marbocote - utsrus.comutsrus.com/documents/seminary_doklady/marbo.pdf · • apply the second coat...
TRANSCRIPT

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 1 -
MARBOCOTEMARBOCOTE®®
Semipermanent Release Agents

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 2 -
UTS SEMINAR 2005
AN INTRODUCTION TO SEMI-PERMANENT RELEASE AGENT TECHNOLOGY
IAN SNOWDON MARBOCOTE LTD, UK.

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 3 -
A release agent is simply a coating that is applied to a surface to stop the
material being moulded (usually a plastic) from sticking, i.e. it facilitates the easy release of the plastic from
the mould
What is a Release Agent?

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 4 -
Release Agent Requirements• Guaranteed release
• Quick and easy to apply
• Low cost / part
• High quality finish
• Low defect rate
• No processing problems
• Ability to release a wide range of materials

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 5 -
Mould Release Agent (RA) Types
• Sacrificial
• Internal
• Semi-Permanent

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 6 -
Sacrificial Release Agents• Products are applied to the mould surface • Release by cohesive failure, i.e. they act
sacrificially• Transfer to released surface• Need frequent re-application, typically every cycle• Traditional sacrificial products are:
- Silicones - Waxes - PTFE (Teflon) - Soaps

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 7 -
Sacrificial Release Agents• Advantages:
− Easy release of wide range of products− High slip (lubricant)− Easy and quick application (easy to use)− Custom formulating − Low price
• Disadvantages− Transfer to the release surface (contamination)− High defect rate (surface defects / knit line)− Cleaning process required if bonding or painting− Release agent build-up / frequent mould cleaning
MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 8 -
Internal Release Agents• Internal release agents are added to the polymer prior
to moulding. • During the moulding process they migrate to the
mould surface where they act sacrificially. • Can be inefficient on their own and may cause part
failure / bonding problems• Similar chemistry to Sacrificial release agent
- Silicones - Waxes - Phosphates
- Soaps

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 9 -
Internal Release Agents• Advantages:
− Added to polymer; no process interruption− User friendly; no operator involvement− Increased productivity; faster cycle time
• Disadvantages− Contaminated surface− Cleaning process required if bonding or painting− High defect rate (surface defects / knit line) − Often ineffective on own; need of external RA− May decrease polymer performance

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 10 -
Semi-Permanent Release Agents• Cross-linking (curing) systems
• Hard, thin, dry films (not greasy)
• Bond to mould surface
• Low mould build-up
• Multiple releases per application
• Low cost / part released; high product cost
• Minimal transfer / no part cleaning required

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 11 -
Semi-Permanent Release Agents• Advantages:
− Durable; multiple releases per application− Minimal transfer; often no part cleaning required− Reduced mould build-up and mould cleaning− Lower defect rate − Lower cost / part (than other release agent types)
• Disadvantages− Dry film; “harder” release / low slip− Less user friendly; technical/specific application− Cure time required; process interruption− May cause pre-release and/or fish eyes if over-applied− Stability (shelf - life)

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 12 -
Composite Moulding Processes • Hand Lay-up
• Pultrusion
• Filament winding
• SMC/BMC/DMC
• RTM/Closed mould process
• Vacuum bagging
• Infusion
• Cast

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 13 -
Composite Moulding Process• GRP (Hand Lay-up)
− Most common fabrication method. − Open moulds (often large surface area)− Mainly polyester or vinyl ester resin;
glass reinforcement− Manual laminating process – laborious.
• CAST POLYMER / SOLID SURFACE− Highly filled polyester – abrasive to
release agent− Cast onto GRP or metal moulds. − May use clear gelcoat. − Marble effect.

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 14 -
Composite Moulding Process• RESIN TRANSFER MOULDING
(RTM) / Closed Mould Processes (Infusion)− Closed mould. − Resin is injected into 3D fibre
structure. − Moulds can be polyester, epoxy
or metal; hard shell (as shown) or bagged upper (infusion)
− Higher performance composite, faster process, higher set-up cost, lower solvent emissions, resin build-up issues.

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 15 -
Composite Moulding Process• Advanced Composites (Prepreg-
Epoxy / Carbon fibre) − Prepreg:
manual set-up process vacuum bagging autoclave low volume
− Filament / tape winding Manual or automated
laminating onto mandrel / form to produce hollow parts.
Moulds usually metal. Gelcoat may be used.

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 16 -
Factors to consider in the choice of Release Agent• Importance of no contaminating transfer
− E.g. Is the part to be painted or bonded?
• Cost of component relative to cost of release agent− Frequency of re-application
• Application time− Labour cost vs. release agent cost vs. productivity
• Finish of part− I.e. Gloss or matte
• Will pre-release or fish-eyes be an issue?− E.g. large GRP moulds
• Is resin build-up an issue?− E.g. in closed mould processes
• Cost per part

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 17 -
Release Agents used in Composite Industry• Paste /Liquid Wax
− Traditional products for open face, low temperature moulding processes, e.g. GRP. Usually carnauba wax based
• PVA (PolyVinylAlcohol dissolved in water)− Provides a release film; poor finish, guaranteed release
• Internal Mould Release Agent (IMR)− Soaps, glycols or phosphates− Used in pultrusion, abrasive processes or easy to release systems such
as SMC
• Semi-Permanent Mould Release Agent (SPMRA)− Polymer resins used extensively throughout advanced composite
processes and where optimum productivity is paramount− Lowest cost per released part

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 18 -
Mould Preparation Process - SPMRA
• Clean the mould
• Seal the mould
• Apply top coat
• Allow to cure
• Start production

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 19 -
Mould Preparation Process - Cleaning• Marbocote Mould Cleaner is recommended (acetone
should not be used as it softens the GRP)
− Two (100% cotton) cloths required; one wet, one dry
− Thoroughly soak one cloth;
− Wipe a wet film (approx 1-2 m2) onto mould.
− With second clean, dry cloth, wipe until dry.
− Test mould cleanliness with adhesive tape

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 20 -
Mould Sealing• Mould Sealing is required for all surfaces that exhibit
microporosity, typically new moulds or repaired areas.• Apply 2-3 coats of Marbocote RS415 Mould Sealer
− Spraycote and Fastcote products do not require a mould sealing process (see specific data sheets for further details)
• Pour RS415 on to clean dry 100% cotton cloth and apply thin uniform film over approx. 1 m2 area.
• If a high gloss finish is desired, gently wipe the wet film with a second clean dry cloth (spreading the film). Do not wipe dry.
• Repeat in adjacent area, ensuring overlap.• Wait 15 minutes between coats.• Apply the second coat using same technique.• Wait at least 30 minutes before applying topcoat.

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 21 -
Application of SPMRAs• Use same application technique as for
Marbocote RS415 Mould Sealer
• Typically 4 coats are required (see specific data sheets for more detailed application information)
• Allow release agent to cure
• Commence production
• Reapply 1 coat when necessary (i.e. when release starts to become hesitant)− The force required to release the part will gradually increase− Always allow SPMRA to cure before commencing production

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 22 -
Problem Cause Solution Poor / no release Incorrect application Check application technique.
Perform tape test. Poor release in high draft areas
Wedging of mould during release process
Remove mould vertically. More frequent reapplication necessary in high draft areas.
Gelcoat dewetting or “fish eyes”
1) Too efficient release 2) Temp outside that recommended for gelcoat 3) Gelcoat not stirred 4) Gelcoat film too thin
1) Reduce number of coats of RA 2) If possible, reduce temp of gelcoat; repeat 1) above. 3) Stir during application 4) Check thickness against manufacturer’s recommendation.
Streaks on mould 1) Release agent allowed to dry too long before wipe-off. 2) Wax or dirt on mould
1) Follow technical data sheet. At high temp (>25C) allow only 5-10 sec before wipe off. 2) Ensure mould is completely clean and streak free before applying RA
Troubleshooting Guide (GRP)
MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 23 -
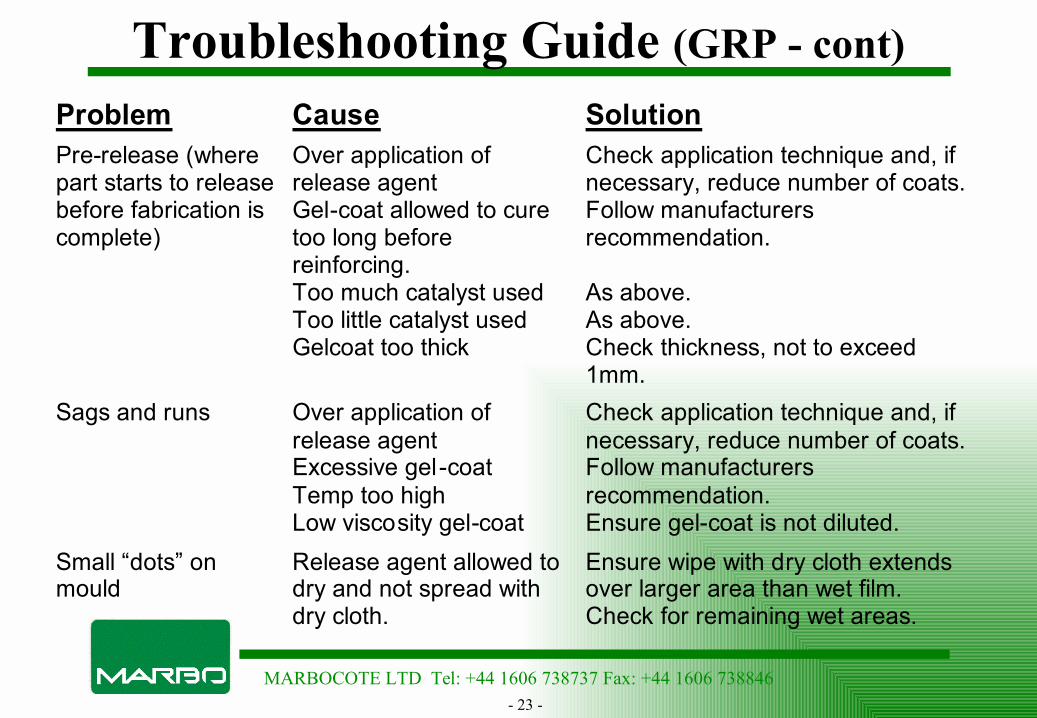
Problem Cause Solution Pre-release (where part starts to release before fabrication is complete)
Over application of release agent Gel-coat allowed to cure too long before reinforcing. Too much catalyst used Too little catalyst used Gelcoat too thick
Check application technique and, if necessary, reduce number of coats. Follow manufacturers recommendation. As above. As above. Check thickness, not to exceed 1mm.
Sags and runs Over application of release agent Excessive gel-coat Temp too high Low viscosity gel-coat
Check application technique and, if necessary, reduce number of coats. Follow manufacturers recommendation. Ensure gel-coat is not diluted.
Small “dots” on mould
Release agent allowed to dry and not spread with dry cloth.
Ensure wipe with dry cloth extends over larger area than wet film. Check for remaining wet areas.
Troubleshooting Guide (GRP - cont)

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 24 -
COMPOSITE SELECTOR CHART
♦ VACUUM BAGGING
♦♦ NON- GEL COAT
♦ ♦♦♦GEL COAT
CAST
♦ LOW SHRINK
♦♦ ♦♦ STANDARD
RTM
♦♦ NON-GEL COAT
♦ GEL COAT - MATTE
♦ ♦♦♦GEL COAT - GLOSS
HAND LAYUP
625X75ECO75CEETRE45ECOSPRAYCOTEFASTCOTEGRPECO PROCESS
NOTE: All moulds prior to application with Marbocote products should first be cleaned with Marbocote Mould CleanerNew and repaired moulds should be prepared with Marbocote RS415 Sealer before the use of all Marbocote products.
MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 25 -
New Technology• Low pre-release / low fish-eye products
− e.g. Spraycote LP, Fastcote LP
• Build-up removing products specifically designed for Closed Mould Processes, CMR, 516FC.
• IMR for Pultrusion, Marbolube 744
• Water Based Release agents− Wetting, drying and curing issues to be
resolved− Performance is a compromise

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 26 -
Summary• 3 Types of Release Agent technologies available• Important to choose the right one for the application• Understand the Advantages & Disadvantages of RAs• Obtain the services of RA companies to set up your
procedures for moulding parts• Always look at the cost per part not material cost• Mould preparation and maintenance is key• Monitor performance regularly• Be aware of possible moulding problems and how to
overcome them. “Trouble shooting Guides”

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 27 -
Marbo Release Technology• Semi-permanent - Marbocote®
- Solvent based- Marbocote TRE45 ECO, 75 ECO, GRP ECO,
Spraycote, Fastcote, CMR- Water based
- Marbocote W313, W414, W610, W636, W1141• Sacrificial
- Soap- Wax- Silicone- PTFE- Polyethylene- Phosphate

MARBOCOTE LTD Tel: +44 1606 738737 Fax: +44 1606 738846- 28 -
MARBOCOTEMARBOCOTE®®
Semipermanent Release Agents