kbr-unlocking current refinery constraints
TRANSCRIPT
7/22/2019 KBR-Unlocking Current Refinery Constraints
http://slidepdf.com/reader/full/kbr-unlocking-current-refinery-constraints 1/4
Authors:
Rashid Iqbal - KBR
Asif Khan - KBR
Odette Eng - KBR
Raymond Floyd - KBR
Publication / Presented:
PTQ Q2www.eptq.com
Date:
2008
UNLOCKING CURRENT
REFINERY CONSTRAINTS
7/22/2019 KBR-Unlocking Current Refinery Constraints
http://slidepdf.com/reader/full/kbr-unlocking-current-refinery-constraints 2/4
Unlocking currentrefnery constraints
When processing heavy feeds, technology based on residuum supercritical solvent
extraction provides higher volumes of gas oil and DAO for conversion units. Potential
constraints through existing vacuum and coker units can also be resolved
The escalating demand or
petroleum-refned products andhigh dierentials between light
and heavy crude oils have increased the
usage o heavier crude oils.
Examples o heavy crude oils beingused by reiners today includeAthabasca bitumen, Lloydminster and
Cold Lake heavy oils rom Canada,Maya rom Mexico, Arab Heavy rom
the Middle East, and other Arican andVenezuelan crude oils. When added to
the conventional crude diet, theseheavier crude oils with higher resid
content will either increase uel oilmake or begin to burden existing
vacuum and coking units. At the sametime, the gas oil content in heavier
crudes is usually lower compared to
conventional crudes, resulting in lowereed to conversion units, such as the
FCC or hydrocracker unit.The increasing oil price is motivating
refners to look or solutions to extractmore rom the bottom o the barrel in a
more cost-eective way. Refners areincreasingly using solvent deasphalting
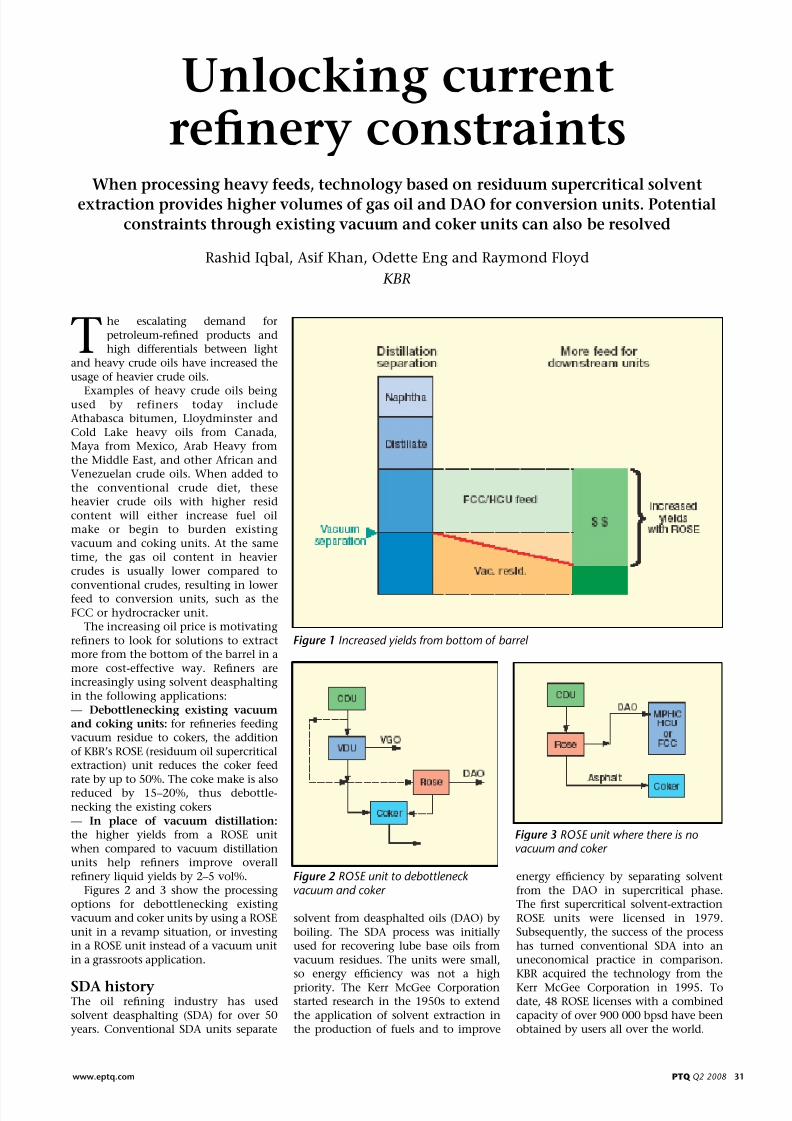
in the ollowing applications:— Debottlenecking existing vacuumand coking units: or refneries eedingvacuum residue to cokers, the addition
o KBR’s ROSE (residuum oil supercriticalextraction) unit reduces the coker eed
rate by up to 50%. The coke make is alsoreduced by 15–20%, thus debottle-
necking the existing cokers
— In place o vacuum distillation: the higher yields rom a ROSE unit
when compared to vacuum distillationunits help refners improve overall
refnery liquid yields by 2–5 vol%.Figures 2 and 3 show the processing
options or debottlenecking existingvacuum and coker units by using a ROSE
unit in a revamp situation, or investingin a ROSE unit instead o a vacuum unit
in a grassroots application.
SDA historyThe oil refning industry has used
solvent deasphalting (SDA) or over 50years. Conventional SDA units separate
solvent rom deasphalted oils (DAO) by
boiling. The SDA process was initiallyused or recovering lube base oils rom
vacuum residues. The units were small,so energy efciency was not a high
priority. The Kerr McGee Corporationstarted research in the 1950s to extend
the application o solvent extraction inthe production o uels and to improve
energy efciency by separating solvent
rom the DAO in supercritical phase.The frst supercritical solvent-extraction
ROSE units were licensed in 1979.Subsequently, the success o the process
has turned conventional SDA into anuneconomical practice in comparison.
KBR acquired the technology rom the
Kerr McGee Corporation in 1995. Todate, 48 ROSE licenses with a combined
capacity o over 900 000 bpsd have beenobtained by users all over the world.
Rashid Iqbal, Asi Khan, Odette Eng and Raymond Floyd
KBR
www.eptq.com PTQ Q2 2008 31
Figure 1 Increased yields rom bottom o barrel
Figure 2 ROSE unit to debottleneck vacuum and coker
Figure 3 ROSE unit where there is novacuum and coker
7/22/2019 KBR-Unlocking Current Refinery Constraints
http://slidepdf.com/reader/full/kbr-unlocking-current-refinery-constraints 3/4
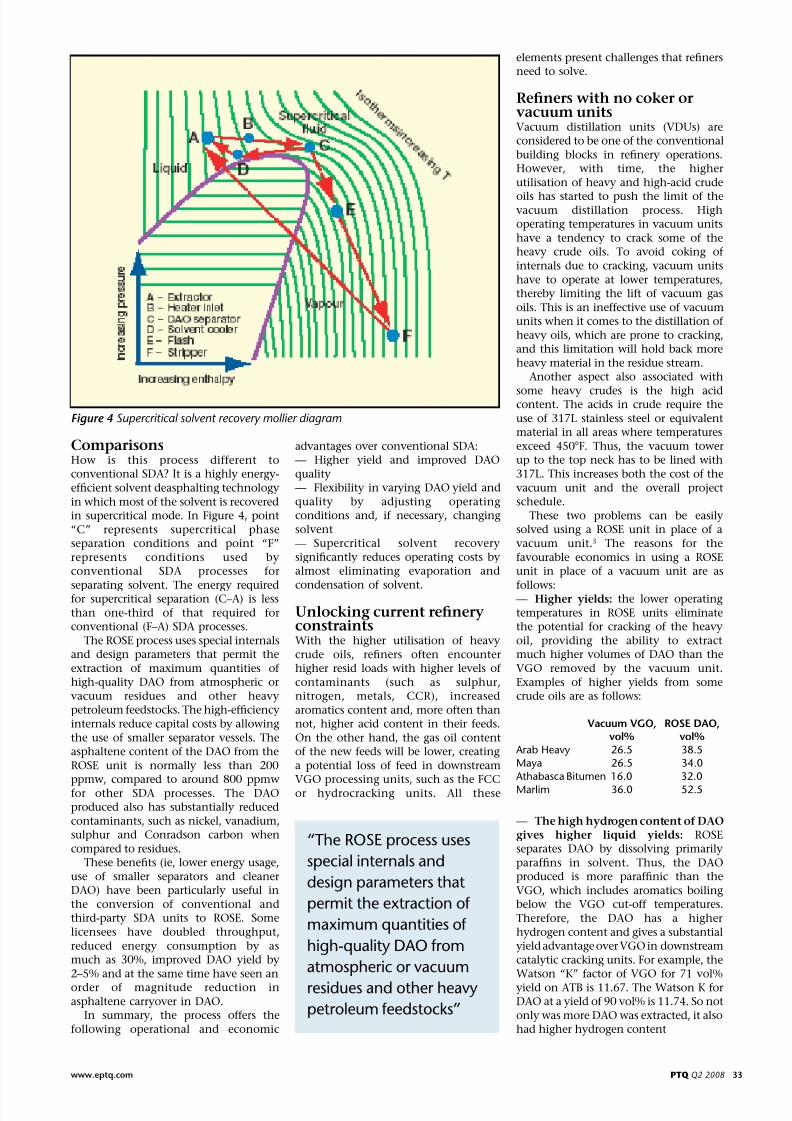
ComparisonsHow is this process dierent toconventional SDA? It is a highly energy-
efcient solvent deasphalting technology
in which most o the solvent is recoveredin supercritical mode. In Figure 4, point
“C” represents supercritical phaseseparation conditions and point “F”
represents conditions used byconventional SDA processes or
separating solvent. The energy requiredor supercritical separation (C–A) is less
than one-third o that required orconventional (F–A) SDA processes.
The ROSE process uses special internalsand design parameters that permit the
extraction o maximum quantities o high-quality DAO rom atmospheric or
vacuum residues and other heavypetroleum eedstocks. The high-efciency
internals reduce capital costs by allowing
the use o smaller separator vessels. Theasphaltene content o the DAO rom the
ROSE unit is normally less than 200ppmw, compared to around 800 ppmw
or other SDA processes. The DAOproduced also has substantially reduced
contaminants, such as nickel, vanadium,sulphur and Conradson carbon when
compared to residues.These benefts (ie, lower energy usage,
use o smaller separators and cleanerDAO) have been particularly useul in
the conversion o conventional andthird-party SDA units to ROSE. Some
licensees have doubled throughput,
reduced energy consumption by asmuch as 30%, improved DAO yield by
2–5% and at the same time have seen anorder o magnitude reduction in
asphaltene carryover in DAO.In summary, the process oers the
ollowing operational and economic
advantages over conventional SDA:— Higher yield and improved DAO
quality— Flexibility in varying DAO yield and
quality by adjusting operatingconditions and, i necessary, changing
solvent— Supercritical solvent recovery
signifcantly reduces operating costs byalmost eliminating evaporation and
condensation o solvent.
Unlocking current refneryconstraintsWith the higher utilisation o heavy
crude oils, refners oten encounterhigher resid loads with higher levels o
contaminants (such as sulphur,nitrogen, metals, CCR), increased
aromatics content and, more oten thannot, higher acid content in their eeds.
On the other hand, the gas oil contento the new eeds will be lower, creating
a potential loss o eed in downstreamVGO processing units, such as the FCC
or hydrocracking units. All these
elements present challenges that refnersneed to solve.
Refners with no coker or vacuum unitsVacuum distillation units (VDUs) areconsidered to be one o the conventional
building blocks in refnery operations.However, with time, the higher
utilisation o heavy and high-acid crude
oils has started to push the limit o thevacuum distillation process. Highoperating temperatures in vacuum units
have a tendency to crack some o theheavy crude oils. To avoid coking o
internals due to cracking, vacuum units
have to operate at lower temperatures,thereby limiting the lit o vacuum gas
oils. This is an ineective use o vacuumunits when it comes to the distillation o
heavy oils, which are prone to cracking,and this limitation will hold back more
heavy material in the residue stream.Another aspect also associated with
some heavy crudes is the high acidcontent. The acids in crude require the
use o 317L stainless steel or equivalentmaterial in all areas where temperatures
exceed 450°F. Thus, the vacuum towerup to the top neck has to be lined with
317L. This increases both the cost o the
vacuum unit and the overall projectschedule.
These two problems can be easilysolved using a ROSE unit in place o a
vacuum unit.3 The reasons or the
avourable economics in using a ROSEunit in place o a vacuum unit are as
ollows:— Higher yields: the lower operating
temperatures in ROSE units eliminatethe potential or cracking o the heavy
oil, providing the ability to extractmuch higher volumes o DAO than the
VGO removed by the vacuum unit.
Examples o higher yields rom somecrude oils are as ollows:
Vacuum VGO, ROSE DAO,vol% vol%
Arab Heavy 26.5 38.5Maya 26.5 34.0
Athabasca Bitumen 16.0 32.0
Marlim 36.0 52.5
— The high hydrogen content o DAOgives higher liquid yields: ROSEseparates DAO by dissolving primarily
parafns in solvent. Thus, the DAOproduced is more parafnic than the
VGO, which includes aromatics boilingbelow the VGO cut-o temperatures.
Thereore, the DAO has a higher
hydrogen content and gives a substantialyield advantage over VGO in downstream
catalytic cracking units. For example, theWatson “K” actor o VGO or 71 vol%
yield on ATB is 11.67. The Watson K orDAO at a yield o 90 vol% is 11.74. So not
only was more DAO was extracted, it alsohad higher hydrogen content
Figure 4 Supercritical solvent recovery mollier diagram
“The ROSE process uses
special internals and
design parameters that
permit the extraction o
maximum quantities o
high-quality DAO rom
atmospheric or vacuum
residues and other heavy
petroleum eedstocks”
www.eptq.com PTQ Q2 2008 33
7/22/2019 KBR-Unlocking Current Refinery Constraints
http://slidepdf.com/reader/full/kbr-unlocking-current-refinery-constraints 4/4
— Reduced residue stream: in manycases, the amount o ROSE asphaltenes
produced is about hal o the vacuum
bottoms. This reduces the size o a newcoker when coking is used to crack
residue; i the residues are blended intouel oil, the uel oil make drops to less
than hal when compared to vacuumdistillation, saving substantial quantities
o valuable cutter stock.
Debottlenecking existing vacuum and coker unitsVacuum units generally become the frst
bottleneck when refners increase theintake o more heavy and/or high acid
crudes. The use o heavy oils increasesthe eed to the vacuum unit, overloading
its hydraulic capacity. Refners canchoose to revamp the constrained
vacuum units and associated cokers.However, when aced with high acid
crudes, revamping could becomeexpensive i existing vacuum columns
and associated transer lines do not havethe high metallurgy capable o handling
the high-acid crudes. The capacity and
the metallurgy constraints can beremoved by adding a ROSE unit in
parallel with the vacuum unit, aspreviously shown in Figure 2. The
unit can process all atmosphericbottoms above the capacity o the
vacuum units. It can also process allatmospheric bottoms rom the high-
acid crude train.Table 1 compares yields and qualities
o DAO separated rom atmospheric
(ATB) and vacuum bottoms (VTB) romArab Heavy and Maya crude oils. Column1 shows that 49.7 Mbpsd o vacuum resid
is produced as coker eed when processing
200 Mbpsd o Arab Heavy crude oil. TheROSE unit can separate 23.3 Mbpsd o
DAO as eed or hydroprocessing andFCC units, thus reducing total coker eed
to 26.5 Mbpsd, almost a 47% reduction.The DAO, when mixed with VGO, has
sufciently low metals to allow processingin fxed-bed hydroprocessing units.
While calculating yields, the CCR inasphalt has been limited to 38 wt% to
allow cracking in most modern delayedcokers.
The cokers are the next bottlenecks.As described, the coker can be
debottlenecked by installing a ROSE
unit upstream rom the coker. Aspreviously described, in addition to the
hydraulic debottlenecking, the cokemake drops by about 20%, thus
debottlenecking the coke drums.3
An overall mass balance will indicate
that the total liquid yields per barrel o eed will be increased by approximately
3–5 vol%. In essence, this solution willhave the net result o converting low-
value coke product into high-valuerefnery liquid yield. Moreover, the
addition o a ROSE unit may reducedowntime, as opposed to revamping
both the vacuum unit and the coker.The technology thus oers the ollowing
economic and operational benefts toreiners over other upgrading
technologies:— Easy integration with downstream
units through yield and quality control
o DAO— Signifcantly lower capital and
operating costs— Ease in processing o high-acid crude
oils— Faster project execution through
modular construction— High reliability (>95% onstream
actor) and long cycles (up to nine years)between major turnarounds.
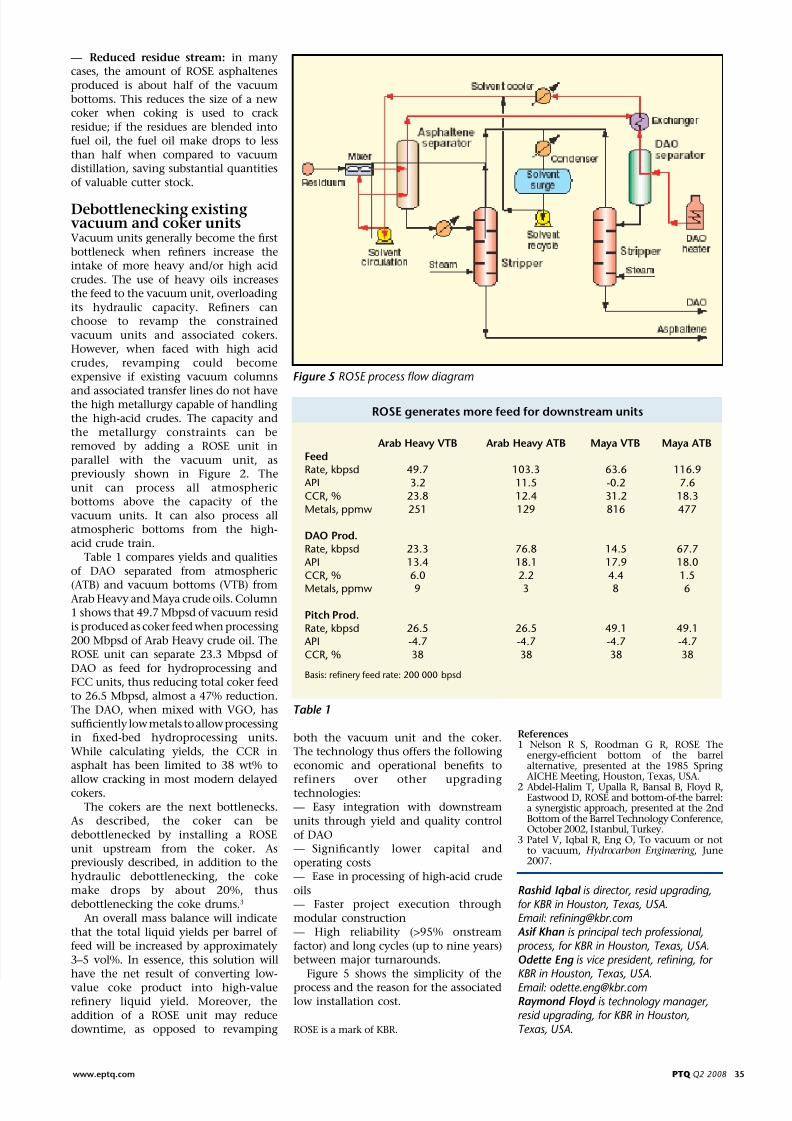
Figure 5 shows the simplicity o theprocess and the reason or the associated
low installation cost.
ROSE is a mark o KBR.
Reerences1 Nelson R S, Roodman G R, ROSE The
energy-efcient bottom o the barrelalternative, presented at the 1985 SpringAICHE Meeting, Houston, Texas, USA.
2 Abdel-Halim T, Upalla R, Bansal B, Floyd R,Eastwood D, ROSE and bottom-o-the barrel:a synergistic approach, presented at the 2ndBottom o the Barrel Technology Conerence,October 2002, Istanbul, Turkey.
3 Patel V, Iqbal R, Eng O, To vacuum or notto vacuum, Hydrocarbon Engineering , June2007.
Rashid Iqbal is director, resid upgrading,or KBR in Houston, Texas, USA.Email: [email protected] Khan is principal tech proessional,process, or KBR in Houston, Texas, USA.Odette Eng is vice president, rening, or KBR in Houston, Texas, USA.Email: [email protected] Floyd is technology manager,resid upgrading, or KBR in Houston,Texas, USA.
www.eptq.com PTQ Q2 2008 35
Figure 5 ROSE process fow diagram
Arab Heavy VTB Arab Heavy ATB Maya VTB Maya ATBFeedRate, kbpsd 49.7 103.3 63.6 116.9
API 3.2 11.5 -0.2 7.6CCR, % 23.8 12.4 31.2 18.3Metals, ppmw 251 129 816 477
DAO Prod.Rate, kbpsd 23.3 76.8 14.5 67.7
API 13.4 18.1 17.9 18.0CCR, % 6.0 2.2 4.4 1.5
Metals, ppmw 9 3 8 6
Pitch Prod.Rate, kbpsd 26.5 26.5 49.1 49.1
API -4.7 -4.7 -4.7 -4.7CCR, % 38 38 38 38
Basis: refnery eed rate: 200 000 bpsd
ROSE generates more feed for downstream units
Table 1