and to ensure continuity of the
coating. The "stripe" coat shall be allowed to become touch-dry prior to coating with
the specified coat.
All areas that will be subject to welding after painting shall be masked after blast
cleaning. Masking shall preferably be with cloth or cloth tape and shall extend at least
50 mm on all sides of the intended weld area.
The contact surface of earthling bosses shall be masked after blast cleaning.
Nameplates shall be suitably masked before blast cleaning to protect from blasting
abrasive and paint.
The cured coatings shall be visually free of pinholes, voids, bubbles, mud cracking
and other "holidays".
Each coat shall be in a proper state of cure or dryness before the application of the
next coat. In practice, the overcoating time shall be determined basing on the
instructions of the paint Manufacture(s) offered in Product Datasheet for each paint
type and can be determined basing on the standard ASTM D 1640 — Standard test
methods for Drying, Curing, or Film Formation of Organic Coatings at Room
Temperature when required. Material shall be dry for re-coating when an additional
coat can be applied without the development of any detrimental film irregularities,
such as lifting or loss of adhesion of the undercoat. Manufacturer's instructions shall
be followed.
When successive coats of the same color have been specified, alternate coats shall
be tinted, when practical, sufficiently to produce enough contrast to indicate complete
File: BK4 painting spec ification
ONMIN VIETSOVPETRO VIETSOVPETRO =
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 20 of 38
coverage of the surface. When the material is the color of the steel, or when the
tinting of the final coat is objectionable, the first coat to be applied shall be tinted. The
tinting material shall be compatible with the material and not detrimental to its service
life.
Prior to the application of any coat of material all damage to previous coats shall be
touched up with the specified coating. Damage prior to delivery of finish coating shall
be reprimed and refinished.
3.6.1 Spray Application
Spraying coating shall comply with the following:
Coating Manufacturer's recommendations.
Spray equipment Manufacturer's recommendations for the coating materials.
This specification.
Spray Equipment:
Conventional air spray equipment shall be suitable for the intended purposes. The
type of gun, air caps, nozzles, and needles shall comply with the coating
manufacturer's application instructions and data sheets.
Suitable traps and separators shall be installed to remove water, oil, and other
contaminants from the air supply. Traps and separators shall be of the continuous-
bleed type and shall be checked frequently to prevent carryover.
Suitable regulators and gauges shall be installed in the air supply to the pressure pot
and the gun.
Airless spray equipment is acceptable if the minimum requirements established in
this specification are met, if airless spray application is recommended by the coating
manufacturer, and if specific equipment is approved by the Company.
Application:
File: BK4 painting spec ification

0 ,iii
airlalgraet
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GH AUSNGFRFOIEMLDTSHIEN UNG,
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 21 of 38 VIETSOVPETRO
Prior to paint application, all coating materials shall be vigorously stirred and/or
agitated in spray pots until pigments, vehicles, and catalysis are thoroughly mixed.
During application, coatings can be continuously stirred by mechanical spray pot
agitators or other approved means if required by the Manufacturers.
Prior to adding new material, lines, pots, and guns shall be thoroughly cleaned
following each application. Solvents left in the equipment shall be completely
removed before coating the prepared surfaces.
For optimum spraying effectiveness, the pressure on the material in the pot and of
the air at the gun shall be adjusted and maintained to deliver the material at the rate
specified by the coating manufacturer. Air pressure and volume shall be the minimum
required to properly atomize the coating material.
The spray pattern shall be adjusted so that the coating is deposited in uniform layers
with the correct wet film thickness.
The spray gun shall be held perpendicular to the surface at all times and at a
distance that will ensure depositing a fully wet layer of material on the surface.
Arching of the spray gun is not permitted.
Parallel, even passes shall be made that overlap the previous spray coating by 50
percent. Large continuous surfaces shall be coated by two passes made at right
angles to each other.
All runs, air bubbles, sags, and other imperfections shall be brushed out immediately
or the coating shall be removed and the surface resprayed.
3.6.2 Brush Application
Coatings shall be applied with a brush in all areas that cannot be spray coated
properly.
Brushes shall be of a style, quality, and composition (pure bristle or nylon bristle) that
enable proper coating application.
File: BK4 painting spec ification

OM glIM VIETSOVPETRO VIETSOVPETRO =
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 22 of 38
Round or oval brushes are the most suitable for rivets, bolts, irregular surfaces, and
rough or pitted steel.
Wide flat brushes are suitable for large flat surfaces. A brush width greater than 125
mm is not acceptable.
Successive coats shall be applied by crosshatching the previous coat.
Runs, air bubbles, and sags shall be brushed out immediately.
Coating shall be worked into all crevices and corners. Surfaces not accessible to
brushes shall be coated with daubers.
3.6.3 Touch-up and Repairs
Touch-up and/or repair of damaged coatings shall be carried out to ensure that the
coating requirements for the particular surface comply with this Specification.
Coating damage not exposing steel surfaces shall be cleaned and abraded. Hard
edges shall be feathered. The coating shall be made good to the full coating system
nominated for the area and complying with this specification.
Coating damage exposing steel surfaces shall be prepared in accordance with all
applicable paragraphs of Section 3.0 and coatings applied to produce a finished
system conforming to the requirements of this specification.
3.6.4 Drying of Coated Surfaces
No coat shall be applied until the preceding coat has dried. The material shall be
considered dry for re-coating when another coat can be applied without the
development of any film irregularities such as lifting or loss of adhesion or
undercoats, and the drying time of the applied coat does not exceed the maximum
specified for it as a first coat.
No paint shall be force dried under conditions that will cause cracking, wrinkling,
blistering, formation of pores, or detrimentally affect the condition of the paint. No
File: BK4 painting spec ification

GM VIETSOVPETRO VIETSOVPETRO =IC
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 23 of 38
drier shall be added to a point on the job unless specifically called for in the
manufacturer's specification for the paint.
Paint shall be protected from rain, condensation and contamination until dry to the
fullest extent practicable.
3.6.5 Coating Systems and Procedures
Coating systems to be used are given in the Project document: Generic Coating
Systems. The color of final coats shall be as per the below specified color code.
3.6.6 Galvanizing Surfaces
Unless otherwise specified all gratings, stairways and miscellaneous hardware shall
be hot-dip galvanized in accordance with ASTM A 123, Specification for Zinc (Hot-
Galvanized) Coatings on Products Fabricated from Rolled, Pressed, and Forged
Steel shapes, Plates, Bars, and Strip.
Fabrication shall be completed (including all cutting, shipping, welding, and cleanup)
prior to beginning solvent cleaning and acid treatment of surfaces to be galvanized.
The weight of zinc coating shall average 0.75 kg/square meter. No specimen shall be
less than 0.67 kg/square meters.
Preferably, all surfaces to be galvanized shall be coated in a single hot dip. If the size
or configuration of the item does not permit a single dip, additional dipping may be
performed as long as the final galvanize surface is free of overlaps, spikes,
teardrops, cracks, or flakes.
If the Contractor does not have hot-dip galvanizing facilities, the Contractor shall
subcontract experienced, competent coaters.
The Contractor shall verify that the Coater's facility has the capacity to galvanize
properly the required items. All subcontracted work shall be approved by the
Company.
3.7 Workmanship
File: BK4 painting spec ification

VIETSOVPETRO VIETSOVPETRO ===
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 24 of 38
The Contractor shall comply with the minimum requirements established by this
specification, but has exclusive control over the detailed manner for performing the
required work.
The Contractor shall work in a careful, diligent, and prudent manner and shall
achieve results that exhibit high quality craftsmanship.
Prior to beginning work, all Contractor personnel shall be thoroughly familiar with the
material, equipment, this specification, and all applicable standards and codes.
Care shall be exercised at all times to prevent splashing, dropping, spillage, and over
spray of coating and abrasive materials.
The Contractor shall protect all equipment, walls, floors, ceilings, and other surfaces
from damage by coating materials and other contaminants.
The Contractor shall clean any accidentally applied material from all surfaces. No
permanent color or stain shall remain from accidentally applied materials.
Good housekeeping procedures shall be established and followed at all times. When
work is complete, the Contractor shall leave all work areas in a condition equal to that
when work began.
4 HEALTHS AND SAFETY
All Coating Contractors using this standard shall have a section in their Safety
Management System devoted to industrial coating applications. This shall include,
but not be limited to the following sections:
4.1 General
A safe area shall be established and clearly identified for handling and storage of all
flammable materials and for waste disposal. No source of ignition shall be permitted
within the safe area at any time.
The Contractor shall take proper precautions before and during work in confined
areas and/or in areas with the potential for fire or explosion.
File: BK4 painting spec ification

MIM VIETSOVPETRO
EN
:YaliaVaira
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 25 of 38
If possible, all electrical equipment shall be located remote from the hazardous work
area in a well-ventilated, non-hazardous space.
All electrical equipment intended for such areas shall be of an approved type in
accordance with the area classification requirements established by the relevant IEC
codes.
The Contractor shall provide and maintain fire extinguishers approved for the
expected fire hazard near or in all work areas.
The Contractor shall provide and install sufficient scaffolding and staging for easy
access during surface preparation, coating application, and inspection of all surfaces.
The supporting structure and the surface or item being worked on shall be
constructed so that workers will have free use of body and arms.
The structures shall be provided with safety features that will help prevent accidents.
The structures shall comply with all applicable OSHA requirements.
The Contractor shall exercise extreme care and caution when working in the vicinity
of in-service facilities. All valves, switches, and controls shall remain unmoved and
undisturbed.
4.2 Handling of Chemicals
Material Safety Data Sheets (MSDS's) shall always be available for review during
transport and prior to the application of the product. Manufacturer's instructions for
the safe handling of products shall be followed to minimize the risk of injury or
creation of health hazards to personnel.
Handling of coatings and chemicals shall be carried out with due care and diligence.
The correct use of personal protection equipment (PPE) shall be employed during the
coating preparation and application.
Disposal of chemicals must be treated with due regard to environmental protection.
File: BK4 painting spec ification
ON
eIN VIETSOVPETRO VIETSOVPETRO =11=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 26 of 38
4.3 Spray and Blasting Operations
Abrasive blasting and spray coating shall be performed with approved equipment by
experienced operators.
The Contractor shall provide all operators with hoods for protection against abrasives
and with paint masks that are OSHA approved for extended service. The hoods and
masks shall be worn at all times when work is being done.
Pressure vessels, such as sand hoppers and compressed-air volume tanks, shall be
protected from over-pressurization with automatic pressure relieving devices.
Pressure nozzle controls shall be of the fail-safe, dead-man type.
Pressure hose connections shall incorporate a positive locking mechanism to prevent
accidental disconnection (For example, quick-connect connections shall have safety
wire in place).
Adequate ventilation shall be provided in confined areas with blowers capable of a
minimum of 12 air changes per hour.
Spray and blasting equipment in confined areas shall be securely grounded to
dissipate static electrical charges.
Hand tool shall be made of spark-proof materials.
4.4 Pressure Equipment
The safe operation of all pressure equipment shall be detailed in the Contractors
Safety Management System and show how, when and records for the inspection of
such equipment. The equipment and associated connections shall be regularly
inspected and well maintained.
4.5 Earthling
All equipment, particularly nozzles, tanks, piping and cable trays and cable ladders
shall be earthed to prevent sparking and electric shocks from static electricity.
File: BK4 painting spec ification

eiM ~4 OVPETRO VIETSOVPETRO
=1:2= VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 27 of 38
4.6 Breathing Apparatus
Appropriate air-fed masks should be used during blasting and coating operations.
Other personnel in the vicinity shall wear suitable protective masks or respirators
when necessary. Adequate ventilation must be provided in confined spaces and
when using air-fed masks in these areas, attention should be paid to the possibility of
explosive vapor build-up. As a minimum, dust, rust and vapors should be directed
away from the operator by wind or extraction fan.
5 HANDLING AND SHIPPING OF FINISHED PRODUCT
Once all coatings have been applied and fully cured the equipment shall be packed
by the contractor ready for shipment. Packaging shall allow for the shipment method
and route to ensure that no mechanical or other damage to the coating will occur in
transit. The contractor shall be responsible for any coating repairs, which are found
necessary upon receipt and un-packaging of the goods.
6 INSPECTIONS AND TESTING
6.1 General
Materials, equipment, procedures and works shall be subject to inspection at any
time by one or more Company representatives. The contractor shall provide the
Company representative with ready access to all work areas, materials, equipment,
and surfaces.
The Company representative shall have the right to reject any and all equipment,
material, or works that is not in compliance with the minimum requirements
established in this specification.
Any defective materials, equipment, or works shall be replaced, repaired, or redone
entirely as necessary to meet the minimum requirements established by this
specification. All such corrective actions shall be at the contractor's expense without
additional charges to Company.
The Contractor shall give the Company representative at least 2 days notice prior to
starting any work covered by this specification.
File: BK4 painting spec ification
.iii W VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GHAU SNGFRFOIEMLDTSHIEN UNG,
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No
Page 28 of 38 VIETSOVPETRO
Company may elect, at Company's expenses, to have representatives of the coating
manufacturer present on the job site with the Company representative.
Inspection of surface preparation and paint application for steel surfaces of this
project should be completed as per the sampled inspection forms in the item 10.
6.2 Responsibility for Inspection and Testing
At all times, the Contractor shall furnish and maintain on the job site in proper
working conditions the following inspection and test equipment.
Surface magnifier.
Humidity and ambient temperature gauges.
- Surface profile indicator (Tester Inc. Pres-O-Film tape or Company approved
equivalent).
Dry film thickness gauge (Mikrotest or Company approved equivalent).
- Dry film thickness gauge calibration standards.
Wet film thickness gauge (post type).
Holiday detector (Elcometer D.C. Holiday detector with high voltage) or company
approved equivalent.
The Company representative shall be allowed to witness all inspections and testing
by the Contractor and/or conduct independent inspections and testing to verify
completeness and accuracy of results.
Contractor shall document all coating works using a standard record forms as
mentioned below and approved by the Company.
A copy of each completed record shall be submitted to the Company within twelve
hours of the coating application.
6.3 Inspection and Test Requirements
Corrective actions considered necessary to comply with the minimum requirements
established by this specification shall be completed and the material, equipment, or
works re-inspected, before allowing work to proceed. The contractor shall furnish an experienced, qualified and capable coating inspector to conduct all inspections and
testing.
File: BK4 painting spec ification
MIN 00 OVPETRO VIETSOVPETRO = VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 29 of 38
6.3.1. General Inspection and Test Plan
The Contractor shall perform inspection and testing activities complying with the
requirements of this specification, the approved inspection and test plan. The
Contractor shall submit inspection and test plans for review and approval.
Notification for Inspection
The Company shall be given a minimum of 24 hours notice of surveillance inspection,
witness, hold and review points as nominated on the inspection and test plan(s).
Quality Records
The Contractor shall generate quality records from the inspection and test activities
and in accordance with the approved inspection and test plan(s).
The records shall be compiled and reviewed by the Contractor following the
completion of each inspection and test.
Quality records requiring traceability as detailed in this Specification shall bear an
identical marking to the item inspected and tested.
Marking and Identification
The Contractor shall utilize piece and numbers previously applied during construction
to identify work areas.
Traceability
The Contractor shall utilize the markings previously applied during construction and
establish a documented means of:
- Locating the item (traceability).
- Locating the quality records generated from inspection and testing the item.
As a minimum the Contractor's system shall enable traceability between each
member and the associated coating product batch and coating inspection report.
Inspection Report Documents
As a minimum requirement for each system the following aspects of the work shall be
documented and recorded in painting inspection report:
- Quality of surface preparation/surface profile.
File: BK4 painting spec ification
gM eN OVPETRO VIETSOVPETRO
VIETS C!1==
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 30 of 38
- Dry film thickness of each coat.
Dry film thickness of the total system.
- Coating Supplier.
Coating batch number.
Ambient conditions (at each occasion of abrasive blast cleaning or coating
application), including ambient temperature, surface temperature, dew point and
relative humidity.
- Visual aspect of the coating.
- Color photographs shall be supplemented with written reports.
- The coating inspection reports should be signed by the Company's nominated
Representative.
6.3.2. Inspection Requirements
All inspection and testing detailed below are the minimum requirements. The result of
all painting tests shall be recorded on a coating inspection report.
The surface profile shall be assessed by a profile comparator in accordance with ISO
8503. Other determination techniques, (such as a calibrated depth micrometer or a
replica tape) may be used with prior Company approval. This assessment shall be
carried out at random locations over the prepared surface to provide an accurate
assessment of the surface profile.
6.4 Pre-Coating Inspection
Prior to commencement of any coating operation, the surface temperature, ambient
temperature, dew point and relative humidity shall be measured and recorded on the
coating inspection report.
6.5 Coating Thickness
At least five separate thickness determinations shall be taken for each 10 square
meters of coated surface. On coated surfaces less than 10 square meters in area, at
least three thickness determinations shall be taken. The results of the coating
thickness check shall be recorded on the Contractor's coating inspection report.
File: BK4 painting spec ification
ON
eliN OVPETRO VIETSOVPETRO
2=S! VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 31 of 38
Any defective materials, equipment, or work shall be replaced, repaired or redone
entirely as necessary to meet the minimum requirements established by this
specification. All such corrective actions shall be at the contractor's expense without
additional charges to the Company.
Particular attention should be made to corners of painted surfaces. Where minimum
thickness levels are not reached the corners will be repainted to achieve the
minimum DFT requirements.
Corrective actions considered necessary to comply with the minimum requirements
established by this specification shall be completed and the material, equipment, or
work re-inspected, before allowing work to proceed. The Contractor shall furnish an
experienced, qualified, capable coating inspector to conduct inspections and testing.
6.5.1. Start-up Procedures Prior to starting any work covered by this specification, the following inspections shall
be performed:
- Available equipment and materials shall be visually inspected for compliance
with the minimum requirements established by this specification.
- Additional equipment and materials furnished by the Contractor during the
course of work performance shall be inspected prior to use.
6.5.2. Preparation for First Coating Application
Upon completion of initial surface preparations as required and prior to the first
application of coating, the following inspections shall be performed.
Surfaces shall be visually inspected to ensure that the entire area to be coated is
properly prepared, clean, dry, and free of contamination in accordance with the
applicable SSPC Standard(s) and the minimum specified design requirements.
The anchor pattern of all surfaces that have been abrasive blasted to near white
metal shall be inspected to ensure compliance with the manufacturer's
recommendations and the specified design requirements. Inspection of anchor
pattern shall include checks made with Pres-O-Film tape or equivalent.
6.5.3. Preparation for Succeeding Coats
File: BK4 painting spec ification

eliM OM VIETSOVPETRO VIETSOVPETRO =1:1=1:1=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 32 of 38
Prior to application of the succeeding coat, the following inspections shall be
performed to the previously coated surfaces:
Surfaces shall be visually inspected to ensure the absence to skips, sage drips,
holidays, air pockets, foreign particle contamination, and any other defects.
- Wet film thickness of the coating shall be measured to ensure that the coating
will have the proper film thickness when dry.
Surfaces shall be inspected to ensure that coating material is thoroughly dry.
- Coating dry film thickness shall be checked using a Mikrotest or equivalent DFT
gauge to ensure compliance with the specified design requirements. Immediately
prior to making checks with the DFT gauge, the instrument shall be accurately
calibrated in accordance with the gauge manufacturer's instructions.
6.5.4. Completion Upon completion of all works covered by this Specification the following inspections
shall be performed:
- Surfaces and equipment shall be inspected in accordance with item 3.5.3 to
verify compliance with the specified design requirements and the specified finish
coat color schedule.
- Surfaces and equipment shall be visually inspected for coating damage prior to
full acceptance at the location (or time) when the Contractor's responsibility for
the item or equipment terminates.
6.5.5. Special Inspection Requirements for Splash Zone Coatings Surface preparation for splash zone coatings (if necessary) shall be observed for
cleaning and profile. The following items shall be measured:
- Material temperature.
Air temperature.
- Surface temperature.
- Relative humidity.
Wet coating thickness shall be measured with a depth gauge.
The area covered and the amount of material applied shall be recorded.
File: BK4 painting spec ification
ON eM OVPETRO VIETSOVPETRO =2= VIETSOVPETRO
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 33 of 38
The dry coating thickness.
The wet coating application shall be inspected for holidays.
- Holiday test anywhere if necessary.
Adhesion test anywhere if necessary.
7 TEST PLAN
When required for qualification of new paint materials, the paint materials proposed to apply for this project shall be reviewed to test and evaluate their quality basing on
the Project document of painting test and inspection specification.
Test plan shall be required for new paint materials to verify quality of the proposed
paint materials. However, the paint materials which have been tested and used successfully on the VSP's offshore platforms should be accepted to apply for this project without additional testing requirement.
For checking quality of the new paint materials, we can use the steel panels of the minimum dimensions of 600 mm length, 300 mm width and 5 mm thickness for test of coatings. These panels shall be blast-cleaned to the specified cleanness and surface
profile before paint application. Then, the test coating systems shall be strictly sprayed on each cleaned panel in accordance with the testing painting schedules and the instructions of the paint manufacturer(s).
The coatings after complete dry (at least 01 week after application of final coat) shall be checked and documented with the minimum following main parameters:
- Coating system.
- Cleaning method and cleaning grade.
- Surface profile.
Dry film thickness.
Defects.
- Appearance (runs, sags, colors...).
Surface conditions of the coatings.
- Holiday test shall be performed in accordance with the standard NACE RP 0188-88 anywhere if necessary. Criteria for acceptable coatings are no holiday.
File: BK4 painting spec ification
MIN ON VIETSOVPETRO VIETSOVPETRO =I=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 34 of 38
Adhesion test shall be performed in accordance with the standard ASTM D 4541 anywhere if necessary. Criteria for acceptable coatings are that minimum
adhesion strength to be achieved is 2.5 MPa for the coatings based on
epoxy/polyurethane resin for topsides with total DFT 450 microns.
- The test and inspection results should be recorded in the suitable inspection reports as per mentioned in the sampled inspection forms.
- Qualification of testing coatings.
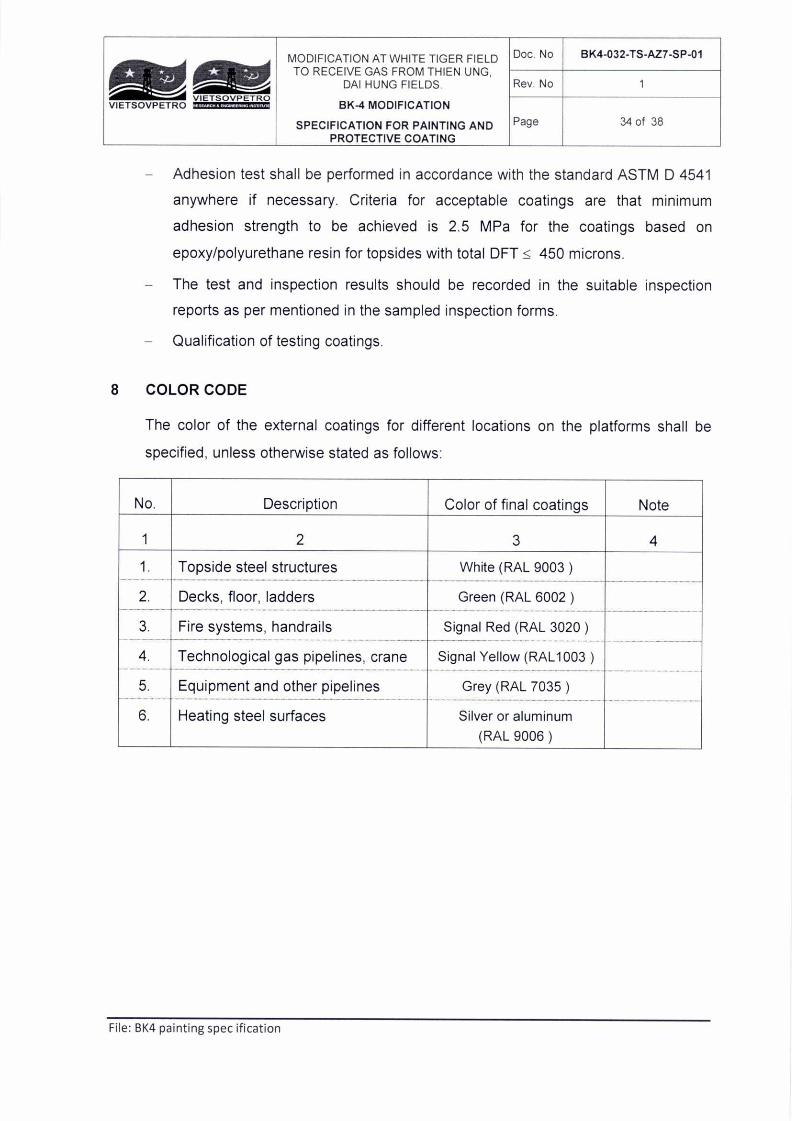
8 COLOR CODE
The color of the external coatings for different locations on the platforms shall be
specified, unless otherwise stated as follows:
No. Description Color of final coatings Note
1 2 3 4
1. Topside steel structures White (RAL 9003 )
2. Decks, floor, ladders Green (RAL 6002 )
3. Fire systems, handrails Signal Red (RAL 3020 )
4. Technological gas pipelines, crane Signal Yellow (RAL1003 )
5. Equipment and other pipelines Grey (RAL 7035 )
6. Heating steel surfaces Silver or aluminum (RAL 9006 )
File: BK4 painting spec ification
EIM
eliM VIETSOVPETRO
VIETSOVPETRO :1====
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 35 of 38
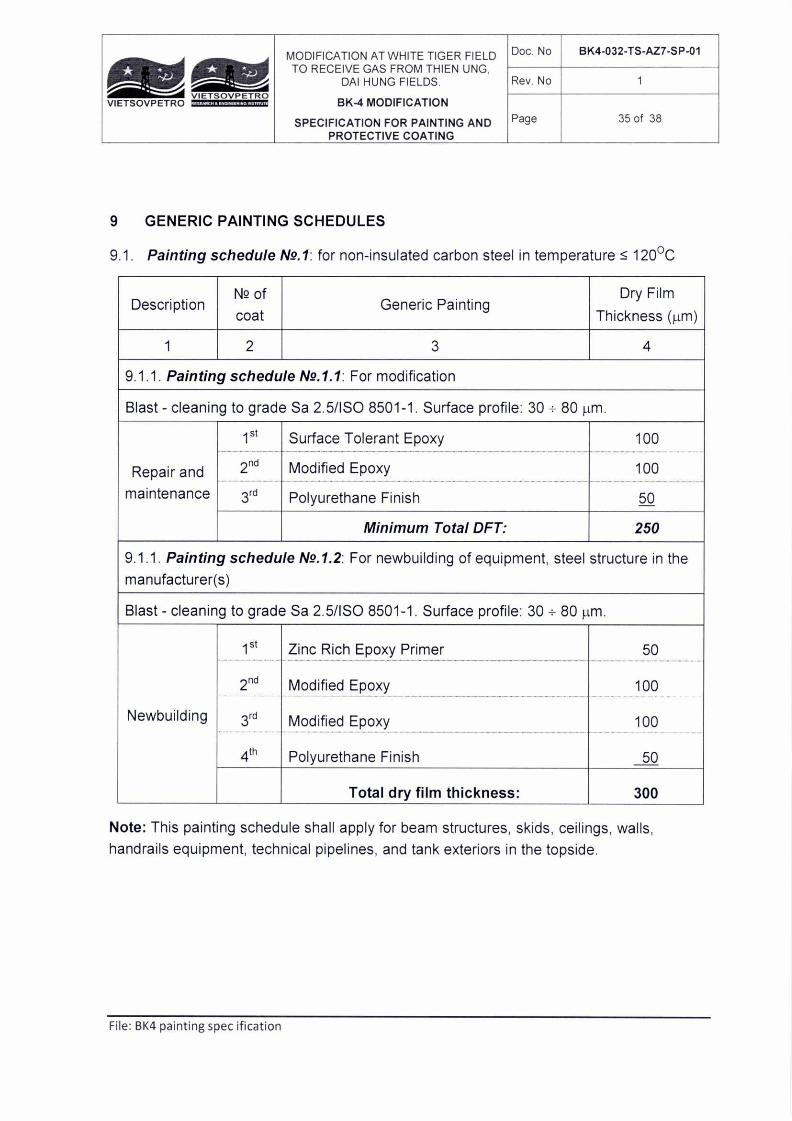
9 GENERIC PAINTING SCHEDULES
9.1. Painting schedule N9.1: for non-insulated carbon steel in temperature 120°C
Description N2 of coat
Generic Painting Dry Film
Thickness (1.1m)
1 2 3 4
9.1.1. Painting schedule N9.1.1: For modification
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ÷ 80 p.m.
Repair and maintenance
1 st 2nd
3rd
Surface Tolerant Epoxy
Modified Epoxy
Polyurethane Finish
100
100
50
Minimum Total DFT: 250
9.1.1. Painting schedule N9.1.2: For newbuilding of equipment, steel structure in the manufacturer(s)
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ± 80 p,m.
Newbuilding
1 st
2nd
3rd
4th
Zinc Rich Epoxy Primer
Modified Epoxy
Modified Epoxy
Polyurethane Finish
50
100
100
50
Total dry film thickness: 300
Note: This painting schedule shall apply for beam structures, skids, ceilings, walls,
handrails equipment, technical pipelines, and tank exteriors in the topside.
File: BK4 painting spec ification
1 4 2 3
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ± 80 vt.m.
Repair and maintenance
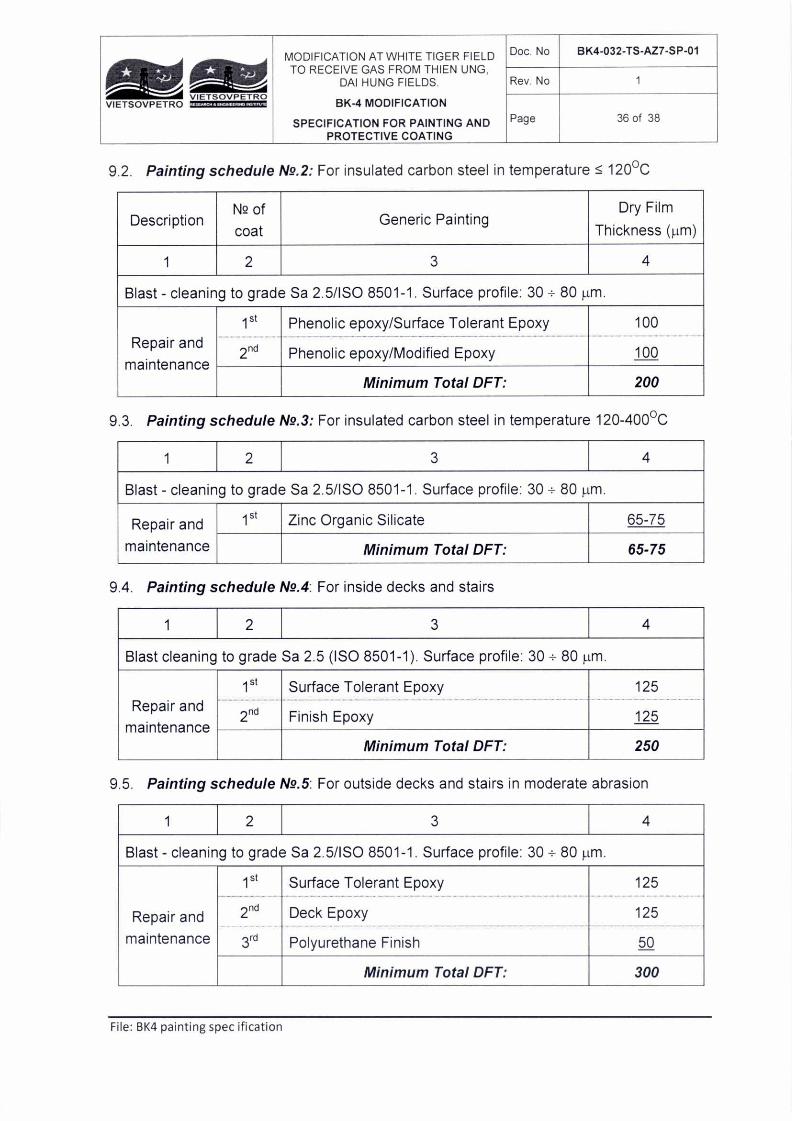
1 St Zinc Organic Silicate 65-75
Minimum Total DFT: 65-75
MIN eiN VIETSOVPETRO
VIETSOVPETRO =
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 36 of 38
9.2. Painting schedule N9.2: For insulated carbon steel in temperature 120°C
Description N9. of coat
Generic Painting Dry Film
Thickness (pm)
1 2 3 4
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ± 80 pm.
Repair and maintenance
1st
2nd
Phenolic epoxy/Surface Tolerant Epoxy
Phenolic epoxy/Modified Epoxy
100
100
Minimum Total DFT: 200
9.3. Painting schedule N2.3: For insulated carbon steel in temperature 120-400 °C
9.4. Painting schedule N9.4: For inside decks and stairs
1 2 3 4
Blast cleaning to grade Sa 2.5 (ISO 8501-1). Surface profile: 30 ± 80 .irri.
Repair and maintenance
1 st
2 nd
Surface Tolerant Epoxy
Finish Epoxy
125
125
Minimum Total DFT: 250
9.5. Painting schedule N2.5: For outside decks and stairs in moderate abrasion
1 2 3 4
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ± 80 pm. 1st Surface Tolerant Epoxy 125
Repair and 2nd Deck Epoxy 125
maintenance 3rd Polyurethane Finish 50
Minimum Total DFT: 300
File: BK4 painting spec ification
emM VIETSOVPETRO VIETSOVPETRO =1:132=
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS.
BK -4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 37 of 38
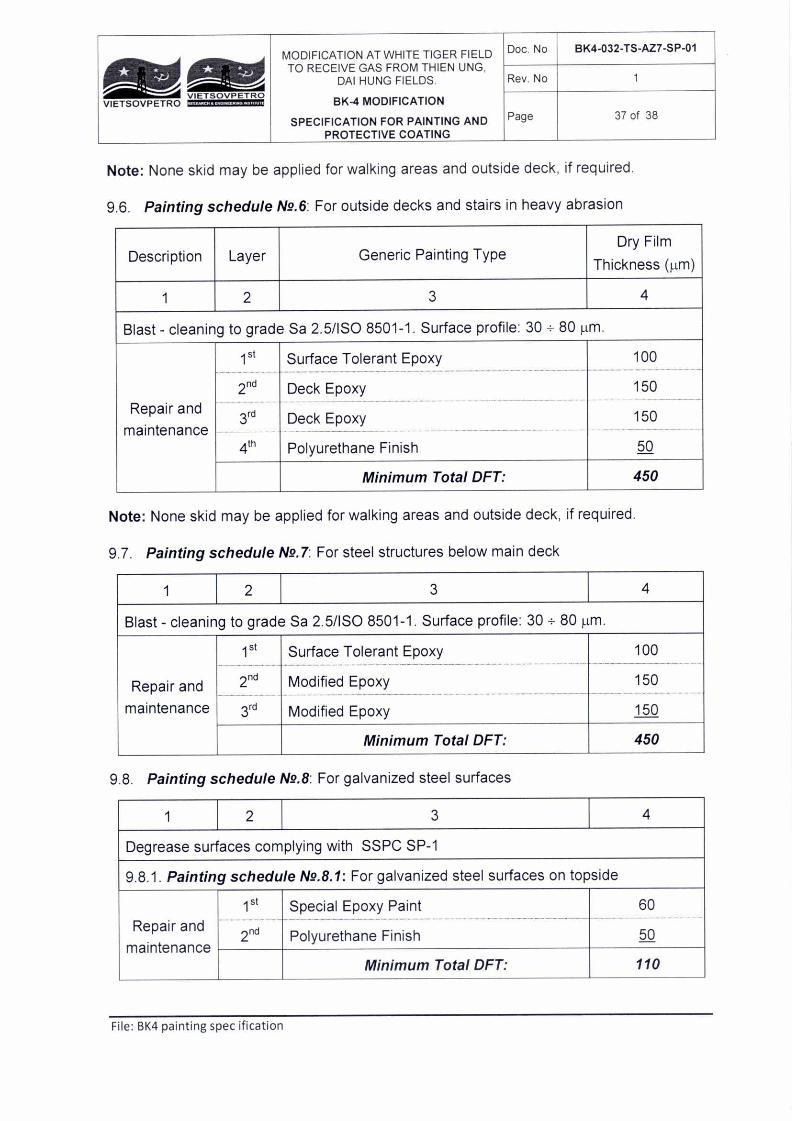
Note: None skid may be applied for walking areas and outside deck, if required.
9.6. Painting schedule N.9.6: For outside decks and stairs in heavy abrasion
Description Layer Generic Painting Type Dry Film
Thickness (pm)
1 2 3 4
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ÷ 80 p.m.
1 st Surface Tolerant Epoxy 100
2nd Deck Epoxy 150 Repair and
maintenance 3rd Deck Epoxy 150
4th Polyurethane Finish 50
Minimum Total DFT: 450
Note: None skid may be applied for walking areas and outside deck, if required.
9.7. Painting schedule N9.7: For steel structures below main deck
1 2 3 4
Blast - cleaning to grade Sa 2.5/ISO 8501-1. Surface profile: 30 ÷ 80 pm.
Repair and maintenance
1 st 2nd
3rd
Surface Tolerant Epoxy
Modified Epoxy
Modified Epoxy
100
150
150
Minimum Total DFT: 450
9.8. Painting schedule N9.8: For galvanized steel surfaces
1 2 3 4
Degrease surfaces complying with SSPC SP-1
9.8.1. Painting schedule N2.8.1: For galvanized steel surfaces on topside
Repair and maintenance
1 st
2 nd
Special Epoxy Paint
Polyurethane Finish
60
50
Minimum Total DFT: 110
File: BK4 painting spec ification
Dry Film Thickness
(p.m) Description Layer Generic Painting Type
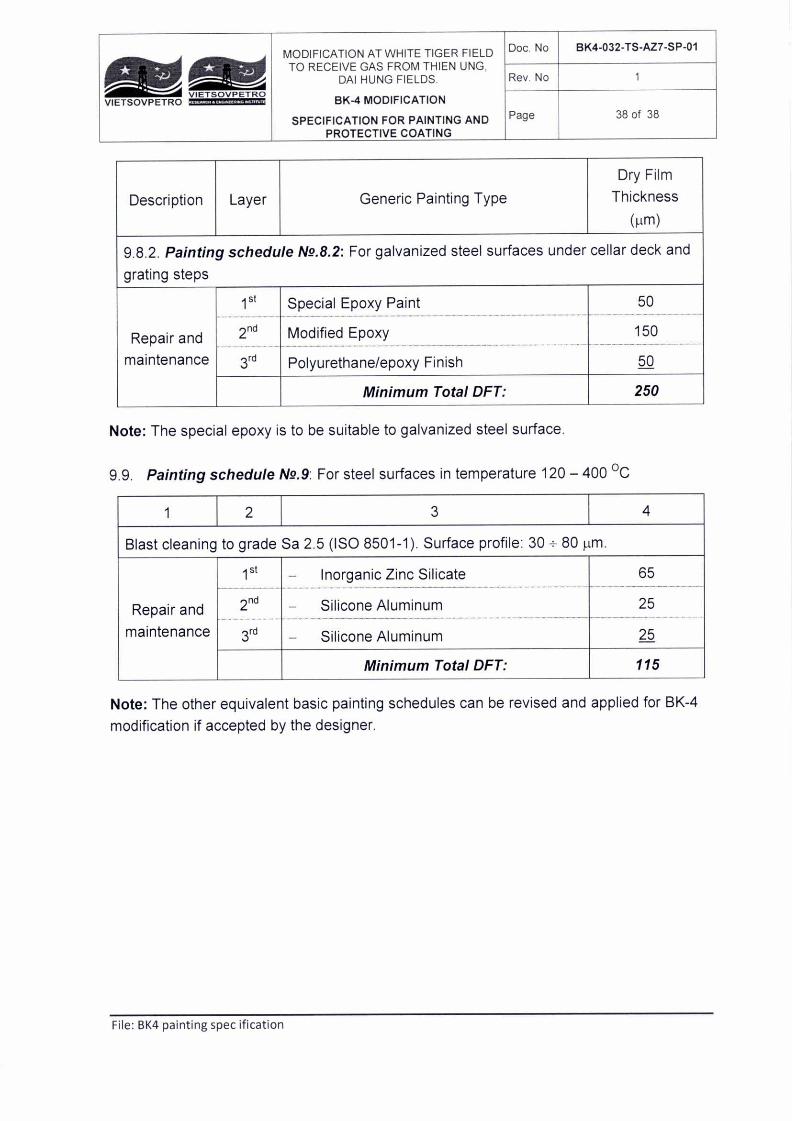
9.8.2. Painting schedule N9.8.2: For galvanized steel surfaces under cellar deck and grating steps
Repair and maintenance
1st
2nd
3rd
Special Epoxy Paint
Modified Epoxy
Polyurethane/epoxy Finish
50
150
50
Minimum Total DFT: 250
EIM VIETSOVPETRO
MN
VIETSOVPETRO===
MODIFICATION AT WHITE TIGER FIELD TO RECEIVE GAS FROM THIEN UNG,
DAI HUNG FIELDS. BK-4 MODIFICATION
SPECIFICATION FOR PAINTING AND PROTECTIVE COATING
Doc. No BK4-032-TS-AZ7-SP-01
Rev. No 1
Page 38 of 38
Note: The special epoxy is to be suitable to galvanized steel surface.
9.9. Painting schedule N2.9: For steel surfaces in temperature 120 — 400 °C
1 2 3 4
Blast cleaning to grade Sa 2.5 (ISO 8501-1). Surface profile: 30 ± 80 µm.
Repair and maintenance
1st
2nd
3rd
—
Inorganic Zinc Silicate
— Silicone Aluminum
— Silicone Aluminum
65
25
25
Minimum Total DFT: 115
Note: The other equivalent basic painting schedules can be revised and applied for BK-4 modification if accepted by the designer.
File: BK4 painting spec ification