implementacion de mantenimiento …red.uao.edu.co/bitstream/10614/1332/1/tme00467.pdfcarta de...
TRANSCRIPT

1
IMPLEMENTACION DE MANTENIMIENTO PREDICTIVO EN LA PL ANTA DE
COGENERACIÓN IPSA
MANUEL JOSE RODRIGUEZ ESCOBAR
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA
PROGRAMA INGENIERÍA MECANICA
SANTIAGO DE CALI
2009

2
IMPLEMENTACION DE MANTENIMIENTO PREDICTIVO EN LA PL ANTA DE
COGENERACIÓN IPSA
MANUEL JOSE RODRIGUEZ ESCOBAR
TRABAJO DE PASANTÍA PARA OPTAR POR EL TITULO DE
INGENIERO MECÁNICO
Director
Cristian David Chamorro
Ingeniero Mecánico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA
PROGRAMA INGENIERÍA MECANICA
SANTIAGO DE CALI
2009

3
Nota de aceptación:
Aprobado por el Comité de Grado en
Cumplimiento de los requisitos exigidos
por la Universidad Autónoma de
Occidente para optar al título de
Ingeniero Mecánico
__________________________________
Director de proyecto
Jurados
Santiago de Cali, 15 de Octubre del 2009

4
AGRADECIMIENTOS
Dedicado a mis padres Aura María Escobar y Manuel Rodríguez por su apoyo,
esfuerzo y paciencia durante estos años. A mis hermanos Angélica María por
darme ejemplo de dedicación que demostró en la culminación de su pregrado y
maestría, a John Jairo por darme ánimos en los momentos difíciles para no decaer
y dar marcha atrás, a mis sobrinos Juan Pablo y Salome por su cariño
incondicional, a mi abuela Bertha Isabel Ramos que se ha sentido muy orgullosa
por todos mis triunfos logrados.
Quiero dar muchas gracias primero que todo a Dios por brindarme esta vida para
obtener mis triunfos y este que es uno de los más grandes pero no el último.
Agradezco a todos mis amigos y compañeros Ingeniero Ducardo Molina, Òscar
Mauricio, Sebastián Guerrero, Diego Esteban, que hicieron más fácil este difícil
trayecto.

5
CONTENIDO
pág.
RESUMEN 10 GLOSARIO 11 INTRODUCCIÓN 13 1. OBJETIVOS 15 1.1. OBJETIVO GENERAL 15 1.2. OBJETIVOS ESPECIFICOS 15 2. GENERALIDADES 16 2.1. RESEÑA HISTÓRICA DE INGENIO PROVIDENCIA SA 16 2.2. DESTILERÍA 18 2.3. PLANTA DE COMPOST 18 2.4. GENERACIÓN DE ENERGÍA 19 3. DESCRIPCION DEL PROCESO DE LA PLANTA DE COGENERACIÓN 21 3.1. PROCESO DE COGENERACIÓN 21 3.2. MANEJO DE CARBÓN 23 3.3. MANEJO DE BAGAZO 25 3.4. MANEJO DE AIRE Y GASES DE COMBUSTIÓN 26 4. HERRAMIENTAS DE CONFIABILIDAD OPERACIONAL 30 4.1. ANÁLISIS DE CRITICIDAD (CA) 30 4.2. FASES MANTENIMIENTO PREDICTIVO 31 4.3. ANÁLISIS DE MODOS Y EFECTOS DE FALLA (FMEA) 33 4.3.1. Modo de falla 34 4.3.2. Efecto de falla 34 5. ELABORACION MANTENIMIENTO PREDICTIVO EN COGENERACION 35
6
5.1. DESCRIPCION TECNICA DE LOS EQUIPOS 36 5.2. PONDERACIÓN 60 5.2.1. Frecuencia de fallas 61 5.2.2. Nivel de producción 61 5.2.3. Tiempo promedio para reparar 62 5.2.4. Impacto en la Producción 62 5.2.5. Costo de Reparación 62 5.2.6. Impacto en la Seguridad Personal 62 5.2.7. Impacto Ambiental 62 5.2.8. Impacto Satisfacción al Cliente 63 5.3. MATRIZ DE CRITICIDAD EQUIPOS COGENERACION 64 5.3.1. El factor de costos 66 5.3.2. El factor de falla 66 5.3.3. El factor de ajuste 67 5.4. RESULTADOS INTERVALOS DE INSPECCION 68 5.4.1. Frecuencias de las inspecciones 69 5.4.2. Tramitación de los informes de inspección 69 5.5. PLAN DE MANTENIMIENTO SEGÚN INTERVALOS DE INSPECCIÓN 70 5.6. CARTA DE RATHBONE 72 5.6.1. ISO 2372-1974. “Vibración mecánica de máquinas con velocidades de operación entre 10 y 200 rev/s. Bases para la especificación de estándares de evaluación 73 6. RESULTADOS OBTENIDOS DEL PREDICTIVO 80 7. ASPECTOS DE SEGURIDAD Y SALUD OCUPACIONAL 85 7.1. ASPECTOS AMBIENTALES 85 7.2. SEGUIMIENTO Y MEJORAMIENTO 86 8. CONCLUSIONES 87 9. BIBLIOGRAFÍA 88

7
LISTA DE FIGURAS
pág.
Figura 1. Caldera cogeneración 22
Figura 2. Precipitador electroestático 23
Figura 3. Alimentadores de carbón 24
Figura 4. Moto Reductores conductores de carbón 25
Figura 5. Alimentadores de bagazo 26
Figura 5. Alimentadores de bagazo 28
Figura 6. Ventilador tiro forzado e inducido 28
Figura7. Esquema inicial de cogeneración 29
Figura 8. Confiabilidad operacional 32
Figura 9. Grafica comparativa críticos y no críticos 65
Figura 10. Equipo para alineación de motores 71
Figura 11. Cabezas del equipo analizador montadas en el acople 72
Figura 12. Carta de Rathbone 72
Figura 13. Severidad de vibraciones admisible 75
Figura 14. Frecuencia de pista 76
Figura 15. Frecuencia de bola 76
Figura 16. Frecuencia de bola lado de acople 77
Figura 17. Frecuencia chumacera lado acople 78
Figura 18. Pareto tiempo perdido Mayo 2009 80
Figura 19. Pareto tiempo perdido Junio 2009 81
Figura 20. Pareto tiempo perdido Julio 2009 81

8
LISTA DE TABLAS
pág.
Tabla 1. Datos técnicos de los equipos 36
Tabla 2. Ponderación para evaluación criticidad 60
Tabla 3. Matriz de criticidad 64
Tabla 4. Intervalos de inspección 68
Tabla 5. Plan de mantenimiento 70
Tabla 6. Costos de reparación de equipos 82
Tabla 7. Aspectos ambientales 85

9
LISTA DE ANEXOS
pág.
Anexo A. Condiciones iníciales para alineación 91
Anexo B. Formatos de balanceo ventiladores 93
Anexo C. Formato inspección diaria conductores de bagazo 94
Anexo D. Formato para análisis de vibraciones 96
Anexo E. Inspección diaria de ventiladores 97
Anexo F. Inspección de lubricación 99
Anexo G. Check list para antes de la alineación 101
Anexo H. Formato de chequeo parrillas hidráulicas 103
Anexo I. Verificación de vibraciones en los turbina 104
Anexo J. Informe de criticidad mensual 105

10
RESUMEN
El informe presenta el plan de mantenimiento propuesto, que se deja a
consideración de la empresa y que mejora la Confiabilidad de los equipos más
importantes de toda la planta. Las tareas extras realizadas durante el proyecto,
también hacen parte del informe, uno de los cuadros más importantes fue la
información técnica de todos los equipos, esto facilitó para el ingreso de equipos al
programa SAP, también se tiene una matriz de criticidad que en estos momentos
está siendo utilizada por otro estudiante en práctica en otro departamento.

11
GLOSARIO
ANÁLISIS DE CRITICIDAD: Permite la jerarquización de equipos, y priorización del
proceso respecto al impacto global, que se pueda producir, aparte se puede
organizar los trabajos de operación y mantenimiento, las políticas de
mantenimiento y saber donde es necesario mejorar la confiabilidad operacional.
ANÁLISIS DE MODOS Y EFECTOS DE FALLA: es un proceso sistemático para
identificar fallas potenciales de diseño y proceso antes de que estas ocurran, con la
intención de eliminar o minimizar los riesgos asociados con ellas.
ANÁLISIS DE VIBRACIONES: análisis que se realiza bajo unos espectros para
poder definir el estado de una máquina.
CARTA DE RATHBONE : es la primera guía (norma) de amplia aceptación en el
ámbito industrial. Fue desarrollada en los años treinta y perfeccionada
posteriormente. La Carta dispone de dos escalas logarítmicas: frecuencia en
hercios (Hz) y amplitudes en desplazamiento (Pico), mediante las que se podrá
determinar directamente la severidad de la vibración.
MANTENIMIENTO PREDICTIVO: El mantenimiento predictivo consiste en
determinar el estado de una máquina, sin obstaculizar su ritmo productivo, a través
de la medición de algún síntoma.

12
PLANEACIÓN: trazar un plan de obra, en este caso se genera el plan a seguir
para el mantenimiento de los equipos
PONDERACIÓN: Frecuencia con que se mide algo.
PROCESO DE COGENERACIÓN: en el proceso de cogeneración de energía
eléctrica, se utiliza energía térmica que es aprovechada por una caldera para
obtener altas presiones, temperaturas y entalpias en el vapor, este es dirigido hacia
la turbina, donde tiene que llegar a unas características especificas de temperatura
y presión, entra y choca en los alabes de la turbina, el movimiento que es originado
se transmite por un eje, donde se da un cambio de energía mecánica a eléctrica,
por medio de una generador de energía.

13
INTRODUCCIÓN
El mantenimiento en el área de producción al igual que otras prácticas de la
ingeniería, ha tenido una evolución al paso del tiempo, esto ha traído nuevas
políticas y pensamientos, que han entrado con gran acogida en las grandes
empresas de talla nacional e internacional. Las redes de automatización, los
sistemas de control, la robótica, la sensórica, hacen parte de un gran número de
técnicas innovadoras, que día a día son más comunes en la mayoría de procesos
de manufactura, todas estas nuevas tecnologías han hecho que el mantenimiento
haga parte de estas renovaciones.
Esto ha venido en un constante crecimiento de tecnologías en procesos de
producción, así toma un nivel de importancia alto como son: tiempos improductivos
o perdidos, costos totales y servicio al cliente, encaminando estas teorías en los
sistemas de producción, tratando en todo momento que pequeñas averías en los
equipos causen el paro total de una planta, y así obtener una relación entre la
condición de la maquina y la calidad del producto.
En el Valle del Cauca, la renovación tecnológica, no puede pasar desapercibida,
tiene que aplicarse, por esta razón el Ingenio Providencia S.A. está implementando
nuevas políticas de mantenimiento, que lo hagan más seguro y de mejor
rendimiento; los sistemas de confiabilidad operacional ofrecen muchos beneficios,
como: reducción del tiempo y optimización de la frecuencia de las paradas
programadas y no programadas, mejora el mantenimiento, mejora en la calidad de
los procesos ya que se ha convertido en una empresa prestadora de servicios
públicos, como es la generación de energía eléctrica para el municipio de El
Cerrito(Valle Del Cauca), utilizando herramientas de confiabilidad operacional
como es el análisis de criticidad, acompañado de análisis de vibraciones,

14
lubricación, altas temperaturas, etc. Herramientas que inician un cambio en la
fábrica, que le permite organizar, planificar y ejecutar el mantenimiento, dentro de
los mejores índices de seguridad, costos, tiempo y confiabilidad, se obtendrá un
mejor desempeño.

15
1. OBJETIVOS
1.1. OBJETIVO GENERAL
Desarrollar e implementar un sistema de mantenimiento predictivo basado en
análisis de Vibraciones, monitoreo de condiciones de operación, alineación láser,
balanceos dinámicos y lubricación en la caldera de generación de Ingenio
Providencia S.A. para determinar en línea el estado de operación de los equipos
críticos y tener una herramienta para la toma de decisiones en la planeación de un
mantenimiento programado.
1.2. OBJETIVOS ESPECIFICOS
• Realizar recopilación de los datos técnicos de cada equipo mecánico dentro
de la caldera.
• Evaluar el estado de cada equipo que puedan llegar a generar una parada
no programada
• Diseñar la ruta de monitoreo predictivo de los equipos críticos para
garantizar la confiabilidad operacional.
• Obtener una mayor seguridad del personal tanto de operación y
mantenimiento al reducir accidentes.

16
2. GENERALIDADES
2.1. RESEÑA HISTÓRICA DE INGENIO PROVIDENCIA SA
En la primera década del siglo XX, don Modesto Cabal Galindo fundó la sociedad
agrícola e industrial “Central Azucarero del Valle S.A.”. El capital de la sociedad
fue fijado en $500.000, dividido en acciones de 100 pesos cada una. La nueva
empresa adquirió la hacienda de don Alfonso Cabal por $120.000 y poco tiempo
después le anexó las tierras vecinas de La Margarita y La Dolores.
Durante 1928 la fábrica produjo 10.875 quintales, lo que dibujaba un excelente
panorama para los años venideros. Fue a pesar de todo un año muy difícil pues la
importación de la maquinaria, su transporte, montaje y ajuste de las máquinas y
equipos complementarios, la preparación del personal técnico y administrativo, el
cultivo y posterior cosecha de la caña, la organización comercial y en fin el montaje
de esta nueva empresa fueron etapas difíciles que necesitaron de personas muy
capacitadas y una inversión muy alta.
En 1960 se inició un ensanche en la fábrica, para obtener una capacidad de
procesamiento de 2.500 toneladas por día. En 1964 la capacidad de molienda
ascendió a 4.000 toneladas diarias, en 1980 llegó a 5.600 toneladas por día.
Durante 1995, la fábrica del Ingenio Providencia tuvo una molienda promedio de
8.300 toneladas por día.

17
Los 90’s fueron una década fundamental en la historia del Ingenio Providencia, la
Fábrica fue ampliando su capacidad de molienda, hasta lograr poseer una de las
más modernas plantas.
En 1991 el Ingenio pasó a formar parte de la Organización Ardila Lülle,
incorporándose grandes avances tecnológicos y diferentes cambios en su
estructura organizacional.
Gracias a la tenacidad de la nueva administración y al excelente recurso humano,
tanto profesional como de base, el Ingenio ocupó durante varios años el segundo
lugar en producción de azúcar, después de Incauca S.A.
Para Ingenio Providencia la conservación del medio ambiente siempre ha sido de
vital importancia. En 1993 se empezó la construcción de los embalses de
Piedechinche y la Esmeralda, como una forma de aprovechar eficientemente los
recursos naturales. En 1997, se implementaron el riego por ventana y el riego por
desplazamiento lateral (pivote). A partir de 1993 se pasó de consumir volúmenes
de agua para riego de 2.200 m3 por hectárea a 1.200 m3 por hectárea.
En 1995 el Instituto Colombiano de Normas Técnicas, otorgó los sellos de
conformidad a sus productos. Dos años más tarde, el 14 de noviembre de 1997 el
Icontec, promotor de los procesos de mejoramiento continuo en Colombia, le hizo
entrega del Certificado de Aseguramiento de Calidad NTC-ISO-9002, como un
reconocimiento a su sistema de calidad, ampliando el horizonte para la
comercialización de sus productos tanto a nivel nacional como internacional.

18
Con el objetivo de establecer acciones concretas y precisas, que condujeran al
mejoramiento de la gestión pública ambiental y al control y reducción de los
contaminantes, el 1 de noviembre de 1996 el Ingenio Providencia al igual que los
demás Ingenios Azucareros y los Cultivadores de Caña afiliados a Asocaña
firmaron el Convenio de Concertación para una producción limpia con el Sector
Azucarero. Con este convenio se adquirió el compromiso de adoptar métodos de
producción y operación más limpias y ambientalmente sanas.
2.2. DESTILERÍA
Como apoyo a la ley 693 de 2001, mediante la cual el Gobierno Nacional incluye el
uso de gasolina oxigenada (mezcla de 10% alcohol carburante y 90% gasolina) en
las ciudades con más de 500.000 habitantes sobre todo el territorio colombiano, en
2005, Ingenio Providencia inauguró la segunda más grande fábrica de producción
de alcohol carburante del País, con una capacidad de producción de 250.000 litros
de alcohol diarios. A la par construyó la planta de compostaje para darle manejo a
los residuos producidos tanto por la planta de alcohol como la de azúcar.
2.3. PLANTA DE COMPOST
Con el propósito de darle el manejo adecuado a los residuos de la destilería, el
Ingenio construyó a la par con la destilería, la planta de compostaje que cuenta con
equipos denominados Backhus para realizar la oxigenación y mezcla de los
residuos almacenados en pilas, que logra viajar a través de todo el material en dos
días de operación.

19
La humedad y temperatura de los residuos en proceso de transformación se
controla mediante la aplicación de vinaza, logrando de esta manera controlar
factores de proceso, transformar la materia orgánica presente en la vinaza y
proporcionar todos los elementos mayores y menores al producto terminado.
Esta es la segunda planta de compost más grande y moderna del País, después de
la de Incauca S.A. E.S.P.
2.4. GENERACIÓN DE ENERGÍA
En junio de 2009 el Ingenio puso en arca su nueva planta de cogeneración de
energía eléctrica, proyecto que se comenzó a construir en 2007 con el objetivo de
Alcanzar la más alta eficiencia energética, cuidando a la vez el medio ambiente,
con el cambio y/o modernización de equipos de alta tecnología.
Con esto se logra disminuir las emisiones de material particulado a la atmósfera,
disminuyendo consumo de carbón, entre muchas otras ventajas.
A partir de estas pautas se presentaron diferentes propuestas, llegando la
conclusión de necesitar una caldera con las siguientes especificaciones:
P= 955 psig
T= 950 F
F= 401.889 Lb/h

20
Estos son a la salida de la caldera que después tienen que ingresar en los turbos
de condensación y contrapresión.
• Condensación: tiene una generación de 14.986 Kw a una rata de 11,7
Lb/Kw, y tres extracciones de las cuales se dirigen 2 hacia la destilería para
el proceso, la otra cae en un condensador donde el fluido es enviado a una
torre de enfriamiento para después ser enviada al proceso de nuevo.
• Contrapresión: solamente tiene una extracción esta es enviada a la
destilería. En total son: 32Mw, con un bagazo consumido de 58.309
Ton/mes.

21
3. DESCRIPCION DEL PROCESO DE LA PLANTA DE COGENER ACIÓN
La planta de cogeneración es responsable de suministrar la energía de
abastecimiento para el corregimiento de El Cerrito Valle Del Cauca por medio de la
EPSA, como si fuera poco, es autosuficiente porque de ahí también alimenta toda
la fabrica, el proceso fundamental de cogeneración se puede dividir en procesos
fundamentales: manejo de carbón, bagazo, aire, manejo de contaminantes,
manejo de aguas. En este capítulo se explicará brevemente, así como variables de
operación y equipos que trabajan dentro de la planta de cogeneración.
3.1. PROCESO DE COGENERACIÓN
En el proceso de cogeneración de energía eléctrica, se utiliza energía térmica que
es aprovechada por una caldera para obtener altas presiones, temperaturas y
entalpias en el vapor, este es dirigido hacia la turbina, donde tiene que llegar a
unas características especificas de temperatura y presión, entra y choca en los
alabes de la turbina, el movimiento que es originado se transmite por un eje, donde
se da un cambio de energía mecánica a eléctrica, por medio de una generador de
energía, así el INGENIO PROVIDENCIA SA., tiene un abastecimiento de energía
eléctrica, y una constante venta a la red pública.
La caldera tiene unos valores de trabajo; una presión de 955 Psig, una temperatura
de 950 °F, para una generación de vapor de 400.000 Lb/h.
Este proceso permite tener una generación de 32 Mw, de los cuales son enviados
12 Mw en una línea hacia la subestación de 115.000 V.

22
A partir de este sitio se aprovechan las líneas de la EPSA, para tener una
distribución en el municipio de EL CERRITO (Valle del Cauca).
Figura 1. Caldera cogeneración
Fuente: Autor

23
Figura 2. Precipitador electroestático
Fuente: Autor
3.2. MANEJO DE CARBÓN
El carbón es uno de los combustibles más utilizados para la generación de vapor
pues tiene un poder calorífico de 24.200 BTU/Kg, pero en esta ocasión su consumo
va ser muy bajo ya que esta es una caldera 100% bagacera, el carbón solo se
utiliza en estos casos para encender la caldera.
El carbón debido a su alto contenido de carbono C genera la mayor cantidad de
CO2, SO2, SO3, estas emisiones son las que se quieren evitar en el INGENIO
PROVIDENCIA SA.

24
Se encuentran dos bandas transportadoras de carbón, estas son dirigidas hacia la
parte superior de la caldera, desde ahí cae en unas tolvas que dirigen el carbón, a
unos tornillos dosificadores de doble tándem, al final del tornillo donde desemboca
el carbón hay unos sopladores neumáticos, lo que permiten es impulsar el carbón
hacia la parte inicial de la parrilla viejera, y tener una mejor distribución dentro del
hogar, ya que esto proporciona una mejor combustión.
Figura 3. Alimentadores de carbón
Fuente: Autor

25
Figura 4. Moto Reductores conductores de carbón
Fuente: Autor
3.3. MANEJO DE BAGAZO
El bagazo es el combustible para mantener una generación constante de vapor ya
que este se encuentra en grandes cantidades en el ingenio providencia, además
este combustible tiene unos poderes caloríficos de 18.670 BTU/Kg, se puede decir
que la humedad permitida cuando es una caldera 100% bagacera es de 14,79% de
humedad, no es mejor que el carbón en asunto de poderes caloríficos, pero si es
significativamente menos contaminante. En el proceso del bagazo se puede incluir
los equipos que hacen parte, como son: seis conductores de bagazo, estos lo
transportan hasta la parte superior de la caldera, donde desemboca en unos
chutes, siguiendo su proceso pasan por unos alimentadores (Figura 5), esos
motores que se observan dan movimiento a un tornillo sinfín, que paulatinamente

26
mueve el bagazo hacia delante, para luego ser impulsado por unos sopladores
neumáticos, y así obtener una combustión homogénea.
Figura 5. Alimentadores de bagazo
Fuente: Autor
3.4. MANEJO DE AIRE Y GASES DE COMBUSTIÓN
En el proceso de aire y gases, lo que se busca es mantener vivo el fuego de la
combustión pero sin generar choque térmico por que la toma del aire es de la
atmosfera, se utilizan las paredes de vapor vivo para que al ingreso del aire tenga
un precalentamiento, entre los equipos que trabajan, se encuentran ventiladores
de tiro forzado, de tiro inducido, neumáticos, y ventiladores de aire sobre fuego.

27
Tiro forzado toma el aire del exterior le eleva la presión lo pasa por medio de unos
ductos que llevan tubos de precalentamiento, después ingresa por debajo de la
parrilla viajera, y así avivar el fuego.
Neumático aprovecha el aire del exterior le eleva la presión se lleva hasta la
salida de los alimentadores de carbón y bagazo, impulsados hacia la mitad del
hogar, y poder logra una quema homogénea y completa.
Sobre fuego como su nombre lo indica este ingresa en la parte superior a los
alimentadores para que se queme todo el combustible.
Tiro inducido su principal función es extraer los gases de combustión lo normal es
que tenga un gran tamaño o por lo menos supera los anteriores, hace pasar los
gases por el multiciclon se le extraen algo de cenizas, para después entrar al
precipitador electroestático y se genera una campo electromagnético ya atrapa lo
que ha quedado de cenizas, y después pasa por el ventilador hasta llegar a la
chimenea, estos ventiladores son propensos a corrosión por ello son reforzados
con soldaduras especiales.

28
Figura 6. Ventilador tiro forzado e inducido
Fuente: Autor
El Ingenio Providencia S.A invirtió en este gran proyecto no solo con miras en
cogenerar y ser autosuficiente si no que se comprometió a reducir las emisiones de
gases que provocan el efecto invernadero en 5,2% para el año 2012.

29
Figura7. Esquema inicial de cogeneración
Fuente: Archivo Ingenio Providencia S.A.

30
4. HERRAMIENTAS DE CONFIABILIDAD OPERACIONAL
La confiabilidad como metodología de análisis debe soportarse en una serie de
herramientas que permitan evaluar el comportamiento del componente de una
forma sistemática a fin de poder determinar el nivel de operatividad, la magnitud del
riesgo y las acciones de mitigación y de mantenimiento que requiere.
El empleo de las herramientas de confiabilidad permite detectar la condición más
probable en cuanto al comportamiento de un activo, ello a su vez proporciona un
marco referencial para la toma de decisiones que van a direccionar la formulación
de planes estratégicos. A continuación se describen algunas de estas herramientas
de Confiabilidad Operacional más utilizadas a nivel mundial.
4.1. ANÁLISIS DE CRITICIDAD (CA)
Nos permite la jerarquización de equipos, y priorización del proceso respecto al
impacto global, que se pueda producir, aparte se puede organizar los trabajos de
operación y mantenimiento, las políticas de mantenimiento y saber donde es
necesario mejorar la confiabilidad operacional.
Los criterios a tomar en cuenta para la elaboración de análisis son los siguientes:
seguridad, ambiente, producción, costos (Operaciones y Mantenimiento),
frecuencia de fallas y tiempo promedio para reparar.
31
Los pasos a seguir en el estudio de criticidad de una planta de cualquier naturaleza
son:
• Recolección de datos.
• Verificación y análisis de datos.
• Retroalimentación.
• Implementación de resultados.
A través de los aspectos mencionados, se observa claramente la gran utilidad del
Análisis de Criticidad, de allí su importancia. Este análisis permite obtener una
jerarquización validada de todos los procesos / sistemas lo cual permite: Utilización
óptima de los recursos humanos y económicos dirigidos hacia sistemas claves de
alto impacto.
4.2. FASES MANTENIMIENTO PREDICTIVO
Inventario de equipos y recogida de información técnica.
• Ficha de cada máquina que indique sus elementos de reposición
• Es muy importante determinar la criticidad de los equipos que llevará
a determinar la periodicidad de las inspecciones.
• Periodicidad de rutas y medidas según criticidad.
• Son formatos donde se verán los datos del equipo y sus elementos
de reposición o repuestos.

32
Figura 8. Confiabilidad operacional
Fuente: Autor
Lamentablemente se dispone de recursos limitados, tanto económicos como
Humanos, para poder mejorar estos cuatro aspectos en todas las áreas de una
empresa.
• CONFIABILIDAD
- En el ámbito de mantenimiento. Al tener plenamente establecido cuales
sistemas son más críticos, se puede establecer de una manera más eficiente la
priorización de los programas y planes de mantenimiento de tipo: predictivo,
preventivo, correctivo, detectivo e inclusive posibles rediseños al nivel de
procedimientos y modificaciones menores; inclusive permitirá establecer la
prioridad para la programación y ejecución de órdenes de trabajo.

33
- En el ámbito de inspección. El estudio de criticidad facilita y centraliza la
implantación de un programa de inspección, dado que la lista jerarquizada indica
donde vale la pena realizar inspecciones y ayuda en los criterios de selección de
los intervalos y tipo de inspección requerida para sistemas de protección y control
(presión, temperatura, nivel, velocidad, espesores, flujo, etc.), así como para
equipos dinámicos, estáticos y estructurales.
- En el ámbito de materiales. La criticidad de los sistemas ayuda a tomar
decisiones más acertadas sobre el nivel de equipos y piezas de repuesto que
deben existir en el almacén central, así como los requerimientos de partes,
materiales y herramientas que deben estar disponibles en los almacenes de planta,
es decir, se puede minimizar el stock de materiales y repuestos de cada sistema
y/o equipo logrando un costo óptimo de inventario.
4.3. ANÁLISIS DE MODOS Y EFECTOS DE FALLA (FMEA)
Es un proceso sistemático para identificar fallas potenciales de diseño y proceso
antes de que estas ocurran, con la intención de eliminar o minimizar los riesgos
asociados con ellas. El FMEA documenta las acciones preventivas y la revisión del
proceso. Las cuatro primeras preguntas del RCM (Mantenimiento Centrado en
Confiabilidad) ayudan a identificar las fallas funcionales, los modos de falla que
Probablemente causen cada falla funcional y los efectos de falla asociados con
cada modo de falla. Las cuatro preguntas son:
• ¿Cuáles son las funciones que queremos que el equipo haga?
• ¿De qué forma se puede fallar?
• ¿Qué causa la falla?

34
• ¿Qué sucede cuando falla?
4.3.1. Modo de falla . Un modo de falla podría ser definido como cualquier evento
que pueda causar la falla de un activo físico (o sistema o proceso).
4.3.2. Efecto de falla. Describe las consecuencias de la ocurrencia de la falla que
se está analizando. Esta descripción debe incluir toda la información necesaria
para apoyar la evaluación de la máquina.

35
5. ELABORACION MANTENIMIENTO PREDICTIVO EN COGE NERACION
El mantenimiento predictivo consiste en determinar el estado de una máquina, sin
obstaculizar su ritmo productivo, a través de la medición de algún síntoma como los
que se utilizan en este proceso (Vibraciones, Análisis De Aceites, Temperatura,
etc.).
Con los conceptos que se realizaron en el capítulo anterior se decidió que por
medio de el análisis de criticidad sería una forma fácil y rápida para la
jerarquización de procesos y equipos por medio de la herramienta de office Excel.
Esta decisión prácticamente se tomó por la gran preocupación de ingenieros y
directivos de fábrica, están fuertemente relacionados, quisieran poder evitar las
fallas en los arranques y evitar los llamados “cuellos de botella” que son
acompañados por los grandes cambios o proyectos de mejoramiento.
- Definición del alcance y objetivo del estudio. Esta herramienta se hace vital a
la hora de priorizar órdenes de trabajo y proyectos de inversión, ya que el número
de equipos que se encuentran funcionando es muy grande como para implementar
una política o estrategia de mantenimiento en tan poco tiempo (6 meses).

36
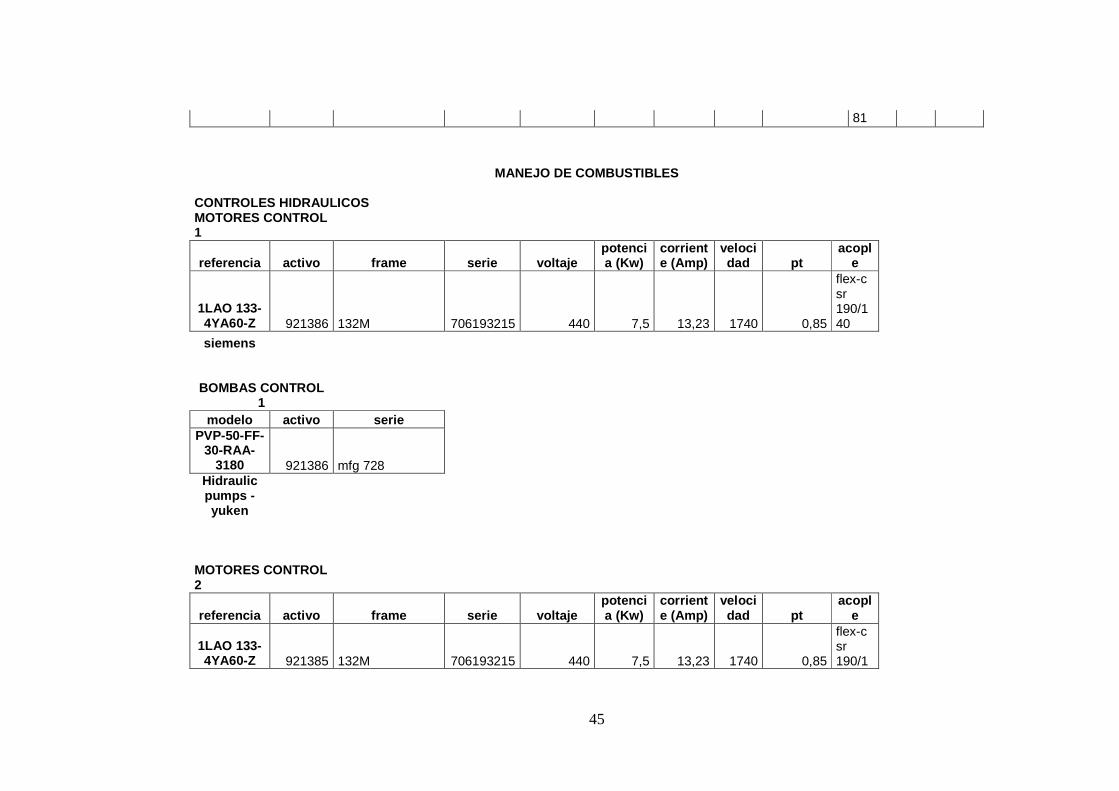
5.1. DESCRIPCION TECNICA DE LOS EQUIPOS
Descripción general de los equipos críticos de la CALDERA # 4.
Tabla 1. Datos técnicos de los equipos
CALDERA
MANEJO DE BAGAZO CONDUCTORES DE BAGAZO
MOTORES
referencia serial frame potencia (hp) velocid
ad rodamientos US.elect
rical motors
conductor # 6 3972737 364u 40
1800 rpm
6220-J-C3
6313-J-C3
Enclosed motor
conductor #7
F22850U07UB5R058M 444T 125
1780rpm
modelo frame potencia (hp) amperaj
e velocid
ad voltaj
e rodamiento
s
leeson conductor # 1 N286T17FB2A 236T 30 35 1760 460 6311 6309
leeson conductor # 2 N286T17FB7B 30 34,9 1775 460 6311 6309
leeson conductor # 3 N365T17FB2 365T 75 87,5 1720 460 6313 6313
leeson conductor # 4 N286T17- FB2A 1750
REDUCTORES
modelo referencia velocidad vel.salida ratio acople

37
falk conductor
# 7 465A3-C 07-069365-01 1750 25 69,98
sinfonia 1070T10B grasa-falk
falk conductor
# 6 405A3-CS 07-069366-02 1750 24 73,33
hidraulico 1420HFD2OC
falk conductor
# 1 BT-2000-62 H6644528OA 57,17
conductor # 2
conductor # 3
falk 2130Y3 7-167655-01z 1750 24,3 71,93
link belt conductor
# 4 BT-2000-62 H66-45280D 1750 57,7
LUBRICACION REDUCTORES FALK
tem-amb (ºF) Agma #
viscosidad a 104ºF(40ºC)
SSU 15-60 4 626-765 135-165
50-125 5 918-1122 198-242
15-60 4 626-765 135-165
50-125 6 1335-1632 288-352
ALIMENTADORES DE BAGAZO MOTORES ALIMENTADORES
activo referencia serie frame voltaje potencia(Kw)
corriente
(Amp) velocidad
(rpm) 1.aco
ple 2.acople
siemens 921233 1LAO 133 4YA90-Z
0709 2009799 132N 440 7,5 13,5 1740
fenner F60
fenner F90

38
siemens 921227 1LAO 133 4YA90-Z
0709 2009803 132N 440 7,5 13,5 1740
fenner F60
fenner F90
siemens 921228 1LAO 133 4YA90-Z
0709 2009805 132N 440 7,5 13,5 1740
fenner F60
fenner F90
siemens 921231 1LAO 133 4YA90-Z
0709 2009804 132N 440 7,5 13,5 1740
fenner F60
fenner F90
siemens 921232 1LAO 133 4YA90-Z
0709 2009801 132N 440 7,5 13,5 1740
fenner F60
fenner F90
siemens 921229 1LAO 133 4YA90-Z
0709 2009800 132N 440 7,5 13,5 1740
fenner F60
fenner F90
siemens 921230 1LAO 133 4YA90-Z
0709 2009802 132N 440 7,5 13,5 1740
fenner F60
fenner F90
siemens 921226 1LAO 133 4YA90-Z
0709 2009798 132N 440 7,5 13,5 1740
fenner F60
fenner F90
REDUCTORES ALIMENTADORES activo serie modelo ratio codigo
top gear transmissi
ons 921212 7090909 2262 39 , 98 FFH226239,98
top gear transmissi
ons 921214 7090910 2262 40 , 98 FFH226239,98
chumaceras 4 por cada alimentador de referencia
top gear transmissi
ons 921215 7090913 2262 41 , 98 FFH226239,98
PSC/J&J SN515
top gear transmissi
ons 921211 7090908 2262 42 , 98 FFH226239,98
top gear transmissi 7090912 2262 43 , 98
FFH226239,98

39
ons top gear
transmissions 921213 7090911 2262 44 , 98
FFH226239,98
top gear transmissi
ons 921216 7090907 2262 45 , 98 FFH226239,98
top gear transmissi
ons 921217 7090914 2262 46 , 98 FFH226239,98
MOTOREDUCTORES GUSANILLOS
DE BAGAZO
activo referencia serie potencia(
Kw) corriente (Amp) voltaje
velocidad
(rpm) acople chumacera
IC BAUER 921154 BG7011/D13MA4/C2 BO2574 7,5 13,7 440 63 RA-130
SMR-SN520
International
combustion 921148
BG7011/D13MA4/C2 BO2572 7,5 13,7 440 63 RA-130
SMR-SN520
IC BAUER 921153 BG7011/D13MA4/C2 BO2573 7,5 13,7 440 63 RA-130
SMR-SN520
International
combustion 921152
BG7011/D13MA4/C2 BO2488 7,5 13,7 440 63 RA-130
SMR-SN520
IC BAUER 921147 BG7011/D13MA4/C2 BO2485 7,5 13,7 440 63 RA-130
SMR-SN520
International
combustion 921151
BG7011/D13MA4/C2 BO2487 7,5 13,7 440 63 RA-130
SMR-SN520

40
IC BAUER 921150 BG7011/D13MA4/C2 7,5 13,7 440 63 RA-130
SMR-SN520
International
combustion 921149
BG7011/D13MA4/C2 BO2486 7,5 13,7 440 63 RA-130
SMR-SN520
COMPUERTAS DE BAGAZO MOTOREDUCTORES
marca activo serial referencia modelo torque velocid
ad
rodamient
o Technome
ch Egineers 921188 2K7693 Job 4590 PIR-5OVL 50 Mkg 0,5
NTN F210
Electrical rotatory actuator 921192 2K7689 Job 4590 PIR-5OVL 50 Mkg 0,5
NTN F211
921189 2K7691 Job 4590 PIR-5OVL 50 Mkg 0,5 NTN F212
921193 2K7690 Job 4590 PIR-5OVL 50 Mkg 0,5 NTN F213
921190 2K7688 Job 4590 PIR-5OVL 50 Mkg 0,5 NTN F214
921194 2K7687 Job 4590 PIR-5OVL 50 Mkg 0,5 NTN F215
921191 2K7692 Job 4590 PIR-5OVL 50 Mkg 0,5 NTN F216
MOTORES SILOS
activo referencia serie frame voltaje potenci
a corrie
nte velocidad pf
siemens 921396 1LAO073-4YA91-Z 7112022385 71 440 0,37 0,99 1655 0,74
siemens 921395 1LAO073- 7112022387 71 440 0,37 0,99 1655 0,74

41
4YA91-Z
siemens 921391 1LAO073-4YA91-Z 7112022388 71 440 0,37 0,99 1655 0,74
siemens 921392 1LAO073-4YA91-Z 7112022389 71 440 0,37 0,99 1655 0,74
siemens 921393 1LAO073-4YA91-Z 7112022386 71 440 0,37 0,99 1655 0,74
siemens 921394 1LAO073-4YA91-Z 7112022384 71 440 0,37 0,99 1655 0,74
MESA DE BAGAZO MESA DEBAGAZO 2
MOTOR
modelo frame potencia(hp
/Kw) velocidad rodaminetos
Toshiba 0204FTSA 21A-P 256T 20/15 1755rpm 6208zz 6310zz
Siemens 1LA51112-4YB60 5/3,7 1750rpm
REDUCTOR
modelo serial tamaño velocidad vel.salida ratio
Planetgear
TABA0644425X1XA 50146-01A TITAN 1750rpm 4,47rpm 4,47
Trasmision sa ratio 88,12 potencia 5hp
chumacera
linkbelt B22439H
MANEJO DE CARBON
GUSANILLOS DE CARBON MOTOREDUCTORES
activo motor tipo potencia(
Kw) voltaje velocid
ad aceite acople rodamient

42
(rpm) o
IC BAUER 921201 M B02557
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921205 M B02554
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921237 M B02559
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921241 M B02550
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921206 M B02562
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921199 M B02565
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921200 M B02551
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921204 M B02556
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921203 M B02552
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921239 M B02555
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921234 M B02558 BG60- 2,2 440 33,5 5,5 L BC4A SKF

43
37/D09XA4/C2
FYJ512
International
combustion 921202 M B02563
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921236 M B02553
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921235 M B02560
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
IC BAUER 921238 M B02564
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
International
combustion 921240 M B02561
BG60-37/D09XA4/C2 2,2 440 33,5 5,5 L BC4A
SKF FYJ512
Decon Equipment & Systems PVT. LTDA
equipment
screw conveyor(SC -1)
material to handle - coal equip Nº 4/8
power (Kw) 2,2
capacity 6 TPH
CONDUCTORES DE CARBON MOTORES marca - weg
referenc
ia serial frame potencia
(hp) velocid
ad voltaje corrie
nte conductor de carbon
#1 00712EP3E254T
23JAN08-1000227552 254T 10 1170 460 9,0-52

44
conductor de carbon
#2 01012EP3E256T
23JAN08-1000227553 256T 10 1170 460 13,3
REDUCTO
RES
modelo ratio Apoyos
FAG SNV 130
falk 5207 J25 A 24,99
Diametro del eje 2,5"
falk 5207 J25A 24,99 sello DH 515
MOTORES ELECTRICOS VALVULAS
ALIMENTACION DE CARBON
siemens 921223 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 2009246 6,35 0,86
siemens 921218 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 2009480 6,35 0,86
siemens 921224 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 2009401 6,35 0,86
siemens 921221 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 2009478 6,35 0,86
siemens 921220 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 2009479 6,35 0,86
siemens 921225 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 2009247 6,35 0,86
siemens 921219 3,7 1LAO 113-4YA90-Z
correa y polea 1730 112 M 460+/- 10%
0709 20094 6,35 0,86
45
81
MANEJO DE COMBUSTIBLES CONTROLES HIDRAULICOS MOTORES CONTROL 1
referencia activo frame serie voltaje potencia (Kw)
corriente (Amp)
velocidad pt
acople
1LAO 133-4YA60-Z 921386 132M 706193215 440 7,5 13,23 1740 0,85
flex-c sr 190/140
siemens
BOMBAS CONTROL 1
modelo activo serie PVP-50-FF-
30-RAA-3180 921386 mfg 728
Hidraulic pumps -yuken
MOTORES CONTROL 2
referencia activo frame serie voltaje potencia (Kw)
corriente (Amp)
velocidad pt
acople
1LAO 133-4YA60-Z 921385 132M 706193215 440 7,5 13,23 1740 0,85
flex-c sr 190/1

46
40 siemens
BOMBAS CONTROL2
modelo activo serie PVP-50-FF-
30-RAA-3180 921385 mfg 728
Hidraulic pumps -yuken
SOPLADORES DE HOLLIN
MARCA Activo Serie Modelo Potencia(
KW) Velocidad(rpm)
bonfligioli ridutori 921343 2071880
BN63B4-375661 0,18 1320
bonfligioli ridutori 921345 2071879
BN63B4-298800 0,18 1320
bonfligioli ridutori 921359 2071885
BN63B4-373718 0,18 1320
planetary gear box
bonfligioli ridutori 921361 2071875
BN63B4-452278 0,18 1320 modelo
F/63/3002x/148
bonfligioli ridutori 921360 2071871
BN63B4-327212 0,18 1320
bonfligioli ridutori 921358 2071884
BN63B4-373738 0,18 1320
bonfligioli ridutori 921344 2071869
BN63B4-441785 0,18 1320
sistema de lubricacion
bonfligioli ridutori 921342 2071881
BN63B4-444981 0,18 1320
fill oil before use
bonfligioli ridutori 921349 2071883
BN63B4-444119 0,18 1320 grado EP140
bonfligioli 921350 2071877 BN63B4- 0,18 1320 QTY 0,2 L

47
ridutori 445526 bonflig ioli
ridutori 921351 2071870 BN63B4-327204 0,18 1320
bonfligioli ridutori 921347 2071872
BN63B4-373744 0,18 1320
bonfligioli ridutori 921346 2071873
BN63B4-436379 0,18 1320
bonfligioli ridutori 921348 2071887
BN63B4-441405 0,18 1320
bonfligioli ridutori 921352 2071878
BN63B4-452272 0,18 1320
bonfligioli ridutori 921353 2071874
BN63B4-416702 0,18 1320
bonfligioli ridutori 921354 2071876
BN63B4-375361 0,18 1320
bonfligioli ridutori 921355 2071888
BN63B4-356632 0,18 1320
bonfligioli ridutori 921357 2071882
BN63B4-327202 0,18 1320
bonfligioli ridutori 921356 2071886
BN63B4-376795 0,18 1320
CENIZAS
EVACUADOR DE ESCORIA MOTOR
marca referencia serial potencia corriente
velocidad frame
voltaje
rodamientos
blador retrancer
EM3546T 35A01S396C1 1 1,4 1750 143T 460 6205 6203
REDUCTOR
marca modelo serial tamaño velocidad in
vel.salidad ratio
pot.servicio f.servicio
planet gear PZBA7442421 50303-01A polaris 1170 0,901 1289.0 1,88 2,23

48
APOLLOS DE REFERENCIA FAG 517
BANDAS DE CENIZA
BANDAS
EQUIPO
ANCHO BANDA
(In) LONG.BANDA+
TRAS(m) DIA.TAMB
OR(In)
DIA.EJE MOTRIZ(In
)
CAPACIDA
(Lb/h) VEL.
(Ft/min) banda 1 36 50 24 2,938 8,816 50 banda 2 24 41 20 2,438 5,51 100 banda 3 24 41 20 2,438 5,51 100 banda 4 24 41 20 2,438 8,816 100 banda 5 36 90 24 2,938 28,652 100 banda 6 36 129 24 2,938 55,1 100
DIA.CINTA(In)
LONG EQUIPO(In)
PASO CINTA (In)
DIA.EJE MOTRIZ(In
)
CAPACIDA
(Lb/h) VEL.
(RPM) banda 7 12 722 12 3 26,448 50
MOTOR ELECTRICO
FRAME POTENCIA (Hp) VELOCIDAD(RPM)
AMPERAJE(460)
banda 1 145T 1 1170 1,4 banda 2 215T 5 1170 6,83 banda 3 215T 5 1170 6,83 banda 4 215T 5 1170 6,83 banda 5 256T 10 1170 13,3 banda 6 284T 15 1170 17,3 banda 7 256T 10 1170 13,3
REDUCTOR
FABRICANTE MODELO RATIO
POTENCIA
VEL.OUT(RPM)
banda 1 FALK POLARIS 5-A 12,89:01:0
0 0,75 0,9

49
banda 2 FALK 5207J25 24,990:1 5 19 banda 3 FALK 5207J25 24,990:1 5 19 banda 4 FALK 5207J25 24,990:1 5 19 banda 5 FALK 5307J25 25,26:1 10 16 banda 6 FALK 5315J25 25,26:1 15 15 banda 7 FALK 2050FZ2 20,560:1 10 56,9
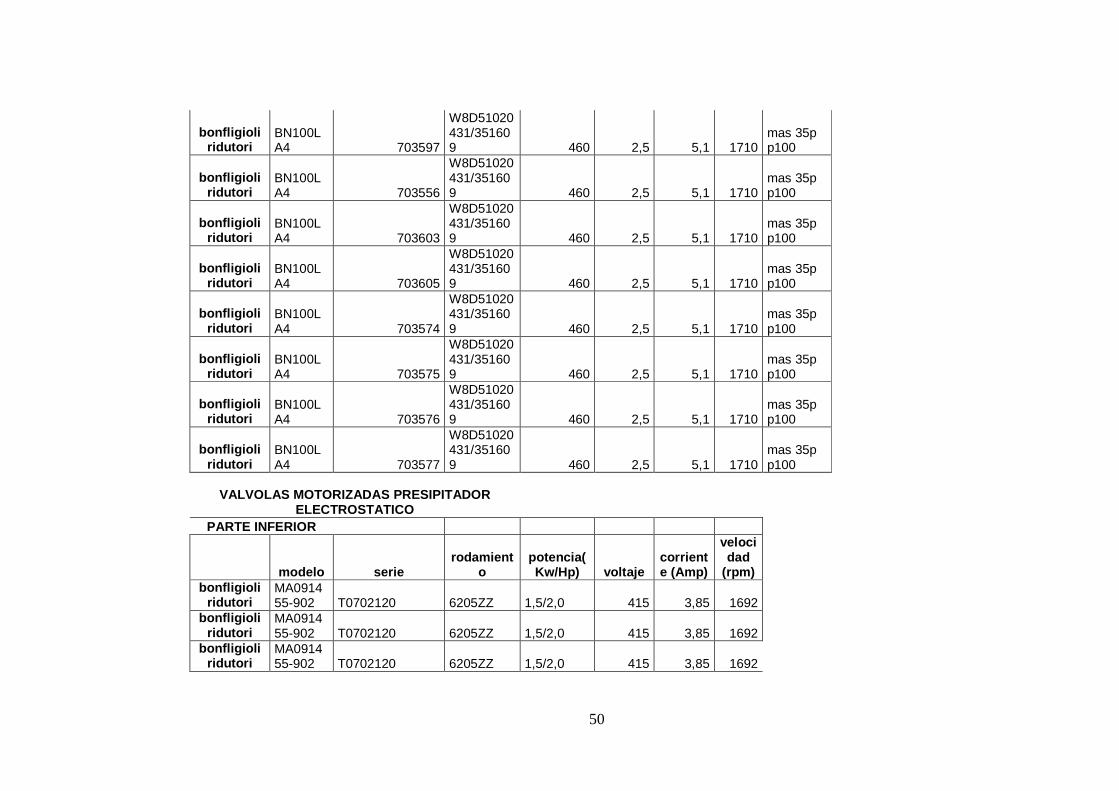
VALVULAS MOTORIZADAS MULTICICLON Y ECONOMIZADOR
MOTOREDUCTORES
referenc
ia serie codigo voltaje potencia(Kw)
corriente (Amp)
velocidad(rpm) reductor
bonfligioli ridutori
BN100LA4 703580
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703594
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703578
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703573
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703582
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703575
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703579
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
50
bonfligioli ridutori
BN100LA4 703597
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703556
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703603
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703605
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703574
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703575
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703576
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
bonfligioli ridutori
BN100LA4 703577
W8D51020431/351609 460 2,5 5,1 1710
mas 35p p100
VALVOLAS MOTORIZADAS PRESIPITADOR
ELECTROSTATICO PARTE INFERIOR
modelo serie rodamient
o potencia(Kw/Hp) voltaje
corriente (Amp)
velocidad
(rpm) bonfligioli
ridutori MA091455-902 T0702120 6205ZZ 1,5/2,0 415 3,85 1692
bonfligioli ridutori
MA091455-902 T0702120 6205ZZ 1,5/2,0 415 3,85 1692
bonfligioli ridutori
MA091455-902 T0702120 6205ZZ 1,5/2,0 415 3,85 1692

51
reductor potencia(Kw) 1,5 velocidad 1450 ratio 26 , 6 torque 42,3
GUSANILLO PRESIPITADOR ELECTROSTATICO MOTOR
marca frame referencia modelo potencia (Kw/Hp) voltaje
velocidad
corriente(amp)
weg-w21 256T 100UT07CF42350
01012EP3E256T 7,5/10 208-230 1175 13,4
Acople
sinfonia falk lubricacion grasa 1040T10B
rodamientos
REDUCTOR
6309-C3 6209-C3
marca modelo ratio velocidad vel_salidad
Factro de servicio
falk 2050FZ2A 20,56 1170 57 2,31
LUBRICACION REDUCTORES FALK
tem-amb (ºF)
Agma #
viscosidad a 104ºF(40ºC) SSU
15-60 4 626-765 135-165
50-125 5 918-1122 198-242

52
15-60 4 626-765 135-165
50-125 6 1335-1632
288-352
MOTOREDUCTORES PRESIPITADOR PARTE FRONTAL
MOTOREDUCTORES
activo serie referencia potencia (kw/hp) voltaje
corriente (Amp)
velocidad
(rpm) pf
rodamient
os Nº bharat bijlee 921208 N2636669 MA071414 0,25/0.35 440 0,65 1645 0,76
6202ZZ
0 / 37233
new alemberry
921209 N2636660 MA071414 0,25/0.35 440 0,65 1645 0,76 6202ZZ
0 / 37232
tamaño
R83,5LZDC71K-4
921207 N2636662 MA071414 0,25/0.35 440 0,65 1645 0,76 6202ZZ
0 / 37231
velocidad 1,4
potencia (hp/kw) 0,25
MOTOREDUCTORES PRESIPITADOR PARTE SUPERIOR
MOTOREDUCTORES
referenc
ia potencia (kw/hp) serie
velocidad (rpm)
corriente (Amp)
rodamientos frame Nº
1822J 7,5/10 2880 13,3 6308ZZ ND132S
bharat bijlee
MA071414 0,25/0.35 N2330931 1645 0,65 6202ZZ 0/38162
MA071414 0,25/0.35 N2730832 1645 0,65 6202ZZ 0/38180 acople
pinbush

53
MA071414 0,25/0.35 N2730833 1645 0,65 6202ZZ 0/38161
rodamiento
SNA 513
MANEJO DE AIRE Y GASES
VENTILADORES DE TIRO INDUCIDO MOTORES
activo referencia serie frame voltaje Potencia(KW)
corriente
(Amp) velocidad
(rpm) rotor acople chumacera
siemens 921620 1LA8 459-6YD00-Z 64105540 500 690 1200 1232 1193 KL07
S25DNH125S L
masta SOFN232
siemens 1LA8 459-6YD00-Z 500 690 1200 1232 1193 KL08
S25DNH125S L
masta SOFN233
VENTILADORES
capacidad
(m3/s) temperatura (ºC)
cabeza estatica (mmWC)
110 170 864
VENTILADORES DE TIRO FORZADO MOTORES
activo referencia serie frame v Potencia(KW)
corriente
(Amp) velocidad
(rpm) rotor acople chumacera
siemens 1LAO 356-4YB90-Z 64100430 355L 440 180 279 1790 KL13
pin-bush fenner BC6
masta SN524
siemens 921142 1LAO 356-4YB90-Z 64100529 355L 440 180 279 1790 KL14
pin-bush fenner BC6
masta SN526

54
VENTILADORES Sensores de Temperatura
Cilindros Neumaticos
capacidad
(m3/s) temperatura (ºC)
cabeza estatica (mmWC)
tempsens instruments
YTC Electro - Pneumatic
27 27 460 SNº
TE-115A/6852
Positioner
modelo
YT-100RSn52210
RTD PT-100 x2 serial 480379
Input Signal
4-20mA DC
VENTILADOR DE AIRE NEUMATICO MOTOR
activo referencia serie frame voltaje Potencia(KW)
corriente
(Amp) velocidad
(rpm) rotor acople
chumacera
s
siemens 1LAO 283-4YA90-Z 64096238 280M 440 90 148 1789 KL16
pin-bush fenner BC6
masta SN518
VENTILADOR
capacidad
(m3/s) temperatura (ºC)
cabeza estatica (mmWC)
8,5 27 700
VENTILADORES SOBREFUEGO MOTORES
activo referencia serie frame voltaje Potencia(KW)
corriente
velocidad (rpm) rotor acople
chumacera

55
(Amp) s
siemens 1LAO 336-4YA90-Z 64102018 315L 440 150 239 1785 KL16
pin-bush fenner BC6
masta SN524*(2)
siemens 921143 1LAO 336-4YA90-Z 315L 440 150 239 1785 KL17
pin-bush fenner BC7
masta SN524*(2)
VENTILADORES Motoreductores Dampers
capacidad
(m3/s) temperatura (ºC)
cabeza estatica (mmWC) Nº ref
frecuencia
potencia(Kw)
corriente voltaje
velocidad
(rpm)
19,33 27 550 1A 133-400 IS 325 50 Hz 0,25 1,2 415 1400
ratio torque entrada
torque
salidad
39,1 36 600
TURBINAS
SISTEMAS DE LUBRICACION TURBOS MOTORES
serie tipo velocidad voltaje corriente (Amp)
rodamientos acople
HITCHI
JEC-2137-2000 TFO 1160 440 19,5
BRG D.S6309ZZ
BRG O.S6307ZZ
PIN BUSH
HITCHI
JEC-2137-2000 TFO 1160 440 19,5
BRG D.S6309ZZ
BRG O.S6307ZZ
PIN BUSH

56
PARTE SUPERIOR SISTEMA
MOTOR
Potencia(K
W)
JEC-2137-2000 G466587 1165 440 32
BRG D.S6312ZZ
BRG O.S6309ZZ
PIN BUSH 18,5
D-MHI 1750 125 17,5 C.S. 6306ZZ
O.S 6306ZZ 1,5
BOMBAS
serial tipo caudal presion (PSIG)
presion de
succcion
Potencia(KW)
velocidad
(rpm)
TAIKO A1M904 3-1 NHGHS-7,5MT 34,8 GPM 213,3 -2,8 11 1160
A1M904 3-2 NHGHS-7,5MT 34,8 GPM 213,3 -2,8 11 1160
BOMBAS PARTE SUPERIOR
A1M9042 HGS-50MT 206,1 GPM 71,1 -2,8 18,5
A1M9044 NGHS-6C 39,6 GPM 14 -2,8 1,5 1750
VENTILADOR
16577902 U75-2-27B-M352 4 m3/min
(Kpa) -1,57 0,4 3150
TURBINAS
activo modelo rating (KW) serie
velocidad de salidad
velocidad de entrada ratio
seisa gear 921606 NDM 6067T 20200 07KADA13 1800 6213 1/3.45

57
drive 2
921600 NDM 6067T 18100 1800 6213 1/3.452
BOMBAS DE VACIO Y DE CONDENSACION MOTORES
serial potencia voltaje corriente velocid
ad frame
rodamient
os
toshiba 7424544
5 37 440 64,5 1170 200L
L.S6313ZZC3
O.S6312ZZC3
toshiba 7424544
4 37 440 64,5 1170 200L
L.S6313ZZC3
O.S6312ZZC3
mitsubishi 921402
E93700003 15 440 25 1740 160L
6309ZZ 6308ZZ
mitsubishi 921403
E93700007 15 440 25 1740 160L
6309ZZ 6308ZZ
BOMBAS DE VACIO Y CODENSACION
activo tipo caudal presion serie shin
nippon machinery 921602 SMDN10/030-B 10,25 11,77
07PV2016-2
shin nippon
machinery 921603 SMDN10/030-B 10,25 11,77 07PV2016-1
honda pumps 921400 LNPS 225GPM
cabeza: 44 m
K5601B5
vel: 1750 rpm
honda 921401 LNPS 225GPM cabeza: 44 K5601B vel:

58
pumps m 6 1750 rpm
estas bombas con su respectivo motor estan acopladas por ping
bush
TORRE DE ENFRIAMIENTO
MOTORES DE LOS VENTILADORES DE LA TORRE
referenc
ia potencia Nº voltaj
e velocidad acople Tn/Ta (N*m)
siemens
1LA5 187-4YA80 40 121092 440 1753
FRR AJ30E
162/325
siemens
1LA5 187-4YA80 40 70192 440 1753
FRR AJ30E
162/325
siemens
1LA5 187-4YA80 40 126159 440 1753
FRR AJ30E
162/325
estos motores ejes de transmision tipo cardan
conectados al ventilador
BOMBAS DE TORRE DE ENFRIAMIENTO MOTORES
serie modelo potencia
(Hp)
velocidad
(rpm) voltaje corriente (Amp) frame acople
general electric
JAS60882B 5KS513SM3089 500 1190 440 591 5013S
acople tipo llanta
general electric
JAS60882A 5KS513SM3089 500 1190 440 591 5013S
acople tipo llanta
general electric
JAS60882C 5KS513SM3089 500 1190 440 591 5013S
acople tipo llanta

59
BOMBAS
acople modelo tamaño serial aceite D.impulsor
(mm) caudal (GPM)
cabeza(Ft)
mat.construcion
velocidad
(rpm) 6R
POLYREX EM MT5850 3180 10*14-25 XL
E260C064-2
ND371 591 7484,9 200 AL/ss 1200
goulds pumps 3180 10*14-25 XL
E260C064-2
ND371 591 7484,9 200 AL/ss 1200
goulds pumps 3180 10*14-25 XL
E260C064-2
ND371 591 7484,9 200 AL/ss 1200
Fuente: Autor

60
Lo necesario para la recopilación de datos técnicos fue la visita al sitio que se
encontraba en montaje, se tomaron los datos más importantes como son
capacidades, potencias, amperajes y voltajes.
Una de las características de estos datos es que se ha tomado por separado los
motores de las bombas, reductores y ventiladores.
5.2. PONDERACIÓN
Tabla 2. Ponderación para evaluación criticidad
1. FRECUENCIA DE FALLA ( Todo tipo de falla ) Puntaje No más de 1 por año 1 Entre 2 y 15 por año 2 Entre 16 y 30 por año 3 Entre 31 y 50 por año 4 Más de 50 por año ( Más de una parada semanal ) 5 2. TIEMPO PROMEDIO PARA REPARAR ( MTTR ) Puntaje Menos de 4 horas 1 Entre 4 y 8 horas 2 Entre 8 y 24 horas 3 Entre 24 y 48 horas 4 Más de 48 horas 5 3. IMPACTO SOBRE LA PRODUCCIÓN (Por el número de fallas al año F) Puntaje No afecta la producción 0,05F 25% de impacto 0,3F 50% de impacto 0,5F 75% de impacto 0,8F La afecta totalmente 1F 4. COSTOS DE REPARACIÓN Puntaje Menos de 3 millones de pesos 3 Entre 3 y 15 millones de pesos 5 Entre 15 y 35 millones de pesos 10

61
Más de 35 millones de pesos 25 5. IMPACTO AMBIENTAL Puntaje No origina ningún impacto ambiental 0 Contaminación ambiental baja, el impacto se manifiesta en un espacio reducido
5 dentro de la planta Contaminación ambiental moderada, no rebasa los límites de la planta 10 Contaminación ambiental alta, incumplimiento de normas, quejas de la comunidad 25 6. IMPACTO EN SALUD Y SEGURIDAD PERSONAL Puntaje No origina heridas ni lesiones 0 Puede ocasionar lesiones o heridas leves no incapacitantes 5 Puede ocasionar lesiones o heridas graves con incapacidad temporal entre 1 y 30
10 días Puede ocasionar lesiones con incapacidad superior a 30 días o incapacidad parcial
25 permanente 7. IMPACTO SATISFACCIÓN DEL CLIENTE ( áreas de la p lanta a las cuales se le
Puntaje suministran los servicios industriales ) Puntaje No ocasiona pérdidas económicas en las otras áreas de la planta 0 Puede ocasionar pérdidas económicas hasta de 5 SMMLV 5 Puede ocasionar pérdidas económicas mayores de 5 y menores de 25 SMMLV 10 Puede ocasionar pérdidas económicas mayores de 25 SMMLV 20
Fuente: Autor
La ponderación utilizada da referencia a los costos de una parada, de un
mantenimiento, los tiempos perdidos, y pérdidas de producción y se han tenido en
cuenta unos puntajes, que se tomaron según la experiencia de los operarios e
ingenieros dependiendo de las otras calderas, a continuación se da explicación de
cada ítem a calificar.
5.2.1. Frecuencia de fallas. Representa las veces que falla cualquier
componente, en el equipo que de pie a su parad dentro del proceso, esto es
medido por años.
5.2.2. Nivel de producción. Quiere decir en cuanto al equipo, tenga problemas y
este genere un paro que incurra en la producción.
62
5.2.3. Tiempo promedio para reparar. Es el tiempo promedio por día empleado
para reparar la falla, se considera desde que el equipo pierde su función hasta
que esté disponible para cumplirla nuevamente. Es muy efectivo a la hora de una
recopilación de historial de equipo, y cuantificar costos de mantenimiento.
5.2.4. Impacto en la Producción. Representa la producción aproximada
porcentualmente que se deja de obtener (por día), debido a fallas ocurridas. Se
define como la consecuencia inmediata del porqué ocurrió la falla, que puede
representar un paro total o parcial de los equipos del sistema y si es un equipo
muy crítico a nivel de la producción, paro del proceso.
5.2.5. Costo de Reparación. Se refiere al costo promedio por falla requerido
para restituir el equipo a condiciones óptimas de funcionamiento, incluye mano de
obra, materiales y transporte, este es evaluado en años de trabajo.
5.2.6. Impacto en la Seguridad Personal. Representa la posibilidad de que
sucedan eventos no deseados que ocasionen daños a equipos paradas no
programadas y en los cuales alguna persona pueda o no resultar lesionada.
5.2.7. Impacto Ambiental. Representa la posibilidad de que sucedan eventos
no deseados que ocasionen daños a equipos e instalaciones produciendo la
violación de cualquier regulación ambiental, además de ocasionar daños a otras
instalaciones, en INGENIO PROVIDENCIA SA., con los equipos instalados,
multiciclon y presipitador electroestático no infiere mucho sobre el impacto
ambiental.

63
5.2.8. Impacto Satisfacción al Cliente. En él se evalúa el impacto que la
ocurrencia de una falla afectaría a las expectativas del cliente. En este caso se
considera cliente a las áreas a las cuales se les suministran los servicios
industriales. En la matriz de criticidad podemos tomar unos valores tentativos
pero después de ver la cantidad de fallas al año podríamos verificar mucho mejor
a partir de frecuencia de fallo que es uno de los datos modificables de la matriz y
una tabla de ponderación.
Con los datos ya definidos se prosigue a una evaluación de cada equipo por
separado según su importancia, y su ponderación en cada uno de los ítems
remarcados anteriormente, también obtenemos los equipos críticos de todo el
sistema de producción. A continuación en la siguiente tabla.

64
5.3. MATRIZ DE CRITICIDAD EQUIPOS COGENERACION
Tabla 3. Matriz de criticidad
Fuente: Autor

65
Figura 9. Grafica comparativa críticos y no críticos
Fuente: Autor
Críticos No Críticos
83 136
Este gráfico indica la diferencia que hay entre equipos críticos y no críticos donde
todavía no es muy claro por qué se hizo con corridas no muy significativas.
A partir de los datos técnicos y la ponderación lo que se hizo fue una
jerarquización de el proceso dependiendo de su importancia, y que generaba su
paro o no paro de este; con una tabla dinámica por medio de Excel, se calificaron
los procesos con una relación de un condicional y teniendo en cuenta que los
equipos se encontraban totalmente nuevos se optó por que si era mayor de 200 la
criticidad, se decía que era critico o que su estado era 1.
Teniendo en cuenta su criticidad por medio de estas ecuaciones a continuación
mostradas se ingresaron en Excel.

66
AFCI **= [1]
Donde
C es el factor de costos
F es el factor de falla
A el factor de ajuste
I es intervalos de inspección en (Inspecciones por año).
5.3.1. El factor de costos.
Cf
CC i= [2]
Costo de una inspección predictiva (unidades monetarias)
Costo que incurre por no detectar una falla (unidades monetarias)
5.3.2. El factor de falla.
λiF
F = [3]
Cantidad de modos de falla que pueden ser detectados utilizando la tecnología
predictiva a ser aplicada (Expresada en fallas por inspección).
Es la rata de fallas presentadas por el equipo, y que además podrían ser
detectadas por la tecnología predictiva a ser aplicada (Expresada en fallas por
año)

67
5.3.3. El factor de ajuste.
)1( λ−−−= lLNA [4]
El factor de ajuste es un número a dimensional, tenemos que 1 menos el
exponencial de alpha negativo donde este es la razón de fallas por equipo esto se
tuvo que suponer ya que fue muy corto el tiempo.
)1(**
* λ
λ−−−= lLN
Cf
FCI ii
[5]
Con estas ecuaciones y utilizando el programa de office Excel se pudo dejar
plasmado para cada que se haga una modificación variara la visita de inspección
y utilizar verazmente los formatos de mantenimiento predictivo.
- Después con los valores ya predeterminados con una serie ecuaciones, que se
encontraron en una ardua búsqueda de cómo hacer una matriz de criticidad,
Podemos verificar la criticidad de los equipos, la cantidad de equipos además La
frecuencia de visita a los equipos para hacer las inspecciones ya sea de
balanceo, lubricación, alineación y vibraciones.

68
5.4. RESULTADOS INTERVALOS DE INSPECCION
Tabla 4. Intervalos de inspección
Fuente: Autor
69
En la tabla se pudo observar que se ingresaron todos los datos de los factores de
ajuste, falla y costos, a partir de estos se obtuvo un intervalo de inspección que
este nos indica la cantidad de visitas al equipo por año.
5.4.1. Frecuencias de las inspecciones. Un aspecto muy importante para
lograr una buena programación de mantenimiento preventivo, es la fijación de las
frecuencias de inspección, lo cual influye preponderantemente, en los costos y
economía del programa. La decisión de cuan a menudo inspeccionar es
fundamentalmente un asunto experimental; la tendencia inicial es la inspección
excesiva, la cual aumenta innecesariamente los costos y puede involucrar más
tiempo ocioso de producción que un paro de emergencia.
Sin embargo, la subinspección produce más paros y descomposturas cuyos
costos son mucho mayores que los ahorros en inspecciones. Se necesita por lo
tanto un equilibrio óptimo para lograr buenos resultados. Existen dos tipos de
mantenimiento relacionados con la frecuencia.
5.4.2. Tramitación de los informes de inspección. En la tramitación de los
informes de inspección se necesita saber bien qué equipo es donde se encuentra
ubicado, con qué frecuencia está fallando; esto se hace con el fin de llenar el
formato de informe de criticidad mensual, que se puede observar en el Anexo J.

70
5.5. PLAN DE MANTENIMIENTO SEGÚN INTERVALOS DE INS PECCIÓN
Tabla 5. Plan de mantenimiento
Fuente: Autor

71
• El análisis de vibraciones en IPSA se tiene un equipo de medición de
vibraciones muy avanzado el CSI 2130 MACHINERY HEALTH ANALYZER
el cual puede también ayudarnos en alineación laser, balanceo de rotores y
otras actividades propias de este tipo de mantenimiento, para este análisis
fueron creados unos formatos que listaremos a continuación; Anexo A:
condiciones iníciales de alineación.
Anexo B: balanceo de ventiladores, Anexo D: verificación de vibraciones,
Anexo G: check list para antes de una alineación.
• Análisis de aceites es una herramienta que busca lograra en IPSA un
programa de excelencia en lubricación como parte del sistema de
mantenimiento predictivo, este nos muestra problemas internos de los
equipos que nos pueden ayudar a tomar alguna decisión entorno a un
equipo o proceso productivo, se utiliza el formato ver (Anexo F).
Figura 10. Equipo para alineación de motores
Fuente: Autor

72
Figura 11. Cabezas del equipo analizador montadas en el acople
Fuente: Autor
5.6. CARTA DE RATHBONE
Figura 12. Carta de Rathbone
Fuente: DEPARTAMENTO DE INGENIERÍA MECÁNICA, ENERGÉTICA Y DE MATERIALES. Normativa sobre Vibraciones. [en línea]. Disponible en Internet: http://www.imem.unavarra.es/ EMyV/pdfdoc/vib/vib_normativa.pdf

73
Es la primera guía (norma) de amplia aceptación en el ámbito industrial. Fue
desarrollada en los años treinta y perfeccionada posteriormente. La Carta dispone
de dos escalas logarítmicas: frecuencia en hercios (Hz) y amplitudes en
desplazamiento (Pico), mediante las que se podrá determinar directamente la
severidad de la vibración. Las principales limitaciones de dicha carta son las
siguientes:
• No tiene en cuenta el tipo de máquina, la potencia y la rigidez de los
anclajes.
• La carta es aplicable solamente a los equipos rotativos y no a los
alternativos o a otros sistemas industriales.
5.6.1. ISO 2372-1974. “Vibración mecánica de máqui nas con velocidades de
operación entre 10 y 200 rev/s. Bases para la espec ificación de estándares
de evaluación ”. Es aplicable a máquinas rotativas con rotores rígidos y a
máquinas rotativas con rotores flexibles en los que la medida de vibración en la
tapa del cojinete resulta indicativa del comportamiento vibracional de eje.
Sólo estudia vibración global, sin bandas de frecuencias.
Los datos que se requieren para su aplicación son el nivel global de vibración en
velocidad - valor eficaz RMS , en un rango de frecuencia entre 10 y 1.000 Hz
(severidad de la vibración, según ISO). Por ello, cuando se trabaja en
mantenimiento predictivo haciendo análisis por bandas, puede resultar muy útil
definir siempre una banda ISO de 10 Hz a 1KHz , de cara a tener una referencia
para posibles informes o reclamaciones.

74
El análisis de este rango de frecuencias permite incluir, para estas velocidades de
operación, las acusas más comunes de vibración en máquinas rotativas:
• Excitaciones de carácter asíncrono debidas a rozamientos.
• Desequilibrio del rotor.
• Excitaciones de carácter eléctrico y sus armónicos.
• Armónicos de excitaciones asíncronas del rotor.
De cara al establecimiento de la severidad de vibración admisible , se distinguen
varias clases de máquinas rotativas:
• CLASE I – Componentes individuales, totalmente conectados al conjunto de la
máquina en condiciones normales de operación. Por ejemplo, pequeños motores
eléctricos hasta 15 Kw
• CLASE II – Máquinas de tamaño medio. Por ejemplo, motores eléctricos de 15 a
75 Kw o hasta 300 Kw en motores con cimentación especial.
• CLASE III – Motores principales grandes, con cimentación rígida y pesada.
• CLASE IV - Motores principales grandes montados sobre cimentación blanda y
ligera. Por ejemplo, Turbo maquinaria (equipos con RPM > velocidad crítica).

75
Figura 13. Severidad de vibraciones admisible
Fuente: DEPARTAMENTO DE INGENIERÍA MECÁNICA, ENERGÉTICA Y DE MATERIALES. Normativa sobre Vibraciones. [en línea]. Disponible en Internet: http://www.imem.unavarra.es/ EMyV/pdfdoc/vib/vib_normativa.pdf
- Primer toma de datos gracias al analizador de vib raciones. Primera corrida
con el analizador de vibraciones, el ventilador de tiro forzado fue el único que
presento problemas en uno de sus apoyos.

76
Figura 14. Frecuencia de pista
Fuente: Autor
Figura 15. Frecuencia de bola
Fuente: Autor
4004 - VENTILADOR TIRO FORZADO # 2FP3258_II -C3H CHUMACERA HORIZ.LADO ACOPLE
Expert Spectrum High Freq Analysis 07-May-09 08:12:33
PK = .4942 LOAD = 100.0 RPM = 1790. (29.83 Hz)
0 50 100 150 200 250 300
0
0.05
0.10
0.15
0.20
Frequency in kCPM
PK
Vel
oci
ty in
In/S
ec
Freq: Ordr: Spec:
147.09 82.18 .01459
>SKF 22224C C=BPFO
C C C C C C C C C C
4004 - VENTILADOR TIRO FORZADO # 2FP3258_II -C3H CHUMACERA HORIZ.LADO ACOPLE
Expert Spectrum High Freq Analysis 07-May-09 08:12:33
PK = .4942 LOAD = 100.0 RPM = 1790. (29.83 Hz)
0 50 100 150 200 250 300
0
0.05
0.10
0.15
0.20
Frequency in kCPM
PK
Vel
oci
ty in
In/S
ec
31.2
8
56.2
262
.56
99.6
0
Freq: Ordr: Spec:
99.56 55.62 .03245
>SKF 22224C B=BSF
B B B B B B B B B B

77
Figura 16. Frecuencia de bola lado de acople
Fuente: Autor
- Análisis del espectro: Chumacera lado acople. Se observa frecuencia de bolas
por encima de lo normal incluso llegando a mostrar alarma de acuerdo a los
parámetros establecidos. El espectro se ve levantado lo que indica que hay
problemas de rodamientos a pesar de ser nuevo el montaje, se procederá a
revisar ajuste del mismo para determinar la gravedad del problema.
4004 - VENTILADOR TIRO FORZADO # 2FP3258_II -C3V CHUMACERA VERTIC.LADO ACOPLE
Route Spectrum 07-May-09 08:13:57
OVERALL= .5922 V-DG PK = .5918 LOAD = 100.0 RPM = 1790. (29.83 Hz)
0 50 100 150 200 250 300
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
Frequency in kCPM
PK
Vel
oci
ty in
In
/Sec
Alert Limit 62
.55
31.2
8
Freq: Ordr: Spec:
31.31 17.49 .05765
>SKF 22224C B=BSF
B B B B B B B B B B
78
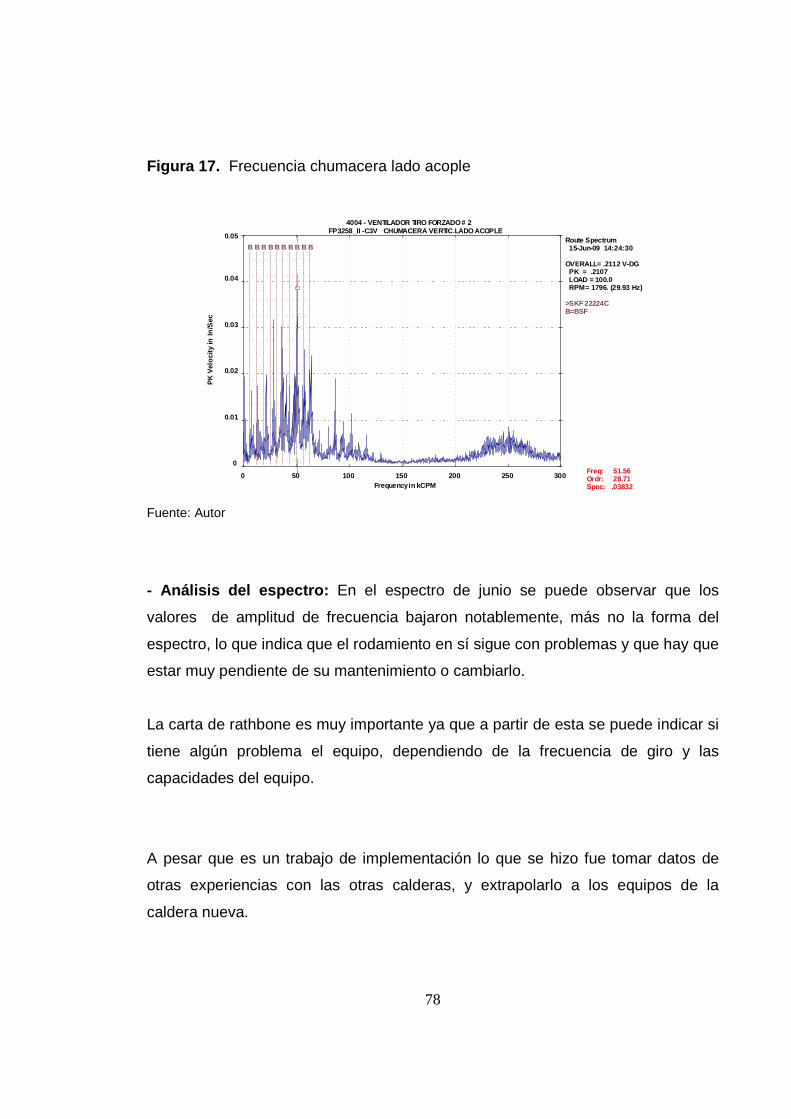
Figura 17. Frecuencia chumacera lado acople
Fuente: Autor
- Análisis del espectro: En el espectro de junio se puede observar que los
valores de amplitud de frecuencia bajaron notablemente, más no la forma del
espectro, lo que indica que el rodamiento en sí sigue con problemas y que hay que
estar muy pendiente de su mantenimiento o cambiarlo.
La carta de rathbone es muy importante ya que a partir de esta se puede indicar si
tiene algún problema el equipo, dependiendo de la frecuencia de giro y las
capacidades del equipo.
A pesar que es un trabajo de implementación lo que se hizo fue tomar datos de
otras experiencias con las otras calderas, y extrapolarlo a los equipos de la
caldera nueva.
4004 - VENTILADOR TIRO FORZADO # 2FP3258_II -C3V CHUMACERA VERTIC.LADO ACOPLE
Route Spectrum 15-Jun-09 14:24:30
OVERALL= .2112 V-DG PK = .2107 LOAD = 100.0 RPM = 1796. (29.93 Hz)
0 50 100 150 200 250 300
0
0.01
0.02
0.03
0.04
0.05
Frequency in kCPM
PK
Vel
oci
ty in
In
/Sec
Freq: Ordr: Spec:
51.56 28.71 .03832
>SKF 22224C B=BSF
B B B B B B B B B B

79
Los espectros mostrados en las figuras 17, 16,15, 14, fue un seguimiento, que se
pudo realizar, gracias a arranques de prueba, que se le hicieron a los equipos, de
esto surgieron otras ideas para el trabajo, como fue realizar un formato de
inspección diaria de ventiladores (Anexo E), donde se logra verificar el estado
actual del equipo en cada una de sus partes; otro formato de vital importancia es
el (Anexo C) de inspección diaria de conductores de bagazo, ya que es de los
equipos más importantes que tiene la caldera, de esto depende su alimentación.

80
6. RESULTADOS OBTENIDOS DEL PREDICTIVO
En las siguientes gráficas de Pareto se puede observar desde el inicio de la
implementación, los tiempos perdidos definidos por meses.
Figura 18. Pareto tiempo perdido Mayo 2009
Fuente: Archivo Ingenio Providencia S.A.

81
Figura 19. Pareto tiempo perdido Junio 2009
Fuente: Archivo Ingenio Providencia S.A.
Figura 20. Pareto tiempo perdido Julio 2009
Fuente: Archivo Ingenio Providencia S.A.

82
Se puede observar que hay una mejora en los tiempos perdidos, de un 7,8% en lo
transcurrido de los meses antes mencionados.
Nota: se enlistaron 34 equipos de cogeneración para mantenimiento preventivo,
pero se ingresaron los datos en la matriz de criticidad, realizada con anterioridad,
según la criticidad de los equipos solo resultaron los 6 que a continuación se
nombrarán, esto en costos se vio reflejado y se muestra en los cuadros
comparativos de mantenimiento predictivo con el preventivo.
Los costos de reparación para estos equipos fueron según las órdenes:
Tabla 6. Costos de reparación de equipos
N
o EQUIPO REPARADO
COSTO
PLAN COSTO REAL
FECHA
ORDEN DETALLE
1
R-911A REDUCTOR DE
LA TORRE # 1 1 8.474.469,75 17.12.2009
REDUCTOR HANSEN P4
TYPE ORI 001554
QVRB2 CUN-11.2PARA
TORRE DE
ENFRIAMIENTO
2
R-911B REDUCTOR DE
LA TORRE # 2 1 2.683.050,00 17.12.2009
REDUCTOR HANSEN P4
TYPE ORI 001554
QVRB2- CUN - 11.2
PARA TORRE DE
ENFRIAMIENTO
PROVEEDOR:
TRNAMSISIONES
MECANICAS S.A.
3 R-911C REDUCTOR
DE LA TORRE # 3 1 2.880.495,80 17.12.2009
REDUCTOR HANSEN P4
TYPE ORI 001554

83
QVRB2 CUN-11.2 PARA
TORRE DE
ENFRIAMIENTO
PROVEEDOR:
TRANSMISIONES
MECANICAS
4
P-450A BOMBA
TANQUE AUXILIAR
VINAZA # 1
1.445.272,0
0 3.593.452,24 17.01.2010
CAMBIAR SELLO
MECANICO DOBLE TIPO
CARTUCHO, Y ENVIAR
A REPARAR EL
FRACTURADO
5 P-312 BOMBA
RECIRCULACIÓN
FERMENTADOR II
1.883.200,0
0 2.561.464,93 29.01.2010
MAQUINAR ACOPLES
PARA EL EJE DEL
MOTOR Y EJE DE LA
BOMBA
6 BOMBA WORKINGTON
AGUA ASEO 1 2.000.000,00
TOTAL 22.192.932,72
El costo total si se hubieran revisado los 34 equipos mencionados:
COSTOS SI SE REALIZA PREVENTIVO A LOS 34 EQUIPOS RE VISADOS
TOTAL LISTA PREVENTIVO $ 15.466.877,14
CAMBIOS DE SELLOS A MOTORES $ 20.400.000,00
MAS EQUIPOS CON PROBLEMAS $ 35.866.877,14
TOTAL COSTO SUPUESTO SIN PREDICTIVO $ 71.733.754,28
El costo por lo realizado es:
COSTOS CON PREDICTIVO
EQUIPOS CON PROBLEMAS $ 22.192.932,72
COSTO HOMBRE REVISION PREDICTIVO $ 86.906,88
CAMBIOS DE SELLOS A MOTORES $ 20.400.000,00
COSTO TOTAL $ 42.679.839,60

84
El ahorro estimado de mantenimiento es de:
$ 71.733.754,28 - $ 42.679.839,60 = $ 29.053.914,68
Ahorro del 40%.
Como es visible a grandes rasgos se tiene, un ahorro casi de por mitad utilizando
el mantenimiento predictivo, estos equipos son de gran importancia para el
proceso y por esta razón están incluidos en nuestro mantenimiento predictivo.

85
7. ASPECTOS DE SEGURIDAD Y SALUD OCUPACIONAL
Para cada inspección de los equipos, el operario de mantenimiento predictivo
deberá usar todos sus implementos de seguridad como son : Gafas , Tapa Oídos ,
Tapa Bocas , Guantes y Casco de Protección. (APLICAR SYSO)
7.1. ASPECTOS AMBIENTALES
Tabla 7. Aspectos ambientales
ASPECTOS AMBIENTALES IMPACTOS AMBIENTALES
Emisiones atmosféricas
(Dióxido de azufre)
Contaminación del aire
Efecto invernadero, lluvias ácidas
Vertimiento liquido
(Aceite )
Contaminación del efluente final
Vertimiento liquido
(agua)
Agotamiento del recurso hídrico
Fuente: Autor
El operario de mantenimiento predictivo deberá limpiar el sitio de trabajo recoger
elementos sobrantes dejando así el sitio de trabajo limpio.

86
7.2. SEGUIMIENTO Y MEJORAMIENTO
Realizar un seguimiento al desarrollo del mantenimiento predictivo de la caldera #
4, con este proceso se obtendrán una serie de datos que se verificaran y esto dará
pie para posibles mejoras de los formato y de la periodicidad de visita a los
equipos.

87
8. CONCLUSIONES
- Mejora notablemente los porcentajes de los tiempos perdidos, que son
observados en los gráficos de pareto con unos valores del 20,436% en mayo de
2009 y terminando con el mes de julio con un 12,564%, con esto se obtuvo
aproximadamente un 7,8 % de mejora en tres meses.
- El programa de inspecciones a los equipos sirvió de mucho a la hora de los
costos de mantenimiento, se demostró con unos equipos que se encontraban para
preventivo, y se realizaron con predictivo, esto se vio reflejado en los costos, se
ahorraron aproximadamente $29.000.000 millones de pesos, esto quiere decir, un
40% por debajo de lo que costaba el preventivo.
- Disminución del tiempo perdido en fábrica por medio, de la disminución de las
paradas no programadas y programadas.
- Generó la compra de más equipos para medición de vibraciones, balanceo,
alineación, estos negocios ya iniciaron con la empresa dedicada al mantenimiento,
como lo es SKF, también capacitaciones de personal, por que vieron que la
inversión es retribuida en tiempos de mantenimiento y costos.

88
9. BIBLIOGRAFÍA
AMENDOLA, Luis., Ph.D Diagnóstico de Fallos por Monitoreo de Condición.
Departamento de Proyectos de Ingeniería e Innovación. Universidad Politécnica
de Valencia. España.
Análisis de criticidad [en línea]: Segmento Food & Beverage. Perú: JUAREZ,
Henrry. [consultado 27 de Enero de 2010]. http://www.camaratru.org.pe/
files/eventos/Forum%20VisionandoDesarrollo/3%20Presentacion%20MatrizCriticid
ad.pdf
Artículos y productos de bajo costo para mantenimiento. [en línea]. España:
Mantenimiento planificado.com [consultado 27 de Febrero de 2010]. Disponible en
Internet: http://www.mantenimientoplanificado. com,
DEPARTAMENTO DE INGENIERÍA MECÁNICA, ENERGÉTICA Y DE
MATERIALES [en línea]: Normativa sobre Vibraciones. España: Universitas
Navarrensis [consultado 27 de Enero de 2010]. Disponible en Internet:
http://www.imem.unavarra.es/ EMyV/pdfdoc/vib/vib_normativa.pdf
Frecuencia de predictivo [en línea]: Cálculo de la frecuencia de inspección de
mantenimiento predictivo. Caracas: SUAREZ, Raphael, 2007 [consultado 26 de
Febrero de 2010]. Disponible en Internet: http://www.mantenimientomundial.com/
sites/mmnew/bib/notas/Frec_pred.pdf.

89
Ingenio Providencia. S.A. Datos de archivo. 2010.
Medición y análisis de vibraciones [en línea]: Una herramienta para la predicción y
evaluación de fallas en maquinarias, A. Estudio y Ensayo de Componentes
Estructurales. Argentina: KULICHEVSKY, R.; SACCHI, M.; MARTÍN Ghiselli
[consultado 27 de Enero de 2010]. Disponible en Internet:
http://www.aaende.org.ar/sitio/biblioteca/material/CORENDE2000Raul.pdf
MOBLEY, K.,R. AN Introduction to Predictive Maintenance, Second Edition. 2002.
USA.

90
ANEXOS
MANUAL PARA USO DE FORMATOS DE MANTENIMIENTO
PREDICTIVO
Nota: Estos formatos deben ser correctamente diligenciados sin omitir datos
importantes ni mucho menos alterarlos, para su correcto uso lo deberá llenar
personal capacitado.

91
Anexo A. Condiciones iníciales para alineación
Datos Técnicos del equipo a inspeccionar
Si están bien ajustados los pernos de la base observaciones y como están los apoyos
Que tipo de fugas se tiene al lado de cada pieza si es que la tiene, como se encuentra de pintura si esta bien limpio

92
Datos característicos de los acoples y juntas y posibles fallas
Condiciones operativas del equipo y las observaciones generales del encargado

93
Anexo B. Formatos de balanceo ventiladores
Es para cuando tiene variador de velocidad
Se marca un punto de referencia que sea uno de los alabes para tener en cuenta después los grados
Se coloca la ubicación en grados del peso para un próximo balanceo.

94
Anexo C. Formato inspección diaria conductores de bagazo
Datos técnicos del motor con el acople al reductor verificar fugas.
Que tipo de transmisión tiene que lubricante usa y las observaciones generales

95
Se coloca los datos de temperatura, las fugas como esta la lubricación, que se observa en las chumaceras del eje de mando
En el eje de cola temperatura de chumaceras longitud de tensores observaciones de tensores

96
Anexo D. Formato para análisis de vibraciones
Ubicación del espectro
Observaciones que se nota en el espectro por que puede fallar o si esta normal, etc.
Recomendaciones del ingeniero y el operario de mantenimiento predictivo de que se debe hacer

97
Anexo E. Inspección diaria de ventiladores

98
Nota: Este formato es general para los ventiladores y verificar su estado de todos
sus componentes si hay fugas de aire lubricantes y observaciones generales, y
seguir una inspección de cada uno de los ventiladores.

99
Anexo F. Inspección de lubricación
Con este formato podremos verificar y tener un control de la lubricación de cada equipo, dependiendo de que elementos contenga, cadenas, unidades hidráulicas, catalinas, etc.

100

101
Anexo G. Check list para antes de la alineación
Según la descripción del ítem a realizar, obtendremos las observaciones del operario para tener un mejor planeamiento
Los pasos que se deben tener en cuenta. Para tener con anterioridad listo el equipo para hacer la inspección

102
Son comprobaciones del pre alineación muy necesarias para la realización de una
alineación muy precisa y con pocos errores, para una mejor producción sin
paradas no programadas.

103
Anexo H. Formato de chequeo parrillas hidráulicas

104
Anexo I. Verificación de vibraciones en los turbina

105
Anexo J. Informe de criticidad mensual