effect of oxidation on surface properties of aisi h13 tool
TRANSCRIPT

ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ953
ISIJ International, Vol. 61 (2021), No. 3, pp. 953–959
https://doi.org/10.2355/isijinternational.ISIJINT-2020-577
* Corresponding author: E-mail: [email protected]
© 2021 The Iron and Steel Institute of Japan. This is an open access article under the terms of the Creative Commons Attribution-NonCommercial-NoDerivs license (https://creativecommons.org/licenses/by-nc-nd/4.0/).
1. Introduction
Plasma nitriding is widely used for treating various engi-neering materials to achieve increased surface hardness while maintaining the core properties of the material. Nitridation increases the wear, fatigue, and corrosion resistance, as well as the surface hardness, of a material. At present, glow dis-charge plasma nitriding is the most common plasma nitrid-ing method;1–5) however, this requires a vacuum system to generate plasma. Therefore, most traditional plasma nitriding methods can only be performed as a batch process, leading to a high cost of capital.6) For this reason, we are develop-ing a new plasma nitriding method that is conducted under atmospheric pressure, as previously reported.7) One of the biggest problems with plasma nitriding under atmospheric pressure is oxidation. Due to the high treatment temperature of the sample, oxidation occurs from the oxygen in the air. In conventional plasma nitriding, the sample is not oxidized because the process is conducted in a vacuum. In samples that form an oxidized film, nitrogen is not diffused into the sample;8,9) therefore, preventing oxygen from getting into the treatment zone is crucial.10) The conventional DC glow dis-charge plasma method enables surface hardening to remove
Effect of Oxidation on Surface Properties of AISI H13 Tool Steel Nitrided by Atmospheric-Pressure Plasma
Junji MIYAMOTO,* Ryo TSUBOI and Kazushige TOKUNO
Department of Mechanical Engineering, Daido University, 10-3 Takiharu-cho, Minami-ku, Nagoya, Aichi, 457-8530 Japan.
(Received on September 15, 2020; accepted on October 23, 2020)
Atmospheric-pressure plasma nitriding of AISI H13 tool steel is performed using a dielectric barrier dis-charge method. As the surface of the sample nitrided by atmospheric-pressure plasma is oxidized, the surface characteristics are considered to be different from those of conventional plasma nitriding in a vacuum. In this study, the surface properties of the nitrided layer such as tribological properties generated by atmospheric-pressure plasma nitriding are investigated. The results show that the surface and cross-sectional hardness of the nitrided sample increase as the amount of nitrogen gas increases. By contrast, the surface and cross-sectional hardness of the nitrided sample increase as the amount of hydrogen gas decreases. Moreover, the surface luster of the nitrided samples changes unlike the untreated samples; however, the surface roughness of all the nitrided samples is similar to that of the untreated samples. When compared with an untreated sample, the friction coefficient and wear resistance of the nitrided sample are improved. For this reason, we consider that the nitriding in this research also causes oxidation by oxygen, similar to oxynitriding. Samples with oxidation film formed by atmospheric-pressure plasma nitriding have excellent wear resistance and friction coefficient, demonstrating the superiority of atmo-spheric-pressure plasma nitriding for treating small components.
KEY WORDS: plasma nitriding; tool steel; atmospheric pressure; tribological properties.
oxidation film by hydrogen addition and ion sputtering;11–13) therefore, no oxidation film is formed on the sample surface. Other studies have shown that oxides formed on samples have superior tribological properties;14,15) therefore, an oxide film is desirable for a mechanical part requiring tribological properties. In atmospheric-pressure plasma nitriding, ion sputtering does not occur because the mean free path is short. For this reason, oxidation film is removed by flowing hydrogen gas.7) We consider that the outermost surface of the nitrided sample changes depending on the amount of hydrogen and that the surface properties, such as tribological properties, change accordingly.
In this study, we used a plasma nitriding method involv-ing dielectric barrier discharge under atmospheric pressure, and we investigated the surface properties, such as tribologi-cal properties, of the resulting nitrided layer. We expected that the nitrided samples will show superior tribological properties due to oxidation, in addition to nitridation. Then, the wear mechanism was investigated by observing and analyzing the surface after the friction test.
2. Experimental Methods
2.1. Samples and Experimental ApparatusThe sample material was AISI H13 tool steel. The chemi-

ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ 954
cal composition of this material is shown in Table 1. The discs had a 20-mm diameter and were 5 mm thick. Quench-ing was performed at 1 030°C in vacuum, with a holding time of 80 min; subsequently, the samples were tempered to 540°C for 240 min. The hardness of the heat-treated samples was 580 HV. The sample surfaces were ground and polished in several stages. The final surface finish was performed by buffing using 0.3 μm alumina. The average surface rough-ness of the polished samples was Ra = 12 nm, and they were polished to a mirror surface.
In this research, plasma nitriding of tool steels was performed using the dielectric barrier discharge method under atmospheric-pressure conditions. The apparatus of the plasma treatment is shown in Fig. 1. Plasma was gener-ated by the potential difference between the pulsed voltage biased electrode and the sample. In this method, the tem-perature of the sample is insufficient during plasma irradia-tion. The sample must be heated during plasma nitriding to dissolve the nitrogen in the sample. Therefore, a heater is required at the base of the sample to heat it while it is being irradiated with plasma. The dielectric and sample were placed in parallel to keep a constant distance between them. The gas was flowed from above using a gas tube to supply the gas between the electrode and sample. The chamber was made of glass to make it possible to confirm the status of the plasma treatment from the outside.
2.2. Experimental Methods and ConditionsThe experimental conditions are shown in Table 2. The
electrodes in the chamber must be negatively or positively biased to generate plasma. The sample was used as an electrode in our setup, and the sample bias voltage was a bipolar pulse of Vp-p = 5 kV. Unlike in vacuum, high voltage is required to generate plasma under atmospheric pressure. In vacuum, the plasma density increases as a result of increasing voltage, and the formation rate of the nitrided layer increases as well. Under atmospheric pressure,
recombination loss is likely because the mean free path is smaller than in vacuum. Therefore, the effect of voltage on the formation of the nitrided layer is not as great as that in vacuum because under the former conditions. Because almost no sputtering occurs, the increase in voltage has virtually no effect on surface roughness under atmospheric pressure. In these experiments, the samples were subjected to the dielectric barrier discharge method for 3 h. The treat-ment time was shortened because the plasma density is considerably higher under atmospheric pressure than that in vacuum. However, the effect of treatment time in vacuum is identical to that under atmospheric pressure. The treat-ment time was defined as the amount of time that passed before the oxide and nitride layers were clearly visible. The mass flow rate of argon (99.9%) was 5 standard liters per minute (slm). The mass flow rates of nitrogen and hydrogen (99.9%) were 3, 5, and 7 and 2, 3, and 4, respectively. When nitrogen flowed at 7 slm and hydrogen flowed at 4 slm, the plasma intensity increased as the total flow rate increased and subsequently burned. For safety, the experiment was not performed under the conditions of 4 slm of hydrogen gas and 7 slm of nitrogen. The distance between the dielec-tric and sample in the dielectric barrier discharge method was 1 mm. The treatment temperature during the nirtriding process was maintained at 500°C using a heater installed beneath the sample. If oxidation occurs prior to nitridization, the nitride layer cannot be formed. To avoid sample oxida-tion, nitrogen was introduced through the nozzle at 5 slm for 5 min, prior to plasma generation, such that, residual oxygen in the chamber was purged. However, this chamber is not a vacuum chamber; rather, it is a simple chamber, and the inflow of air during processing is unavoidable. The effect on oxidation did not change considerably even when the purging time was extended. Therefore, the purging time was set to 5 min. Based on these results, oxidation by air and reduction by hydrogen plasma occur simultaneously during the nitriding treatment.
A digital camera was used to examine the surface pho-tograph of the nitrided sample to reveal its luster. The surface and cross-sectional hardness of the nitrided samples was investigated using a micro-Vickers hardness tester (HM-102, Mitutoyo Corporation, Kanagawa, Japan). A hardness test load was performed on 0.98 N (0.01 kgf) to measure the limited range. Surface analysis was performed by X-ray diffraction (XRD) on an instrument equipped with a Cu-Kα radiation source (ATX-G, Rigaku Corporation, Tokyo, Japan). The friction coefficient and wear rate of the nitrided samples was investigated using 10 mm Si3N4 balls
Table 1. Chemical composition of the sample (mass%).
C Si Mn P S Cr Mo V Fe
0.36 0.92 0.43 0.008 <0.001 5.05 1.21 0.83 Bal.
Table 2. Experimental conditions for atmospheric-pressure plasma nitriding.
Ar gas mass flow 5 [slm]
N2 gas mass flow 3, 5, 7 [slm]
H2 gas mass flow 2, 3, 4 [slm]
Treatment temperature 500 [°C]
Treatment time 3 [h]
Distance between the sample and dielectric 1 [mm]
Discharge voltage 5 [kV]
Fig. 1. Schematic of the experimental apparatus using atmo-spheric-pressure plasma nitriding. (Online version in color.)

ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ955
in a dry-atmosphere ball-on-disk reciprocating tribometer (Heidon 40, Shinto Scientific Co., Ltd., Tokyo, Japan). The applied load was 9.8 N; the samples were rubbed for 1 000 cycles at 200, 400, 800, 1 200, 1 600, and 2 000 mm/min (the sliding amplitude was 10 mm). The images of the worn track were captured using an optical microscope to clarify the mechanism of wear. The surface profile of the nitrided samples was investigated using a stylus type roughness meter (SURFCOM NEX 001 SD-12, Tokyo Seimitsu Co., Ltd., Tokyo, Japan). The measurement length and velocity were 10 mm and 0.06 mm/s, respectively. The elemental analysis of the nitrided samples was performed on the cross sections via X-ray photoelectron spectroscopy (XPS) using an instrument equipped with a Al-Kα radiation source (PHI X-tool, ULVAC-PHI, Inc., Kanagawa, Japan). The diam-eter of the analyzed area was 127 μm. To collect broad low-energy spectra, survey scans were performed under the following conditions: energy range = 1 200 eV, analyzer pass energy = 280.0 eV, and step size = 1 eV. To conduct an in-depth profile analysis and determine the thickness of the oxide film, all nitrided samples were ion sputtered using an argon gun operating at 3 kV. The argon ion beam with was rastered and calibrated against a reference silicon oxide thin film on silicon substrate (SiO2/Si). The sputter rate was 8.32 nm/min, and the sputtering time was 20 min.
3. Results and Discussion
Figure 2 shows the surface photographs of the nitrided samples. When the hydrogen gas flow rate was 2 slm, the surface of the nitrided sample became black and the mirror finish was lost. This is due to the oxidation by the air. However, as the amount of hydrogen and nitrogen gas increased, the surface luster of the nitrided samples improved. In particular, the surface luster of the nitrided samples was maintained, similar to that of an untreated
sample, when the nitrogen gas and hydrogen gas were 7 and 3 slm or 5 and 4 slm, respectively. The partial pressures of nitrogen and hydrogen gas were increased; as a result, the oxygen present between the dielectric and the sample was reduced. We also consider that the oxidation–reduction reaction was increased because of an increase in hydrogen gas. Therefore, when surface luster is required, processing conditions for increasing the amount of hydrogen gas and nitrogen gas are desirable. Many of the mechanical parts do not require luster and, therefore, do not have these effects. As with other processing methods, it is desirable to review the processing conditions for atmospheric-pressure plasma nitriding, as necessary.
Figure 3 shows the surface roughness of the samples nitrided with 5 slm of nitrogen gas. The surface roughness of all nitrided samples was similar to that of the untreated sample. The nitrided sample’s retention of its surface rough-ness is due to the lack of a rough compound layer. However, as the solid solution is formed at high temperature, distor-tion is generated in the nitrided sample. Surface roughness in higher hydrogen concentration plasma may be due to the high chemical sputtering rate of hydrogen plasma.16) It is assumed that the slight increase in surface roughness is due to the hydrogen plasma and distortion of the sample. In addition, it is difficult to prevent sample oxidation in the case of atmospheric-pressure plasma. As such, we suspect that the nitrided sample was oxidized, resulting in a slightly higher surface roughness.
Figure 4 shows the surface hardness of the nitrided samples. The hardness of the untreated sample is 560 HV, which is indicated by the broken line. The surface hardness of the nitrided samples increased as the amount of nitrogen gas increased. Similarly, the surface hardness of the nitrided samples increased as the amount of hydrogen gas decreased. We came to this conclusion based on the reaction of hydro-gen plasma due to reduction and the effect of plasma den-sity. The surface hardness was highest (1 320 HV) when the nitrogen content was 7 slm. When the amount of nitrogen was 7 slm, the hydrogen’s effect on the hardness was not observed. Based on this result, the samples nitrided with nitrogen gas at a 7-slm flow rate demonstrated a saturated hardness.
Fig. 2. Surface photograph of the nitrided samples. (Online ver-sion in color.)
Fig. 3. Surface roughness of the untreated and nitrided samples (N2 = 5 slm). (Online version in color.)

ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ 956
Figure 5(a) shows the cross-sectional hardness of the samples nitrided with 5 slm of nitrogen gas. Both the cross-sectional hardness and surface hardness of the nitrided samples increased as the amount of hydrogen gas decreased. The cross-sectional hardness gradually decreased in propor-tion to its distance from the surface. Therefore, the cross-sectional hardness distribution indicates the formation of only a diffusion layer. Figure 5(b) shows the cross-sectional hardness of samples nitrided with 2 slm of hydrogen gas. The cross-sectional hardness of nitrided samples increased with increasing the amount of nitrogen gas, as was the case with surface hardness. Under all experimental condi-tions, we considered that the alloying elements were not completely precipitated from the hardness distribution. The effective hardening depth was approximately 50 μm at the maximum; this value is smaller than that of plasma nitriding in a vacuum for the same material, treatment temperature, and treatment time.17,18) It is concluded that the reduction of the depth of the diffusion layer was caused by the oxidation film and the recombination loss of nitrogen species.
Figure 6 shows the XRD patterns of the untreated sample and the samples nitrided with 5 slm of nitrogen. The dif-fraction pattern of the untreated sample shows peaks for the only α-Fe phase and the peaks associated with compounds, such as Fe4N, Fe3N, and CrN were not detected. Similarly, only peaks related to the α-Fe phase were detected in the pattern of the nitrided samples under all experimental condi-tions. This result is consistent with the previously reported result, although the experimental conditions are different.7) The highest peak intensity of Fe4N, Fe3N, and CrN formed when nitriding the AISI H13 was at 41.2, 43.4, and 43.7 degrees, respectively. Therefore, it appears that a com-pound layer was not generated on the surface of the nitrided samples prepared using atmospheric-pressure plasma, thus showing that atmospheric-pressure plasma nitriding readily results in the creation of a diffusion layer without forming a compound layer. This behavior is thought to be due to the sample’s nitrogen concentration because the compound layer is related to nitrogen solute concentration in the sam-ple.19) The hardness of the sample in the diffusion layer is increased by nitrogen solute.20) As a result, the atmospheric-pressure plasma nitriding method in this research was able
Fig. 4. Surface hardness of the nitrided samples. (Online version in color.)
Fig. 6. XRD patterns of the untreated and nitrided samples (N2 = 5 slm). (Online version in color.)
Fig. 5. Cross-sectional hardness of the nitrided samples. (Online version in color.)
to increase the hardness without forming a compound layer, as in the case of controlled plasma nitriding in a vacuum atmosphere.
(a) N2=5 slm
(b) H2=5 slm
ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ957
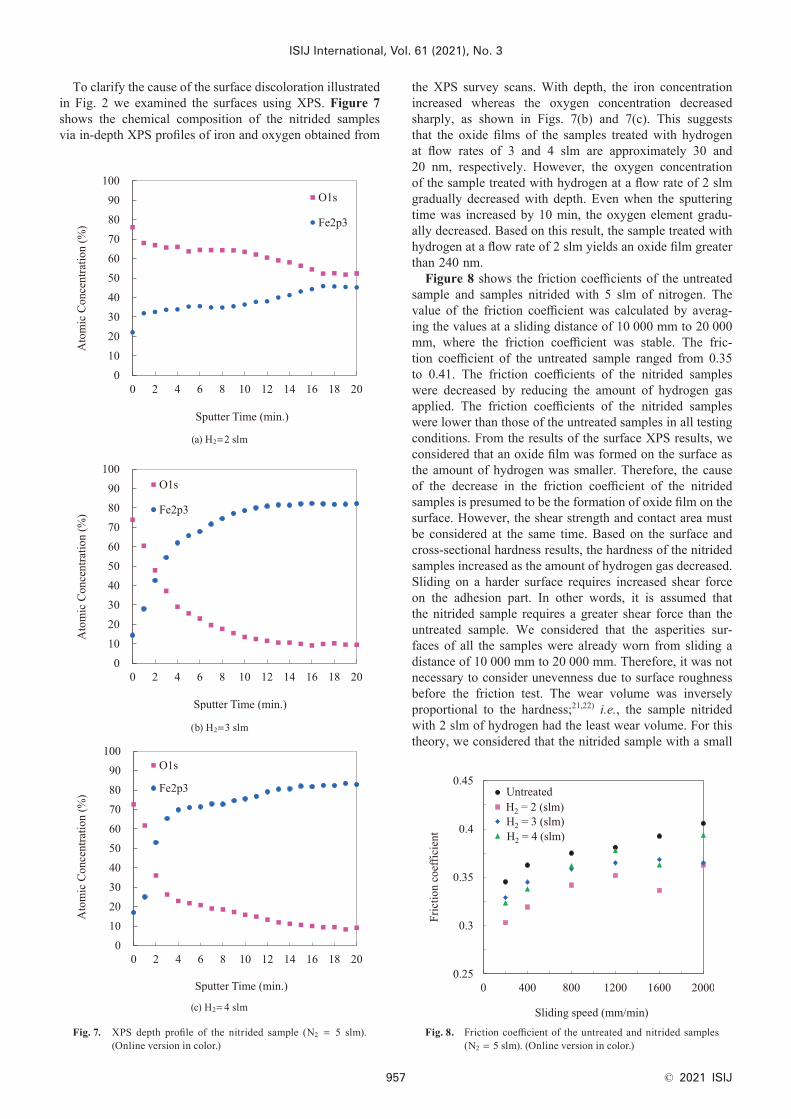
Fig. 8. Friction coefficient of the untreated and nitrided samples (N2 = 5 slm). (Online version in color.)
Fig. 7. XPS depth profile of the nitrided sample (N2 = 5 slm). (Online version in color.)
To clarify the cause of the surface discoloration illustrated in Fig. 2 we examined the surfaces using XPS. Figure 7 shows the chemical composition of the nitrided samples via in-depth XPS profiles of iron and oxygen obtained from
the XPS survey scans. With depth, the iron concentration increased whereas the oxygen concentration decreased sharply, as shown in Figs. 7(b) and 7(c). This suggests that the oxide films of the samples treated with hydrogen at flow rates of 3 and 4 slm are approximately 30 and 20 nm, respectively. However, the oxygen concentration of the sample treated with hydrogen at a flow rate of 2 slm gradually decreased with depth. Even when the sputtering time was increased by 10 min, the oxygen element gradu-ally decreased. Based on this result, the sample treated with hydrogen at a flow rate of 2 slm yields an oxide film greater than 240 nm.
Figure 8 shows the friction coefficients of the untreated sample and samples nitrided with 5 slm of nitrogen. The value of the friction coefficient was calculated by averag-ing the values at a sliding distance of 10 000 mm to 20 000 mm, where the friction coefficient was stable. The fric-tion coefficient of the untreated sample ranged from 0.35 to 0.41. The friction coefficients of the nitrided samples were decreased by reducing the amount of hydrogen gas applied. The friction coefficients of the nitrided samples were lower than those of the untreated samples in all testing conditions. From the results of the surface XPS results, we considered that an oxide film was formed on the surface as the amount of hydrogen was smaller. Therefore, the cause of the decrease in the friction coefficient of the nitrided samples is presumed to be the formation of oxide film on the surface. However, the shear strength and contact area must be considered at the same time. Based on the surface and cross-sectional hardness results, the hardness of the nitrided samples increased as the amount of hydrogen gas decreased. Sliding on a harder surface requires increased shear force on the adhesion part. In other words, it is assumed that the nitrided sample requires a greater shear force than the untreated sample. We considered that the asperities sur-faces of all the samples were already worn from sliding a distance of 10 000 mm to 20 000 mm. Therefore, it was not necessary to consider unevenness due to surface roughness before the friction test. The wear volume was inversely proportional to the hardness;21,22) i.e., the sample nitrided with 2 slm of hydrogen had the least wear volume. For this theory, we considered that the nitrided sample with a small
(a) H2=2 slm
(b) H2=3 slm
(c) H2= 4 slm
ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ 958
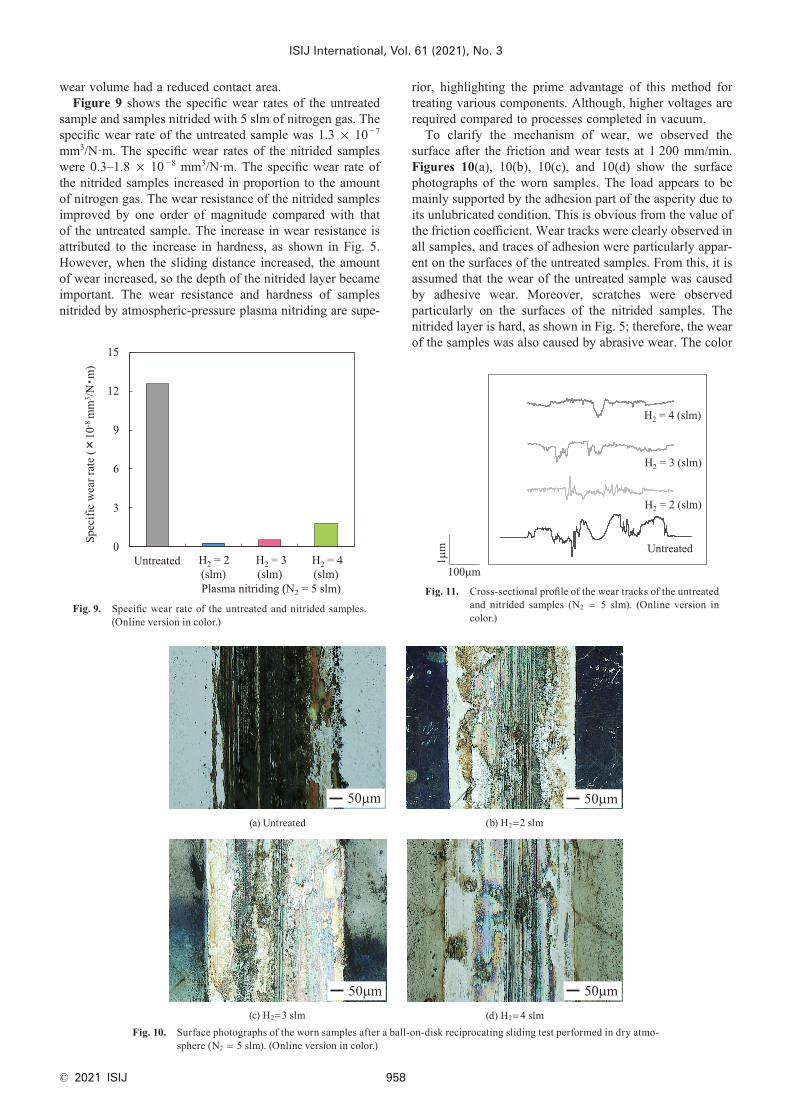
wear volume had a reduced contact area.Figure 9 shows the specific wear rates of the untreated
sample and samples nitrided with 5 slm of nitrogen gas. The specific wear rate of the untreated sample was 1.3 × 10 −7 mm3/N·m. The specific wear rates of the nitrided samples were 0.3–1.8 × 10 −8 mm3/N·m. The specific wear rate of the nitrided samples increased in proportion to the amount of nitrogen gas. The wear resistance of the nitrided samples improved by one order of magnitude compared with that of the untreated sample. The increase in wear resistance is attributed to the increase in hardness, as shown in Fig. 5. However, when the sliding distance increased, the amount of wear increased, so the depth of the nitrided layer became important. The wear resistance and hardness of samples nitrided by atmospheric-pressure plasma nitriding are supe-
rior, highlighting the prime advantage of this method for treating various components. Although, higher voltages are required compared to processes completed in vacuum.
To clarify the mechanism of wear, we observed the surface after the friction and wear tests at 1 200 mm/min. Figures 10(a), 10(b), 10(c), and 10(d) show the surface photographs of the worn samples. The load appears to be mainly supported by the adhesion part of the asperity due to its unlubricated condition. This is obvious from the value of the friction coefficient. Wear tracks were clearly observed in all samples, and traces of adhesion were particularly appar-ent on the surfaces of the untreated samples. From this, it is assumed that the wear of the untreated sample was caused by adhesive wear. Moreover, scratches were observed particularly on the surfaces of the nitrided samples. The nitrided layer is hard, as shown in Fig. 5; therefore, the wear of the samples was also caused by abrasive wear. The color
Fig. 11. Cross-sectional profile of the wear tracks of the untreated and nitrided samples (N2 = 5 slm). (Online version in color.)
Fig. 9. Specific wear rate of the untreated and nitrided samples. (Online version in color.)
Fig. 10. Surface photographs of the worn samples after a ball-on-disk reciprocating sliding test performed in dry atmo-sphere (N2 = 5 slm). (Online version in color.)
(b) H2=2 slm(a) Untreated
(d) H2= 4 slm(c) H2=3 slm

ISIJ International, Vol. 61 (2021), No. 3
© 2021 ISIJ959
of the adhesion part of the samples appears to have changed compared with the other parts. In particular, the untreated sample showed a significant color change. The temperature of the friction surface became very high when there was no lubrication.23) This is attributed to the oxidation of the samples. The nitrided layer of the samples was formed only of the diffusion layer, without the compound layer having oxidation resistance. For this result, it is assumed that the oxidizability of the nitrided sample is almost the same as that of the untreated sample. We considered that the tem-perature of the friction surface of the untreated sample was higher than that of the nitrided sample. In general terms, as the temperature increased, the wear rate and friction coef-ficient were typically observed to significantly decrease over a relatively narrow temperature range, commonly referred to as the transition temperature.24) Therefore, the results of the friction coefficient and specific wear rate of the samples appear to have been affected by the temperature, particularly with the untreated sample. Despite this fact, the friction coefficient and specific wear rate of the untreated samples were higher than those of the nitrided samples. Therefore, the tribological properties of the nitrided samples with the oxide film are superior to those of the untreated samples affected by temperature.
Figure 11 shows the cross-sectional profile of the wear tracks of all samples tested at 1 200 mm/min. We observed convex surfaces on the untreated samples, which were caused by severe adhesion, as confirmed in Fig. 10. How-ever, we did not observe convex surfaces on the nitrided samples under any of the experimental conditions, mean-ing that the adhesion resistance of the nitrided samples was increased. As such, the nitride samples featured con-cave surfaces. Therefore, the main wear mechanism of the untreated samples was adhesive wear whereas that of the nitrided samples was abrasive wear. The oxide film remained on the sample nitrided with hydrogen at a flow rate of 2 slm even after the friction test because the maxi-mum wear depth of the nitrided sample was approximately 200 nm. We assumed that the oxide film remained on the surface of the samples nitrided with hydrogen at flow rates of 3 and 4 slm except when the surface was concave. Therefore, we conclude that the friction and wear of nitrided samples are affected by the oxide film.
4. Conclusions
The plasma nitriding of tool steel under atmospheric pres-sure was performed using the dielectric barrier discharge method, and the resulting nitrided layers were investigated for surface properties, such as tribological properties. Based on the results obtained, the following conclusions were drawn:
(1) The surface luster of the nitrided samples improves with the increase in hydrogen and nitrogen gas. Therefore, if surface luster is required, then treatment conditions that increase the amount of hydrogen gas and nitrogen gas are desirable. The surface roughness of all nitrided samples is similar to that of the untreated samples.
(2) The surface and cross-sectional hardness of the nitrided samples increase as the amount of nitrogen gas increases. In contrast, the surface and cross-sectional hard-
ness of the nitrided samples increase as the amount of hydrogen gas decreases.
(3) In the diffraction pattern of the nitrided samples, only the peak of the α-Fe phase is detected as an untreated sample. Therefore, a compound layer is not generated on the surface of the nitrided samples under these experimental conditions.
(4) Oxide films form on nitride sample surfaces under all experimental conditions, and the oxide film thickness decreases with the amount of inflowing hydrogen.
(5) The friction coefficient of the nitrided sample decreases as the amount of hydrogen gas decreases.
(6) The wear resistance of the nitrided samples improves by one order of magnitude compared with that of the untreated sample. The main wear mechanism of the untreated samples is adhesive wear whereas that of the nitrided samples is abrasive wear.
The wear resistance and friction coefficient of samples with oxidation film formed by atmospheric-pressure plasma nitriding are superior, demonstrating the advantage of atmospheric-pressure plasma nitriding for various com-ponent treatments, despite the higher voltage requirement compared to vacuum.
AcknowledgmentsThis work was financially supported by a research grant
from the Hibi Science Foundation.
REFERENCES
1) F. Borgioli, A. Fossati, E. Galvanetto, T. Bacci and G. Pradelli: Surf. Coat. Technol., 200 (2006), 5505.
2) Y. Yoshikawa, T. Hara and P. Abraha: Tribol. Online, 3 (2008), 348.3) C. Zhao, C. X. Li, H. Dong and T. Bell: Surf. Coat. Technol., 201
(2006), 2320.4) A. P. Tschiptschin, A. S. Nishikawa, L. B. Varela and C. E. Pinedo:
Thin Solid Films, 644 (2017), 156.5) J. W. Yao, F. Y. Yan, M. F. Yan, Y. X. Zhang, D. M. Huang and Y.
M. Xu: Appl. Surf. Sci., 488 (2019), 462.6) H. Nagamatsu, R. Ichiki, Y. Yasumatsu, T. Inoue, M. Yoshida, S.
Akamine and S. Kanazawa: Surf. Coat. Technol., 225 (2013), 26.7) J. Miyamoto, T. Inoue, K. Tokuno, H. Tsutamori and P. Abraha:
Tribol. Online, 11 (2016), 460.8) S. Sato, Y. Arai, N. Yamashita, A. Kojyo, K. Kodama, N. Ohtsu, Y.
Okamoto and K. Wagatsuma: Appl. Surf. Sci., 258 (2012), 7574.9) R. Ichiki, H. Nagamatsu, Y. Yasumatsu, T. Iwao, S. Akamine and S.
Kanazawa: Mater. Lett., 71 (2012), 134.10) L. L. Pranevicius, P. Valatkevicius, V. Valincius, C. Templier, J.-P.
Riviere and L. Pranevicius: Surf. Coat. Technol., 156 (2002), 219.11) J. Wang, J. Xiong, Q. Peng, H. fan, Y. Wang, G. Li and B. Shen:
Mater. Charact., 60 (2009), 197.12) C. Borcz, C. M. Lepienski and S. F. Brunatto: Surf. Coat. Technol.,
224 (2013), 114.13) G. Miyamoto, A. Yonemoto, Y. Tanaka, T. Maki and T. Furuhara:
ISIJ Int., 47 (2007), 1491.14) T. Suszko, W. Gulbinski and J. Jagielski: Surf. Coat. Technol., 194
(2005), 319.15) G. Zhang, Z. Song, Z. Liu, Q. Cheng, Y. Zhao, C. Yang and M. Liu:
Tribol. Int., 135 (2019), 335.16) G. P. Singh, J. Alphonsa, P. K. Barhai, P. A. Rayjada, P. M. Raole
and S. Mukherjee: Surf. Coat. Technol., 200 (2006), 5807.17) J. Miyamoto and P. Abraha: Surf. Coat. Technol., 375 (2019), 15.18) I. Lee and I. Park: Mater. Sci. Eng. A, 449–451 (2007), 890.19) T. Hirsch, T. G. R. Clarke and A. da Silva Rocha: Surf. Coat.
Technol., 201 (2007), 6380.20) J. J. Jasinski, T. Fraczek, L. Kurpaska, M. Lubas and M. Sitarz: J.
Mol. Struct., 1164 (2018), 37.21) J. F. Archard: J. Appl. Phys., 24 (1953), 981.22) F. Borik: Selection and Use of Wear Tests for Metals, ASTM Special
Technical Publication 615, ASTM, Philadelphia, PA, (1976), 30.23) A. M. Sadoun, A. Wagih, A. Fathy and A. R. S. Essa: Results Phys.,
15 (2019), 102814.24) S. R. Pearson, P. H. Shipway, J. O. Abera and R. A. A. Hewitt: Wear,
303 (2013), 622.