plan de control
TRANSCRIPT

UANLSchool of Business
Control Plan � CP
MBA. Osiris Pérez & Dr. Jesús Cruz Álvarez
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 1
UANLSchool of Business
Control Plan � CPMBA. Osiris Pérez & Dr. Jesús Cruz Álvarez
2School of Business
Dr. Jesús Cruz Álvarez
3School of Business
Agenda
Control Total de Calidad
Plan de Calidad
Plan de Control
CTQ de Proceso y Producto
Relación PFMEA � WI � CP
Relación CTQ � SPC
4School of Business
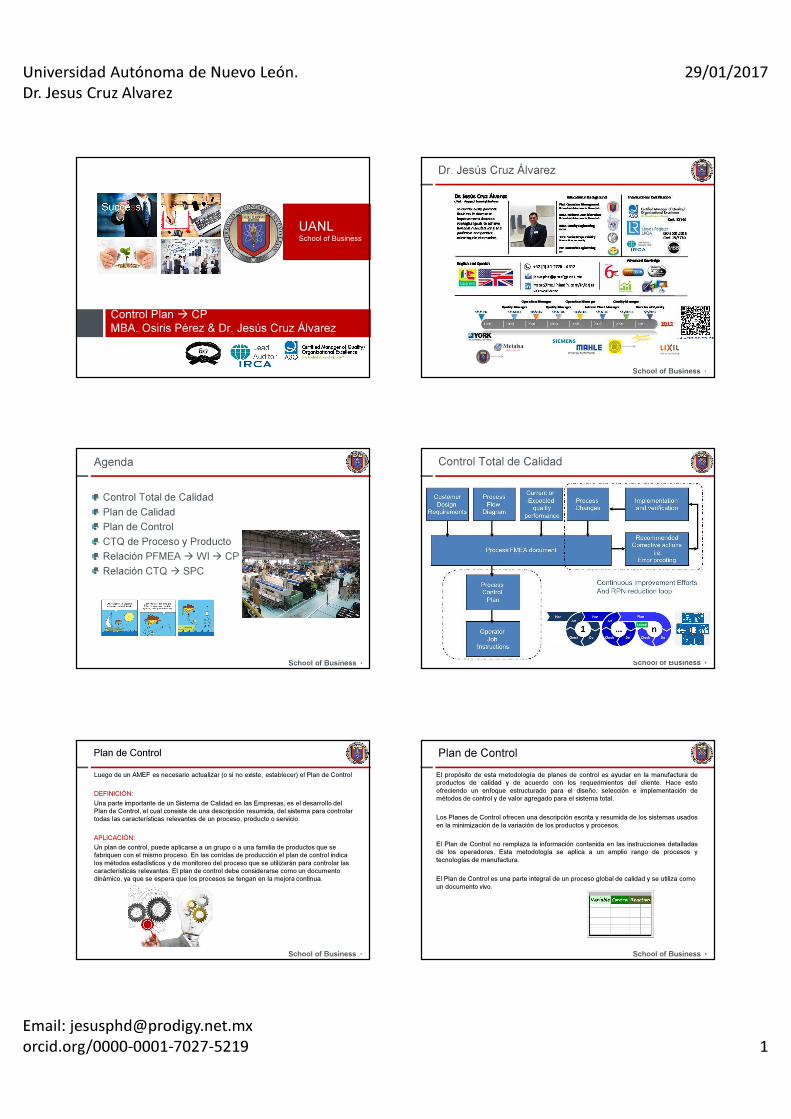
Control Total de Calidad
5School of Business
Plan de Control
Luego de un AMEF es necesario actualizar (o si no existe, establecer) el Plan de Control
DEFINICIÓN:
Una parte importante de un Sistema de Calidad en las Empresas, es el desarrollo del Plan de Control, el cual consiste de una descripción resumida, del sistema para controlar todas las características relevantes de un proceso, producto o servicio.
APLICACIÓN:
Un plan de control, puede aplicarse a un grupo o a una familia de productos que se fabriquen con el mismo proceso. En las corridas de producción el plan de control indica los métodos estadísticos y de monitoreo del proceso que se utilizarán para controlar las características relevantes. El plan de control debe considerarse como un documento dinámico, ya que se espera que los procesos se tengan en la mejora continua.
6School of Business
Plan de Control
El propósito de esta metodología de planes de control es ayudar en la manufactura deproductos de calidad y de acuerdo con los requerimientos del cliente. Hace estoofreciendo un enfoque estructurado para el diseño, selección e implementación demétodos de control y de valor agregado para el sistema total.
Los Planes de Control ofrecen una descripción escrita y resumida de los sistemas usadosen la minimización de la variación de los productos y procesos.
El Plan de Control no remplaza la información contenida en las instrucciones detalladasde los operadores. Esta metodología se aplica a un amplio rango de procesos ytecnologías de manufactura.
El Plan de Control es una parte integral de un proceso global de calidad y se utiliza como un documento vivo.
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 2
7School of Business
Control Plans en Piso
Comunicación: Como un documento vivo, el Plan de Control identifica y comunica los cambios en las características del producto/proceso, método de control y medición de las características mismas.
8School of Business
Control Plans � Piso
9School of Business
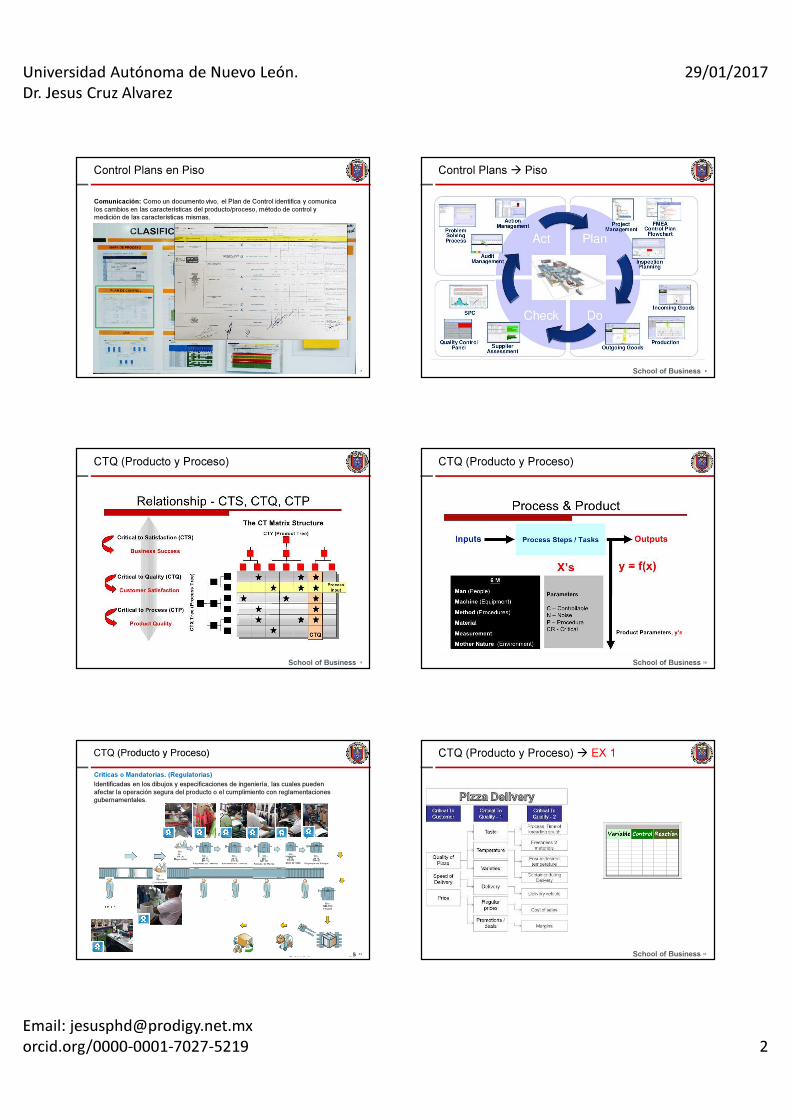
CTQ (Producto y Proceso)
10School of Business
CTQ (Producto y Proceso)
11School of Business
CTQ (Producto y Proceso)
Críticas o Mandatorias. (Regulatorias)
Identificadas en los dibujos y especificaciones de ingeniería, las cuales pueden afectar la operación segura del producto o el cumplimiento con reglamentaciones gubernamentales.
Stn -
20
Stn -
30Stn -
40
Stn -
50
Stn -
60
Stn -
70Stn -
80
Stn -
90
12School of Business
CTQ (Producto y Proceso) � EX 1

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 3
13School of Business
Características de Producto
Son aquellas donde el producto, el proceso y los requerimientos de prueba son
importantes para lograr la satisfacción del cliente. identificadas durante el
desarrollo de planeación de calidad, utilizando diagramas de flujo del proceso,
AMEF´s, diagramas de Pareto.
Espesores en vaciado Espesores en IE Huemdad en Secadores
14School of Business
Características de Inspección.
Son aquellas que en un proceso requieren una inspección funcional por control
de calidad o una verificación por una persona diferente al operador inicial.
QC-101 QC-202 QC-400
Todas las características del listado deberán estar contenidas en el Plan de
Control.
15School of Business
Diagrama de proceso y el plan de control
16School of Business
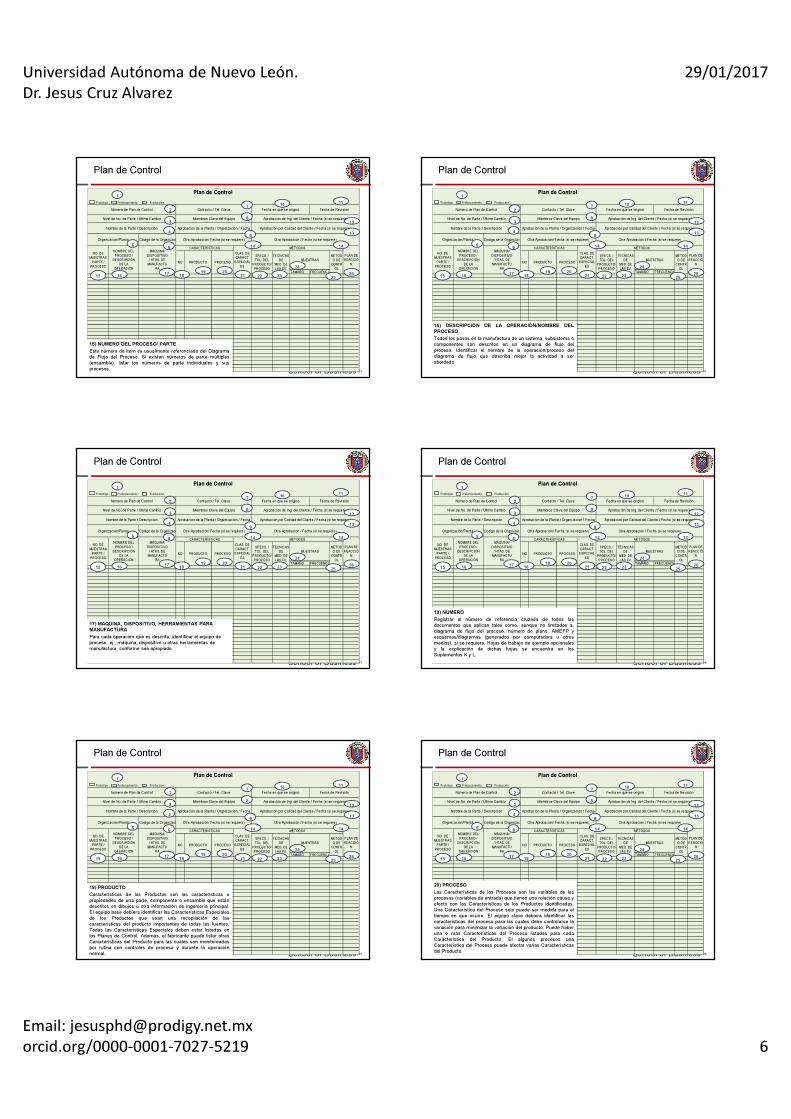
Formato Estándar para un Plan de Control
17School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
1) PROTOTIPO, PRE-LANZAMIENTO, PRODUCCIÓN
Indicar la categoría apropiada.
� Prototipos - una descripción de las mediciones dimensionales
y las prueba se materiales y desempeño que ocurran durante la
fabricación de un prototipo.
� Prelanzamiento – una descripción de las mediciones
dimensionales y las pruebas de materiales y desempeño que
ocurran después de los prototipos y antes de la producción
normal.
� Producción – la documentación amplia de las características
del producto/proceso, los controles del proceso, pruebas y
sistema se medición que ocurran durante la producción normal.18School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
2) NUMERO DE PLAN DE CONTROL
Registrar el número de documento del Plan de Control usado
para rastreo, si aplica. Para páginas múltiples de control,
registrar el número de página (página __ de __).

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 4
19School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
3) ULTIMO NIVEL DE CAMBIO Y NUMERO DE PARTE
Registrar el número del sistema, subsistema o componente a
ser controlado. Cuando aplique, registrar el último nivel de
cambio de ingeniería y/o la fecha de publicación del dibujo o
especificación.
20School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
4) DECRIPCIÓN/NOMBRE DE LA PARTE
Registrar el nombre y descripción del producto/proceso a ser
controlado.
21School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
5) ORGANIZACIÓN/PLANTA
Registrar el nombre de la compañía y la
división/planta/departamento apropiado que preparó el Plan de
Control.
22School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
6) CÓDIGO DE LA ORGANIZACIÓN
Registrar el número de identificación (Por ejemplo: DUNS,
Cliente, Código del Proveedor) como se solicite por el cliente.
23School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
7) CONTACTO/TEL. CLAVE
Registrar el nombre y número de teléfono del contacto principal
responsable del Plan de Control.
24School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
8) EQUIPO BÁSICO
Registrar los nombres y números de teléfono de los individuos
responsables de la preparación del Plan de Control en su última
revisión. Se recomienda que los nombres, números de teléfono
y localizaciones de todos los miembros del equipo sean
incluidos en una lista de distribución anexa.

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 5
25School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
9) FECHA/APROBACIÓN DE LA PLANTA/ORGANIZACIÓN
Obtener la aprobación por el responsable de la planta de
manufactura (si se requiere).
26School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
10) FECHA (ORIGINAL)
Registrar la fecha en que se integró el Plan de Control original.
27School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
11) FECHA (REVISIÓN)
Registrar la fecha de las últimas actualizaciones del plan de
control.
28School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
12) FECHA/APROBACIÓN DE INGENIERIA DEL CLIENTE
Obtener la aprobación del responsable de ingeniería (si se
requiere).
29School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
13) FECHA/APROBACIÓN DE CALIDAD DEL CLIENTE
Obtener la aprobación del representante responsable por la
calidad de los proveedores hacia los clientes (si se requiere –
ver requerimientos específicos de los clientes apropiados).
30School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
14) FECHA/APROBACIÓN DE OTROS
Obtener la aprobación de alguna otra parte acordada (si se
requiere).
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 6
31School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
15) NUMERO DEL PROCESO/ PARTE
Este número de item es usualmente referenciado del Diagrama
de Flujo del Proceso. Si existen números de parte múltiples
(ensamble), listar los números de parte individuales y sus
procesos.32School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
16) DESCRIPCIÓN DE LA OPERACIÓN/NOMBRE DELPROCESO
Todos los pasos en la manufactura de un sistema, subsistema o
componentes son descritos en un diagrama de flujo del
proceso. Identificar el nombre de la operación/proceso del
diagrama de flujo que describa mejor la actividad a ser
abordada.
33School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
17) MAQUINA, DISPOSITIVO, HERRAMIENTAS PARA MANUFACTURA
Para cada operación que es descrita, identificar el equipo de
proceso, ej., máquina, dispositivo u otras herramientas de
manufactura, conforme sea apropiado.
34School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
18) NUMERO
Registrar el número de referencia cruzada de todos los
documentos que aplican tales como, aunque no limitados a,
diagrama de flujo del proceso, número de plano, AMEFP y
esquemas/diagramas (generados por computadora u otros
medios), si se requiere. Hojas de trabajo de ejemplo opcionales
y la explicación de dichas hojas se encuentra en los
Suplementos K y L.
35School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
19) PRODUCTO
Características de los Productos son las características o
propiedades de una parte, componente o ensamble que están
descritos en dibujos u otra información de ingeniería principal.
El equipo base debiera identificar las Características Especiales
de los Productos que sean una recopilación de las
características del producto importantes de todas las fuentes.
Todas las Características Especiales deben estar listadas en
los Planes de Control. Además, el fabricante puede listar otras
Características del Producto para las cuales son monitoreadas
por rutina con controles de proceso y durante la operación
normal. 36School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
20) PROCESO
Las Características de los Procesos son las variables de los
procesos (variables de entrada) que tienen una relación causa y
efecto con las Características de los Productos identificadas.
Una Característica del Proceso solo puede ser medida para el
tiempo en que ocurre. El equipo clave debiera identificar las
características del proceso para las cuales debe controlarse la
variación para minimizar la variación del producto. Puede haber
una o más Características del Proceso listadas para cada
Característica del Producto. El algunos procesos una
Característica del Proceso puede afectar varias Características
del Producto.

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 7
37School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
21) CLASIFICACIÓN DE CARACTERÍSTICASESPECIALES
Aplicar una clasificación apropiada conforme sea requerido por
los clientes (ver los requerimientos específicos de los clientes
apropiados), para designar el tipo de característica especial ó
este campo puede dejarse en blanco para otras características
no designadas. Los clientes pueden usar símbolos únicos para
identificar características importantes tales como aquellas que
afecten la seguridad del cliente, el cumplimiento con
regulaciones, el funcionamiento, la adecuación ó la apariencia.38School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
22) ESPECIFICACIONES/ TOLERANCIAS DELPRODUCTO/PROCESO
Las especificaciones/tolerancias pueden obtenerse de
diferentes documentos de ingeniería tales como, aunque no
limitados a, dibujos, revisiones de diseño, normas de
materiales, datos de diseño con ayuda de la computadora, y
requerimientos de manufactura y/o ensamble.
39School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
23) TÉCNICA DE MEDICIÓN/EVALUACIÓN
Esta columna identifica el sistema de medición a ser usado.
Esto puede incluir gages, dispositivos, herramientas y/o equipo
de prueba requerido para medir la parte/proceso/equipo de
manufactura. Un análisis de linealidad, reproducibilidad,
repetibilidad, estabilidad y exactitud del sistema de medición
debiera hacerse previo a confiar en el sistema de medición
mismo y hacerse mejoramientos correspondientes.
40School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
24) TAMAÑO/FRECUENCIA DE MUESTRA
Cuando se requiera algún muestreo listar el correspondiente
tamaño de muestra y frecuencia.
41School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
25) METODO DE CONTROL
Este es uno de los elementos críticos para un efectivo plan de control.
Esta columna contiene una breve descripción de cómo la operación será
controlada, incluyendo números de procedimientos cuando apliquen. El
método de control utilizado debiera basarse en análisis efectivos del
proceso mismo. El método de control se determina por el tipo de proceso
y los riesgos identificados durante la planeación de calidad (ej., AMEFs).
Las operaciones pueden ser controladas con, aunque no se limitan a,
control estadístico de los procesos, inspecciones, datos de atributos, a
prueba de errores/fallas, (automatizado/no automatizado) y planes de
muestreo. Las descripciones de los planes de control debieran reflejar la
planeación y estrategia siendo implementadas en el proceso de
manufactura 42School of Business
3
4Prototipo Prelanzamiento Produccion
Código de la Organización
TAMAÑO FRECUENCIA
Fecha en que se originó Fecha de Revisión
Aprobación de Ing. del Cliente / Fecha (si se requiere)
Aprobación por Calidad del Cliente / Fecha (si se requiere)
Otra Aprobación / Fecha (si se requiere)
Plan de Control
Número de Plan de Control
Nivel de No. de Parte / Último Cambio
Nombre de la Parte / Descripción
Organización/Planta
Contacto / Tel. Clave
Miembros Clave del Equipo
Aprobación de la Planta / Organización / Fecha
Otra Aprobación/ Fecha (si se requiere)
PLAN DE
REACCIÓ
N
CARACTERÍSTICAS
CLAS. DE
CARACT.
ESPECIAL
ES
SPECS. /
TOL. DEL
PRODUCTO/
PROCESO
TÉCNICAS
DE
MED. DE
LAS EV.
MÉTOD
O DE
CONTR
OL
MÉTODOS
MUESTRAS
NO. DE
MUESTRAS
PARTE /
PROCESO
NOMBRE DEL
PROCESO /
DESCRIPCIÓN
DE LA
OPERACIÓN
MÁQUINA/
DISPOSITIVO
/ HTAS. DE
MANUFACTU
RA
NO PRODUCTO PROCESO
1
56
7
8
9
14
1011
12
13
14
15 1617
1819 20
21 22 23
24
2526
2
3
4
Plan de Control
26) PLAN DE REACCIÓN
El Plan de Reacción especifica las acciones correctivas necesarias para
evitar fabricar productos no conformes u operar fuera de control. Las
acciones debieran ser normalmente responsabilidad de la gente más
cercana al proceso, el operador, el ajustador o supervisor, y ser
claramente designadas en el plan. Debieran tomarse disposiciones para
documentación de acciones. En todos los casos, productos sospechosos
y no conformes deben ser claramente identificados y puestos en
cuarentena, y con alguna disposición hecha por la persona designada en
el plan de reacción. Esta columna puede también referirse a un número
de plan de reacción específico e identificar la persona responsable para el
plan de reacción mismo
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 8
43School of Business
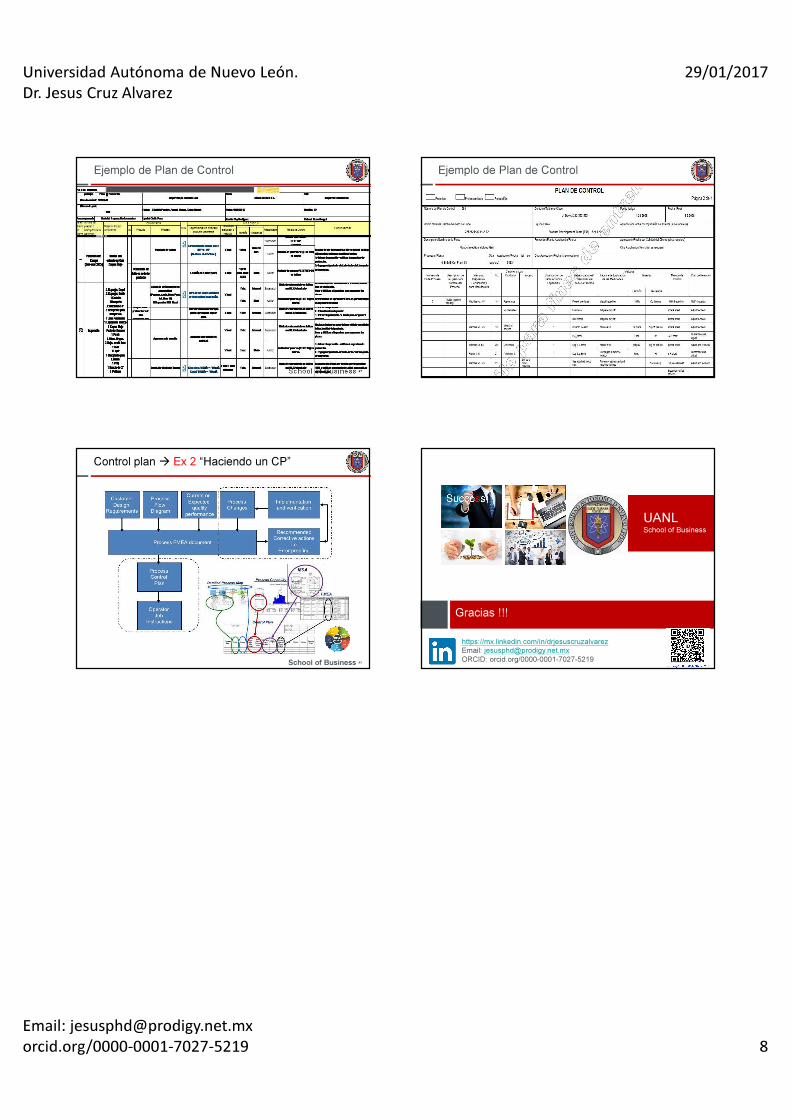
Ejemplo de Plan de Control
44School of Business
Ejemplo de Plan de Control
Pegar PC de manual APQP
45School of Business
Control plan � Ex 2 “Haciendo un CP”
UANLSchool of Business
Gracias !!!
https://mx.linkedin.com/in/drjesuscruzalvarez
Email: [email protected]
ORCID: orcid.org/0000-0001-7027-5219

UANLSchool of Business
Dr. Jesús Cruz Álvarez - Gracias !!!
https://mx.linkedin.com/in/drjesuscruzalvarez
Email: [email protected]
ORCID: orcid.org/0000-0001-7027-5219