enviro sense introduction -...
TRANSCRIPT

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
EnviroSense Introduction“The Company & the Chemistry”
JUNE, 3rd - 2013

EnviroSense, Incorporated is a company dedicated to the formulation of environmentally sound
electronic cleaning chemistries. Due to the industry’s use of hazardous and detrimental materials;
such as “Freon”, TCE,-111, Ethylene Glycols and IPA, we embarked on our goal of developing
cleaning processes (both chemical and mechanical), that are environmentally and workplace
friendly. The mandate was to still achieve the needed levels for cleanliness and reliability.
• Founded in 1993
• 4 years of R & D
• Started into PCA market in 1997
• Started into PCB market in 1998
• 417 customers in 22 countries as of June 2013
Sensible Solutionsfor the cleaning of
electronic & precision assemblies
Overview Introduction

Some of our customers in the United States include:
• B.A.E
• BENCHMARK ELECTRONICS
• CTS EMS
• EMC
• GE
• SANMINA-SCI
• TTM TECHNOLOGIES
• UNIVERSAL AVIONICS
Some of our customers in China, Taiwan , Singapore, Malaysia and Thailand include:
• ASE
• FLEXTRONICS
• FOXCONN
• JABIL
• SPIL
• TSMC
• VIASYSTEMS
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
• Sales office: 3K square feet, located in Cupertino, CA, U.S.A.
• Manufacturing: 70K square feet, located in Oakland, CA, U.S.A.
• 20 employees
• 100% output: 10K gallons per day
• 4 distributors in Asia with 6 warehouse locations
• 1 distributor in Brazil
MANUFACTURING & DISTRIBUTION CAPABILITY

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
• Development of a formula with reduced I.F.T. (Interfacial Tension) for flux removal
on DIE, LED and Flip Chip
• Development of a formula with reduced I.F.T. (Interfacial Tension) for flux removal,
with reduced pH and corrosion inhibitor, for “Ball Attach” and “Bumping”
• Development of a multi-angle HVLP (High Volume Lower Pressure) “Flood Box” Inline
cleaning system for parts with 20 um gaps.
• Development of a centrifugal “under-immersion” cleaning system for micro-circuitry
• Development of new part/assembly pallets that reduce chemical “drag-out” from wash
solution sections
• Research: In-house with verification through independent laboratories such as SGS,
Foresite Laboratories, Yale Laboratories and/or E.A.G. Laboratories
• Test/Demo sites: Technical Devices, Co., U.S.A. or ES Technology, Ltd., Co., Taiwan
RECENT &CURRENT RESEARCH PROJECTS & RESEARCH
LABORATORIES

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
ENVIROSENSE CHEMISTRIES

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
Saponification: (Root is Latin;“Sapo” for soap) is a process that produces soap, usually from fats and lye. In technical
terms, saponification involves a “base” (usually caustic soda NaOH) hydrolysis of tyriglycerides, which are esters of fatty
acids, to form the sodium salt of a carboxylate. In addition to soap, such traditional saponification processes produces
glycerol. "Saponifiable substances" are those that can be converted into soap. We use Mono-ethanolamine (MEA) as a
“base” for this reaction.
SAPONIFICATION
Advantages of using MEA:Has low volatility because of high solubility in water
It is organic and eventually will evaporate from part/assembly if any is left behind
Ideal pH characteristics
H2N-CH2-CH2-OH H3N-CH2-CH2-OH
ABIETIC ACID STRUCTURE SAPONIFIED BY MEA
+
+
+

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
SURFACE TENSION
The cohesive forces between liquid molecules are responsible for the phenomenon known as surface tension.
The molecules at the surface do not have other like molecules on all sides of them and consequently they
cohere more strongly to those directly associated with them on the surface. This forms a surface "film" which
makes it more difficult to move an object through the surface than to move it when it is completely submersed.
Surface tension is typically measured in dynes/cm, the force in dynes required to break a film of length 1 cm.
Equivalently, it can be stated as surface energy in ergs per square centimeter. Water at 20°C has a surface
tension of 72.8 dynes/cm compared to 22.3 for ethyl alcohol and 465.0 for mercury.

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
SURFACE TENSION; Cont’d
Cohesion and Surface
Tension
The cohesive forces between molecules
down into a liquid are shared with all
neighboring atoms. Those on the surface
have no neighboring atoms above, and
exhibit stronger attractive forces upon
their nearest neighbors on the surface.
This enhancement of the intermolecular
attractive forces at the surface is called
surface tension.

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
The surface tension of water is 72.8 dynes/cm at 20°C . It would take a force of 72.8 dynes to break a surface film of water 1 cm long. The surface tension of water decreases with temperature as shown in the
graph. The surface tension arises from the polar nature of the water molecule. Water at 100C is 61 dyne.
SURFACE TENSION; Cont’d

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
INTERFACIAL TENSION (I.F.T.)Pendant drop interfacial tension evaluation involves observing the balance that exists between these two forces on a
pendant drop, in the form of the drop’s mean curvature at various points along its interface with the continuous
phase. Lower interfacial tension means a more “drip-like” drop shape, higher interfacial tension means a more
spherical drop shape.
The actual mathematics of pendant drop analysis are based on the Laplace equation which says that pressure
differences exist across curved surfaces. The pressure difference at any given point on the surface (∆P) is equal to
mean curvature of the interface at that point (1/r1 +1/r2), where r1 and r2 are the principal radii of curvature)
multiplied by twice the tension (σ) contained in the interface.
z
A
B
∆P = (1/r1 +1/r2) 2 σ
For a pendant drop, the pressure difference within the drop, between any two vertical positions is:
∆ρ g Z
where ∆ρ = the difference in density between the liquid that is forming the drop and the bulk phase, g = gravity,
and Z = the vertical distance between the two positions, as shown below.

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
CRITICAL MICELLE CONCENTRATION (C.M.C.)
A sample’s (CMC) critical micelle concentration, by definition, is a concentration (below the solubility limit of the sample)
at which the compound begins to form soluble aggregates containing many (typically 20 to 100) individual molecules.
Such aggregates (micelles) are often formed in aqueous solutions by compounds which have significant
hydrophobicity, despite their solubility. A schematic picture of a micelle is shown below:
The external “spheres” represent the hydrophilic portions of the molecules of the compound, and the internal “tails”
represent the hydrophobic portions of the molecules - which drive the aggregation to occur beyond a certain
concentration (the CMC). The goal in our formulations is to keep these hydrophobic micelle formation aggregates
low; to maintain and speed cleaning effectiveness of a chemical wash solution.

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
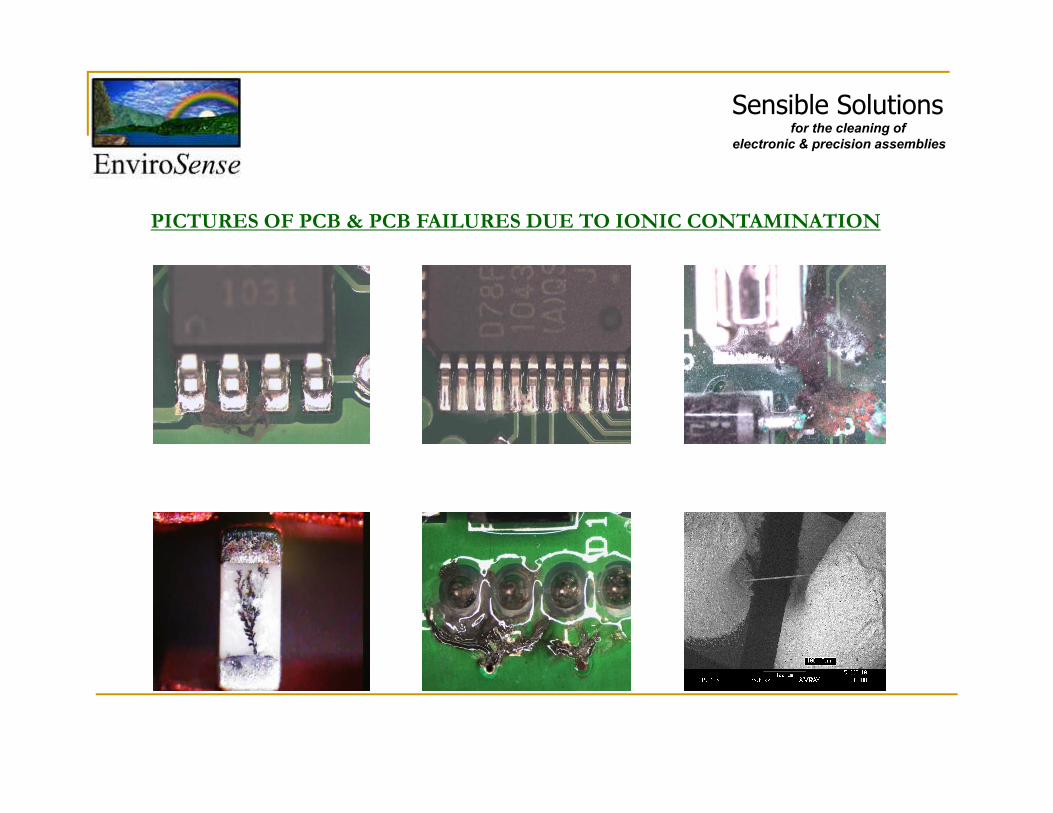
PICTURES OF PCB & PCB FAILURES DUE TO IONIC CONTAMINATION
Sensible Solutionsfor the cleaning of
electronic & precision assemblies
PICTURES OF PCB & PCB FAILURES DUE TO IONIC CONTAMINATION

DIE is 21mm X 20mm with 70 um gap BEFORE AFTER
Sensible Solutionsfor the cleaning of
electronic & precision assemblies
BGA w/RMA BEFORE AFTER
COMPONENTS CLEANED WITH ENVIRO GOLD #817/49.10-5008C
Cross section of a cleaned O/A fluxed
9mm X 9mm QFN at a 40 um stand-off

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
COMPONENTS CLEANED WITH ENVIRO GOLD #817/49.10-5008C
Flux was an High solid Kester RMA Mil-spec Paste
BEFORE AFTER

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
REASONS FOR CLEANING
• The removal of any ionic residues that may have been received on incoming PCBs
• The removal of any ionic residues that may have been received on incoming components
• The removal of Wave solder and SMT flux residues from beneath low stand-off components
• The removal of benign or active flux residues that can issues on RF assemblies
• The removal of flux residues from rework/hand soldering from, in and under, sensitive locations
• The removal of oxides to promote better soldering
• The removal of atmospheric Carbon from gold surfaces from better wire bonding applications
• The removal of flux residues and/or oil based surface contaminants for better bonding and conformalcoating application(s)

PCBA APPLICATIONS For #816/18.54A or #817/49.10-5008C
• Removing Water soluble WS/OA (Organic Acid) assembly flux residues at a bath
temperature 60C at 5% (#816 or #817 by volume in D.I. water) at 1 meter per minute
• Removing Rosin RMA (Rosin Mildly Activated) assembly flux residues at a bath
temperature 60C at 10% to 12% (#816 or #817 by volume in D.I. water) at .50 to .75
meters per minute
• Removing No Clean LS (Low Solid) assembly flux residues at a bath temperature 65C at
10% (#816 or #817 by volume in D.I. water) at .50 to .75 meters per minute
• Removing No Clean LF (Lead Free) assembly flux residues at a bath temperature 65C to
68C at 10% - 15% (#816 or #817 by volume in D.I. water) at .50 to .75 meters per minute
• Note: above pertains and includes reflow pastes, wave solder liquids as well as “touch -
up”/rework liquid flux
Note: The use of water as the only cleaning media, conveyor speeds in excess of 3 meters per minute, machine wash section lengths being under two feet (.66 meters) are the main contributing factors for high
ionic levels that produce electric failure mechanisms such as metal migration and dendritic growth.
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

• Cleaning LED’s and Dies
• Cleaning BGA’s as well as other components/packages
• Cleaning Lead Frames
• Cleaning surfaces prior to bonding films and over-coatings
• Cleaning/stripping dry films-photo-resists
• Cleaning misprinted PCBs
• Cleaning solder stencils
• Cleaning Kapton tape residues and fingerprint oils
• Preparing surface of PCBAs for conformal coating
• At high concentration; will remove acrylic and urethane conformal coatings
• Cleaning wave solder equipment
• Cleaning and deoxidizing older components; making them solderable again
• (Will also improve “solder-ability” of oxidized copper)
• Removing or leveling “over-thickness” OSP coatings
Examples: operating parameters for the Enviro #816 or #817 by application:
Application/Finish Cleaning Time Concentration Temperature
“Lead Free” flux residues 120 sec 10% to 15% 65C to 68C
Stencils 60 sec 7% to 10% 35C to 45C
OTHER PROCESS USES
Sensible Solutionsfor the cleaning of
electronic & precision assemblies
PCB APPLICATIONS For #816/18.54A and #817/49.10- 5008C
EnviroSense’s chemistries are extremely effective in reducing HASL flux residues created from the
metallization process.
HASL boards have always been the most contaminated, however we are now finding OSP/Copper and
Silver/Tin boards are failing from poor S.I.R. values due to not properly cleaning etching solutions and
bath stabilizers; such as MSA (Methyl Sulfonic Acid).
The use of water as the only cleaning media, conveyor wash speeds in excess of 3 meters per minute,
cleaning machine cleaning section lengths being under two feet (.66 meters) are the main contributing
factors for insufficient cleanliness levels that produce failure mechanisms.
In simple terms; when the #816 or #817 are combined with water the water becomes “wetter”. This
reduction of the surface tension of this solution and the Saponifying ability of the compounds can reduce
ionic flux residues by as much as 20X versus water alone. This reduction of contamination on an
incoming PCB to the assembler is needed due the advent of No-Clean SMT flux chemistry.
The products Enviro Gold #816/18.54A and #817/49.10-5008C are used for the following processes:
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

• Post HASL flux residue removal
• Cleaning atmospheric residues, out-gassed solvent residues from LPI cure and fingerprint oils
from gold finishes. (will improve ultrasonic wire bonding)
• Cleaning sulfuric acid copper prep residues prior to OSP
• Cleaning nitric acid residues from Silver Immersion finishes
• Cleaning Methyl Sulfonic Acid from Tinned finishes
• Cleaning Router dust and finger- print oils
• Cleaning product before packaging to insure no ionic materials were picked up from conveyors,
fingerprint oils, test probes, etc.
Note: We highly recommend “final” cleaning before packaging and shipping
Lower contamination values lead to higher S.I.R. values. This equates to a more reliable end product. Better
cleanliness reduces the costs of replacing the failures, liability, and the potential loss of the customer. These
high contamination values may hinder the acquisition of a potential customer because of the inability to meet the
customer’s incoming cleaning specification.
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
-Wet) 384 HOURS CLEANEDWITH 816BAKED AT 384 HRS. AT 100C and NOT CLEANED CLEANED WITH 10% #816 AT 60C FOR 2 MINS.
OXIDE REDUCTION FROM ENVIROSENSE #816/18.54 OR
#817/49.10-5008C CHEMISTRIES
EnviroSense chemistries can also remove under-coated or over-coated on OSP’ed PCB’s. Once the OSP has
been removed the chemistry will passivate/react with the Cu. This can allow for a 2nd reflow and possibly a 3rd
reflow. Subsequent “reflows” are dependant on the process flux type and time the assemblies set before the
next reflow operation. Temperature and humidity, in the process facility, are also factor in to proper soldering
results

This picture illustrates how many potential ionic residue entrapment sites there are from the
micro-pitting on FR-4. These pores or pits are similar to ceramic and other substrate
materials.
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

Sample Description Chloride WOA
Uncleaned processed Controls IPC B-36 Boards *RMA flux
Sample #1 14.12 0.00
Sample #2 14.62 0.00
Sample #3 13.91 0.00Mean 14.22 0.00
Baseline Freon TMS Cleaned Process Control Boards
Sample #1 5.19 0.00
Sample #2 5.26 0.00
Sample #3 5.07 0.00Mean 5.17 0.00
Phase II processed and #816 cleaned IPC B-36 Boards
Sample #1 1.03 0.00
Sample #2 1.04 0.00
Sample #3 0.84 0.00
Sample #4 0.92 0.00
Sample #5 1.08 0.00
Sample #6 .077 0.00
Mean 0.95 0.00
Comparison of Enviro Gold #816/18.54 PCA cleaning versus Freon TMS cleaning.
*The above is an excerpt from Contamination Studies Laboratories Report# AB 15/ 011695
*RMA flux types applied to IPC B-36 Boards were Kester #1585 Mil Spec Wave Solder and Kester #187 SMT Paste.
PCBA Ion Chromatography Cleanliness Data
All values are in µg/in2, unless otherwise noted Ion Chromatography
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
Sample Description
Boards 1 - 3 Cleaned with water “only” sprays in Post–HASL unit at 60CChloride Bromide WOA
Tap Water “only” cleaned HASL’ed Bare board (date code 9619) 12.54 1.82 0
Tap Water “only” cleaned HASL’ed Bare board (data code 9619) 13.85 1.42 0
Tap Water “only” cleaned HASL’ed Bare board (date code 9619) 11.94 2.06 0
Mean 12.78 1.77 0
Boards 4 – 6 Cleaned with #816 @ 3% at 60C in an SMT “conveyorized” Inline unit
H501 In-line Aqueous Cleaned Bare Boards (sprays only in wash) followed by D.I. rinses 3.85 0.46 0
H501 In-line Aqueous Cleaned Bare Boards (sprays only in wash) followed by D.I. rinses 3.97 0.47 0
H501 In-line Aqueous Cleaned Bare Boards (sprays only in wash) followed by D.I. rinses 3.71 0.34 0
Mean 3.84 0.42 0
Boards 7 - 9 Cleaned with #816 @ 3% at 60C in an Post–HASL unit with a brush system
Marseco Aqueous Cleaned Bare Boards ( brush system and sprays) followed by D.I. rinses 2.05 0.41 0
Marseco Aqueous Cleaned Bare Boards ( brush system and sprays) followed by D.I. rinses 1.84 0.39 0
Marseco Aqueous Cleaned Bare Boards ( brush system and sprays) followed by D.I. rinses 1.91 0.38 0
Mean 1.93 0.39 0
PCB’s Water “only” spray cleaned -vs. 3% #816 spray cleaned - vs. sprayed #816 with brush system

PCB Ion Chromatography Cleanliness DataComparison of Enviro Gold #817/49.10 removing Silver Immersion residues versus “Water Only” cleaning.
Samples 1 - 3 ( D.I. "water only" cleaned) @ 65C in an Inline
(submersion tank) HVLP agitation cleaning system
Samples 4 - 6 #817 cleaned w/(5% conc.) @ 65C in an Inline
(submersion tank) HVLP agitation cleaning system
0.00
2.00
4.00
6.00
8.00
10.00
12.00
SAMPLE PANEL#
u
g
/
i
n
2
Chloride 1.39 0.75 1.93 1.26 0.67 0.90
Bromide 0.51 0.35 0.00 0.13 0.26 0.00
NO3 6.76 10.82 4.80 0.45 0.31 0.83
SO42 0.00 0.29 0.58 0.38 0.00 0.41
1 2 3 4 5 6
"Water only" cleaned PCB's l #817/49.10B Cleaned PCB's
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

MEA TECHNICAL DATA SHEET
EnviroGold #816 and #817 uses MEA (Mono Ethanol Amine) as its saponifying agent for flux removal.
There are many possible alkaline agents to choose from for this purpose, but none with the desirable
combination of job performance, worker safety, and low environmental impact as MEA.
Performance attributes
A saponifier needs to be strong enough to provide an adequate supply of OH-ion to pull off the
Abietic, Oxalic, Succinic, Methyl Sulfonic acid; etc., off the flux, but not so strong that it corrodes the
exposed metals of the assembly being cleaned. With a basic ionization (Kb = 4.5) it is just fine. MEA
forms no insoluble salts with common fluxes and does not form an insoluble half salt with oxalic
acid now found in many water- soluble formulations.
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

OUR CHEMISTRIES BENEFITS:
• Environmentally and worker friendly
• Highly concentrated
• Extremely low surface tension
• Low V.O.C.'s and/or odor
• No flash point to 100C
• Products do not contain ethylene glycols nor alcohol
• Low to zero hazardous disposal issues and costs
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
Chemical Boiling Solvent Vapor Pressure (mm Hg) @ Temperature
/ Material Point C 20C 25C 40C 50C 60C 70C
Water 100C 17.500 23.800 55.300 92.500 149.400 233.700
THFA 178C 2.000 2.700 5.900 9.700 15.400 23.700
MEA 170C 0.200 0.400 1.100 2.200 4.200 7.700
IPA 82.4C 32.100 43.400 110.000 171.000 279.000 444.000
NMP 202C 0.800 1.100 2.600 4.300 7.000 11.000
d-Limonene 180C 1.800 2.400 5.400 8.800 14.100 21.800
EnviroGold 816 @ 10% in water ( contains 5 % MEA by volume) is approximately 0.01519 mol fraction
of MEA. Assuming Raoult's law applies, the vapor pressure of MEA above the solution would be:
10% EnviroGold 816 20C 25C 40C 50C 60C 70C
( or 5% by volume) = 0.0036 0.0055 0.0167 0.0334 0.0638 0.1176
MEA’s low molecular weight (61.094) and high density (1.018) allow for a large molar concentration to be
delivered, providing a longer bath life than larger and weaker molecules.
At the same time MEA’s solubility in water in all proportions and resultant low Henry's constant (2.45E-7),
assure that volatility loss into the workspace will be very low.
ENVIRO GOLD #816/18.54A VAPOR PRESSURE COMPARISON

Bio-concentration potential is low due to MEA's log octanol/water partition coefficient of 1.31. This is
another measure of its preference for solution in water over other organics.
MEA is rated "readily biodegradable" in OECD tests:
OECD Test No. 301B: 97% after 28 days
OECD Test No. 301E 94% after 28 days
OECD Test No. 301F >70% after 28 days
MEA's Inhibitory concentration (IC50) in OECD Test No. 209 "Activated Sludge Respiration Inhibition
Test " is >1000 mg/l.
Should residual MEA discharge into surface waters, it is practically non-toxic to aquatic organisms on an
acute basis: LC50/EC50 >100 mg/l in most sensitive species.
None of this is to say that MEA may be handled without regard to personal safety: It is a "Hazardous
Chemical" as defined by the OSHA Hazard Communication Standard 29 CFR 1910.1200. All label and
MSDS precautions should be respected and followed. But given those caveats, MEA is far and away the
best choice for saponifier in Enviro Gold 816/18.54A or the #817/49.10-5008C for performance on the
job and safety to workers and the environment.
Environmental Compatibility
Sensible Solutionsfor the cleaning of
electronic & precision assemblies

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
INCOMING FLOW, PROCESS FLOW & OUTGOING DISPOSAL METHODS

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
SIMPLIFIED DISPOSAL DIAGRAMS

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
SIMPLIFIED DISPOSAL DIAGRAMS; Cont’d

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
pH REDUCTION DIAGRAM USING CO2 THROUGH POROUS SS STEEL TUBING

Sensible Solutionsfor the cleaning of
electronic & precision assemblies
PRE-PROCESS CHECKLIST
1) After flux has been chosen; run D.O.E’s to find compatible cleaning chemistry.
2) Run visual, C-3, I.C., I.C.T. and/or S.I.R. to determine cleanliness levels on PCB
“before soldering, then after soldering processes and then again after the
cleaning processe(s).
3) Design cleaning machinery to optimize cleaning throughput and efficiency.
4) Learn how to maintain chemistry and what tools and equipment are needed.
5) Set up statistical logging and charting of cleanliness results (at defined times).
6) Understand your waste water disposal processes and ventilation equipment.
7) Determine your cleaning costs and amortize them into the cost of the product.

WHY GOOD CLEANING IS GOOD BUSINESS
Sensible Solutionsfor the cleaning of
electronic & precision assemblies
●●●● Ability to achieve current and/or new customer cleanliness level
specifications.
●●●● Ability to reduce field failures and their related expense; such as:
A) Rework labor expenses
B) Recall /RMA paperwork expenses
C) Shipping expenses; the return to customer expenses
●●●● Allows a company’s resources to be channeled toward new customer
acquisitions versus operating in a defensive non – revenue generating
mode.
●●●● Cleanliness increases the reliability, quality and trade recognition of
your product
●●●● Lowers the risk of liability and/or customer loss.
QUESTIONS AND ANSWERS
Sensible Solutionsfor the cleaning of
electronic & precision assemblies