issn no: 2278-8972 | rni no: maheng/2012/43707
TRANSCRIPT

www.textilevaluechain.in
June 2020
86V O L U M E 8 | I S S U E N O . 7 | ₹ 1 0 0 | P A G E S 8 4
I S S N N O : 2 2 7 8 - 8 9 7 2 | R N I N O : M A H E N G / 2 0 1 2 / 4 3 7 0 7

| J U LY 2 0 2 0
2 C OV E R S TO RY

3C OV E R S TO RY
| J U LY 2 0 2 06
www.textilevaluechain.com March 2020
Better blending from
the beginning: TD 10
With the TD 10, an ultramodern autoleveller draw frame featur-
ing the latest digital levelling technology comes to the market.
The TD 10 incorporates technical highlights more compact than
ever. Due to its clever design, the TD 10 requires on average 20
% less space than comparable competitive models. In addition
its intelligent SMART CREEL, combined with the T-LED remote
display, offers unparalleled functional reliability and transparency.w w w . t r u e t z s c h l e r . c o m
Minimum space,
maximum potential:
the new autoleveller
draw frame TD 10

| J U LY 2 0 2 0
4 C OV E R S TO RY

CONTENT 2020July
Registered Office
Innovative Media and Information Co.
189/5263, Sanmati, Pantnagar,
Ghatkopar (East), Mumbai 400075. Maharashtra, INDIA.
Tel : +91-22-21026386 |
Cell: +91-9769442239
Email: [email protected] | [email protected]
Web: www.textilevaluechain.com
All rights reserved Worldwide; Reproduction of any of the content from this issue is
prohibited without explicit written permission of the publisher. Every effort has been
made to ensure and present factual and accurate information. The views expressed
in the articles published in this magazine are that of the respective authors and not
necessarily that of the publisher. Textile Value chain is not responsible for any unlikely
errors that might occur or any steps taken based in the information provided herewith.
OWNER, PUBLISHER, PRINTER AND EDITOR
MS. JIGNA SHAH
Printed and Processed by her at, Impression Graphics,
Gala no.13, Shivai Industrial Estate, Andheri Kurla Road, Sakinaka,
Andheri (East), Mumbai 400072,
Maharashtra, India.
EDITORIAL TEAM
Editor and Publisher
Ms. Jigna Shah
Creative Designer
Ms. Ayman Satopay
Associate Editor
Mr. Swaminathan
V O L U M E 8 | I S S U E N O . 7 | ₹ 1 0 0 | P A G E S
I S S N N O : 2 2 7 8 - 8 9 7 2 | R N I N O : M A H E N G / 2 0 1 2 / 4 3 7 0 7
COVER STORY
7 Clothing from lengur fibre 10 kKhadi: India’s hand-spun strength 13 Sisal fibre spinning 15 Wet spinning 20 A fibre as strong as steel 29 Jute fibre spinning process 33 Pineapple fibre: from waste to prosperity 38 Banana fibre 45 Manufacturing of Carbon fibre 47 Melt spinning 50 Olefin fibre spinning 53 Raw wool spinning
66 The Now and the after, Mr. Jaikrishna Pathak 69 Sustainability:Now made possible with archro-ma, Mr. Anjani Prasad 72 Diving into the new normal, Ms. Raju Bhatia
74 Rieter
77 Measurable and devastating impact
by Mr. Munish Tyagi
79 Cotton report 81 Yarn export report 83 Fabric report 84 Surat report
INTERVIEW
BRAND UPDATE
EXPERT ARTICLE
MARKET REPORT
Pineapple fibre Ms. Raju Bhatia Mr. Jaikrishna Pathak Mr. Anjani Prasad

| J U LY 2 0 2 0
6 E D I TO R I A L
MS. JIGNA SHAH
EDITOR AND PUBLISHER
Recently GOI announced incentives for Pharma Industry for setting up 4 new parks in different states, to be self-reliant. Simi-larly few years back spinning industry got the incentives which resulted in sudden rise of spinning mills in India with the mindset of taking incentives without any long term proj-ect viability vision and knowledge of the sec-tor. Result after few years, more supply, less demand; Current position of industry Appx. 50% utilization of mills working or diversi-fying or closing units after getting incentive from government.
On Other side, many sustainable natural fi-bers are not given importance for manufac-turing set up in the country. Fibers which have good demand in fashion industry but due to lack of knowledge of technical adaptability industry cant able to invest and produce the yarns. Spinning started from Charkha to Air jet Spinning! Handloom weavers are still us-ing old techniques for spinning to make re-quired innovative yarns. Demand can only generated if consumer get the choice of buy-ing different fibers garments in retail space. Industry can explore this opportunity, target niche market. Few fibers spinning details and process mentioned in this issue.
Manmade spinning is a game of crude / fos-sil fuel oil conversion. One polyester shirt has a 5.5kg carbon footprint, compared to just 2.1kg for a cotton shirt. Select your fibers!!!
Wish you happy and safe festive season.
SUSTAINABLE FIBRES SPIN TO MOVE AHEAD
When it comes to life,
we spin our own yarn,
and where we end up is really,
in fact, where we always
intended to be.
Julia Glass
“
”

| J U LY 2 0 2 0
7C OV E R S TO RY
DR. N.N MAHAPATRABUSINESS HEAD (DYES)
SHREE PUSHKAR CHEMICALS & FERTILISERS LTD
CLOTHING FROM
LENGUR FIBRE
Highlight of the article
Lenpur is a novel textile fibre from a renewable resource: cellulose carefully selected from the branches of special trees. The remarkable properties of wood provide textile materials made from Lenpur with extraordi-
nary properties. Lenpur is truly the best “vegetable fibre produced by man”.
Lenpur fibre and yarn certainly deserve to be called “eco-friendly” for a number of reasons. The wood it is made from is cultivated: it is not based on a cycle of unnatural deforestation. Furthermore, only certain parts of the tree are chosen and selected. Harvesting coincides with normal pruning. This is what makes this fibre valuable and unique.
A biodegradable fabric made from white pine tree clippings. Dubbed the “vegetable cashmere” it keeps you cool in the summer and warm in the winter.
Eco-friendly Fibres are an alternative to syn-thetic, petroleum-derived fibers such as nylon, poly-ester, and acrylic, and are grown without the use of harmful chemicals and pesticides. Synthetic fibers make up about 60% of all textiles used in the world, and pesticide-grown, water-intensive cotton makes up about 30% of all textiles, leaving only 10% for all other fibers.
Synthetic fibers cause microplastic pollution when the garment is washed and chemicals and pesti-cides used in fabric production end up seeping into our ground and drinking waters, polluting all forms of life, or can even be absorbed through the skin while wearing them. But even if they are grown with-out harmful substances, some fabrics can still cause pollution during processing through textile chem-icals like dyes, chlorine gas, acetic acid fumes, ker-
osene, diazotisation fumes, and acid fumes. When chemical processing is unavoidable, the key for en-vironmental friendliness is proper waste disposal.
Have you been weighing eco-friendly textile op-tions to source for your collection? If so, you may want to check out this interesting alternative to cot-ton: Lenpur.Although this fabric is not exactly new on the scene of textile sourcing, it is not quite as well known other textiles available. Because of this, it can add a unique, special touch to a collection.
PRODUCTION OF LENPUR FIBRES
Lenpur is a novel textile fibre from a renewable resource: cellulose carefully selected from the branches of special trees. The remarkable properties

| J U LY 2 0 2 0
C OV E R S TO RY8 C OV E R S TO RY
of wood provide textile materials made from Lenpur with extraordinary properties. Lenpur is truly the best “vegetable fibre produced by man”.
Lenpur fibers and yarns certainly deserve to be called “ecological” for a number of reasons. The wood it is made from is cultivated: it is not based on a cycle of unnatural deforestation. Furthermore, only certain parts of the tress are chosen and se-lected. Harvesting coincides with normal pruning. This is what makes this fibre valuable and unique. Wood pulp yarn made from Lenpur may be promoted as totally natural thanks to the production method, even if these fibres fall in the artificial fibre industrial product sector.
Lenpur is a textile that is cellulose –based.The fibre is derived from the Bark and branches of White Pine Trees.
While a fabric made from the wood of a tree might seem counter-productive to sustainable fashion, no forests were harmed in the making of this textile. Materials to produce the fiber are gathered through regular pruning (only the bark and branches are har-vested, the rest of the tree is left alive to continue to grow). Also, the company that created Lenpur uses only trees that were grown specifically for fabric pro-duction.
Lenpur is a wood-pulp fibre obtained from white Canadian pines. The trees are specifically culti-vated for this purpose and the selection grants a cellulose content not crystallized yet. The timber is harvested in a way that is in harmony with nature. The wood gives the fabrics extraordinary properties. The yarns produced with this fibre, in the ring cotton system, are smooth, making them able to machine when used in knit fabrics. A fabric composed of these fibres has a high absorption rate and a gradual release of humidity, is anti –odour and natural anti –static. Suitable for the production of comfortable fabrics, performing and able to express a high fashion style.
Lenpur fibre and yarn certainly deserve to be called “eco-friendly” for a number of reasons. The wood it is made from is cultivated: it is not based on a cycle of unnatural deforestation. Furthermore, only cer-tain parts of the tree are chosen and selected. Har-vesting coincides with normal pruning. This is what makes this fibre valuable and unique.
Lenpur viscose is based on cellulose that comes ex-clusively from tree-trimmings, usually that of white pine trees (only the bark and branches are harvested,
the rest of the tree is left alive to continue to grow).
Like with Lyocell/Tencel , the cellulose is produced without chemical additives and the trees are sus-tainably cultivated.
In order to obtaine a turely homogenous fibre blend, good carding conditions must be maintained during processing as Lenpur® fibers have different cross-sections (0.7 dtx and 1.9 dtx). Machine settings (and twisting delta) must be similar to those used for me-dium-staple length combed cotton. We recommend a maximum spinning speed of 13,000 rpm. Count range: Ne 6 - Ne 70.
Ring-spun yarns produced with Lenpur are extremely smooth, making them perfect for the manufacture of knit fabrics with an attractive and even surface.
PROPERTIES OF LENPUR FIBRES
The fibres retain the wood’s natural properties. The characteristics of Lenpur (US Patent 005599784) are owed to the specific types of timber used for its production, independent of the process used for its

9
| J U LY 2 0 2 0
C OV E R S TO RY
manufacture. The main differences in Lenpur com-pared to other cellulose fibres is its softness, its ab-sorption capacity, its ability to release dampness (as a yarn or fabric), its deodorant properties, and its adsorption characteristics (due to its morphology). When mixed with other fibres, Lenpur is in “mechan-ical synergy” with them.
The Hand of Lenpur fabric itself is of high quality , making it a more luxurious alternative to cotton.
– The feel is “akin to a fine rayon, but with a cottony hand.”
– It is self-mercerizing, meaning it takes dye excep-tionally well without any kind of preparation or treatment (it has a 10-20% higher color yield than synthetic fibers).
– Dye streaking is minimized with Lenpur, and it soft-ens up even more after being colored.
It also has several functional aspects that make it appropriate not only for couture garments but for quality sportswear as well. It has excellent absor-bency, and dries very quickly. It also contains de-odorant properties, making it wearable for any level of activity.
Additionally, Lenpur blends well with other fibers. Rowan’s Lenpur linen has been a popular knitting yarn in the past, as it has a lovely drape and hand that makes it perfect for summer garments.
• Lenpur is an ultra-pure cellulose fibre (99.8% pure) and biodegradable.
• It is exceptionally soft and feels similar to cashmere.
A biodegradable fabric made from white pine tree clippings. Dubbed the “vegetable cashmere” it keeps you cool in the summer and warm in the winter.
Lenpur fibers are self-mercerizing ( untreated Len-pur with reactive dye ). In all alkaline environments, the fibers swell significantly, increasing shine and softness. This unique self-mercerizing property pro-vides materials with superior dye affinity and excel-lent luster. Thanks to this property, fabrics made from Lenpur yarns gain extra softness from what is already a soft surface. The cold and warm wash re-sistance of this fiber is better than that of common artificial cellulose fibres. Its excellent dye affinity reduces streaking to a minimum. Lenpur has excel-lent dyeability with all cellulosic dyes. Lenpur can be dyed by itself or in blends with other fibres, as a fibre, yarn or fabric, using any any conventional dyeing machine. Compared to artificial fibres dyed under the same conditions, Lenpur has a 10 to 20% higher colour yield when dyed with direct and reac-tive dyes.
USES OF LENPUR FIBRES
• Lenpur is used in clothing, underwear, socks, and home accessories, and is said to have thermo-regulatory, odor-eliminating, and absorbent properties.
• Light and medium knitwear
• Underwear
• Orthogonal fabrics
• Socks
• Technical fabrics
• Furniture fabrics
• Seamless garments

| J U LY 2 0 2 0
C OV E R S TO RY10 C OV E R S TO RY
MS. PRACHI GHELOTINTERN AT TEXTILE VALUE CHAIN
KHADI: INDIA’S
HAND-SPUN STRENGTH
Highlight of the article
India’s ideology for independence has had its own shares of ups and down in the Indian Market. The value of the age old fabric woven from hand-spun yarns, once not so popular owing to the cheap replication technol-ogies, it is once again gaining demand in the Indian market given the new reforms of Indian government to support traditional crafts of the nation. The ball is in the citizen’s court now, to be aware and spread aware-ness of Khadi’s representation of India’s rich heritage.

11
| J U LY 2 0 2 0
C OV E R S TO RY
Khadi – the word with which we are very fa-miliar, but vaguely know its relevance and impor-tance. Khadi word evokes imagery of Mahatma Gan-dhi spinning on his spinning wheel and the Swadeshi movement he drove. For quite a while khadi was re-lated to the nation’s independence battle.
Khadi represented India’s aspirations of indepen-dence from colonialism and economic freedom which wasn’t achieved very easily. It exemplified the national trustworthiness and just as went about as a marker for harmony between communities and spir-itual modesty. Khadi has been India’s ideology.
Khadi, the ever-present fabric of the nation turned out to be a piece of the freedom battle due to the manner in which it was promoted by Gandhi. The jargon that the pioneer utilized was that of indicat-ing fabric as a whole lifestyle, a lifestyle that could represent the solidarity of our nation. In this sense, Gandhi can be viewed as the primary genuine Indian designer who in a manner directed the individuals to adorn their bodies with the country’s fabric, Khadi. Khadi seemed to be driving India from the shackles of the British force for it enveloped the qualities that had been essential to the core ideologies of the na-tion including above all else, straightforwardness, philanthropic mentality towards all, and being free. This was additionally observed as an approach to induce commitment, control, and determination among all. Perhaps the best nature of Khadi that made it so well known was its reality as a social equalizer. Even though it was intended for the gen-eral population and could be worn by the poor, it ad-ditionally grabbed the attention of the elite, in this way bringing all the Indians under one blanket.
Khadi is a term coined for interlacement of hand-spun yarn, which is spun on the very popular ‘Charkha’. The hand-spun yarn is later handwoven on handlooms by artisans and craftsmen. Khadi was originally spun from cotton fibers. In some cases, de-spite prevalent thinking, khadi is also made from silk and wool, known as silk khadi or woolen khadi. The fabric is known for its uneven and irregular texture, snug and comfortable feel it gives while keeping cool in summers and creating a warm blanket in winters.
After India attained freedom, the development pro-ceeded, and the All India Khadi and Village Indus-tries Board was made, which later formed the Khadi, Village and Industries Commission. KVIC today is answerable for the arranging, advancement, associ-
ation, and usage of projects for the improvement of khadi and other town enterprises and craft clusters in country territories with the coordination of differ-ent offices in provincial advancement at any place essential.
Since freedom, the excursion of khadi has been tied in with keeping up a harmony among customs and advancement. Khadi represents what’s customary, however, every convention needs to experience change to remain applicable. Khadi has seen an-other influx of acknowledgment on account of many style fashioners like Sabyasachi Mukherjee, Ritu Ku-mar, and Rohit Bal, to give some examples.
Indeed, even KVIC has chosen to take a period jump, delegating Ritu Beri as their guide, who wishes to change khadi’s picture from exhausting to stylish. Advancing khadi’s natural and zero-carbon impres-sion nature, going the online business course, and joining forces with non-khadi players like Raymonds are nevertheless a couple of welcome strides to-ward this path. Formation of new plans and items like denim, pants, and T-shirts appropriate for youth have made the presence of khadi in the market very significant.
From being excused by numerous individuals as dull and dated, khadi has today advanced toward every-body’s closet. Regardless of whether it’s there as an announcement of extravagance or only a financially savvy and organic lifestyle, khadi has made some amazing progress from Gandhi’s charkha wheel.

| J U LY 2 0 2 0
12 C OV E R S TO RY
Expanding on the ethos of confidence and desi en-gage, the every popular texture has had a significant diversion from its pre-freedom picture. The previous 10 years have seen a huge move in its situating with the continued endeavours from the administration and the design world. There is additionally an over-all flood sought after for anything natural and khadi has had the option to tap into that customer base which has added to it’s regaining strength in India.
Information from KVIC proposes that the portion of Khadi fabric in the complete textile factory produc-tion multiplied to 8.49% in the previous five years. Mindful of the changing utilization examples and developing interest for more established subjects, clothing and beauty care products brands who sell khadi are investigating every possibility to carry their items to the front – regardless of whether it’s through focused promoting or by scaling up retail nearness of khadi products in the market.
Be that as it may, throughout the years, there has been a vulnerability in Khadi’s availability in the market owing to the cheaper similar looking re-placements, shorter production times, and de-creasing encouragement to artisans and craftsmen of rural India. There is a huge potential for khadi in the nearing future as it benefits the manufacturer to produce something pre-established and guaran-tee support and work for artisans, craftsmen, local skilled labours, tribes, etc. At this point in time when the world is hit by an unprecedented pandemic and the future of the business world is very uncertain, our country’s economy needs its productions to soar up and exports to reach the highest charts to strive through. Our nation has to attempt to unite present-day technology with customary practices of the khadi production to take India’s pride fabric on a worldwide pedestal.
It is also essential to make the present shoppers mindful about the new ideology of Khadi: Indepen-dence, which now has taken a new meaning- inde-pendence from the oblivion of our rich heritage that khadi represents and simultaneously endeavour to engage khadi as the national style.
Hence it becomes very essential to the country’s her-itage traditions to act in this unfortunate situation,
believing in the fact that it has time again proven as the strength of the country.
Image-1: Khadi Silk Fabric.
Reference : https://www.indiamart.com/shaktik-hadicentre/khadi-silk-fabric.html
Image -2: Mahatma Gandhi spinning the khadi yarn on a ‘Charkha’
Reference : https://hi.wikipedia.org/wiki/%E0%A4%9A%E0%A4%B0%E0%A4%96%E0%A4%BE

13C OV E R S TO RY
| J U LY 2 0 2 0
C OV E R S TO RY
MS. MANALI BHANUSHALIINTERN AT TEXTILE VALUE CHAIN
SISAL FIBRE SPINNING
Highlight of the article
Sisal fiber obtained from the plant Agave Sisalana, yields a stiff fibre, traditionally used in making twine, rope and also dartboards. Today Brazil is major world producer of sisal.
The first commercial plantings in Brazil were made in late 1930’s and the first sisal fibre exports from there were made in 1946. Sisal plants consists of a rosette of sword-shaped leaves about 1.5 to 2 meters long.
Young leaves may have a few minute thin along their margins, but lose them as they mature. The sisal plant has a 7-10 years life time and typically produces 200-250 commercially usable leaves. Traditionally, sisal has been the leading material for agricultural twin (binder twin and baler twin) because of its strength, durability to stretches, affinity for certain dyestuffs, and resistance to deteriorstion in salt water.
But the importance of this traditional use is diminishing with competition from polypropylene and the de-velopment of other haymaking techniques, while new higher-valued sisal has been developed.

| J U LY 2 0 2 0
14 C OV E R S TO RY
Natural fibres are fibres that are produced by plants, animals, and geological processes. One of the most widely used natural fibers is Sisal fiber. It is also very easily cultivated. You can obtain Sisal fi-ber from Sisal plant. The plant, was formally known as Agave Sisalana. These plants produce rosettes of sword-shaped leaves which start out toothed, and gradually lose their teeth with maturity. Decortica-tion is a process in which every leaf loses its long, straight fibers. During decortication, the leaves are beaten down to remove the pulp and plant material, leaving the tough fibers behind.
Sisal fiber is a high renewable source of energy , also it is fully biodegradable. Green composites were fabricated with soy protein resin which were mod-ified with gelatin. Sisal fiber, modified soy protein resins, and composites were characterized for their mechanical and thermal properties. Sisal fibre is low maintenance with minimal wear and tear, and exceptionally durable. It is not suitable for a smooth wall finish and also not recommended for wet areas, because it is too tough for textiles and fabrics.
The texture of sisal is fine because of which it takes dyes easily and offers the largest range of dyed co-lours of all natural fibres. Sisal agriculture uses zero pesticides or chemical fertilizers. It is traditionally used in making twine, rope and also dartboards be-cause of its stiff fiber. The sisal plant has vascular tissue from which sisal fiber is manufactured (Aga-vesisalana). It is used in automotive friction parts (brakes, clutches), where it imparts green strength to performs, and for enhancing texture in coatings application.
Sisal Fiber Production:
Sisal fibre is derived from the leaves of the plant. After harvest, the freshly harvested leaves of the agave plant are pressed in machines to sep-arate out the fibers. Subsequently, the separated fibers are washed, dried in the sun, bleached, and combed with rotating brushes. The dried fibre rep-resents only 4% of the total weight of the leaf. The length and diameter of sisal fibre is 80 to 120 cm in length and 0.2 to 0.4 mm respectively.
Sisal fibre is made from the process of De-cortication, leaves are crushed and beaten by a ro-tating wheel set with blunt knives, so that only fi-bres remain. The other parts of the leaf are washed away by water. Decorticated fibres are washed before drying the sun or by hot air. The fibers can then be spun into thread for twine and textile pro-duction, or pulped to make paper products. The fibre quality depends upon moisture content so proper drying is important. To get better grades of fibre artificial drying has been found in place of sun drying. Dry fibres are machine combed and sorted into various grades, largely on the basis of the pre-vious in-field separation of leaves into size groups. A sisal fibre in cross-section is built up of about 100 fibre cells. The cell walls consist of several layers of fibrillar. In the primary wall, the fibrillae have a re-ticulated structure. In the outer secondary wall (S1), which is located inside the primary wall, the fibril-lae are arranged in spirals with a spiral angle of 40° (for sisal fibre) in relation to the longitudinal axis of the cell. The fibrillae in the inner secondary wall (S2) of sisal fibres have a sharper slope, 18° to 25°. The thin, innermost, tertiary wall has a parallel fibrillar structure and encloses the lumen. The fibrillae are, in turn, built up of micro-fibrillae with a thickness of about 20µm. The microfibrillae are composed of

15C OV E R S TO RY
| J U LY 2 0 2 0
cellulose molecular chains with a thickness of 0.7µm and a length of a few µm.
The spinning process of sisal fiber starts with these following basic steps:
1. After extracting sisal fiber from sisal leaf by using automatic decorticator, after cleaning and drying, it is sent to sisal yarn factory.
2. The fiber must be sprayed with certain moisture and sesame oil before using in order to make sure the pro-cess goes smoothly.
3. Sisal combing machine is used to comb fiber and make the sisal sliver to be in average size and be straight.
4.after the combing process is done ,the fiber is sent to the drawing machine for drawing processing where the sisal sliver are passed through a series of rollers, thus straightening the individual fibres and making them more parallel.
5. The fibers are then sent to the spinning machine for making yarn.
6. After the above process , the yarns are rolled out of the spinning machine. And the process is complete.
Uses and Applications :
Sisal is broadly categorized under three grades and applied in various industries according to the grades.
Low-grade: cellulose and hemicellulose portion are mainly used for-
• Paper industry
• Cordage industry
Medium-grade: used in making of binder twine, ropes, bales-
• Agriculture
• Marine
• General industrial purpose
High-grade: used by blending itself with wool and acrylic for softer hand-

| J U LY 2 0 2 0
16 C OV E R S TO RY
MS. VASAVI MEHTA
INTERN - TEXTILE VALUE CHAIN
WET SPINNING
Highlight of the article
Wet spinning is the oldest process. - It is used for fiber-forming substances that have been dissolved in a solvent.- The spinnerets are submerged in a chemical bath and as the filaments emerge they precipitate from solution and solidify.- It is called “Wet spinning” since the solution is extruded directly into the precipitating liquid.- Examples: Rayon, Aramid, Acrylic, etc.

17C OV E R S TO RY
| J U LY 2 0 2 0
The first monetarily effective strategy for the production of synthetic fiber was the wet turning of the cellulosic fiber, rayon. This technique is as yet utilized today. Basically, the procedure includes the utilization of a proper fluid arrangement, which is siphoned through a little spout, which is known as a spinneret, into a synthetic shower that coagu-lates the expelled arrangement of unlimited strands of fibers. These coagulated persistent filaments are drawn out of the shower, cleansed by washing, dried and afterward twisted onto spools. The develop-ment of the spinneret might be shifted by the ideal outcomes. On the off chance that the spinneret has one expulsion gap, at that point a monofilament yarn will be created. In the event that the spinneret has numerous gaps, at that point a multifilament yarn will be created. The size and number of the openings of spinneret might be fluctuated. In this manner, the number and size of the fibers of which it is developed decide the thickness, or denier of the yarn. Likewise, the measure of turn given the prepared yarn will in-fluence its surface and quality.
On the off chance that we talk in detail, Wet turn-ing is the most mind boggling of the turning proce-dures. Some wet turning forms require the polymer answer for be kept above or beneath surrounding temperature and subsequently a warmth exchanger is utilized. The spinnerets are drenched in tanks containing the coagulation into which the fibers are expelled. The expulsion course is variable from vertically upwards to flat. The spinnerets utilized in wet-turning can have up to 2,000 gaps for business applications. In any case, ordinary wet turning is the slowest of the chief procedures having windup rates to roughly 150 m/min.
This procedure depends on precipitation just, with-out substance recovery. The dissolvable diffuses out of the extrudate into the shower, and a non-dissolv-able diffuses from the shower into the extrudate. The polymer encourages as a gel at first at the ex-trudate-coagulant interface however logically all through the extrudate. The coagulation rate affects the gel structure and the last fiber properties. The preparing factors are fixation and temperature of the turning arrangement, structure, focus and tem-perature of the turn shower; and the stretch applied
during turning. These conditions bring down the turn shower temperature, and lower stretch during turning. These conditions lead to more noteworthy homogeneity and higher orientability in a resulting extending or attracting procedure and subsequently to better malleable properties. The turn shower and turning arrangements may incorporate limited quantities of altering specialists that will in general improve homogeneity of the spun yarn. The coagu-lated fibers ignore a manual for driven rollers. The means succeeding coagulation differ as indicated by the item however ordinarily incorporate washing, extending, finish application, drying, creasing, con-trolled unwinding for a tow, in addition to cutting for a staple fiber item.
Wet turning is applied to polymers which don’t soften and disintegrate just in non-unpredictable or ther-mally temperamental solvents. In this procedure, the polymer is disintegrated in a reasonable dissolvable, and the arrangement is expelled through a spinneret to a fluid shower containing low sub-atomic weight synthetics. This substance is a non dissolvable to the polymer yet is uninhibitedly miscible with the dis-solvable used to plan polymer dope
In this procedure, the strategy for arrangement readiness, filtration and expulsion i.e., polymer dope planning is fundamentally the same as those utilized for dry turning. Be that as it may, increasingly weaken polymer arrangement is utilized for entangled hard-ening process. Polymer content fluctuates between (5 % to25 %) it 20 to 5000 balance thickness.
For expulsion, a similar general standards are uti-lized for the plan of the spinnerets. In any case, the separating of the gaps in the wet turning is nearer than the dry turning in light of the fact that the poly-mer stream he moves in a fluid medium after expul-sion. Nearness of fluid confines t blending of the fi-bers during hardening.
The turn square is anything but a compacted one like that of liquefy turning and dry turning due to the nearness of exceptional turn shower with synthetic compounds. Rather, the spinnerets are lowered in turn shower and associated with the turn obstruct by move e of funnels. Likewise, the spinneret pack present in turn synthetically inactive material.
The cementing procedure of the polymer arrange-ment comprises of extraction of the dissolvable by the synthetic compounds present in the turn shower.

| J U LY 2 0 2 0
18 C OV E R S TO RY
This procedure is a f turn internal and outward mass exchange process in the polymer stream of shower. Inter-nal and outward mass exchange is progressively mind boggling marvel in wet turning.
The extricated fiber can be extending in the turn shower as a result of its gel-like structure. The level of extend-ing can be as high as multiple times just a moderate pace of change permits higher stretch. Now and then to have more level of extending, the fiber as a rule goes through a few showers containing. The expelled fiber is called as the co-worshipping concoction.
As a result of high fluid substance in the wet spun strands, it is hard to wrap them on take-up bobbins. Like-wise, drying of the strands before drawing
renders troubles for additional preparing. So as opposed to twisting in a bobbin in take-up, in some cases diffusive turning technique is commonly received to gather the fibers after hardening.
In this technique, the fiber is passed to within a pivoting compartment into which the yarn is gathered with the guide of radial power. The material assembled in the pivoting holder frames a steady bundle or cake. The cake can be evacuated when revolution stops.
An elective procedure can be utilized, where the filaments after hardening can be post-rewarded consistently. The cakes or the strands can be washed over and over to expel any leftover dissolvable or some other syn-thetic present in the fiber.
Working Flow Chart of Wet Spinning Process

19C OV E R S TO RY
| J U LY 2 0 2 0
Stage 1: At first strong polymer and reasonable dis
solvable is broken up in an solution vessel.
Stage 2: The arrangement is then warmed in heat exchanger.
Stage 3: The arrangement is passed/expelled to spinneret which inundated in a coagulation bath/spin bath by pump.
Stage 4: The polymer is chemically recovered and it is changed over into the fiber of solid structure.
Stage 5: The fiber is united and twisted on bobbin.
Stage 6: The wended filament is then drawn lastly it is washed and dried and is likewise twisted on suitable package.
Stage 7: Delivery
Points of interest Of Wet Spinning:
1. It very well may be utilized for any polymer. Indeed, even polyethylene, polypropylene and nylon can be converted from polymer to their fiber by wet turning strategy.
2. Fiber can accomplish greatest quality, which can be practically identical with most extreme hypothetical quality, especially for adaptable polymers.
3. Similarly dissolve turning procedure can not bring about most extreme hypothetical quality
4. The procedure can be nonstop.
5. Enormous tows can be dealt with.
6. Superior to soften and dry turning for temperature touchy polymers.
Impediments Of Wet Spinning:
1. Slow procedure (70 – 150 yd/min).
2. Washing to evacuate debasements.
3. Solvent and synthetic recuperation is expensive.
4. Lower creation rates than soften or dry turning because of gooey drag.
5. One or more than one bath is required for totally expulsion of the dissolvable from the polymer
6. Post-turning tasks are morel length
7. Because of lengthier procedure, it is all the more exorbitant.
8. The arrangement of careful fiber cross area is hard to control in view of internal and outward mass exchange process.

| J U LY 2 0 2 0
20 C OV E R S TO RY
MS. ARWA KALAWADWALA
INTERN - TEXTILE VALUE CHAIN
A FIBRE AS STRONG
AS STEEL!
Highlight of the article
Glass fibre also known as fibre glass is an industrial textile material.
It has many compositions like Silica, Alumina, Zinc oxide, Titanium oxide, etc. which gives the fibre its functions and properties. Glass fibre making process is broken down to five steps: Batching, Melting, Fibreization, Coat-ing and Drying/Packaging.The fibres are either continuous filaments or staple fibres of glass.The spinning of the fibre is done by Nozzle drawing, Rod drawing and Nozzle blowing.The properties of these fibres include good electrical insulator, natural incombustibility, com-pactible with organic substances, non-rotting, low thermal conductivity and many more.They are used in the making of tent poles, arrows, bows and crossbows, hockey sticks, rock-ets, etc.

21C OV E R S TO RY
| J U LY 2 0 2 0
Glass fibre is a special type of synthetic fibre.
It is also known as fibre glass that is a material con-sisting of numerous extremely fine fibres of glass.
It is a very strong fibre. The versatility of glass as a fibre makes it unique to industrial textile material.
Glass fibre in fabric form offers an excellent combi-nation of properties from high strength to fire resis-tance.
RAW MATERIALS:
Glass fibres can also occur naturally, as Pele’s hair.
Pele’s hair is a form of lava. It is named after Pele, the Hawaiian goddess of volcanoes. It can be de-fined as volcanic glass fibres or thin strands of vol-canic glass. The strands are formed through the stretching of molten basaltic glass from lava.
Pele’s hair is extremely light, so the wind often car-ries the fibres high into the air and to places sev-eral kilometers away from the vent. It is common to find fibres of Pele’s hair in high places like the top of trees, radio antennas, and electric poles.
Pele’s hair - Hawaii
Pure silica (silicon dioxide), when cooled as fused quartz into a glass with no true melting point, can be used as glass fibre.

| J U LY 2 0 2 0
22 C OV E R S TO RY
COMPOSITIONS AND THEIR FUNCTIONS:
Silica or silicon dioxide: obtained from sand or sandstones
Lime, Magnesium oxide: used as a stabilizing agent
Alumina: used for stretch, durability, and resistance to weathering
Zinc oxide: used for acid durability
Titanium dioxide: reduces viscosity in the spin bath
Barium oxide: increases the rate of melting
Boron oxide: increase the difference between tem-peratures
TYPES OF FIBRE
GLASS
COMPONENT USES PROPERTIES
E- GLASS
(Electrical)
Alumino-borosil-
icate
1% alkali
oxide
Glass Rein-
forced Plastics
(GRF)
Continuous
filament
A-glass
(Alkali glass)
Alkaline-lime Little or no
boron
Cullet glass
E-CR Glass
(Electrical/Chemical Re-
sistance)
Alumino-lime
silicate
Less than
1 % alkali
oxide
high acid resis-
tance
Does not melt
but softens
C- glass
(Chemical resistance )
Alkali-lime High boron
oxide
Staple fibres and insulation
Chemical resis-
tance
D-glass
(Low Dielectric glass )
borosilicate Low dielectric
constant
R- glass
(Reinforcement )
Alumino silicate No MgO
and CaO
reinforcement High mechani-
cal req.
S- glass
(Strength )
Alumino silicate High MgO
and CaO
Building and
aircraft
High tensile
strength
T-glass
(type of C glass )
Type of C- glass Insulation and
blown fibreglassResistant to
chemical attack

23C OV E R S TO RY
| J U LY 2 0 2 0
GLASS FIBRES PROCESSING:
1. Textile-grade glass fibres are made from sil-ica (SiO
2) sand, which melts at 1720°C. SiO
2 is
also the basic element in quartz, a naturally occurring rock.
2. Glass is produced by altering the tempera-ture and cool-down rates.
3. If pure SiO2 is heated to 1720°C then cooled
quickly, crystallization can be prevented and the process yields the amorphous or ran-domly ordered atomic structure we know as glass.
4. This process can be broken down into five basic steps: batching, melting, fabrication, coating and drying/packaging.
1] Batching
In the initial stage of glass manufacture, therefore, these materials must be carefully weighed in exact
quantities and thoroughly mixed (batched).
Although a viable commercial glass fibre can be made from silica alone, other ingredients are added to reduce the working temperature and impart other properties that are useful in specific applications.
Along with other components, boron oxide is used to increase the difference between the tempera-tures at which the E-glass batch melts and at which it forms a crystalline structure to prevent clogging of the nozzles used in fibreization.
2] Melting
From the batch house, another pneumatic conveyor sends the mixture to a high temperature natural
gas-fired furnace for melting.
The furnace is typically divided into three sections:
o The first section receives the batch, where melting occurs and uniformity is increased, including removal of bubbles.
o The molten glass then flows into the refiner, where its temperature is reduced.
o The final section is the fore hearth, beneath which is located a series of four to seven bushings that, in the next step, are used to extrude the molten glass into fibres.
The industry takes three main approaches to glass
melting:
(1) Indirect melt (also called marble remelt); for in-direct marble remelt, molten glass is sheared and rolled into marbles which are cooled, packaged and then transported to a fibre manufacturing facility where they are remelted for fibreization.
(2) Direct melt using larger-scale furnaces (8,000 to 100,000 metric tonnes per year); and
(3) Direct melt using smaller-scale furnaces (150 to 200 metric tonnes per year), which are also called paramelters.

| J U LY 2 0 2 0
24 C OV E R S TO RY
The direct melt process transfers molten glass in the furnace directly to fibre-forming equipment. Because direct melting eliminates the intermediate steps and the cost of forming marbles, it has be-come the most widely used method.
3] Fibreization
Glass fibre formation, or fibreization, involves a com-
bination of extrusion and attenuation.
In extrusion, the molten glass passes out of the fore hearth through a bushing made of an erosion-resis-tant platinum/rhodium alloy with very fine orifices.
Bushing plates are heated electronically, and their temperature is precisely controlled to maintain a constant glass viscosity.
Water jets cool the filaments as they exit the bushing at roughly 1204ºC.
Attenuation is the process of mechanically drawing the extruded streams of molten glass into fibrous el-ements called filaments.
A high-speed winder catches the molten streams and, because it revolves at a circumferential speed of ~2 miles/~3 km per minute (much faster than the molten glass exits the bushings), ten-sion is applied, drawing them into thin filaments.
The bushings are expensive, and their noz-zle design is critical to fibreization. Nozzle di-ameter determines filament diameter, and the nozzle quantity equals the number of ends.
4] Coating
In the final stage, a chemical coating, or size, is applied.
Size is typically added at 0.5 to 2.0 percent by weight and may include lubricants, binders and/or coupling agents.
The lubricants help to protect the filaments from abrading and breaking as they are collected and wound into forming packages and, later, when they are processed by weavers or other convert-ers into fabrics or other reinforcement forms.
Coupling agents cause the fibre to have an affinity for a particular resin chemistry, improving resin wetout and strengthening the adhesive bond at the fibre-matrix interface.
Some size chemistry are compatible only with poly-ester resin and some only with epoxy while others may be used with a variety of resins.
5] Drying/packaging
Finally, the drawn, sized filaments are collected to-
gether into a bundle, forming a glass strand com-posed of 51 to 1,624 filaments.
The strand is wound onto a drum into a forming package that resembles a spool of thread.
The forming packages, still wet from water cooling and sizing, are then dried in an oven, and afterward they are ready to be palletized and shipped or fur-ther processed into chopped fibre, roving or yarn.
Roving is a collection of strands with little or no twist.
Yarn is made from one or more strands, which may be twisted to protect the integrity of the yarn during subsequent processing operations, such as weaving.
Glass fibres wound on the drum Creeling Process

25C OV E R S TO RY
| J U LY 2 0 2 0
MANUFACTURING:
After the initial process of melting glass and passing it through spinnerets, continuous filaments or sta-ple fibres of glass are manufactured by two different methods.
1] Continuous Filament Process In this process, continuous filaments of indefi-nite length is produced. The molten glass passes through spinnerets having hundreds of small open-ings.
� These strands of multiple filaments are car-ried to winder revolving at very high speed of more than 2 miles per km.
� This process draws out the fibres in parallel filaments of the diameter of the openings.
� A sizing or a binder is applied to facilitate the twisting and winding process and to prevent breakage during yarn formation.
� After winding, filaments are further twisted and plied to make yarns by methods similar to those for making other continuous fila-
ment yarns.
� The sizing is removed in an oven. These yarns are used for making such items as curtains
and drapes.
2] Staple Fibre Process
� The molten glass flows through the small holes of bushing, where jets of compressed air shake the thin streams of molten glass into fine fibres.
� These fibres vary in length ranging from 8 to 15 inches. The fibres fall through a spray of lubricant and a drying flame onto a revolving drum where they form into a thin web.
� These yarns are used for fabrics for industrial purposes where insulation is required.
� The staple fibre, if subjected to oven, is com-pressed to the desired thickness and the binder which was earlier applied, is cured. This permanently binds the fibres.
| J U LY 2 0 2 0
26 C OV E R S TO RY
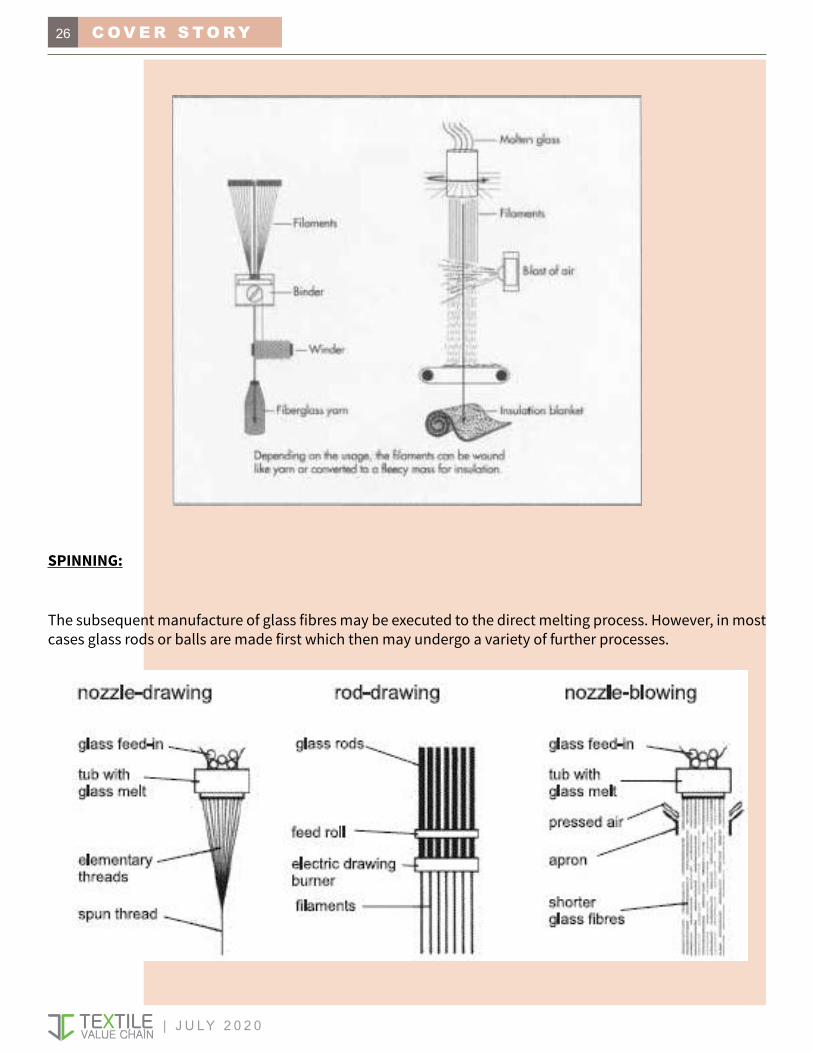
SPINNING:
The subsequent manufacture of glass fibres may be executed to the direct melting process. However, in most cases glass rods or balls are made first which then may undergo a variety of further processes.

27C OV E R S TO RY
| J U LY 2 0 2 0
� Nozzle drawing- The glass fed in is melted in a heated melt tub at 1250–1400oC. Then, it emerges at the bottom of the melt tub from nozzle holes of 1–25 mm diameter and it is taken off and drawn. The filaments solidify and are finished and wound. One can find them in the shops as various kinds of “glass silk”.Nozzle blowing- The same as with nozzle-drawing, glass balls are melted in the tub. The melt emerging from the nozzle holes is then taken by pressed air, which draws the liquid glass so as to make fibres of 6–10 um diameter. A fluttering effect is caused by the flow of pressed air, which results in fibres of lengths from 50 to 300 mm. A lubricant is put on and the fibres are laid down on a sieve drum which sucks them in. The dry web received is held together by the long fibres, the short ones lying in between them as a filling material. Then, the slivers of glass fibre material are cut. Rod draw-ing- By means of a burner, bundles of glass rods are melted at their bottom ends. This results in drops which, as they fall down, draw filaments after them. The filaments are taken by a rotating drum, a squeegee laying them down onto a perforated belt. Thus, a dry web is received which can be wound as glass fibre slivers. Machine performance being limited by the number of glass rods fed in, the rotating drum may be combined with nozzle-drawing, which results in drum-drawing. This multiplies machine performance. The dry web is again laid down onto a perforated belt and solidified or, after winding it so as to receive slivers, cut for further processing on machines producing wet laid nonwovens. Using and processing glass fibres is not without any problems. For example, fine pieces of broken fibres may disturb if the work place is not well prepared for the purpose. Using the nonwovens to manufacture glass-fibre reinforced plastics, it is important the surface of the plastic material is fully even. Ends of fibre looking out may be pulled out or loosened by outward stress (temperature, gases, liquids), which may influence material characteristics. In some cases, it is advisable to cover up such layers of glass fibre with suitable chemical fibres.
PROPERTIES:
1. Mechanical strength: Fibreglass has a specific resistance greater than steel. So, it is used to make high-performance fabrics
2. Electrical characteristics: Fibreglass is a good electrical insulator even at low thickness.
3. Incombustibility: Since fibreglass is a mineral material, it is naturally incombustible. It does not propagate or support a flame. It does not emit smoke or toxic products when exposed to heat.
4. Dimensional stability: Fibreglass is not sensitive to variations in temperature. It has a low coefficient
of linear expansion.
5. Compatibility with organic matters: Fibreglass can have varying sizes and has the ability to combine with many synthetic resins and certain mineral matrices like cement.
6. Non-rotting: Fibreglass does not rot and remains unaffected by the action of rodents and insects.
7. Thermal conductivity: Fibreglass has low thermal conductivity making it highly useful in the build-ing industry.
8. Dielectric permeability: This property of fibreglass makes it suitable for electromagnetic windows.

| J U LY 2 0 2 0
28 C OV E R S TO RY
BLENDS:
1. Glass-reinforced plastic (GRP) is a compos-ite material or fibre-reinforced plastic made
of a plastic reinforced by fine glass com-monly referred to as fibreglass.
2. Reinforced concrete: Glass fibre concretes are mainly used in exterior building façade panels and as architectural precast concrete.
3. Aramid-Glass: The high impact resistance and strength of aramid fibre combines with the good compressive and tensile strength of glass. The aramid glass laminate has also im-proved delaminating resistance.

29C OV E R S TO RY
| J U LY 2 0 2 0
MS. HETAL MISTRYINTERN - TEXTILE VALUE CHAIN
JUTE FIBRE SPINNING
PROCESS
Highlight of the article
The jute fibre is a natural fibre. The fibre which is obtained from the bast layer of the plants Corchorus capsularis and Corchorus olitorius is called jute. It is one kind of cellulosic fibre. Spinning is the first steps of textile product processing. The process of making yarn from the textile fibre is called spinning. zThere are two types of jute spinning process. They are: 1. Sliver spinning 2. Roving spinning

| J U LY 2 0 2 0
30 C OV E R S TO RY
The jute fibre is a natural fibre. The fibre which is ob-tained from the bast layer of the plants Corchorus capsularis and Corchorus olitorius is called jute. It is one kind of cellulosic fibre. Jute is also called as “Golden Fibre”. Jute fibre is used for sacking, burlap, and twine as a backing material for tufted carpets. Spinning is the first steps of textile product process-ing. The process of making yarn from the textile fibre is called spinning. There are various types of spin-ning methods for producing various types of yarns. If we notice, we will see that the Jute Fibres are con-verted into fine yarn, hessian yarn, carpet yarn, sack-ing yarn and jute blended yarn depending on the end use of the yarn. For producing this type of jute yarn different spinning methods/process are used.
There are two types of jute spinning process. They are:
1. Sliver spinning
2. Roving spinning
1. Sliver Spinning: In sliver spinning, yarn is pro-duced from the sliver of finisher drawing frame. Sliv-er spinning is used for majority of jute yarn.
2. Roving Spinning: In roving spinning, yarn is pro-duced from roving sliver of roving frame. By this spin-ning process finer and superior quality jute yarn can be produced. In this spinning process after passing through three drawing frame, sliver are converted into rove by a roving frame and after that a spinning frame is used to produce yarn.
Fig.: Jute Spinning
Jute yarn manufacturing process flowchart:
Jute spinning can be classified in five divisions. They are: Batching, Carding, Drawing, Spinning, Winding. They are the main process, either there are sub pro-cess to manufacture jute yarn. There are two types of yarn are produced from jute spinning; sacking yarn and hessian yarn. The manufacturing process of raw jute are mentioned below.
Flow Chart of Raw Jute Spinning Process
Fig.: Flow Chart of Raw Jute Spinning Process
Emulsion Section:
What is emulsion:
Emulsion is a mixture of some lubricating agents which is applied on jute fibre to make the
fibre soften and flexible for spinning; prepared for spun. An emulsion is an intimate mixture of two immiscible liquids where one is dispersed in small globules on the other and addition of a third sub-stance brings stability. Emulsion is made by splitting up oil into minute drops which are prevented from reuniting in water.
Basic ingredients of an emulsion :
Water

31C OV E R S TO RY
| J U LY 2 0 2 0
Mineral oil and
Emulsifier
The reasons why emulsion is used are given below:-
To make the jute fibre soft.
To increase flexibility.
To reduce fibre stiffness and brittleness.
To increase cohesiveness of fibre.
Recipe for Emulsion:-
Oil 27.67%
Water 72.28%
Emulsifier 0.05%
Fig. Emulsion Making
Procedure:
Emulsifier and equal quantity of mineral oil are placed in the mixing tang. Adding remaining oil then add water and mixed for a period of time. Then trans-ferring to the reserve tank to supply next machine
Softening Section:
After preparing emulsion it is applied on the fibre by softener or spreader machine. The discussion is here about softener machine. The figure and function of softener machine are given below-
Function:
The long jute fibres are fed on the machine by feed rollers. Gripping and beating the fibres by spirally fluted rollers. Emulsion is sprayed after passing one third portion of the fluted roller zone. The fibres are delivered through delivery roller and delivery sheet.
Deeping System: Why it is used?
It is a system developed by the authority of BJM by means of which the cuttings portion of the long jute fibre are slightly sink into the emulsion before feed-ing the fibres in softener machine so that a large amount of emulsion can be applied to the cuttings portion of the fibre and make it more flexible.
Fig.: Deeping System
Pilling Section:
Definition of Pilling:
It is the process by which emulsion applied long jute fibres are kept under a thick fabric for a certain time as a result fibre become soft and flexible. Depending on fibre quality the pilling time is varied. Assumption of pilling assembly:- 19 ft*5.5 ft*6 ft
Fig.: Pilling
Carding Section:
Carding is the process by which long strikes of jute fibres, while passing through high speed
Function:
The long jute fibres are fed on the machine by feed rollers. Gripping and beating the fibres by spirally fluted rollers. Emulsion is sprayed after passing one third portion of the fluted roller zone. The fibres are delivered through delivery roller and delivery sheet.

| J U LY 2 0 2 0
32 C OV E R S TO RY
pinned rollers, are broken down into an entangled mass and delivered in roll form of uniform
weight per unit length.
Breaker Card:
Fig.: Breaker Card
Machine Information:
Delivery rate=600 kg /hr Dollop weight =34 lbs , Clock length=13 yards , Clock rotation=360
degree , Draft=6 , Sliver weight /100 yards=18 lbs, Surface speed of different rollers, Surface
speed of cylinder =3935 ft/minute, Surface speed of pin feed roller =22.5 ft/min, Surface
speed of worker =70.61 ft/min, Surface speed of strip-per =81.7 ft/min, Surface of doffer =192
ft/minute, Surface of Delivery roller =268.13 ft/min-ute
Finisher Card:
Fig.: Finisher Card
Machine Information:
Doubling=11:1 Draft=10.6, Delivery=400-450 kg/h
Finisher roll weight /100 yards=16 lbs,
Surface speed of different rollers, SS of strip-per=398.48 ft/min SS of worker=54.39 ft/min,
SS of doffer=103.389 ft/min SS of cylinder=2388.6 ft/min, SS of feed stripper=34.33 ft/min,
SS of top drawing roller=117.20 ft/min, SS of bottom drawing roller=123.21 ft/min, SS of
front delivery roller=128.85 ft/min
Drawing Section:
After above these process drawing & doubling is done.
JUTE Ring Spinning Frame:
Finally we get jute yarn from spinning frame.
Fig.: Jute Yarn

33C OV E R S TO RY
| J U LY 2 0 2 0
Highlight of the article
Every year tones of Pineapple leaf fibre are being produced but very small portions are be-ing used.
Pina is a traditional Philippine fibre made from pineapple leaves.
The name Pina ia a Spanish word, meaning Pineapple.
The fibres derived from pineapple leaves are long, strong, white, silky with one of the best fineness indexes among vegetal fibres, which make them suitable for many industrial ap-plications.
The fibres are detached from the leaves by the hand scraping method (coconut husk are good for this).
Fibre from Pineapple leaves for long has been used by Philippine handicraft artisans to produce cloth.
Up to 15-18 pieces of white, creamy lustrous fibre, about 60 cm long each can be provided by a kilo of leaves and it easily retains dyes.
The Pina fibre is softer, and has a high lustre, and is usually white or ivory in colour.
As the making process of Pina fabric is tedious, time consuming and labour intensive, it becomes quiet expensive.
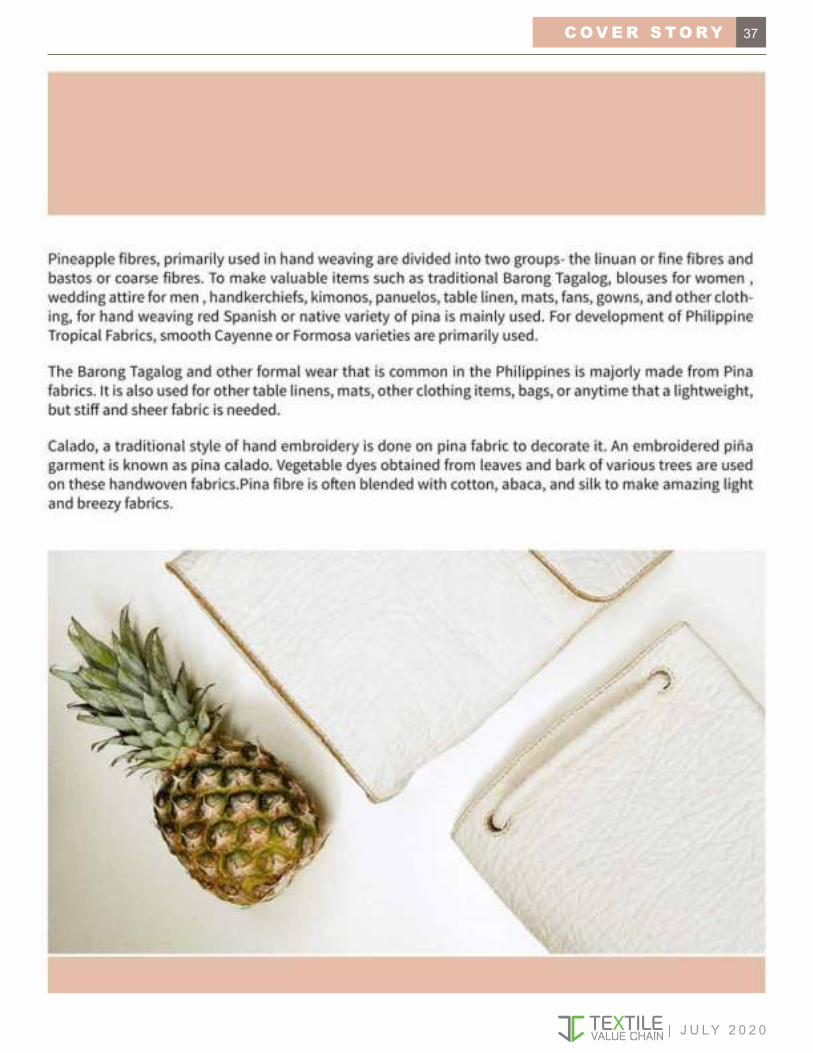
Pineapple fibres, primarily used in hand weaving are divided into two groups- the linuan or fine fibres and bastos or coarse fibres.

| J U LY 2 0 2 0
34 C OV E R S TO RY
C

35C OV E R S TO RY
| J U LY 2 0 2 0

| J U LY 2 0 2 0
36 C OV E R S TO RY
37C OV E R S TO RY
| J U LY 2 0 2 0

| J U LY 2 0 2 0
38 C OV E R S TO RY
Highlight of the article
Banana fibre, also known as musa fibre is one of the world’s strongest natural fibres.
The fibre consists of thick-walled cell tissue, bonded together by natural gums and is main-ly composed of cellulose, hemicelluloses and lignin.
Banana fibres can be used to make ropes, mats, woven fabrics as well as handmade pa-pers.
Offset Warehouse previously partnered with an NGO in Nepal and is offering a thick, hand-woven fabric made from banana fibres.
The traditional process of fibre extraction from the off shoots of Banana plant is laborious and time consuming.
The extracted fibers are sun-dried which whitens the fiber.
The women of East and West Godavari districts have been practicing the skill of spinning coir ropes for the local vendors since the last 7 decades.

39C OV E R S TO RY
| J U LY 2 0 2 0

| J U LY 2 0 2 0
40 C OV E R S TO RY

41C OV E R S TO RY
| J U LY 2 0 2 0
Green Banana Paper uses the banana paper to make wallets and weaves the raw banana fibres to create hand woven items such as purses and laptop bags. While Green Banana Paper avoids using chemicals whenever possible, Simpson is aware of the possibilities of using more natural colourants. “We prefer avoiding the use of chemicals however possible, but natural dyes such as indigo are definitely on our radar for ways we can create variations and intriguing designs.”
Fabrics made from banana fibres are soft and supple, as well as breathable and a natural sorbent. They tend to have a natural shine to them as well and are often compared to silk. In addition, banana fibre is now seen as a sustainable alternative to cotton and silk. Banana fibre, which is said to be nearly carbon neutral, is also often compared to hemp and bamboo, although it is not as durable as the former fibres. At the moment, how-ever, there are certain limitations to what can be made from banana fibres.
“Unfortunately, our papers are not quite strong or stretchy enough to be used in super stressful applications where the item will be subjected to a lifetime of washings in a washing machine,” pointed out Simpson. Which is why the company has refrained from branching out into more common fashion garments, such as t-shirts, trousers or jackets. However this has not stopped other companies, such eco-textile company Offset Ware-house, fabric distributor THIS Co. and Frabjous Fibers from offering artisan fabrics made from banana fibres.
Offset Warehouse previously partnered with an NGO in Nepal and is offering a thick, hand-woven fabric made from banana fibres. THIS Co. features a semi-sheer banana fabric made in the rural Philippines on wooden pedal looms and Frabjous Fibers offers handspun and painted banana silk fabric. However, despite the many potentials offered by banana fibre, the material has yet to make a complete resurgence within the fashion in-dustry. While most companies and brands prefer to stick to more conventional materials, banana fibre offers a sustainable alternative to those looking for a unique and eco-friendly option.
Fibre Extraction and Spinning of Banana fiber waste
Traditional Fiber extraction Process
The traditional process of fibre extraction from the off shoots of Banana plant is laborious and time con-suming. The layers separated from the banana stems are processed through various retting techniques generally in the water tanks, local canals for a period of 10 to 15 days. The retted layers of the plant beaten manually to loosen the fibers, washed and cleaned further to leave the waste.
Traditional practice of this kind, yield the best quality of this fiber. The fibers have good luster and are very affordable for the hand spinning and weaving.
Mechanized White Fiber extraction Process

| J U LY 2 0 2 0
42 C OV E R S TO RY
Alternatively, mechanical process using either de-fi-bering or decorticating equipment process the sep-arated layers of the stems can be separated directly into fibers. The beater in the machine helps to open the fibers. By using revolving drums the course long fibers are separated from the short fleshy parts and the pith. The stronger fibers are washed, cleaned and dried.
Technical Modification in the Machine
The rotating blades available in the machine are sharp and are good to extract coir fiber as the fiber is rough. Banana being a smooth, soft fiber, the sharp blades while extracting the fibers may cause harm to the strength of fibers by beating and cutting them into short lengths.
Few varieties of Brown Fiber extraction Process
The outer bark which is brown green colour is peeled off and the fiber strips are cut through hand extrac-tion machine composed of either serrated or non-serrated knives. The peel is clamped between the wood plank and knife and hand-pulled through, re-moving the resinous material. The extracted fibers are sun-dried which whitens the fiber. To get a dark brown shade to the fibers we have to keep the bark strips for much longer time.
The sponge like structure behind the strips is to be completely scraped to avoid fungus problems in hu-mid conditions.
There will be a fine fiber strip at the both ends of the bark layers is a very good fiber to explore. It is a smooth, light brown and pure fiber which we use it to make screens.
We dry the processed fibers naturally. Initially we used to extract fiber in our own unit. Now days Kora support people who want to start a unit, train the techniques of extracting fiber and buy it from them.
Process of hand spinning
The usual practice through ages is the hand spinning where the fibre is rolled into short length of 6 to 9 inches, giving a clock-wise twist by hands. When the sufficient quantity of the yarn is made, two of these short lengths are taken in hand together and made into yarn of two plies by giving counter twist, using both hands.
When the counter twist reaches near the end of the striking, further pieces of short lengths kept ready are added one after the other. The counter twist using both hands is continued till it reaches the re-quired length of being a knot, reeled in the form of hank for further usage.
Though this process is very laborious and time con-suming, it always have a soft twist and better feel.
Traditional Spinning Ratt (manual & motarised)
To prepare two-ply coir yarn on the spinning wheel, one set of two wheels, one stationary and one mov-able is required. The stationary wheel usually con-tains two spindles set in motion through the center

43C OV E R S TO RY
| J U LY 2 0 2 0
of the wheel manually by hand. The movable wheel contains one spindle only. Two persons take the sliv-ers of the coir prepared and kept ready after willow-ing.
Usually two women keeps the sliver in the arm pits, make a loop with small quantity of fibre which is put into the notch of each spindle set into motion on sta-tionary wheel. Further fibre in the armpits is added to the loop while walking backward forming single stand yarn. The operation is continued till the re-quired length is reached and are passed through the grooved rod. The two strands of yarn spun are tied together into the notch of the spindle on movable wheel which is at the other end. The grooved rod is allowed to move forward and the movable wheel is turned in the opposite direction
The object of the grooved rod is to regulate the twist of the yarn and to prevent entanglement of the strands at the time of doubling. When the grooved rod reaches the stationary wheel, the turning of the spindles of the spinning wheel is stopped and all the ends from that of stationary wheel are cut off and made into hanks.
Depending on the usage the yarn is tested if there is sufficient twist. If ore twist is required, the movable wheel is turned towards its original direction till the required twist is obtained. If the yarn has more twist than required, the movable wheel is turned in the di-rection contrary to the original twist.
The women of East and West Godavari districts have been practicing the skill of spinning coir ropes for the local vendors since the last 7 decades. We tried to re-place the coir fiber with banana that has better com-mercial value and asked them to make it finer. In few areas where the women are not so skilled we trained them to spin single strand yarn on a ratt.
It took almost two years for the artisans to get com-fortable with the new material and spin a good quality of yarn. Slowly standardised three different counts of yarns using two kinds of fine fibers with co-lour variations of natural white and brown.

| J U LY 2 0 2 0
44 C OV E R S TO RY
Highlight of the article
Carbon fibre is also called as graphite fibre. Carbon fibre was developed in the mid 1960s. It is first found by Dr. Roger Bacon. It is in the form of several long strands of materials mainly composed by carbon atoms. Each strand is 0.005-0.010mm thick in diameter. Its density is much lower than density of steel.

45C OV E R S TO RY
| J U LY 2 0 2 0
The raw material used to make carbon fiber is called the precursor. About 90% of the carbon fibers produced are made from polyacrylonitrile (PAN). The remaining 10% are made from rayon or petroleum pitch. All of these materials are organic polymers, characterized by long strings of molecules bound to-gether by carbon atoms. The exact composition of each precursor varies from one company to another and is generally considered a trade secret.
During the manufacturing process, a variety of gases and liquids are used. Some of these materials are designed to react with the fiber to achieve a specific effect. Other materials are designed not to react or to prevent certain reactions with the fiber. The pro-cess for making carbon fibers is part chemical and part mechanical. The precursor is drawn into long strands or fibers and then heated to a very high temperature without allowing it to come in contact with oxygen. Without oxygen, the fiber cannot burn. Instead, the high temperature causes the atoms in the fiber to vibrate violently until most of the non-carbon atoms are expelled. This process is called carbonization and leaves a fiber composed of long, tightly interlocked chains of carbon atoms with only a few non-carbon atoms remaining.
Stabilizing
Before the fibers are carbonized, they need to be chemically altered to convert their linear atomic bonding to a more thermally stable ladder bonding. This is accomplished by heating the fibers in air to about 390-590° F (200-300° C) for 30-120 minutes. This causes the fibers to pick up oxygen molecules from the air and rearrange their atomic bonding pattern. The stabilizing chemical reactions are com-plex and involve several steps, some of which occur simultaneously. They also generate their own heat, which must be controlled to avoid overheating the fibers. Commercially, the stabilization process uses a variety of equipment and techniques. In some processes, the fibers are drawn through a series of heated chambers. In others, the fibers pass over hot rollers and through beds of loose materials held in suspension by a flow of hot air. Some processes use heated air mixed with certain gases that chemically accelerate the stabilization.
Carbonizing
Once the fibers are stabilized, they are heated to a temperature of about 1,830-5,500° F (1,000-3,000° C)
for several minutes in a furnace filled with a gas mix-ture that does not contain oxygen. The lack of oxy-gen prevents the fibers from burning in the very high temperatures. The gas pressure inside the furnace is kept higher than the outside air pressure and the points where the fibers enter and exit the furnace are sealed to keep oxygen from entering. As the fibers are heated, they begin to lose their non-carbon atoms, plus a few carbon atoms, in the form of various gases including water vapor, ammonia, carbon monoxide, carbon dioxide, hydrogen, nitrogen, and others. As the non-carbon atoms are expelled, the remaining carbon atoms form tightly bonded carbon crystals that are aligned more or less parallel to the long axis of the fiber. In some processes, two furnaces operat-ing at two different temperatures are used to better control the rate of heating during carbonization.
Treating the surface
After carbonizing, the fibers have a surface that does not bond well with the epoxies and other materials used in composite materials. To give the fibers better bonding properties, their surface is slightly oxidized. The addition of oxygen atoms to the surface pro-vides better chemical bonding properties and also etches and roughens the surface for better mechan-ical bonding properties. Oxidation can be achieved by immersing the fibers in various gases such as air, carbon dioxide, or ozone; or in various liquids such as sodium hypochlorite or nitric acid. The fibers can also be coated electrolytically by making the fibers the positive terminal in a bath filled with various electrically conductive materials. The surface treat-ment process must be carefully controlled to avoid forming tiny surface defects, such as pits, which could cause fiber failure.
Sizing
After the surface treatment, the fibers are coated to protect them from damage during winding or weav-ing. This process is called sizing. Coating materials are chosen to be compatible with the adhesive used to form composite materials. Typical coating materi-als include epoxy, polyester, nylon, urethane, and others. The coated fibers are wound onto cylinders called bobbins. The bobbins are loaded into a spin-ning machine and the fibers are twisted into yarns of various sizes.
Bibliography
http://zoltek.com/carbon-fiber/how-is-carbon-fiber-made/
https://en.wikipedia.org/wiki/Carbon_fibers#/media/File:Diagram_carbon_fi-ber_preperation.svg
| J U LY 2 0 2 0
46 C OV E R S TO RY
Highlight of the article
Melt spinning uses heat to melt the polymer to a viscosity suitable for extrusion.
This type of spinning is used for polymers that are not decomposed or degraded by the temperatures necessary for extrusion.
This method is used by 70% of the fibers.

47C OV E R S TO RY
| J U LY 2 0 2 0
1.Feeding of the polymer to the hopper in the form of chips. The polymer chips are feed to the extruder via hopper. These polymer chips should be free from moisture.
2. The chips are feed to the extruder & then forced forward through the barrel by the rotating screw. As the polymer moves forward it is softened. When it reaches the end of the screw then the homogenized melt is filtered and guided to spin pack.
3. Uniform feeding of molten polymers & filtration in spin block.
4. Extrusion of the molten polymer into filament.
5. Solidification of extruded molten filament by cooling media, usually air at quench Chamber.
6. Application of spin finish.
7 Collection of filament in a suitable package
8. Post spinning operations for end use properties.

| J U LY 2 0 2 0
48 C OV E R S TO RY

49C OV E R S TO RY
| J U LY 2 0 2 0
Highlight of the article
Made from a polyolefin, such as polypropylene or polyethylene, olefin is a synthetic fibre
used in wallpaper, carpeting, ropes and vehicle interiors.
There are two types of polymers that can be used in olefin fibres. The first, polyethylene, is a
simple linear structure with repeating units.
The second type, polypropylene, is a three-dimensional structure with a backbone of car-bon
atoms.
The strength is sufficient to make olefin ropes and cords useful, and coupled with low
biodegradability and low cost, makes olefin fibers a good choice for geotextile applica-tions.
Melt spinning is applied to olefins fibre after dye is directly applied to the polymer.

| J U LY 2 0 2 0
50 C OV E R S TO RY

51C OV E R S TO RY
| J U LY 2 0 2 0

| J U LY 2 0 2 0
52 C OV E R S TO RY
MS. SABA SHAIKHINTERN AT TEXTILE VALUE CHAIN
RAW WOOL SPINNING
Highlight of the article
The current widespread use and demand for wool is so great that there is little doubt that wool will continue to maintain its position of importance in the fabric industry. Only a major innovation that encompasses the many attributes of wool—including it warmth, durability, and value—could threaten the prominence of this natural fiber.

53C OV E R S TO RY
| J U LY 2 0 2 0
Today, wool is a global industry, with Austra-lia, Argentina, the United States, and New Zealand serving as the major suppliers of raw wool. While the United States is the largest consumer of wool fabric, Australia is the leading supplier. Australian wool ac-counts for approximately one-fourth of the world’s production.
What for centuries was a small home-based craft has grown into a major industry. The annual global out-put is now estimated at 5.5 billion pounds. Though cotton is the number one plant used for fabrics and the number one fiber overall, the number one source for animal fiber is still wool.
Wool comes from sheep which are generally shorn once a year (some breeds are shorn twice a year, and there’s some sheep that shed their hair naturally like other animals).
Important wool characteristics are:
• diameter (nowadays mostly measured in mi-cron - that’s one thousandths of a millimeter)
• crimp (the “zig-zagging” of one fibre) - fine wools are generally crimpier than coarse wools
• amount of grease (Merino and its crossbreeds have very greasy fleeces)
• average fibre length (in cm or inch)
• colour
• whether the fleece consists of one kind of fibre (as for most breeds) or whether the sheep is double-coated, i.e. has a fine under-coat and coarse outer hair. That is the case
for some “primitive” breeds like Soay, Heid-schnucken or Ouessant.
These characteristics are more important than the breed. The breed allows to draw general conclusions as to wool quality (Merino is generally short and fine, English Leicester is coarse and long). But in the end it’s the quality of the individual fleece that counts. Especially in the case of meat breeds the quality var-ies a lot from one animal to the next. First class wool can be found on meat sheep – it’s just the matter of pick and chooses!
• Mohair
Mohair is the hair from the Angora goat. Mohair is very glossy, very strong, has practically no crimp (it’s supposed to form locks in the fleece), very smooth and very long - even though Angora goats are shorn twice a year. As the fibres are so slippery, they are pretty difficult to spin, in spite of the nice length. Mohair is also heavier than wool. It is therefore rec-ommended to blend Mohair with wool to get a more light-weight garment and fibres that are easier to spin.
Spinning in the Grease:
“In the grease” simply means greasy wool, or raw wool. Wool that has been freshly shorn off the sheep. When you feel this wool it can feel oily or even sticky. The substance that makes it feel that way is called lanolin.
• What is the purpose of Lanolin?
Lanolin is known for it’s moisturizing properties and is an ingredient in many natural products including

| J U LY 2 0 2 0
54 C OV E R S TO RY
lip balms, creams, salves, and lotions. The purpose of lanolin is to protect sheep’s skin and wool against the elements in nature. Lanolin can account for up to 25% of the weight of a greasy fleece, depending on the breed of sheep. Some sheep produce more lan-olin in their wool than others. Merino and other fine wool breeds often are more “lanoliny” than primi-tive or long wool breeds of sheep.
Another useful property of lanolin is that it makes fiber water resistant, which helps keep you warmer when wearing wool in the rain.
Just as the lanolin keeps the sheep from getting too chilled by wet, cold, fiber - it does the same for knit outerwear. This is one of the reasons that many spin-ners will choose to spin their wool “in the grease”.
Lanolin feels good to spin:
Some spinners simply love the feel of raw wool and prefer to spin it in the grease and then wash the yarn after it has been spun. This is just a matter of prefer-ence. Beginners should try spinning a yarn straight from the fleece to experience it. They should try comparing the difference between a yarn that they have spun from already washed fleece, and one they spun in the grease from that same fleece and washed afterwards.
Many spinners find that, since they will be soaking their hand-spun yarn to set the twist after spinning anyway, washing out the lanolin during this twist-setting step saves them time.
Choosing a fleece for spinning in the grease:
When choosing a wool for spinning in the grease, find one that has been coated. This means the sheep wore a light coat while growing the wool, which has kept most of the hay and vegetable matter from get-ting into their fleece. A greasy fleece that is full of vegetable matter will result in a greasy yarn full of vegetable matter.
Only use clean wool on the fiber processing equip-ment
This is an easy way to make sure the equipment stays clean. Washing a drum carder from lanolin is nearly impossible, so most of the time when spin-ning “in the grease” spinning will be done directly from the locks unless the spinner owned a specific set of combs or hand cards that they use only for raw wool. Spinning wool in the grease will not damage the spinning wheel.
Scouring raw wool
If the wool is very greasy, spinners can scour it (soak it in very very hot water without soap) to remove some of the grease while still keeping the water re-sistant qualities of the yarn. It is the addition of soap to the wash that removes a majority of the lanolin.
So, if spinners decide that they really don’t like the feel of the greasy yarn once it has been spun, they wash it gently in hot very soapy water and are able to remove nearly all the lanolin.
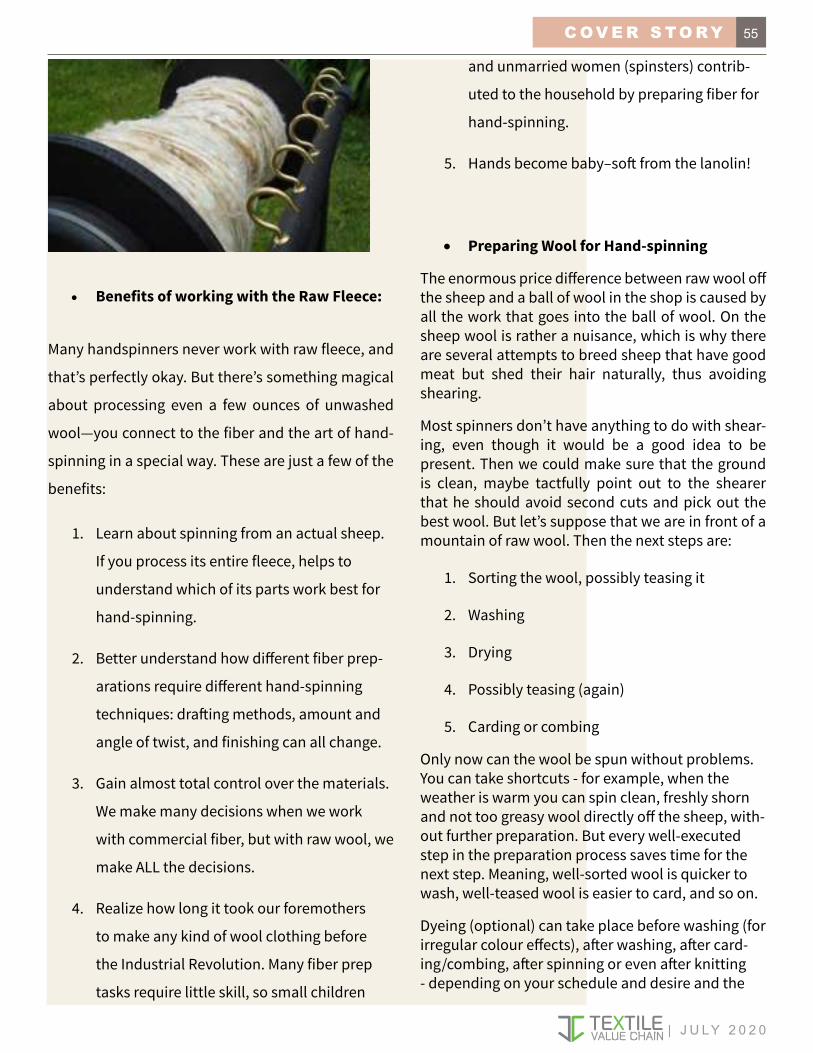
55C OV E R S TO RY
| J U LY 2 0 2 0
• Benefits of working with the Raw Fleece:
Many handspinners never work with raw fleece, and
that’s perfectly okay. But there’s something magical
about processing even a few ounces of unwashed
wool—you connect to the fiber and the art of hand-
spinning in a special way. These are just a few of the
benefits:
1. Learn about spinning from an actual sheep.
If you process its entire fleece, helps to
understand which of its parts work best for
hand-spinning.
2. Better understand how different fiber prep-
arations require different hand-spinning
techniques: drafting methods, amount and
angle of twist, and finishing can all change.
3. Gain almost total control over the materials.
We make many decisions when we work
with commercial fiber, but with raw wool, we
make ALL the decisions.
4. Realize how long it took our foremothers
to make any kind of wool clothing before
the Industrial Revolution. Many fiber prep
tasks require little skill, so small children
and unmarried women (spinsters) contrib-
uted to the household by preparing fiber for
hand-spinning.
5. Hands become baby–soft from the lanolin!
• Preparing Wool for Hand-spinning
The enormous price difference between raw wool off the sheep and a ball of wool in the shop is caused by all the work that goes into the ball of wool. On the sheep wool is rather a nuisance, which is why there are several attempts to breed sheep that have good meat but shed their hair naturally, thus avoiding shearing.
Most spinners don’t have anything to do with shear-ing, even though it would be a good idea to be present. Then we could make sure that the ground is clean, maybe tactfully point out to the shearer that he should avoid second cuts and pick out the best wool. But let’s suppose that we are in front of a mountain of raw wool. Then the next steps are:
1. Sorting the wool, possibly teasing it
2. Washing
3. Drying
4. Possibly teasing (again)
5. Carding or combing
Only now can the wool be spun without problems. You can take shortcuts - for example, when the weather is warm you can spin clean, freshly shorn and not too greasy wool directly off the sheep, with-out further preparation. But every well-executed step in the preparation process saves time for the next step. Meaning, well-sorted wool is quicker to wash, well-teased wool is easier to card, and so on.
Dyeing (optional) can take place before washing (for irregular colour effects), after washing, after card-ing/combing, after spinning or even after knitting - depending on your schedule and desire and the

| J U LY 2 0 2 0
56 C OV E R S TO RY
effect you are aiming for.
1. Sorting
You need to remove (and save for mulching your garden): all the mucky bits, short hair (second cuts), felted bits and as far as possible all foreign matter (straw, hay, bugs...)
2. Washing
The method depends on the season, local condi-tions, the kind of wool and your demands. In any case you need to avoid:
• Abrupt changes in water temperature
• Rubbing or too vigorously stirring the wool
Those two actions would result in felting.
I have a very easy method for wool that is not too greasy (i.e. breeds without Merino influence) - unfor-tunately it does not work in winter:
1. Fill a (black) bucket with rain water (rain wa-
ter is soft which is good for wool)
2. Put wool into the bucket till it is comfortably
full (don’t overfill)
3. Put bucket into the sun and wait
4. After some time (depending on your sched-
ule) pour out water (good fertilizer!) and re-
peat procedure with clean water until the
wool looks clean (or the water pours off clear)
5. Spread out wool for drying and wait
This washing method can take days, but actual work is some ten minutes per bucket. This is a good method for large amounts of wool in summer, when you wash for your stash.
In winter or when the wool is very greasy more work is needed. You’ll only get rid of the grease with hot water and detergent (wool detergent, dish washing liquid or hair shampoo without conditioner). And now you need to be careful to avoid felting. That means, NO rubbing, only very careful stirring, always use water at the same temperature. At the end, rinse out well and maybe add a bit of vinegar to the rinse water (wool stands acids quite well but can be dam-aged by bases). But that is all you need to observe. Of course, you can turn washing wool into a science, add soda to the washing water and use home-made soap - but why? If the wool is not squeaky clean after washing, it doesn’t matter: For dyeing the wool will be simmered for half an hour, after spinning the yarn will be washed (or at least rinsed), after weaving or knitting the garment will be washed again - and af-ter wearing it for the first time it won’t be clean any more anyway.
3. Teasing
Besides, an amazing amount of dirt will fall out of
the wool when you tease it - no matter how clean
you thought it was. The point of teasing as prepara-
tion for carding (for drum carding teasing is neces-
sary) is to loosen the wool and spread it out so that
there are no lumps left. Moreover you’ll take out all
vegetable matter, beetles, second cuts - everything
that’s not supposed to end up in the yarn. Spread a
newspaper on your lap, hear some good music (teas-
ing takes a long time and is not exactly intellectually
demanding) and have two buckets close by: One for
the teased wool, one for waste

57C OV E R S TO RY
| J U LY 2 0 2 0
4. Carding:
Carding with Hand Cards
Hand cards are not too costly, easily portable and there are many different versions (shape and dis-tance between the teeth). Their main disadvantage is that you can only card a small amount of wool at once (1 to 2 g). Advantages are that the wool need not necessarily be teased before carding. And you can make so-called “rolags”, little rolls of wool that make long-draw spinning easier and permit a true “woollen” yarn as per Mable Ross’s instructions.
Spinners have simplified carding a bit: Take one card in your left hand (teeth face up) and stroke with wool over the cards until the teeth are covered with a thin layer of wool. Then take the second card in your right hand (teeth face down) and brush it over the card in your left hand. The brushing starts at the right edge and progresses towards the left - as if you wanted to brush out long hair from bottom to top. During brushing wool fibres are transferred from the left-hand card to the right-hand card. The cards’ teeth do NOT mesh during brushing! At some point you can’t transfer any more hairs from left to right with this superficial brushing action. Then you dig the right card’s teeth into those of the left card, tilt the right card and lift it off - but without pulling one card’s teeth through the other’s! This tilting and lift-ing action will transfer the rest of the fibres from the left-hand card to the right-hand card.
And now for the unorthodox part: you can simply turn both cards around - the right-hand (full) card faces up, the left-hand card is teeth down. And now you brush with the left hand over the right. So both hands do equal work. After 3 to 5 card changes the wool should be ready to spin and you can take it off by lifting off the entire batt. Then you can roll it up in such a way that the fibres remain parallel to each other which will result in a smoother (semi-wor-sted) yarn. Or you can roll up the fibres from the end (which results in a rolag) - either with your hands or by brushing the empty card over the full one but this time so that the handles point in the same direction.
Carding with a Drum Carder
Drum carders are expensive and you can’t get them
cheaply on E-Bay either. The fibres must be even better prepared than for hand carding, which is why a drum carder does not save as much time as one might think. Drum carders that are of low-cost, small, light-weight, of simple and sturdy construction and maintenance-free are available in the market. Card-ing with them is very simple and you’ll get wool batts of approx. 14 to 30 g (0.5 to 1 oz) with fibres aligned parellel to each other.
Light-weight carders should be clamped to the table for carding. Then you either lay the carefully teased fibres onto the feed tray, hold the fibres close to the licker-in drum (the small one) and turn the large drum by means of the crank. The licker-in drum will turn as well (but slower), take up the fibres and pass it on to the large drum where the fibres will be ar-ranged more or less length-wise. Steady cranking and adding fibres will fill the large drum. When the big drum is full you pass a long, pointy object (a doffer stick or a knitting needle) through the gap in the teeth where the ends of the carding cloth meet on the drum and lift off the fibres until they separate. Now you can carefully pull off the batt.
Carding once will not be enough in most cases. So you will have to divide the batt, thin it out by pulling, and card it again. And maybe once (or twice, or...) more... In my experience three passes through the carder are enough for fibres of one kind and colour, but for blending more passes will likely be necessary.
Every time when you want to card a different fibre you need to carefully clean both drums of the carder. This may take as much time as carding itself. There-fore I’d recommend to drumcard in one go all the washed wool you have of one kind.
• Is Buying a Drum Carder Worth It?
To put it clearly: Even with a drum carder carding takes a long of time and is tedious work. Maybe not carding itself, but the teasing, which can take a lot of time if the fleece is less than perfect (badly shorn or lots of vegetable matter). And a drum carder can neither transform a bad fleece into a good one, nor magically take out foreign matter. Even if quite a lot

| J U LY 2 0 2 0
58 C OV E R S TO RY
of dirt does fall out during carding, a lot of seeds and bits of hay will remain in the wool and you’ll have to pick out the pieces one by one.
Buying a drum carder only makes sense when you can cheaply get large amounts of raw wool (from your neighbour’s sheep, for example). Buying washed locks is not worth it - the price difference between washed locks and ready-to-spin rovings or top is not big enough. Besides, industrially washed wool is often partly felted - it may be so bad that you can’t tease the locks apart with your fingers - you’d need a picker (the next step in industrial processing). Of course, a drum carder is also great for blending bought rovings or tops - but whether you want to spend that kind of money for that purpose is your decision.
• Hand Spinning Process of the Raw Wool
Step 1: Material
Spinners want to work with prepared sheep’s wool, known as roving, which has been washed to remove excess lanolin (grease) and carded or combed to orient all the individual fibers in the same direc-tion. Roving can be found at any local yarn store, or from several online retailers. Try to avoid “top” for now, which is wool that has been combed to leave only the longest fibers, which makes things more difficult for the beginner, although it is de-lightful to spin with a little practice under your belt!
Step 2: Pre-draft
Play with the roving. Break off a piece of roving about a foot long, and pull gently on either end, no-ticing how it stretches out and gets thinner as you pull. (You might also notice that if you pull hard enough, it will break. If this happens, don’t worry, just set aside the smaller pieces and use them later after you’ve read about joining.) Try stretching it with your hands 6 inches, 4 inches, 2 inches apart. You will notice that there is a threshold distance where the roving will no longer stretch because your hands are too close to each other. This is because this distance is less than the staple length, which is the length of the individual fibers in the roving. Keep gently stretching out the roving until it is at least twice as long as the original length.
Step 3: Fiber Management
Wrap your pre-drafted roving around your left (or not-dominant) wrist. I find it handy to have a yarn bracelet for tucking the end of the roving into. As you spin, you’ll unwind the roving from your wrist. This is essentially serving the same purpose as a dis-taff, although for our purposes and small amount of fiber, a wrist will do just fine.

59C OV E R S TO RY
| J U LY 2 0 2 0
Step 4: Attach a Leader
Using a plied scrap yarn (more than one strand, which is typical of yarn) tie a piece about a foot long to the shaft of your spindle. I’ve used a half-hitch here, but any old knot will do. Bring the leader around the edge of the whorl (many spindles have a handy notch in the edge for this purpose) and under the hook at the top of the spindle shaft.
Before introducing any fiber into the equation, you can give your spindle a (clockwise) spin by twirling the shaft below the whorl and letting it hang from the leader. Look how the spindle keeps going for some time before the twist in the yarn fights back and slows it down. High Tech!
Step 5: Join Fiber to Leader
Tease out a few fibers from the end of your roving and hold them together with the end of your leader using your left hand. With your other hand, give your spindle a good clockwise spin, and let it hang, keep-ing your left hand pinching leader and fiber together. You should notice the fiber twisting onto the leader. Let the leader build up a good amount of twist, then “park” your spindle by holding the shaft between your knees.
Step 6: Park and Draft
We’re going to cheat a little and learn with training wheels first. Spinning is really just adding twist to a controlled amount of fiber, but you’d be surprised how challenging it can be to do both things at once (that is, adding twist, and controlling the amount of fiber getting said twist.) It’s kind of a pat-your-head and rub-your-tummy maneuver, so we will remove half the challenge by using the “park and draft” method. The “park and draft” is easiest to do when sitting in a chair so that you can hold the spindle between your knees, leaving both hands free for fiber-wrangling. Bring your right hand up to meet your left, and pinch where the twist ends, freeing up your left hand to move back. The fiber between your hands is called the “drafting triangle.” The amount of fi-ber in the drafting triangle will determine the thick-ness of the finished yarn. If you want a thinner yarn, draft out the fiber in the triangle more. When you are satisfied with the thickness of the drafting tri-angle, release your front (right) hand, letting the twist run up into the triangle, and making yarn! Repeat this process, moving the front hand up to the new end of the twisted section, moving your left hand back, drafting, and letting twist into the newly drafted fiber. When you want to add more twist, hold the yarn with your left hand at the bottom of the drafting triangle, where fiber turns into yarn - it is important to keep a leash on that twist. Use your free hand to spin the spindle, building up more twist, and park it again. Keep going until you have a foot or two of yarn, then go on to the next step. Tip: If you find there is too much twist in your drafting triangle to comfortably draft, try untwist-ing by rolling the fiber in your right hand. You

| J U LY 2 0 2 0
60 C OV E R S TO RY
might also find that you do not have enough twist, and it feels like your yarn could easily be pulled apart, in which case you’ll want to add more twist. Don’t worry about how it looks at this point, worry more about how the process feels, and just let your hands do a lot of the understanding.
Step 7: Wind On
Your freshly spun yarn will eventually get too long to keep adding to comfortably. Unhook the yarn and wind all but 10’ or so around the shaft of your spindle, then bring it around the whorl and into the hook again. Now continue with the “park and draft” method.
Step 8: Add More Fiber
When you run out of pre-drafted fiber, or when
you break your yarn, you’ll need to make a join. This is really just the same as when you initially joined your fiber to the leader, except that instead of a leader, you are joining to your own handspun. Tease out a few fibers, hold them together with the fiber at then end of your handspun, and add twist until the fibers grip together. Twist is like glue for fi-bers, and they will magically grip onto each other. Now continue spinning as before.
Step 9: Take Off the Training Wheels
When things are starting to feel easy, try spinning with-out parking the spindle. You can also stand up and spin, and with practice even walk and spin. You might also want to give your spindle some more serious spin by rolling it against your thigh instead of spinning it with your fingers, but make sure you are giving it the same direction of spin (which should be clockwise.) Keep spinning until you have a full spindle!
Step 10: Wind a Hank and Block
Your finished yarn needs to be removed from the spindle for washing, also called “blocking.” Block-ing will set the yarn, and help it bloom a little. If

61C OV E R S TO RY
| J U LY 2 0 2 0
you were to be making a plied yarn, you would first twist the finished “single” (that’s the name for what you’ve just made) with one or more other singles before blocking. But since we are just making a single, we’ll plow right on ahead to making a hank. You could invest in a niddy-noddy, which is spe-cifically designed for winding yarn into hanks, and is fun to say, but you can also just use your forearm. Wind the yarn off of the spindle and into a series of loops around your thumb and el-bow. Tie the ends together, and use scrap yarn to make one or two ties around one side of the hank, which will keep the yarn from getting tangled. Your hank will be all wonky and squiggly. Do not fret. To block your yarn, submerse it in lukewarm wa-ter, gently squeeze out the excess water, snap it be-tween your hands a few times (or some folks even whack it against a hard surface) and hang it for drying. I hang my hanks on doorknobs, or shower curtain hooks. Since this is a single, and has a lot of active twist, you will also want to weigh it down it to help get the kinks out. A spray bottle full of wa-ter or other liquid works nicely as a weight, since you can easily hook it onto lower half of the hank. Alternatively, if you happen to possess a yarn swift, you could stretch your hank on that to dry. You can turn a hank of yarn into a skein by twisting it a few times, folding it in half, and pulling one end through the loop at the other end.
• Dying wool before or after spinning?
It completely depends on the effect you’re going for. If you dye after spinning, unless you get abso-lutely 100% saturation of dye completely consis-tently through the skein, you will end up with a bit of variation. What kind of variation will depend on the method of dyeing you use - for the most solid black possible (which is tough to begin with, I hated dye-ing black) you should vat dye with lots of water, let the yarn soak in the dye and only after it’s fully satu-rated, add the acid component so that it soaks up as evenly as possible.
What form is the fleece in right now? just loose
fleece? Do you plan on processing it in some way be-
fore spinning? Carding? or are you spinning straight
from the lock? If you’re going to card it, that will help
a lot with fluffing the fleece back up before spinning.
It will also help even out the color, since you can pull
out any sections that are not as evenly dyed and dis-
tribute them evenly thoughout all the fleece. The re-
sulting yarn will look more tweedy since there will be
slight variations of shades of black blended together.
This will also look more like a natural undyed black
fleece, since even black fleeces have some variation
to them. Dyeing the yarn after spinning will give it
more of a dyed black look.
Either way, obviously minimize agitation while dye-
ing. For fleece and handspun yarns, you would start in
cool water with the dye already dissolved, and lower
the yarn/fiber into it - for an unprocessed fleece, you
should use a mesh bag to minimize movement even
further. Add gentle heat and the acid, but never let it
get to even a simmer. Turn off the heat and insulate it
well so it retains the heat as long as possible if you’ve
got hot weather where you are, sit it in the sun for
a day. With acid dyes, as the wool absorbs the dye,
the water turns lighter and lighter, to the point of be-
coming completely clear if you got the wool/dye ra-
tio right. So if this isn’t happening, do another round
of heat. For the dye to strike you either need a high
temp for a short amount of time (which often also re-
sults and uneven dyeing as the dye strikes the areas
it hits first rather than dispersing through the fiber)
or a lower temp for a long period which also result in
a more even color. In your case since you don’t want
to agitate your wool, you’re aiming for low and slow.
Once it’s as dark and even as you want, drain the
water and rinse a few times.If you’re dyeing the fi-
ber rather than the yarn, no need to worry too much
about getting your rinse water to 100% clear - just
get it fairly clean and make sure the fiber isn’t get-
ting any lighter as rinse. You’ll be washing the yarn to
set the twist after its spun anyway, you might as well
finish the rinsing process then when it’s less likely to
felt and get matted.
• The Machine Manufacturing Process
The major steps necessary to process wool from the sheep to the fabric are: shearing, cleaning and scour-ing, grading and sorting, carding, spinning, weaving, and finishing.

| J U LY 2 0 2 0
62 C OV E R S TO RY
Shearing
Sheep are sheared once a year—usually in the springtime. A veteran shearer can shear up to two hundred sheep per day. The fleece recovered from a sheep can weigh between 6 and 18 pounds (2.7 and 8.1 kilograms); as much as possible, the fleece is kept in one piece. While most sheep are still sheared by hand, new technologies have been devel-oped that use computers and sensitive, ro-bot-controlled arms to do the clipping.
Grading and sorting
Grading is the breaking up of the fleece based on overall quality. In sorting, the wool is bro-ken up into sections of different quality fi-bers, from different parts of the body. The best quality of wool comes from the shoul-ders and sides of the sheep and is used for clothing; the lesser quality comes from the lower legs and is used to make rugs. In wool grading, high quality does not always mean high durability.
Cleaning and scouring
Wool taken directly from the sheep is called “raw” or “grease wool.” It contains sand, dirt, grease, and dried sweat (called suint); the weight of contaminants accounts for about 30 to 70 percent of the
fleece’s total weight. To remove these con-taminants, the wool is scoured in a series of alkaline baths containing water, soap, and soda ash or a similar alkali. The byproducts from this process (such as lanolin) are saved and used in a variety of household products. Rollers in the scouring machines squeeze ex-cess water from the fleece, but the fleece is
not allowed to dry completely. Following this process, the wool is often treated with oil to give it increased manageability.
Carding
Next, the fibers are passed through a series of metal teeth that straighten and blend them into slivers. Carding also removes re-sidual dirt and other matter left in the fibers. Carded wool intended for worsted yarn is put through gilling and combing, two procedures that remove short fibers and place the longer fibers parallel to each other. From there, the sleeker slivers are compacted and thinned through a process called drawing. Carded wool to be used for woolen yarn is sent di-rectly for spinning.
Spinning
Thread is formed by spinning the fibers to-gether to form one strand of yarn; the strand is spun with two, three, or four other strands. Since the fibers cling and stick to one an-other, it is fairly easy to join, extend, and spin wool into yarn. Spinning for woolen yarns is typically done on a mule spinning machine, while worsted yarns can be spun on any number of spinning machines. After the yarn is spun, it is wrapped around bobbins, cones, or commercial drums.
Weaving
Next, the wool yarn is woven into fabric. Wool manufacturers use two basic weaves: the plain weave and the twill. Woolen yarns are made into fabric using a plain weave (rarely a twill), which produces a fabric of a some-what looser weave and a soft surface (due to napping) with little or no luster. The napping often conceals flaws in construction.
Worsted yarns can create fine fabrics with exquisite patterns using a twill weave. The result is a more tightly woven, smooth fab-ric. Better constructed, worsteds are more

63C OV E R S TO RY
| J U LY 2 0 2 0
durable than woolens and therefore more costly.
Finishing
After weaving, both worsteds and woolens undergo a series of finishing procedures in-cluding: fulling (immersing the fabric in wa-ter to make the fibers interlock); crabbing (permanently setting the interlock); decating (shrink-proofing); and, occasionally, dyeing. Although wool fibers can be dyed before the carding process, dyeing can also be done af-ter the wool has been woven into fabric.
• By-products
The use of waste is very important to the wool in-dustry. Attention to this aspect of the business has a direct impact on profits. These wastes are grouped into four classes:
• Noils. These are the short fibers that are sep-arated from the long wool in the combing process. Because of their excellent condition, they are equal in quality to virgin wool. They constitute one of the major sources of waste in the industry and are reused in high-quality products.
• Soft waste. This is also high-quality material that falls out during the spinning and carding stages of production. This material is usually reintroduced into the process from which it came.
• Hard waste. These wastes are generated by spinning, twisting, winding, and warping. This material requires much re-processing
and is therefore considered to be of lesser value.
• Finishing waste. This category includes a wide variety of clippings, short ends, sample runs, and defects. Since this material is so varied, it requires a great deal of sorting and cleaning to retrieve that which is usable. Con-sequently, this material is the lowest grade of waste.
• Quality Control
In 1941, the United States Congress passed the Wool Products Labeling Act. The purpose of this act was to protect producers and consumers from the unre-vealed presence of substitutes and mixtures in wool products. This law required that all products con-taining wool (with the exception of upholstery and floor coverings) must carry a label stating the con-tent and percentages of the materials in the fabric.
This act also legally defined many terms that would standardized their use within the industry. Some of the key terms identified in the Act are:
• Wool. Refers to new wool. Can also include new fiber reclaimed from scraps and broken threads.
• Repossessed Wool. Material that is obtained from scraps and clips of new woven or felted fabrics made of previously unused wool.
• Reused Wool. Wool obtained from old cloth-ing and rags that have been used or worn.
• The Future
The current widespread use and demand for wool is so great that there is little doubt that wool will continue to maintain its position of importance in the fabric industry. Only a ma-jor innovation that encompasses the many attributes ozf wool—including it warmth, du-rability, and value—could threaten the prom-inence of this natural fiber.

| J U LY 2 0 2 0
64 I N T E R V I E W
DR. JAIKRISHNA PATHAK
President of the Bombay Yarn Merchant
Association and Exchange ltd
THE NOW & THE AFTER
Interview taken by Ms. Prachi Ghelot
Dr. Jaikrishna Pathak, with a hopeful end note,
shares his perspective on the present struggles of
manufacturers and the expected changes after the
pandemic.
How has the market for yarns changed due to
COVID-19?
There have been numerous unpalatable changes in
the market, for obvious reasons. The prices of prod-
ucts have fallen due to collapse in demand even as
we unlock. Workers have also migrated to their na-
tive places. With the partial lifting of lockdown and
demands still sitting low, the manufacturers work
very infrequently. Owing to all these major reasons,
industry is running at 30% production rate. The ex-
ports from India have also decreased and to top that,
the foreign currency is also lowering down. There is
barely any demand in the market, be it national or
global.
How are buyers and sellers responding to the
change of demand and supply of yarns in the In-
dian textile market?
The Indian Textile manufacturing sector is primar-
ily dependent on laborers and workers. The Indian
mode of production is not demand-driven manufac-
turing but forecast based bulk production. As the Eid
and Wedding seasons have already passed amid the
lockdowns and unlock phases, hence the demand
for these seasons were nil. Indian population is at
this point more concerned about ensuring a healthy
pass from the pandemic, hence, requiring only the
essentials, namely household products, and med-
icines. Hence further shrinking the demand in the
textile market. Sellers are trying to revive their pro-
duction with the minimum orders they are getting,
but it’s a long time before the production increases.
When unemployment rises,
self-employment also rises.
One is required to stay hopeful and
plan strategically for the future.
“
”

65
| J U LY 2 0 2 0
I N T E R V I E W
What changes are being made to enhance your
supply networks and how is your association pre-
pared to deal with any more ruptures in the mar-
ket?
We Indians get the samples approved offline, which
is not possible anymore. The samples are now being
approved online. Our association is more worried
about the outstanding payments from buyers and
brands. We represent the trader lobby and as trad-
ers. Our traders have money in market as dues our
focus as an apex association is to recover these dues,
and also plan to manage inventory of stock in hand.
With the onset of COVID-19 pandemic, the shift
from offline to online market place is witnessing
huge numbers. What challenges are you strug-
gling with right now and what do you foresee in
the future?
Our association is a private body of members, we
form policies which support the yarn traders and
manufacturers. As stated before, traditional busi-
nessmen are not habitual of using online mediums
for their business practices and deals. They are de-
pendent on their staff, who cannot be called into
work due to safety issues. As of now, we are working
online, meeting online, contacting buyers and sell-
ers, giving and taking digital payments, the whole
business world has now shifted to online. I can see
the new business era will combine technology and
innovation on virtual platforms, but it will be mani-
fested with the manufacturers being habitual of the
digital world.
The challenge right now is the uncertainty surround-
ing the fashion trends, priorities, and demands. As
we are already witnessing a shift in consumer be-
haviour more inclined towards essential, it is very
difficult at this point to predict the future market and
produce accordingly. For finance relaxations, banks
are offering moratorium periods so eventually the
over interest that has to be paid is more and it’s not
possible to cover all the monetary outgoings in the
minimum business with is happening right now... If
the industry doesn’t work at the fullest it may cre-
ate losses and the cost of production might increase
by 2 and half times.We are hoping for an increase in
demand during Diwali and the industry to function
with full capacity by this year December.
There were a lot of orders cancelled and post-
poned from buyers due to the pandemic. How did
it affect your business and how are you coping
with it?
Some manufacturers have purchased orders of
yarns, and since there is no demand for fabric, the
business is not in flow as it is supposed to be. This is
the same case with not only yarn and fabric but the
whole textile industry. There have been purchases
that are cancelled, or postponed. And even if they
are bought, they aren’t being manufactured into an
end product. To top that, seasons have passed too
and the pandemic has made people change their
basic priorities, no one’s buying clothes now. This
will result in losses, wither to the manufacturer or
the buyer, anyhow, there will be a loss. Who will
bear it, can’t be predicted as it will depend on the
buyer-manufacturer relationship. During these try-
ing times, I request the whole textile chain to hold
each other’s hands and co-operate with each other.
These difficult changes will probably lead to a better
tomorrow.
At this point, how hopeful is the scenario for the
textile market?
Trade and trends are going to change, now the buy-
ing and selling will be virtual, more online transac-
tions, more digital payments are expected. This is a

| J U LY 2 0 2 0
66 I N T E R V I E W
new, and hopeful ray for better-enhanced business practices. Everyone equally lined up in the pandemic. It
will affect every industry. We don’t know how much we will be damaged, we don’t know when buyers will buy
or trade or when will we get back our payments. It is very uncertain. The risk-taking appetite has decreased.
We have now stepped back at least 2 years in growth. The traders are at the biggest loss. In the new age after
the pandemic, people will try to surface out of the losses and damages before venturing out into new hori-
zons.
The youth essentially has to be prepared for challenges every step of the way. The companies might not
hire employees for fixed payrolls but on a contract or freelance basis. It is required of us to reduce our luxury
expenses and save the money for more ‘needs’ than ‘wants’. The manufacturers have to be very careful and
alert of the market and try to avoid the sick unit situation. If such a situation arises, the collaterals will be sold
at lower prices. It is not a shock that companies are giving out pink slips, alarmingly raising the unemployed
population. This cannot be termed exactly as a loss to the country as our country has an immense number of
opportunity seekers with innovative plans waiting to be manifested. When unemployment rises, self-employ-
ment also rises. One is required to stay hopeful and plan strategically for the future.

67
| J U LY 2 0 2 0
I N T E R V I E W
MR. ANJANI PRASAD
Managing Director at Archroma
SUSTAINABILITY: NOW
MADE POSSIBLE WITH
ARCHROMA
Archroma is committed to help
make our industry sustainable,
ecologically but also economically,
and that means supporting our customers
and helping them, to develop and solidify
both domestic and export market outlets
and positions.
“
”
Interview taken by Ms. Prachi Ghelot
Denim being one of the controversial garments
in terms of its effluent discharge, does Archroma
has any solutions for the same since the popular-
ity of the iconic denim is here to stay?
We have several systems, besides the Earthcolors® range, that allows a more sustainable way to color fabrics and garments. Let me give you two exam-ples. The first one is ‘Indigo Flow’, an aniline-free* indigo system that produces authentic denim with-out compromising our planet. This system is based on Denisol® Pure Indigo, the aniline-free* synthetic pre-reduced liquid indigo that Archroma launched in 2018. The second one is ‘Indigo Reflection’, a col-oration system that behaves like indigo but with a more sustainable and efficient process. It is based on Diresul® Smartdenim Blue, a liquid sulfur blue dye designed to mimic indigo that was just launched at ITMA Barcelona in June 2019.
What is Archroma’s approach for the textile in-
dustries, towards the well-being of the planet?
Our purpose at Archroma is to help make the indus-try more sustainable. Therefore, whilst clearly, the regulations are challenging in the short term for the industry, we also believe that there is no other way, moving forward. That is why we introduced a whole new way to look at colors and performance for tex-tiles, with an approach based on systems. We work with our customers looking at the whole production process, and including their needs, challenges, and market goals, which allows us to come up with holis-tic, optimized, and competitive solutions.
Our objective is clearly to push the sustainability agenda even further. We recently joined the ZDHC Foundation as a contributor to help drive indus-try-wide change in responsible chemical manage-ment. Archroma is supporting the ZDHC Manufac-turing Restricted Substance List (ZDHC MRSL) and the related “pyramid” conformity system designed to eliminate duplicative approaches. Archroma has already uploaded and published the first batch of more than 1020 products on the online Chemical Module of the ZDHC Gateway. Such initiatives, asso-ciated with our commitment to develop innovations and systems aimed to help textile manufacturers

| J U LY 2 0 2 0
68 I N T E R V I E W
with optimized productivity and/or value creation in their markets, help make the textile industry more sustainable and protect our planet for the genera-tions to come. Because it’s our nature.
The wet processes-namely, pre-treatments, dye-
ing, printing and finishing pose a major threat to
the environment because of discharging of efflu-
ents. Archroma’s catalogue has a number of solu-
tions for the same. How will the Indian textile in-
dustries adapt to it?
Archroma is a global, diversified provider of dyes and specialty chemicals serving the branded and performance textiles, from fiber to finish. We play a key role throughout the entire textile supply chain, with special chemicals for pretreatment, dyeing, printing, and finishing of textiles. Archroma’s solu-tion systems aim to enhance the properties of ap-parel and other textiles in applications as diverse as high fashion, home textiles, and special technical textiles.
As I mentioned earlier, we believe that the Indian market has many strengths to build upon. Of course, The Indian textile industry needs to adapt to new ecological requirements – or growing expectations in quality and performance, for instance in denim or technical textiles, but we have the technical experts and creative minds in this country to tackle these challenges.
We just introduced our systems approach this year and we already launched 24 systems, and more are coming every month. It is too early to give a figure but we can see from the market response so far that the industry is eagerly awaiting more sustain-ability and innovation. With Archroma, our cus-tomers know that we will help them develop prod-ucts with a higher value and in a responsible way The awareness of environmental consequences among end users, as well as buyers is intensify-ing. How does Archroma react to the same?
The textile industry is going through major changes, mainly driven by the growing public concerns about how products are made and what impact they have on the environment or our health. Responsible chemical leaders such as Archroma have been de-veloping technologies for increased safety and sus-tainability for many years, and we are therefore very excited to see such change happening in the textile industry. That is where Archroma comes to help tex-tile manufacturers with our innovations and solu-
tion systems designed to optimize productivity and/or increase the value of the textile products to help our customers to differentiate in their markets. We select our innovations and solution systems for their compliance with what we call The Archroma Way: Safe, efficient, and enhanced. We help make prod-ucts that are safe to use and wear, for our customers and the consumer. We help make textiles and cloth-ing more efficiently, aiming to optimize productivity and resource usage, to reduce the total production cost. And we help make textiles that are enhanced through functions and aesthetics to help make the final product more desirable for brands and the con-sumer.
The supply chain of textiles is a very complex one
with a lot of players involved, which make the
process vulnerable at every step. What is Archro-
ma’s approach to minimise these vulnerabilities? A. The Archroma Way is all about making textiles safe, efficient, and enhanced. Our efforts in R&D is therefore geared towards supporting these ob-jectives, towards developing ever safer formula-tions, for the worker, for the consumer and for the planet. When developing new dyes and chemicals, we also look at ways to make our products but also our customers’ production more efficient, with less energy consumption, less natural resources, and cleaner effluents. And last but not least, we look at creating innovative functions and effects to make textiles, fabrics, and clothing more attrac-tive to the final customer or the end consumer. Innovating the textiles is a Primary impor-
tance for you, which is very evident from the
wide range of solutions that you provide like-
The purest Indigo, Earth colors, Inkpresso, Ac-
tive odor control function, etc. How widely are
manufacturers accepting of these innovations? Archroma is reputed for its continuous flow of ground-breaking innovations, such as the EarthCol-ors®, a range of dyes made from non-edible natural waste from the agricultural and herbal industry, or, Smartrepel® Hydro, a nature-friendly protection that keeps cotton, polyester and polyamide textiles dry, and Denisol® Pure Indigo, an aniline-free* syn-thetic pre-reduced liquid indigo launched in 2018.
In India, we expect the technical textiles segment to grown alongside the per-capita consumption, and we recently introduced innovations for those tex-

69
| J U LY 2 0 2 0
I N T E R V I E W
tile manufacturers in search for differentiation on the market, such as our Appretan® NTR, a new na-ture-based binder for nonwovens, and Fadex® AS New, a new “super UV protector” for automotive & transportation textiles, both introduced in May 2019.
We implemented these innovations in the latest of our systems such as Light Fast Car, a system based on Fadex® AS New and designed to keep fabric colors deep, vibrant and matched day after day; and Wick Stop, an anti-wicking system, based on Smartre-pel® Hydro, to keep your feet drier in the wet, with maximum mesh sneaker durability.
We also recently introduced Odor Control, a sys-tem on Sanitized® Odoractiv 10, where odor-causing bacteria cannot adhere to the textile surface and bad smells are trapped and neutralized, and permastink cannot build-up in your sportswear.
What are the EarthColours and how are they
synthesized? Earthcolors® is a very exciting range. The dyes are produced in our plant of Castellbisbal near Barce-lona, Spain. They are synthesized from non-edible agricultural or herbal industries waste, such as leaves or nutshells. The raw materials are sourced as close as possible from the production plant. We have currently seven dyes in the range, covering a palette of natural shades for cellulosic based fibers such as cotton, viscose, linen, bamboo, kapok, etc. NFC stands for Near-field communication. It is a wireless technology that allows us to access data on our smartphones and other devices. We use the NFC technology to follow the color from the natural waste source to the store. The consumer behaviour is changing at a fast
pace, following with the policy changes in Indian
Market. How is Archroma moving forward and
braving the changes?
A. Our purpose at Archroma is to help make the industry more sustainable, and we do that by con-tinuously challenging the status quo on how colors and effects are developed and how they are applied in the textile manufacturing process. Therefore, whilst clearly, the new environmental regulations in India are challenging for the industry in the short term, we also believe that there is no other way, moving forward. That is why we introduced a whole new way to look at colors and performance for tex-tiles, with an approach based on systems. We work with our customers looking at the whole produc-tion process, and including their needs, challenges, and market goals, which allows us to come up with holistic, optimized, and competitive solutions. And so far the response from the Indian textile manufac-turers and brand is very positive.
The fight for sustainability is not centred to one geo-
graphic location, it is spread across the globe. How
is Archroma contributing to the cause worldwide? Archroma is already a global player. We have a pres-ence and experts in 35 countries, and we operate with 3000 employees and 25 plants worldwide. This footprint is what makes us a reliable partner for the major global brands and textile manufacturers who need world-class and consistent quality and service levels.
Archroma has a presence in China and India. We see some shifts here and there, but we don’t build our strategy in the short term. Archroma is committed to help make our industry sustainable, ecologically but also economically, and that means supporting our customers and helping them, to develop and so-lidify both domestic and export market outlets and positions. Each market comes with its strengths and challenges, and our job is to help our customers in both countries to weather the challenges and make the most of their opportunities.

| J U LY 2 0 2 0
70 I N T E R V I E W
MS. RAJU BHATIA
Consultant, Fashion/Academics Brand Strategist
DIVING INTO THE
NEW NORMAL
She has been contributing
to the fashion industry for more than 50 years
With her immense background of experience
as creator, advisor, consultant and
educationist, she gives a glimpse
of the changes the industry is going through-
highlighting the conscious consumers and
how manufacturers are ecologically
trying to make changes to contribute
to a better tomorrow.
“
”
Interview taken by Ms. Sukanya Kandarkar and ed-ited by Ms. Prachi Ghelot
Tell us about your educational and professional journey.
Over the past two decades, I have been successfully leading the Fashion Department at B. D. Somani In-stitute of Art & Fashion Technology. I have sacrificial-ly committed 50 sublime years in the dynamic field of Fashion and Fashion Education.
After my graduation, from JJ school of Arts, I effec-tively and successfully created award winning cam-paigns for a lot of Mega Brands at her spell at pres-tigious Advertising Agency - Lintas. In the late 70s, I started my own unit in Mumbai. I have been creating styles for over 26 years now and also exporting to other countries, especially the Middle East and the US. I have been and am a guide for some Labels as Design and Brand advisor and also functioning as Fashion and Textile trend consultant to a lot of man-ufacturers across India, firmly promoting the ‘Make in India’ ideology from over 10 years. I have worked intimately with the National School for the Blind and the Rehabiliation of the physically handicapped.
I am currently working with OM CREATIONS and MBA FOUNDATION- both NGOs working with Children and Adults across inabilities. Presently associated with the following-
• Member - Advisory Board - CIAE
• Member - Local Committee - ATDC
• Trustee - Trustee Board of India - The Society of Dyers and Colourists – U.K.
• (awarded the SDC Bronze Medal for contribution in the Fashion Industry)
• Member - Steering Committee - Consortium of Green Fashion
• Best Educationist Awards – International Insti-tute of Education & Management, New Delhi
• Awarded the Women of Dignity - International Award 2018
• Corporate Mentor and Academic Supervisor - Po-dar World College - IMBA
Being an educationist, how has your journey un-folded ?
As an academician, every day is a learning platform. I am equally excited each day to go into the study hall and gain some new useful knowledge from my new group. Each age group, each youngster has added to my own development as an educationist. In the wake of heading BD Somani Institute for recent years and tutoring such a significant number of establishments and understudies, I think we are continually learning and unlearning. At my Age, its significant and essen-

71
| J U LY 2 0 2 0
I N T E R V I E W
tial for me to adjust and develop with times. Style and fashion is continually moving very fast paced and it's important that we figure its moves as educationist and discover approaches to instil in our prompt condition.
As a Mentor, what qualities and capabilities you admire in students and the companies you work with ?
As a mentor, its imperative to treat everything from students and work ventures with same warmth as a parent. Development of the organization and young-ster brings enormous joy to me. Everybody for me is brought into the world with some ability and talent, What I centre around is to channelize their energies right way for prompt and productive outcomes. Pro-gressively troublesome the task all the more testing and interesting it is to for me to shape their future. The most significant thing I would search for in the youngster is the Passion for the Profession picked and the Perseverance to Achieve.
How do you think the fashion industry has evolved In the last few years?
Style advances each fortnight and that is what is constant about it. Past decade has been amalgation of Technology, Fast design and debilitating recover-ies of Trends on one side and on the opposite side we have seen a magnificent rush of Green and Eco Con-scious Consumption. Individuals are getting increas-ingly more mindful about wordly issues and they like different things. Consumers are likewise getting progressively taught about the green message by ac-tivists and NGOs. I am very hopeful about the future generation being more aware and conscious about the earth.
Is sustainable fashion/ Sustainability really fol-lowed by consumer or industry? What are your
thoughts about it ?
Sustainability is no longer a brownie point any longer , it’s no longer a privilege. Its The NEED of the hour and our industry is going through this revolu-tionary change internally to have a responsible and transparent supply chain. Consumers are moreover demanding fair trade and environmentally sensitive fashion. It’ss at a nascent but a very active stage. I hope and can foresee sustainability becoming a hab-it and a crucial practice even at the basic level. Our grassroot systems and cottage industry: Think Han-dlooms, Hand embroidery, Natural Dyes, etc have always been sustainable and with Made in India and vocal for local being mantra of modern times, Sus-tainability is the New Normal.
What is the latest trends in the industry?
With Covid 19 scenario, we are at a major introspec-tive point. All seasonal patterns and trends influenc-ing factors are thrown out of the window. New life-style and crumbling global economy will definitely affect our choice making and purchase making de-cisions. I think people will look inwards now and this will lead to promotion of Local Made, Locally Sourced ATMANIRBHAR products. Made in India is the New Trend.
How do you think the industries are responding to the green movement that has been goinga-round the world?
Eco sensitive consumption, renewal n alternative sources of energy and stricter global trade standards are helping us big to reduce the carbon footprint. At the very micro level of our supply chain this ecologi-cal reformation is being adapated and I think right from pigments of dyes to manufacturing methods .Right from material used for press invites to print-ing of look books, every aspect from Production to Promotion is getting re-analysed to make fashion environmentally responsible.

| J U LY 2 0 2 0
72 B R A N D U P DAT E
Excellently Equipped for the Future Through Auto-mation and Digitalization The Ideal Combination for More Economical Spinning In many markets, spin-ning mills are being confronted with a growing labor shortage and a lack of industry-specific expertise. Rieter understands these challenges that customers are facing and offers both automated machines and tailor-made automation and digitalization solutions. Do you want to achieve high productivity and ma-chine availability around the clock without being de-pendent on personnel? Do you want to produce yarn efficiently with fewer personnel or use your existing personnel for more important and more interesting tasks? The only way to do this is by automating pro-cesses on and between the machines. With its prod-ucts and systems and by collaborating with compa-nies such as Electro-Jet, Rieter offers automated, customer-specific solutions for the entire spinning process from a single source.
Automated Spinning Mill Makes 44% Personnel Savings
In a comparison, a spinning mill with just under 53 000 spindles for producing combed compact yarn was used and the effect of various automation so-lutions was evaluated. From the blowroom to the packed yarn package, Rieter automation solutions reduce the required number of personnel by 44% – from 54 to 30 operators (Fig. 1). Each type of automa-tion solution is explained in more detail below.
Ring Spinning is Becoming More Attractive
There are three automation solutions available for ring spinning machines and compact-spinning ma-chines: the piecing robot ROBOspin, the individual
spindle monitoring system (ISM) and the Link inter-face. They allow a spinning mill with 53 000 spindles that produces combed compact yarn to reduce the number of operating personnel by a good 10%. RO-BOspin, the first fully automated piecing robot, re-pairs ends down fully automatically (Abb. 2). It there-fore automates very unpopular work in the spinning mill, for which it is hard to find the personnel in many markets. ROBOspin consistently works around the clock to repair ends down that occur while the machine is running or during doffing. Spinning mills benefit in three key aspects: increased machine avail-ability, higher productivity and a reduced burden on the personnel side, which in turn reduces personnel costs. The quality of the yarn piecer is consistent,
and contamination or damage of the cops is a thing of the past. The new ring spinning machines G 37 and G 38 are available from the factory with ROBOs-pin. Retrofits are currently possible for the G 36. In the near future, the piecing robot will also be avail-able for other ring spinning and compact-spinning machines.
ISM – a standard feature in Rieter ring spinning and compact-spinning machines
today – increases the efficiency when repairing ends down. Unnecessary inspection rounds are no longer required, since the operator is guided to the spinning position with ends down via the shortest route. This is possible thanks to a three-stage display concept: on both ends of the machine, on each section and on each spinning position. In addition to the ability to quickly locate ends down, there are two other key aspects that make the work easier for the operators. The first aspect is the simplified detection of inef-ficient spinning positions. ISM enables ends down rates to be displayed on the panel. This means that spinning positions with high ends down rates can be identified quickly and the causes can be rectified immediately. The second aspect is the increase in the spindle speed and the resulting increase in pro-ductivity. The constant monitoring of the ends down rate helps to optimize the spinning speed. It can be adjusted so that the ends down rate doesnot lead to personnel being overburdened. ISM is integrated into new ring spinning and compact-spinning machines. Existing machines in the field can be retrofitted. To transport the cops from the spinning machine to the winding machine, Rieter has been offering the prov-en Link interface for many years. The cops of the ring

73
| J U LY 2 0 2 0
B R A N D U P DAT E
spinning machines and compact-spinning machines are automatically and directly transported to the winding machine. Manually moving cops in a trans-port trolley is no longer required. Here too, there is an additional benefit with regard to quality: as cop transport takes place without any contact, the qual-ity of the yarn is not affected. Today, around 80% of Rieter machines are supplied with this automated solution.
Automation in the Combing Section
For the production of combed yarns, Rieter offers a fully automated combing set together with the lap transport system SERVOlap and the automated lap change and batt piecing system ROBOlap that is available for combers. Both systems are also avail-able as a retrofit. In the combing section, personnel savings of up to 50% are therefore possible compared with the manual solution. SERVOlap transports eight of the laps produced in the combing preparation stage at a time to the combers Fig. 3) – automatically and without contact. Thanks to this, there is no need to laboriously transport four laps at a time in trol-leys. Another benefit: There is no downtime at the combers due to a lack of new laps. Before the laps run empty, the comber automatically requests new laps from the SERVOlap. With ROBOlap, the entire process is no longer dependent on personnel. All eight laps are changed on the comber without delay and with consistent quality, and the batt is pieced up automatically. The comber stops just before the laps on the comber run empty. ROBOlap then sucks up the remaining batt that is located on the tubes; subsequently, the empty tubes are replaced with the full laps. The system checks where the start of the batt is located on the lap and rotates the laps into a specified position. The new batt is then pieced up pneumatically (Fig. 4). The spinning mill with 53 000 spindles used as an example can save on personnel by 1.5% using SERVOlap and ROBOlap.
Economical and Flexible Roving Bobbin Transport
For spinning mills that produce ring and compact yarns, the modular roving bobbin transport system SERVOtrail makes the work much easier. It signifi-cantly reduces the distances that employees need to
move. Additionally, SERVOtrail saves space, ensures free access to the spinning machines, and improves the ergonomic handling of the roving bobbins (Fig. 5). The automatic transport system ensures that the roving on the bobbins is not touched. A consist-ently good roving quality is guaranteed. SERVOtrail is available in different technical variants and auto-mation levels. The three most important systems are Circuit, Flexible and Direct. For spinning mills whose product range rarely changes, SERVOtrail Circuit of-fers simple, fixed bobbin circuits between one roving frame and three to four ring spinning machines. Spin-ning mills in which flexibility is important due to the fact that they process multiple product ranges ben-efit from SERVOtrail Flexible. With this solution, any roving frame can supply any ring spinning machine. The fully automated variant for the most demanding customer requirements is SERVOtrail Direct. Roving bobbin trains are automatically positioned in the ring spinning machine and thereby replace the bob-bin creel. There is no need to manually replace the empty tubes with full bobbins. SERVOtrail can lead to personnel savings of up to 30% in this process step, depending on the level of automation.

| J U LY 2 0 2 0
74 B R A N D U P DAT E
Automatic Palletizing and Packing
Downstream of the winding machine, palletizing sys-tems and packing machines simplify the operators’ work. Individual palletizers directly downstream of the windingmachine or spinning machine, or cen-tral palletizers including a transport system, allow packages to be efficiently loaded onto pallets. This protects the material while reducing costs and mini-mizing the risk of material mix-ups. The process can be completed with damping, weighing and packing systems. It is even possible to automatically pack the packages into boxes. Together with the customer, Ri-eter analyzes the individual requirements and evalu-ates which is the most suitable solution.
No Automation Without Digitalization
Spinning mills are increasingly struggling with bot-tlenecks with regard to specialists and operating personnel, particularly when it comes to machine maintenance and related inefficiencies in the process areas, such as in the storage of spare parts. In this re-gard, digital technologies are becoming increasingly more important. ESSENTIAL – Rieter Digital Spinning Suite is a single system for overcoming these chal-lenges. Four different modules enable spinning mills to put together the right package for their require-ments. The free module ESSENTIALbasic offers many features, such as the ability to order spare parts on-line. This saves time that can be used efficiently in other areas. The module ESSENTIALmonitor displays actual production, energy consumption and quality data while helping to plan maintenance work. It al-lows the efficiency of the system to be increased. The module ESSENTIALmaintain offers an intelligent maintenance solution and optimizes maintenance planning. The fourth module – ESSENTIALpredict – identifies machines that are not achieving the ex-pected performance and shows solutions that will prevent a possible failure. This guarantees high qual-ity and optimal efficiency, both now and in the fu-ture.

75
| J U LY 2 0 2 0
E X P E R T A R T I C L E
MEASURABLE AND DEVASTATING
IMPACT ON INDIA’S TEXTILE AND
APPAREL INDUSTRY
OVERVIEW
The manufacturing and market conditions in India s Textile and apparel industry sectors continues to be at the bottom of `U `curve with no significant pick up in domestic demand or international export or-ders, with exports down by almost 60% in April 2020. Despite the much hyped economic Relief package of the govt. for the MSME industry; nearly 30-35% of smaller and medium size units are expected to go under despite only 3 months away from the tradi-tionally high demand and market turnover period of Festivals season from mid October. The key down-turn factors continue to be the drastically reduced retail and export demand, and big cut down in the `disposable/surplus` incomes due to millions of job losses amidst Covid crisis.In terms of numbers, the market size of India s overall T & C sector is approx. $110 to 120 Billion,and of which only $ 35 billion ac-crues from exports,which owing to Covid 19 impact took a hit of $10.36 billion for financial year ending April 2020 alone.In contrast, both Bangladesh and Vietnam too took a 30% down hit on their T&C ex-ports which averaged to approx. $35 billion each .Even the market access they got due to GSP+ access to Europe and, incase of preferential access of Viet-nam into the USA markets has not helped much to pep up their exports considering that the retail store and high street retail selling itself is down 30-35% in both Europe and the USA.While Vietnam is yet ben-efitting immensely with the preferential FTA pacts, India has lagged behind to the serious handicap to its textile and clothing industry exports.
There is now urgent and dire need for India s FTA pacts esp. with EC, Japan, ASEAN and also with the
new large market blocks of Euroasia and Africa un-der the 49 country AcFTA common market.
Sectorwise woes,and Issues
GARMENT INDUSTRY
As per trade body,CMAI, only 25% garment units have resume working despite easing of lockdown by end of June. However,the resumed factories are op-erating at an average 25% of their capacity. Consid-ering that the ongoing Summer period is typically a low season for both domestic retail and exports, No substantial demand enhancement can be ex-pected for atleast next 1 to 2 quarters by when the `traditional` Festival period from mid Oct.to mid November will be over without any significant Do-mestic market revival.Owing to the slow and limited domestic demand ,the Indian fabric and garment making sector is witnessing a drastic shift from tra-ditional products to new ones, such as PPEs, N-95 masks and technical textiles incl. production of Melt-blown fabrics.
Incase of exports and, in the short-term, Indian ap-parel exporters are fearing missed deadlines – with key inputs like apparel trims etc from China either stuck at Indian customs or not shipped at all follow-ing military tensions between the two neighbours.
Indian garment industry is presently also suffering due to import ban on Chinese goods,as per the case in point: 1) The garment industry could suffer severe reper-cussions if India’s unofficial slowdown on customs clearance and ban on Chinese imports continues. Items such as garment fabrics and trims,machines

| J U LY 2 0 2 0
76 E X P E R T A R T I C L E
parts, buttons, sewing machines, metal accesso-ries and spares are largely imported from China. 2) Case in point: Garment hub Tirupur is dependent on China for 90% of ‘crucial accessories’ such as sew-ing machines, fasteners, needle lapel pins, buttons and textiles.This import content makes nearly 3% to 5% of Tirupurs export value turnover of usd 3 billion per year.
3) Case in point: Indian knitwear exports to lose out due to stand off with China Knitwear manufacturing units in Tirupur, the largest textile hub in India and Tamil Nadu’s industrial life line that employees more than 0.6 Million workers, are in trouble because of the intransigent attitude of the customs officials, according to office bearers of Tirupur Exporters Association.Due to relapse of resurging of Covid cases in fabric processing cluster of Surat,in western India, the output of `polyester` based woven fabrics has taken serious hit and dip. With restrictions on ,and slow customs clearing procedures for shipments from China, the fabrics market in general and the Polyester materials mar-ket in particular are at the lowest. The AEPC body has urged to expedite free trade agreements (FTA) with high potential markets such as the European Union, UK, US,and also with Japan, Korea,Australia and Canada which could lead to exports growth in three years’ time and considering future fall in ex-ports to the USA vis a vis growing competition from suppliers like Vietnam,Cambodia,Turkey and new common AcFTA zone for Africa.
Textile industry seeks govt aid as exports plunge 53% by June,20 1) Cotton textile exports plunged 53% last month to $758 million, against the $1.62 billion logged in May 2019, while apparel exports fell 66% to $1.27 billion ($3.15 billion) as economies across the globe reeled under the pandemic with disruption of both mar-ket demand and input supply chains that brought manufacturing down to 25-30%. 2) while readymade garment shipments dropped 66% to $517 million ($1.53 billion).
COTTON ,and YARN SPINNING SECTOR
Cotton yarn and fabrics exports slipped 47% to $465 million ($885 million) in MayGlobally, ICE Cotton fu-tures surge helped by a positive US federal jobs re-port rose more than 3% en route to its best forecast at $0.63/LB for future contracts for end Dec. 2020, and which was helped by a positive federal report that bolstered for an early economic recovery and in turn, demand for the natural fibre. However, cot-ton scenario as of yet does not augur well for Indian
spinning mills.As per recent study by ICRA ,the govt `s politically mooted move of increasing the MSP price for raw/farm cottons does not augur well for leading export segment of Yarn Spinning mills. Higher cotton MSP bodes well for increase in acre-age by the farmers eg. For cotton state of Punjab but unfavourable for spinners considering that the 5% increase in minimum support price (MSP) of cotton will lead to mill gate price for the mills and, is likely to be unfavourable for domestic spinning sector in the times of low yarn demand.
RENEWAL STRATEGY v/s ISSUES [POST COVID 19 FUTURE [Quarter 4 onwards]
• IMMEDIACY OF RETURN OF MIGRANT WORK-ERS TO TEXTILE HUBS
With partial lift of lockout conditions, the textile and apparel industry are trying to re open and restart their factory and mills albeit with `minimal` mar-ket demand,both domestic and for exports. Howev-er,the capacity utilisation at this opening juncture are as low as 25 to 35% of the installed capacities due mainly to non-return of the required comple-ment of `workforce` which is migratory in nature and is staying back yet for some months more in their rural villages mostly in eastern provinces of UP, Bihar, Jharkhand and Orissa amidst the factors of Covid fear and monsoon floods.
With their options for tilling their small farm lands, and or getting construction work under Govt ` s MN-REGA scheme for local employment etc; possibly 30 to 35%of erstwhile industry workers may not return for atleast till end of year 2020.This will not allow the industry s capacity utilisation or output to go beyond 60-55% of installed capacity,even till end of 2020.
• Indeed, India s textile and apparel products need to move up in the value chain with value added products in Polyester fiber,and to new diversified markets of Japan,S.America,Ko-rea and into newly formed mega common markets like AcFTA in Africa and Euroasia_Rusia common market zone.
In summary, the headwinds for India s textile and clothing industry continue to be strong and hot for next 2 years facing competition from strong compet-ing countries like B.Desh, Vietnam,Cambodia, Ethi-opia/Kenya/Jordon and China always.India direly needs new FTA pacts to enter new markets very ag-gressively.

77
| J U LY 2 0 2 0
C O T TO N R E P O R T
COTTON ASSOCIATION OF INDIA
Cotton Association of India (CAI) has released its June estimate of the cotton crop for the season 2019-20 beginning from 1st October 2019. The CAI has increased its cotton crop estimate for 2019-20 to 335.50 bales of 170 Kgs. each compared to its previous estimate of 330 lakh bales made during the last month. The cotton crop finalised by the CAI for the last year i.e. for the crop year 2018-19 was 312.00 lakh bales of 170 kgs. each. A statement containing the State-wise estimate of the cotton crop and the balance sheet as on 30th September 2020 drawn by the Crop Committee of the CAI with the corresponding data for 2018-19 crop year are enclosed.
The Crop Committee of the Association has estimated total cotton supply till end of the cotton season i.e. upto 30th September 2020 at 382.50 lakh bales of 170 Kgs. each which consists of the Opening Stock of 32.00 lakh bales at the beginning of the cotton season on 1st October 2019, crop for the season estimated at 335.50 lakh bales and imports estimated by the CAI at 15.00 lakh bales. The imports are estimated to be lower by 17.00 lakh bales compared to the previous year’s estimate of 32.00 lakh bales.
Domestic consumption for the entire crop year i.e. upto 30th September 2020 has been estimated at 280.00 lakh bales i.e. at the same level as estimated in the last month. The consumption for the crop year 2019-20 was earlier estimated by the CAI at 331.00 lakh bales but the same was later reduced by 51.00 lakh bales due to the lower consumption of cotton on account of disruptions caused by the COVID-19 Pandemic in the country. The CAI has retained its export estimate for the season at the same level as estimated in the previous month i.e. at 47 lakh bales against 42.00 lakh bales estimated earlier. The increase of 5.00 lakh bales in the export estimate than estimated in the previous year was made looking to the favourable conditions existing for exports of
CAI INCREASES ITS CROP ESTIMATE FOR
THE COTTON SEASON 2019-2020 TO 335,50 LAKH
BALES
cotton from India. The carryover stock estimated at the end of the season is 55.50 lakh bales.
HIGHLIGHTS OF DELIBERATIONS HELD BY THE
CROP COMMITTEE OF COTTON ASSOCIATION OF
INDIA ON 27TH JULY 2020
Crop Committee of Cotton Association of India (CAI) has arrived at its June estimate of the cotton crop for the 2019-20 season beginning on 1st October 2019 and drawn estimated cotton balance sheet based on the data available from various trade sources, upcountry associations and other stakeholders.
The following are the highlights of deliberations of the Crop Committee of the CAI: -
1) CONSUMPTION
The CAI has retained its consumption estimate for the current crop year at the same level as estimated in the last month i.e. 280.00 lakh bales. The consumption for the Season was previously estimated at 331.00 bales but the same was later reduced by 51 lakh bales to 280 lakh bales due to the disruptions caused on account of lockdown and the shortage of labour.
The members of the CAI Crop Committee will monitor consumption figures very closely and if any increase or decrease is required to be made in the estimate of cotton consumption, the same will be made in the crop reports for the months of July and August.
2) PRODUCTION
The CAI has increased its cotton production estimate for the season 2019-20 by 5.50 lakh bales to 335.50 lakh bales as against its production estimate of 330 lakh bales made during the last month. The production estimate for the North zone has been

| J U LY 2 0 2 0
78 C O T TO N R E P O R T
increased by 1 lakh bales (i.e. 50,000 bales each for the States of Haryana and Lower Rajasthan) while the production estimate for the Central zone has been increased by 4 lakh bales (i.e. 3.50 lakh bales for the State of Maharashtra and 50,000 for the State of Madhya Pradesh). The production estimate for the South zone has also been increased by 50,000 bales (i.e. 25,000 bales each for Andhra Pradesh and Karnataka compared to the crop estimates for these states made during the last month.
The Committee members will have a close watch on the cotton arrivals of the months of July and August and if any addition or reduction is required to be made in the production estimate, the same will be made in the crop reports for the months of July and August.
3) IMPORTS
The estimate of the cotton imports into India has been maintained by the CAI at the same level as estimated in the previous month i.e. at 15.00 lakh bales. This import estimate is lower by 17.00 lakh bales compared to that estimated for the last year.
4) EXPORTS
The CAI has retained its export estimate at the same level as estimated by it in the previous month i.e. at 47.00 lakh bales against the previous year’s exports estimate of 42.00 lakh bales.
5) ARRIVALS
Indian cotton arrivals during the months of October 2019 to June 2020 are estimated at 327.02 lakh bales of 170 K.gs. each which are equivalent to 347.46 lakh running bales of 160 kgs. each.
6) CLOSING STOCK AS ON 30TH
SEPTEMBER
Closing stock as on 30th September 2020 is estimated by the Committee at 55.50 lakh bales of 170 K.gs. each which is equivalent to about 59 lakh running bales of 160 kgs. each.
The meeting of the CAI Crop Committee has taken place on WhatsApp and more than 20 Members have participated.
7) CAI has convened a meeting of all 30 members of the Crop Committee in the 3rd week of August to finalise the figures of Production, Consumption, Import, Export and Carry-over Stock. Due to this, monthly Balance Sheet and Stock figures are not provided with this estimate.

79
| J U LY 2 0 2 0
YA R N E X P O R T R E P O R T
Report by - Mr. Nitin Madkaikar
In June, basic textiles comprising fibres, spun and filament yarns shipment surged 28-39% YoY, both in terms of US$ and INR worth US$504 million or INR3,770 crore, accounting for about 2.3% of total merchandise ex-ported from India during the month. The sharp rebound was mainly due to the lifting of nationwide lockdown and exporters rushing to fulfil their past commitments after some restrictions were lifted in May. The surge is also attributed to a low base of June 2019, wherein exports had suffered due to certain global trend and trade war between US and China.
On a cumulative basis, exports were still down 30-36% in Q1 2020-21, compared with Q1 of 2019-20. The first two months were under restrict lockdown and production suffered as a result. Globally, most markets were under restrictions, hence orders were either cancelled or postponed.
Spun Yarn
Spun yarns shipment totaled 121 million kg worth US$303 million or INR2,268 crore. They were 49% higher than June 2019 in terms of volume and 23% up in terms of US$. Bangladesh was the largest market for spun yarns in June with value up 147%, followed by China (195%) and Turkey (36%). These three markets accounted for more than 55% to total yarn shipment during the month.
C
otton yarn export was 102 million kg worth US$254 million (INR1,900 crore). These were shipped to 68 coun-tries at an average price of US$2.49 a kg, down US cents 14 from previous month and US cents 70 from a year ago. China was the top cotton yarn market, followed by Bangladesh, Vietnam, Turkey and Portugal. A lower price helped boost export during the month. Volume was up 79% while value in US$ increased 40%.
100% man-made fibre yarns exports of 7.31 million kg, comprised 2.76 million kg of viscose yarn, 2.61 million kg of polyester yarn and 1.85 million kg of acrylic yarn. Viscose yarn export was worth US$7 million or INR52 at an average price of US$2.53 per kg in June to 29 countries. Iran was the largest market followed by Ban-gladesh. Polyester spun yarns export was worth US$5.54 million and exported to 49 countries at average unit price of US$2.12 a kg. Brazil was the largest importer of polyester yarn, followed by Turley and USA.
Blended spun yarns worth US$31 million were exported in June, including 7.92 million kg of PC yarns and 2.66 million kg of PV yarns. Egypt was the largest importers of PC yarn from India followed by Algeria while Turkey was the largest importer of PV yarns from India followed distantly by South Africa.
YARN EXPORT RECOVERS IN JUNE, BUT
STILL DOWN

| J U LY 2 0 2 0
80 YA R N E X P O R T R E P O R T
All kinds of filament yarns shipment totaled 44 million kg, valued at US$56 million or INR416 crore. Nylon and polypropylene filaments exports showed strong increases in June while viscose showed sharp decline (67%). Polyester filaments export was down 38% during the month.
Cotton fibre shipment in June was at 480 thousand bales worth INR829 crore or US$111 million. This takes the total export to 46 lakh bales worth US$1,221 million in the first nine months of 2019-20 marketing season. Bangladesh was the largest market for Indian cotton export during June, followed by China and Vietnam.
Export price realisation averaged INR101 a kg or US cents 61.50 per pound during June. This was lower com-pared to Cotlook A index, the global spot price benchmark and higher than domestic spot price for bench-mark Gujarat Shankar-6. During the month, Cotlook averaged US$68.44 per pound and Shankar-6 at US cents 59.12 per pound, making Indian cotton more competitive in global market.

81
| J U LY 2 0 2 0
FA B R I C R E P O R T
Report by -Mr. Kirtibhai Shah : 9322282833
What are the current fabrics or verities in mar-
ket?
Rayon is the most saleable fabric in the market. At present 60-80% of the demand in market is for Rayon fabric. There is a more demand for Rayon fabric in 38 & 63 width.
Prices for grey fabric is reduced by 15% and for Yarns it is reduced by 20%
When the market will start?
No exports for fabrics are done amid COVID-19 pandemic and due to which the Textile Industry is suffering a lot. Also, the local market is having less scope to cover the loss. As in town-side market, only 10-12 shops are working as there is no staff avail-able. All persons who were employed as salesman, hamal, fabric dealers or agents have moved to their native places and there is a less chances for them to come back on job. Non availability of proper trans-portation and courier services is again the other factor that affected a lot to fabric market. Only Blue Dart courier service is working. Under heavy rainfall and flood parcels are getting spoiled resulting in further loss for textile dealers.
Customer flow is from local areas only as the local trains and other public transportations are not available long-distance customers are not expected in current scenario of pandemic and the sellers are find it difficult to meet the day-to-day business expenses.
Fabric markets such as Swadeshi market and Man-galdas market at kalbadevi hardly 60 shops are operating. Even though there is no restriction on entry in this market customers are not entering the
NO EXPORTS FOR FABRIC AMID
COVID-19
market under the fear of corona virous. Very few customers are visiting the shops for rakhi or some essential function shopping. Loss in business is forcing the venders to close the shops as most of them are finding it difficult to pay the rent. 40-50% of venders have shut down the shops and most of the operating shops are paying 50% of the rent. May seller are operating from their warehouse in Bhi-wandi as they have closed the shops
What will be the future of fabric industry?
Till December there is no scope for market to set back or recover. Future growth of fabric industry is possible only when the actual situation become normal.
Decline in exports resulted in loss of Export House. Level of unemployment is increase in textile indus-tries as approx. 80% of the staff is removed by ex-port house. Even the non-operating of Malls under social distancing rule is another reason for decline of textile industry.
In Ahmadabad, which is called as hub of textile industry, currently on 25-30% of market is under operation till 4 or 5 pm. In Calcutta market also 30-40% shops are opened between 12- 2 pm.
Survival in the textile business in current situa-
tion is the biggest issue for dealers. Since lock-
down shops are closed in Keval Industries Estate
in Lower Parel. May shops are closed down. Only
50% shops are operating and with the condition
of paying only 50% of rent.
What is the future of fashion?
No business is expected in current and in future for textile industry.

| J U LY 2 0 2 0
82 S U R AT R E P O R T
Four months of Lockdown & Unlock : Synthetic textile industry lost 20,000+ crores of business
The corona pandemic has hit hard human life as well as the industry and business. A Lockdown was de-clared on March 24 across the country to avoid infec-tion outbreaks. The production activity in the textile industry chain was stalled for a long period. From yarn to finished fabrics, the entire synthetic textile industry of Surat has come to a standstill. And now, increasing Covid-19 cases has halted the revival in synthetic textiles hub. The experts says the local tex-tile industry has lost more than 20 thousand crores production and business during the four months of Lockdown and Unlock.
Two months after the lockdown, with certain condi-tions, the industry was allowed to start work. But even in the two months of Unlock, the production process is still irregular. The demand of finished fab-rics is limited across the country due to the fear of Coronavirus. Shortage of workers in almost all the segments of textile industry is a big issue. The pro-duction cost with maintenance is unbearable. Pay-ment delay is another big problem.
Out of the estimated 350 textile processing mills, only 50-60 are operating. Only 10-12 per cent of the five lakh powerloom machines are functioning. As there is lack of value addition work, about ninety per cent of embroidery machines are shut. The textile markets are operating according to odd/even rule. Out of 65,000 shops, estimated 25–30 per cent re-main open daily but the business activities are neg-ligible.
The chairaman of Pandesara Weaving Society, Ash-ish Gujarati said, after the Lockdown, the power-loom factories in the city and surrounding area were completely shut till May 17. The government has given some relief and allowed to start factory in Lockdown-4 and Unlock by following certain rules. However, even today, only 10 percent of the five lakh machines are operating. Before the lockdown, the production of fabrics was about 25 million me-ters per day. But today, daily production is barely 10 percent ie. 25 lakh meters. Besides this, considering workers wages, fix charges, electricity cost, loan and
general maintenance expenditure in the factory; the overall production cost of the fabric has increased three to four times. In the four months of Lockdown-Unlock, only weaving industry has a production loss of more than 5000 crores.
The national lockdown, began on March 24, has put Surat’s textile industry in a uncertain mode. The looms and other related textile activities are suf-fering huge losses. As per industry estimates, in the yarn, processing, weaving, trading and other associ-ated synthetic textile chain, Surat’s textile trade has lost businesses to the tune of Rs 20,000 crore in the past four months.
Odd-even rule for textile markets : Many traders declares 'self lockdown'
More than 170 textile markets are in the city function-ing as per odd-even rule imposed by Surat Municipal Corporation(SMC). As the Covid-19 cases are increas-ing, the SMC has issued new directives for the textile markets and had given permission to the Federation of Surat Textile Traders Association (FOSTTA) for all shops in textile markets to remain open between 10 am and 5 pm. This was enforced with guidelines such as shops remaining open as per an odd-even rule, maintaining social distance and the mandatory use of face masks and sanitisers.
A meeting of Principal Secretary (Health and Fam-ily Welfare) Jayanti Ravi, SMC officials and textile industry members, was held on 12th July. The tex-tile industry in the city was allowed to reopen with stricter guidelines that included shops remain open as per an odd-even rule, compulsory wearing of masks, staggered entry into the markets to maintain social distancing, workers downloading the Aaro-gya Setu application and compulsory installation of foot-operated washbasins.
Rangnath Sharda, the director of Federation Of Surat Textile Traders Association (FOSTTA) said, Approxi-mately, 30 percent shops are open in the market, but the pace of business is very slow. Due to the weak demand of saris, dress material, kurtis and and oth-er fabrics in the domestic market, the traders open their shops for a few hours only. Traders are under financial stress and are clearing old stocks and man-aging their payments.Textile power looms and dye-ing and printing mills are not fully operational, less

83
| J U LY 2 0 2 0
S U R AT R E P O R T
than 20 percent are currently functioning.
As of July 30, more than 12 thousand Covid cases had been reported in the city, many of them textile and diamond industry workers. New hotspots are emerg-ing in the city and an average of 200 Covid-19 cases and about 10 deaths being reported daily. Sharp rise in Covid-19 cases across the city has sparked off widespread panic among the textile business com-munities. Looking at the safety, many textile traders have declared a self-lockdown and shut their shops upto 31st July.
Weavers demands relief of Rs 1 per unit in elec-tricity bill
The powerloom machine operator, weavers has de-manded a relief of one rupee per unit in the electric-ity bill. In a memorandum submitted to the district collector, they have also appealed for the discharge of the delayed charge in the bill.
Weavers said that factories have started in Unlock-1 but the production process is still not regular. The textile markets are operating on odd/even rule and sharp decline is being seen in grey fabrics demand. Many powerloom factories are operating five days a week and that too in single Shift. There is a shortage
of workers and the production of fabrics is also lim-ited. The workers are demanding more wages. The production cost of fabrics for factory operators have increased. If the situation does not improve, there is a fear of closure of a large number of power lomm factories. At such a time, the weavers has demanded a relief of one rupee per unit in the electricity bill and exemption from the delayed charge in the electricity bill.
Appeal for payment through online/internet banking
In a view of the prevailing situation of Covid-19, weavers has appealed to the traders for online/in-ternet banking payment to make less movement in the market area. A letter has been written to FOSTTA to issue an authorization to adopt online payment.
After the lockdown, the textile market was allowed to start from June 1(Unlock-1). Cases of corona in-fection have increased due to the large number of people moving here and there. In these circumstanc-es, to prevent the outbreak, it is necessary that there must be less traffic in the market. Powerloom owner Mayur Golwala said, hundreds of weavers and staff people visit the market daily to collect the payment. In order to reduce the movement in the market, the traders are requested to adopt option of digital pay-ments.
54 www.textilevaluechain.com September 2018

84www.textilevaluechain.in
June 2020