plug & produce mit standards schluss mit wirrwarr
TRANSCRIPT
FE
BR
UA
R 2
019
I
21.
JAH
RG
AN
G
I W
WW
.IN
DU
STR
.CO
M 1+2 | 2019
DIGITALER ANTRIEBAuswahlkriterien für die Zustandsüberwachung S. 42
OPEN SOURCEVorteile offener Steuerungssysteme mit Linux S. 58
TITE
LBIL
D-S
PON
SO
R:
LEN
ZE
EDGE & CLOUD IM CLINCHAuf die richtige Computing-Strategie setzen S. 22-35
SCHLUSS MIT PLUG & PRODUCE MIT STANDARDS
WIRRWARR S. 18
INDUSTRIE 4.0 / IIOTEDGE TO FOG TO CLOUD
TSN & OPC UA ENABLED
OURPORTFOLIO
Embedded Software
Embedded Systems
Embedded Boards & Modules
Embedded ODM Services
Embedded Cloud
www.kontron.com
Embedded World 2019, NürnbergBesuchen Sie uns in Halle 1, Stand 478
Embedded Box PC/Edge ComputingGateway Applications
Embedded Box PC/Fog ComputingEdge Analytics/Real-time Control
Ethernet & TSN SwitchingHMIProcess & Data Visualization
EMBEDDED CLOUD powered by
g
Embedded Edge Analy
Industrial ServerOn-Premise
Hybrid, On-Premise,
or Public Cloud
Boards & ModulesBase Technology: Secure/IoT Ready
IoT Software Framework
IndustOn-Pr
Embedded Cloud ServerOn-Premise
KC04_de_210x275_MesseEW19.indd 1 29.01.2019 09:33:14
Alexander Melkus, Geschäftsführer Sigmatek: Klassische Programmiersprachen wie zum Beispiel Kontaktplan finden weiterhin ihre Anwendung. Beispiele sind Applikationen im Bereich ein-fache Gebäudeautomation oder in wartungs-intensiven Produktions- oder Prozessanlagen wie etwa Kläranlagen.
Im Gegensatz dazu stehen die rasch steigen-den Anforderungen und die damit verbundene Entwicklungsgeschwindigkeit bei schnelllaufenden Serienmaschinen. Komplexität und Umfang der Ma-schinenapplikation nehmen dadurch laufend zu.
In der globalen Wettbewerbssituation zählt die Time-to-market. Die Vorteile der modernen, objektorientierten Programmierung kommen hier voll zum Tra-gen. Ein Vorteil ist, dass komplexe Funktionen – wie sie beispielsweise im IoT- und Cloudlogging-Bereich zu lösen sind – vollkommen gekapselt erstellt und getestet werden können. Der Maschinenbauer nutzt diese wachsende Bibliothek an Funk-tionen anwendungsübergreifend, um die jeweils individuelle Kundenanforderung punktgenau und schnell zu erfüllen. Moderne Programmiertools stehen für Fle-xibilität und entlasten den Softwareingenieur bei der Ablaufprogrammierung. Immer mehr Softwarearchitekten fühlen sich, aufgrund ihrer Ausbildung oder Praxis erfahrung, in der Hochsprachenprogrammierung zuhause.
Und ist es nicht immer ein Vorteil, bei der Programmierung von smarten Ma-schinenanwendungen auf modernste, zukunftssichere Technologien zu setzen?
Christian Vilsbeck, Chefredakteur A&D: Noch immer werden viele Steuerungssysteme klassisch
programmiert, beispielsweise in AWL oder Kon-taktplan. Früher war die Anweisungsliste AWL die am häufigsten verwendete Programmier-sprache. Doch „alte Programmierer“ werden immer weniger, neue Sprachen und objekt-orientierte Programmierung finden aus der
IT-Welt auch in der Automatisierungstechnik zunehmend Verwendung. Darum frage ich mich:
„IST DIE KLASSISCHE SPS-PROGRAMMIERUNG EIN RELIKT VON GESTERN?“
Industrie-4.0-Generator!RFID-System- lösungen
Einfachste Anwendung in Produktion und Logistik durch intelligente Systemkomponenten und Mischbetrieb von HF und UHF
Vielseitig einsetzbar durch HF- und UHF-Schreib-Lese-Köpfe und Datenträger bis IP69K für Standard- und Spezialanwendungen – auch im Ex-Bereich
Leichte Implementierung in nahezu jede Feldbus- oder Ethernet-Infrastruktur durch intelligente RFID-Block-I/O-Module und Gateways in IP67 und IP20 – auch CODESYS-programmierbar
www.turck.de/rfid
Your Global Automation Partner
LogiMAT 2019Wir sind für Sie da!Halle 4, Stand B71
3INDUSTR.com
ED ITOR IAL

AUFTAKT
06 Grüner Laser schweißt und druckt08 Highlights der Branche10 Interview: "Darum lohnt ein Besuch der
Hannover Messe 2019"12 Technik-Talks mit Trendsettern15 Automatisierungstreff 201916 Industrie 4.0 Use Cases zum Anfassen18 Titelstory: Plug & Produce mit
Standards realisieren20 Titel interview: „Fit für
Plug & Produce werden“
FOKUS: EDGE & CLOUD COMPUTING
22 Edge und Cloud im Clinch26 Umfrage: Macht Edge-Computing die
Datenflut beherrschbar?29 Cloud-Einschränkungen umgehen32 Problemlöser Industrial Edge
INDUSTRIELLE SOFTWARELÖSUNGEN
36 Standardisierung bei Schaltplänen 37 Webbasierte Visualisierungslösung
ANTREIBEN & BEWEGEN
42 Auswahlkriterien bei der Zustandsüberwachung
46 Koll isionsfreie Fördertechnik48 Stromausfal l ohne Crash
ROBOTIK & HANDLING
38 Kollaborativer Riese mit Schaumstoffhaut
OPEN SOURCE
Vorteile offener Steuerungs-
plattformen mit Linux
18
58
TITELSTORY
Plug & Produce mit
Standards realisieren
FOKUS EDGE & CLOUD COMPUTING
INHALT
4INDUSTR.com

INDUSTRIELLE KOMMUNIKATION
51 Technologietrends für die Konnektivität von morgen
54 Prüfkriterien für stabile Produktions-Netzwerke
STEUERUNGSTECHNIK
58 Open Source in der Automatisierung
62 Interview über Standards bei Embedded Computing
64 Leistungsstarke Kleinsteuerung für moderne Software
SICHERE AUTOMATION
71 Mehr Intel l igenz für Schutztüren72 Modulares Schutztürsystem
SENSORIK & MESSTECHNIK
66 Interview: „Wir verstehen Embedded Vision anders!“
68 3D-Streaming-Kamera für Bautei lprüfungen
FOKUSTHEMA VON SEITE 22-35
Edge und Cloud im Clinch
SMARTE SENSOREN
Auswahlkriterien bei der
Zustandsüberwachung
22
42
RUBRIKEN
03 Editorial50 Messevorschau al l about
automation80 Impressum & Firmenverzeichnis82 Rücklicht
Überzeugen durch Leistung
Consult | Components | Logistics | Quality
MACHEN SIE SICH EIN BILD VON UNS...
... UND TREFFEN SIE UNS AUF DER
26.2. bis 28.2.2019 in NürnbergHalle 3 | Stand 159
Mehr Informationen zu Produkten und Karrieremöglichkeiten unter www.rutronik.com
VERSORGUNGS- & VERBINDUNGSTECHNIK
76 Interview: „Kabel mit integrierter Verschleißanzeige“
78 Robuste Steckerverbinder für Dampf und Hitze
81 Hybridleitung für Schleppketten

Schweißen und Drucken von Kupfer, Gold und Silber
GRÜNER LASER
TEXT: Christian Vilsbeck, A&D B ILDER: Trumpf
Ein neuer Hochleistungslaser mit grüner Wellenlänge ermöglicht effizientere Produktionspro-zesse beim Schweißen von Kupfer. Trumpf ermöglicht mit dem grünen Laser aber noch mehr:
erstmals lassen sich damit Reinkupfer und Edelmetalle wie Gold oder Silber drucken.
Grüne Laser eignen sich durch ihre Wellenlänge
ideal für ein energieeffizienteres und qualitativ
hochwertiges Kupferschweißen.
AUFTAKT
6INDUSTR.com
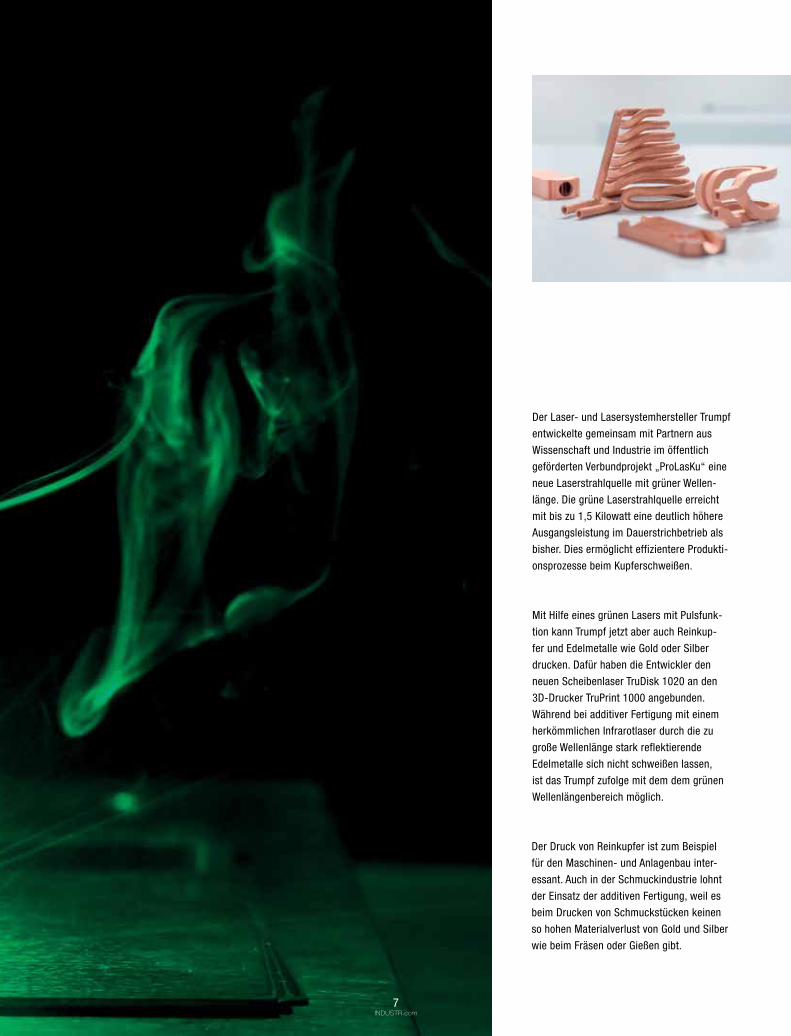
Der Laser- und Lasersystemhersteller Trumpf
entwickelte gemeinsam mit Partnern aus
Wissenschaft und Industrie im öffentlich
geförderten Verbundprojekt „ProLasKu“ eine
neue Laserstrahlquelle mit grüner Wellen-
länge. Die grüne Laserstrahlquelle erreicht
mit bis zu 1,5 Kilowatt eine deutlich höhere
Ausgangsleistung im Dauerstrichbetrieb als
bisher. Dies ermöglicht effizientere Produkti-
onsprozesse beim Kupferschweißen.
Der Druck von Reinkupfer ist zum Beispiel
für den Maschinen- und Anlagenbau inter-
essant. Auch in der Schmuckindustrie lohnt
der Einsatz der additiven Fertigung, weil es
beim Drucken von Schmuckstücken keinen
so hohen Materialverlust von Gold und Silber
wie beim Fräsen oder Gießen gibt.
Mit Hilfe eines grünen Lasers mit Pulsfunk-
tion kann Trumpf jetzt aber auch Reinkup-
fer und Edelmetalle wie Gold oder Silber
drucken. Dafür haben die Entwickler den
neuen Scheibenlaser TruDisk 1020 an den
3D-Drucker TruPrint 1000 angebunden.
Während bei additiver Fertigung mit einem
herkömmlichen Infrarotlaser durch die zu
große Wellenlänge stark reflektierende
Edelmetalle sich nicht schweißen lassen,
ist das Trumpf zufolge mit dem dem grünen
Wellenlängenbereich möglich.
7INDUSTR.com

Zahlen, Fakten, Köpfe & Trends: Was hat sich in der Branche getan? Eine wichtige Messe ändert ihren Namen, die Plattform Industrie 4.0 hat einen neuen Vorsitzenden, Fraunhofer kann jetzt Fehler von Maschinen hören und die Mehrheit der Deutschen hat ein veraltetes Roboter-Bild. Außerdem hat Maxon Motor einen britischen Hersteller übernommen und Komponenten erhalten eine gemeinsame Sprache.
1 2 3
4 5 6
Quell
e: Ja
nina H
ennin
g/Pla
ttfor
m In
dustr
ie 4.0
Quell
e: Fra
unho
fer IF
ZP/ U
we Be
llhäu
ser
Quell
e: M
esag
o Mes
se Fr
ankfu
rt / M
athia
s Kut
t
Quell
e: M
axon
Mot
or/ B
RIDL
EPHO
TOGR
APHY
Quell
e: Pix
abay
, Ben
jaminN
elan
Quell
e: Pix
abay
, tag
echo
s
6HIGHLIGHTS
8INDUSTR.com
AUFTAKT

6HIGHLIGHTS
2 3
4 5 6
1
Umbenennung der SPS IPC Drives
SPS reloadedZum 30. Jubiläum in 2019 erfährt die SPS IPC Drives eine Namensänderung: Die Messe erhält jetzt offiziell die Bezeichnung „SPS“. Dabei steht das Kürzel nicht mehr wie in der Vergangenheit für einen wesentli-chen Baustein der Automatisierungstechnik – die Speicherprogrammierbare Steuerung – sondern für Smart Production Solutions.
Erfahren Sie mehr: industr.com/2354405
Neuer Leiter des Lenkungskreises
StaffelübergabeDer Festo-Vorstand Dr. Frank Melzer über-nimmt die Leitung des Lenkungskreises der Plattform Industrie 4.0 für die Digitalisie-rung der Wirtschaft in Deutschland. Er löst damit Bernd Leukert ab, der auch SAP-Vor-standsmitglied ist. Die Staffelübergabe fand am 4. Dezember 2018 auf dem Digital-Gip-fel in Nürnberg statt.
Erfahren Sie mehr: industr.com/2355171
Sensorsystem verhindert Ausfälle
Fehler hörenWissenschaftler des Fraunhofer IZFP ha-ben ein Sensorsystem entwickelt, welches anhand einer akustischen Geräuschbewer-tung, Fehler oder Unregelmäßigkeiten in Anlagen und Maschinen schnell und zuver-lässig erkennen kann. Das „hörende“ Sen-sorsystem AcoustiX ist bereits erfolgreich bei John Deere im Einsatz.
Erfahren Sie mehr: industr.com/2355509
Umfrage „Roboter in der Arbeitswelt“
Veraltetes BildGroß, orange und hinter einem Schutz-zaun – die Vorstellung der Deutschen von Robotern ist seit Jahren unverändert. Und so sieht laut einer repräsentativen Umfrage der Unternehmensberatung Staufen die Mehrheit deren Einsatzgebiet vor allem bei körperlich schweren oder gefährlichen Ar-beiten in der Industrie.
Erfahren Sie mehr: industr.com/2357156
Maxon Motor kauft Parvalux
Größeres PortfolioMaxon Motor übernimmt Parvalux Electric Motors mit Sitz in Großbritannien. Mit der Eingliederung vergrößert die Maxon Motor Gruppe ihr Portfolio mit DC-Motoren im Leistungsbereich bis 1,5 kW, AC-Motoren sowie Schneckengetrieben und macht da-mit einen weiteren wichtigen Schritt hin zum kompletten Systemanbieter.
Erfahren Sie mehr: industr.com/2356869
Industrie 4.0-Komponenten
Einheitliche SpracheDie neue Richtlinienreihe VDI/VDE 2193 widmet sich einer benötigten einheitlichen Sprache für eine Vernetzung im Sinne des IIoT und erläutert dazu das Konzept des semantischen Austauschs von Informatio-nen. Basis dafür ist die Verfügbarkeit aller relevanten Informationen in den benötigten Komponenten.
Erfahren Sie mehr: industr.com/2357658
GUMMI-FORMTEILE IN HÖCHSTFORM
MEHR: www.layher-ag.de
PERFEKTION NACH WUNSCH UND MASS:GUMMIFORMTEILE.GUMMI-METALLVERBINDUNGEN.GUMMITEILE-PROGRAMM.
AZ_Gummi 210x78+3alle.qxp_Layout 1 21.01.19 18:15 Seite 1
Die Hannover Messe ist heute die größte B2B-Plattform der Welt im Segment Digitale Fabrik. Mit den Softwarefragen entlang der industriellen Wertschöp-fungskette befassen sich in erster Linie die Unternehmen in den Hallen 5, 6, 7 und 8, also im Bereich Digital Factory. Schon seit einigen Jahren boomt dieser Bereich enorm und ist damit ein geeignetes Beispiel für den Siegeszug von
Hannover Messe 2019
Mit unserem Leitthema ‚Integrated Industry - Industrial Intelligence‘ treffen wir schon sehr genau den wesentlichen Trend in der fertigenden Industrie, nämlich die digitale Vernetzung von Menschen und Maschinen im Zeitalter der künst-lichen Intelligenz. Mit KI und Machine Learning können Sie heute schon auf Basis eines umfassenden Managements relevanter Daten Betriebszustände fortlaufend optimieren oder Fehler und Störungen sicher voraussagen. Dieses Wissen basiert auf der Vernetzung von Produktionsdaten, die wiederum auf – auch das ist ein Trend – Plattformen zusammenkommen. Und als Voraus-setzung dessen haben wir ganz allgemein die Entwicklung, dass Automation und IT immer enger zusammenwachsen. Beide Bereiche erweitern aktuell ihre Kompetenzen in der jeweils anderen Branche. Das erleben wir auch auf der Hannover Messe 2019.
DAS INTERVIEW FÜHRTE: Jessica Bischoff, A&D B ILD: Deutsche Messe
Welche Trends sehen Sie für die ferti-gende Industrie?
„Im Zuhause der Industrie 4.0“Das Leitthema der Hannover Messe 2019 vom 1. bis 5. April heißt „Integrated Industry - Industrial Intelligence“. Welche Schwerpunkte sich dahinter verbergen und warum ein Besuch
lohnt, erläutert Arno Reich, Senior Vice President Industry, Energy & Logistics, Deutsche Messe, im Gespräch mit A&D.
Das Buzzword Industrie 4.0 ist mitt-lerweile nicht mehr so en vogue. Wie und wo wird das Thema auf der Messe präsentiert?
Es ist das Schicksal von Buzzwords: Irgendwann sind sie so oft gefallen, dass es manche nicht mehr hören mögen. An den Tatsachen ändert das aber nichts. Die digitale Transformation der Industrie ist in vollem Gange und ihre Auswirkungen sind so umfassend, dass sie uns weiterhin intensiv beschäf-tigen. Die digitalisierte und vernetzte Fertigung kommt nicht aus der Mode, sie kommt jetzt überall an. Insofern kann es nicht verwundern, dass wir das Thema Integrated Industry oder auch Industrie 4.0 in allen Bereichen der Hannover Messe finden, besonders natürlich in den Hallen mit den Themen Integrated Automation und Digital Factory. Wichtige Treffpunkte zum Austausch sind beispielsweise auch die Foren wie etwa das Forum Industrie 4.0, das Forum Automation und das Forum Motion & Drives – aber auch Highlights wie der Industrial Pioneers Summit.
Wo informieren sich die Besucher über die Trends der Digitalisierung: über Augmented Reality, Cloud, Software, ERP, MES, Analytics-Lösungen, KI, und Dienstleistungen? >
10INDUSTR.com
AUFTAKT

Industrie 4.0 und Vernetzung. Es sind die Aussteller der Digital Factory, die mit ihren Lösungen wichtige Bausteine dafür schaffen, dass ein Leitthema wie Industrial Intelli-gence möglich ist.
Welche Aussteller finden sich hier?
Bekommt dieser Bereich jetzt noch mehr Aufwind durch die Absage der CeBIT?Auch wenn die CeBIT jetzt Geschichte ist, möchte ich doch noch einmal kurz betonen, was die beiden Veran-staltungen unterschieden hat. Wer sich als IT-Spezialist an die Zielgruppe der Industrie wenden wollte, war schon in den zurückliegenden Jahren auf der Hannover Messe richtig. IT-Konzerne haben aber sehr unterschiedliche Branchen, die für sie relevant sind. Insofern waren CeBIT und Hannover Messe keine direkte Konkurrenz. Dass es Unternehmen gab, die auf beiden Messen ausgestellt haben, ergibt sich logisch daraus, dass im Zuge der Digi-talisierung die Industrie zu einer wesentlichen Zielgruppe für die ITK-Branche geworden ist. Einige Themen der ehe-maligen CeBIT bieten sich aber durchaus dazu an, sie auf der Hannover Messe abzubilden. Das gilt etwa für Data Analytics, ERP und AI. Den ehemaligen CeBIT-Ausstellern, die sich damit jetzt einem ausschließlichen Industriepu-blikum präsentieren wollen, bieten wir auf der Hannover Messe eine sehr attraktive neue Heimat.
„Die Hannover Messe ist heute die größte B2B-Platt-form der Welt im Segment
Digitale Fabrik.“
Um ein paar Beispiele zu nennen: KI, Machine Learning und VR/AR spielen auf den Ständen von Microsoft, IBM, SAP oder Huawei eine wichtige Rolle. Im Bereich MES und Data Analytics sind Viastore, mpdv, Itac Software oder PSI zu nennen. CAD PLM oder Additive Manufac-turing vertreten Unternehmen wie Siemens, Autodesk, Dassault oder EPLAN. ERP zeigen Abas Software, Oracle oder Salesforce. Und wenn wir über Businessplattformen sprechen, sollten Namen wie Amazon Web Services, Telekom, Axoom oder Voith Digital fallen. Auch im Bereich Industrial Security haben wir einiges zu bieten. Die Reise nach Hannover wird sich definitiv lohnen.
☐
>
E-M@il für Sie:Relevante News aus der Welt der AUTOMATION.
DIE WOCHE KOMPAKT
JEDE WOCHE
NEU
A&DWEEK-NEWSLETTER:
Wöchentlich dienstags mit den wichtigsten Meldungen – für Sie ausgesucht von unserer Redaktion.
Jetzt kostenfrei registrieren unter: INDUSTR.com/AuD

Bernstein – Safety Emergency Unit
Gesprächspartner: Nicole Bernstein und Uwe Wiemer Produkt: Smart Factory Präsenter Web: www.BERNSTEIN.eu
Control Techniques – Servoumrichter
Gesprächspartner: Dr. Holger König Produkt: Digitax HD Web: www.bit.ly/ct-digitax
Baumüller – Enabling Industrie 4.0
Gesprächspartner: Andreas Baumüller Produkt: Lifecycle-Management Web: www.baumueller.de
Sind Sie interessiert an neuen und spannenden Produkt-Highlights und Automatisierungslö-sungen? Dann empfehlen wir unsere Technik-Talks mit Experten während der SPS IPC Drives.
Die Links führen Sie direkt zu den Videos der Interviews. Stöbern Sie auch auf dem YouTube-Ka-nal von publish-industry und entdecken Sie weitere Gespräche zu spannenden Themen:
youtube.com/publishindustry
Baumüller präsentierte sein Lifecycle-Ma-nagement am Messestand auf der SPS IPC Drives. Unter dem Motto: „Enabling Indus-trie 4.0 – in jeder Phase der Wertschöpfung“, hatten Besucher die Möglichkeit in einem Rundgang jede Phase des Lebenszyklus zu durchlaufen und so die jeweils einsetzbaren Lösungen und Produkte kennenzulernen.
Schutzeinrichtungen von Maschinen und Anlagen werden häufig mit mechanischen Sicherheits-Schaltern abgesichert, die im Fal-le mehrerer Schutztüren an einer Anlage in Reihe geschaltet werden. Hier muss jede An-lage mit einem Not-Halt ausgerüstet sein. Die Safety Emergency Unit von Bernstein ist eine einfache elektronische Lösung hierfür.
Die neuen Servoumrichter Digitax HD von Control Techniques bieten eine hohe Regel-leistung bei wenig Platzbedarf. Sie erbringen Leistungen bis 7,5 kW und sind nur 40 mm breit. Die hohe Leistungsdichte macht den Digitax HD zu einem der kleinsten Servoum-richter am Markt für Einachs- und Mehr-achsanwendungen.
INDUSTR.com/2352373 INDUSTR.com/2352309 INDUSTR.com/2352785
TRENDSETTER IM GESPRÄCH
12INDUSTR.com
D IE ROT E C O UC H EXPRES S

Molex – Industrial Automation Solutions 4.0
Gesprächspartner: Greg Gora Produkt: IAS4.0 Web: www.molex.com
Kostal – Dezentrale Antriebstechnik
Gesprächspartner: Dirk Fedder Produkt: Inveor-MP-Baureihe Web: www.bit.ly/kostal-inveor
Lenze – Smart Factory
Gesprächspartner: Patrick Bruder Produkt: Plug & Produce-Konzept Web: www.lenze.com
Mit der Inveor-MP-Baureihe stellte Kostal auf der SPS IPC Drives 2018 eine neue Mög-lichkeit der dezentralen Antriebstechnik vor. Die motormontierte Performance-Klasse der Inveor-Familie soll mit Effizienz, Universa-lität und Intelligenz überzeugen. Durch das Motoradaptionskonzept ist sie universell für jeden Industriemotor einsetzbar.
Selbstverwaltende Produktionslinien: In der flexiblen Produktion der Zukunft werden Maschinenmodule nicht nur automatisch gekoppelt – sie werden sich als Teil einer Produktionslinie unterhalten, im Produkti-onsprozess abstimmen und interagieren. Mit dem Plug & Produce-Konzept möchte Lenze den Weg in diese Zukunft begleiten.
Molex veranschaulichte seinen Wandel vom Konnektorenanbieter hin zum Anbieter von End-to-End-Lösungen. Genutzt wird die Konnektivität, industrielle Kommunikation und funktionale Sicherheit, um Lösungen bereitstellen zu können, die eine nahtlose Verbindung zwischen allen miteinander ver-bundenen Geräten ermöglichen.
INDUSTR.com/2352323 INDUSTR.com/2352329 INDUSTR.com/2352793
Kontron – Portfolio-Neuheiten
Gesprächspartner: Norbert Hauser Produkt: SMARC-sAL28 Web: www.kontron.de
Dell – Angebotsspektrum
Gesprächspartner: Uwe Wiest und Andreas Magiera Produkt: Portfolio und Partnerschaften Web: www.dellemc.de/oem
Euchner – Multifunctional Gate Box
Gesprächspartner: Dr. Hannes Zipse Produkt: MGB2-Modular Web: www.bit.ly/euchner-GateBoxMGB2
Operational Technology (OT) und Informa-tionstechnologie (IT) wachsen weiter zusam-men. Dell unterstützt viele industrielle Kun-den im Design und der Entwicklung einer Lösung hierfür, beginnend an der Edge durch ihr IPC- und Gateway-Portfolio. Im Core-/Fog-Bereich werden häufig Dells x86-Server mit Intel-Xeon-Prozessoren eingesetzt.
Mit der MGB2-Modular, einer Weiterent-wicklung der Multifunctional Gate Box MGB, begegnet Euchner dem großen Bedarf an in-telligenteren und flexibleren Komponenten für die Sicherheitstechnik. Durch den neuen Systemaufbau lässt sich die MGB2-Modular auch einfach an individuelle Anforderungen anpassen.
Das SMARC-sAL28-Modul von Kontron ist das erste SMARC-Modul mit bis zu fünf in-tegrierten TSN-fähigen 1GB Ethernet-Ports direkt aus dem Controller. Es erfüllt die Spe-zifikationen gemäß IEEE 802.1 Time Sensiti-ve Networking (TSN) und eignet sich damit zum Einsatz in Industrial-IoT und Indus trie-4.0-Systemen.
INDUSTR.com/2352311 INDUSTR.com/2352321 INDUSTR.com/2352319
13INDUSTR.com
D IE ROT E C O UC H EXPRES S

TR-Electronic – echt absoluter Multiturn-Drehgeber
Gesprächspartner: Felix Lohrer Produkt: CD_582+FS Web: www.bit.ly/trelectronic-cd582fs
SMC – Wireless-Ventilinsel
Gesprächspartner: Oliver Prang Produkt: EX600-W Web: www.smc.de
TE Connectivity – Klemmengeschäft
Gesprächspartner: Lars Brickenkamp Produkt: ENTRELEC Web: www.bit.ly/te-sps
Nun gibt es eine Möglichkeit, Slaves drahtlos anzubinden. Rotationstische oder Roboterar-me können sich so frei bewegen, ohne dass verlegte Kabelstränge stören. Die Kommuni-kation ist stabil und sicher. Innerhalb von nur 0,25 Sekunden integrieren die Feldbusknoten der Serie EX600-W beliebige Werkzeuge in übergeordnete Automationssysteme.
In Kombination mit dem bestehenden Ange-bot von TE Connectivity an HDC-Leistungs-steckverbindern für Maschinen und Robotik, sorgen die ENTRELEC-SNK-Klemmen und DBL-Leistungsverteilerklemmen für eine op-timale Versorgung und Verteilung der Ener-gie in Schaltschränken. Damit vervollständigt TE zudem sein Angebot für Maschinenbauer.
Der Absolutdrehgeber CD_582+FS von TR braucht genau so viel Raum wie ein nicht sicherer Absolutdrehgeber mit Industrial Ethernet. Im Inneren steckt ein absolutes Multiturn-Doppelgebersystem mit integrier-ter Sicherheitsauswertung. Dieses gibt direkt gesicherte Positionsdaten, je nach Ausfüh-rung für die höchste Sicherheitsstufe, aus.
INDUSTR.com/2352297 INDUSTR.com/2352301 INDUSTR.com/2352303
Schmersal – Feldbox
Gesprächspartner: Udo Weber Produkt: Safety Fieldbox Web: bit.ly/schmersal-sfb
Rittal – Großschaltschranksystem
Gesprächspartner: Michael Schell Produkt: VX25 Web: www.rittal.de/vx25
SAP – Digital Customer Service
Gesprächspartner: Adrian Langlouis und Werner Bothe Produkt: iXworld Web: www.sap.com
Um höchsten Anforderungen an die Korro-sionsbeständigkeit gerecht zu werden, steht der VX25 von Rittal nun auch in Edelstahl zur Verfügung. Der Schranktyp verfügt seri-enmäßig über Schutzart IP 55 und Schutzart NEMA 12. Die optionale NEMA-4X-Aus-führung bietet auch unter anspruchsvollen Bedingungen Schutz.
SAP und Index Werke zeigen wie digitaler Kundenservice aussehen kann. Auf Basis der SAP-Technologie wurde iXworld entwickelt. Hersteller und Betreiber können die Maschi-ne über deren digitalen Zwilling immer im Blick behalten. Auch Ersatzteil-Bestellungen und das Service-Ticketing können direkt im System angestoßen werden.
Die neue Feldbox von Schmersal für Profi-net- und Profisafe-Systeme eignet sich für die einfache Plug & Play-Installation von bis zu acht Sicherheitsschaltgeräten. Außerdem er-möglicht sie eine schnelle Montage und die kostengünstige aber trotzdem fehlersichere Installation bei geringem Verdrahtungsauf-wand.
INDUSTR.com/2352291 INDUSTR.com/2352293 INDUSTR.com/2352295
14INDUSTR.com
D IE ROT E C O UC H EXPRES S

Nürnberg26.–28. Februar 2019Halle 2, Stand 351
www.moxa.com
JEDER SPRICHT ÜBER DAS IIOT… wir setzen es einfach um.
Netzwerke und Computer für eine „smartere“ Industrie.
Leistungsstarke Computer für Ihre Bedürfnisse designt Sichere und verlässliche Netzwerke – immer und überall Vertikale Integration von SCADA bis zu Feldgeräten
Moxa. Wo Innovation passiert.
06_ME_AZ_IIOT_A&D_ 210x98+3mm_D_DU290119_ Storer-EW.indd 1 30.01.19 11:30
Fokus auf IIoT und Digitalisierung
Automatisierungstreff 2019
TEXT: Sybille Strobl BILD: iStock, A-Digit
Vom 19. bis 21. Februar 2019 findet der nächste Automatisierungstreff in der Kongresshalle in Böblingen statt. Neben den praxisnahen Workshops bildet der Marktplatz Industrie 4.0 das Highlight der etablierten Veranstaltung. Hier werden konkrete, nachvollziehbare Aufgabenstel-lungen und Lösungswege mit I4.0- und IIoT-Funktionalität präsentiert und diskutiert.
Den Schwerpunkt der dreitägigen Plattformveranstaltung bilden die praxisorientierten Anwender-Workshops, in denen die Besucher die Möglichkeit haben, Technologien praktisch aus-zutesten. Die Workshops ermöglichen eine direkte Auseinander-setzung rund um die Themen IT und Automation. Teilnehmer erlangen einen tiefen Einblick in den Einsatz von Produkten, Sys-temen und Methoden.
Beispiele für Workshop-Themen sind: die Industrie-4.0-Platt-form Codesys, Fernwartung der Zukunft, Versionierung von SPS-Programmen, sichere Betriebsartenwahl, Profinet-Kommu-nikation, Auswahl und Einführung von MES, proaktive Instand-haltung von Feldbussystemen, Condition Monitoring in der In-dustrie und viele mehr. Der MES D.A.CH Verband realisiert sei-ne Workshops 'Manufacturing Execution Systems in der Praxis' unter Beteiligung führender MES-Anbieter und Anwender sowie der OPC Foundation.
Marktplatz Industrie 4.0
Der Marktplatz Industrie 4.0 legt als zentraler Bestandteil des Automatisierungstreffs den Schwerpunkt auf konkrete Use-Cases für Industrie 4.0 und IIoT. Der Marktplatz Industrie 4.0 ermög-licht es, den ganzheitlichen Ansatz von Industrie 4.0 und IIoT zu verstehen. Die Plattform richtet sich an Anwender, Praktiker und Macher, welche die digitale Transformation in den Unternehmen nutzen möchten. Auf dem Marktplatz Industrie 4.0 präsentieren Anbieter verschiedener Produkte und Disziplinen dem Marktbe-sucher konzentriert an einem Ort ihre realen Use-Cases und dis-kutieren mit ihm über konkrete Lösungsmöglichkeiten für seine Aufgabenstellung. ☐
Lesen Sie auf den nächsten beiden Seiten, welche konkreten Industrie 4.0 Use Cases auf dem Automatisierungstreff vorgestellt werden.
AUFTAKT
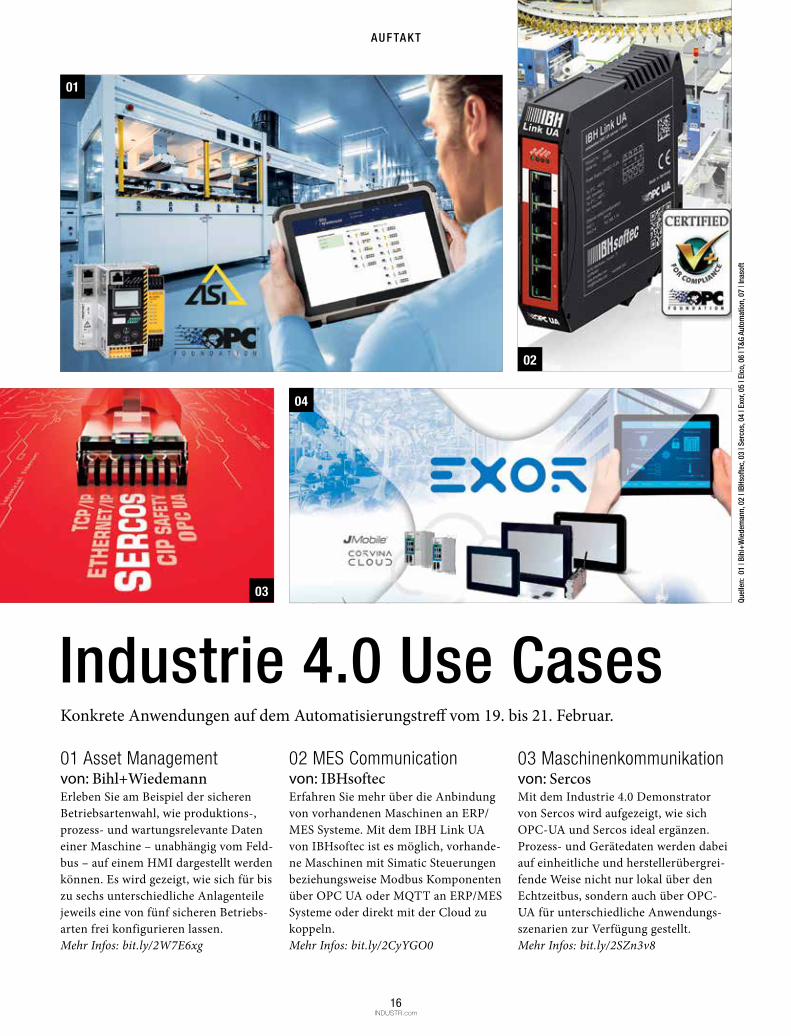
Industrie 4.0 Use CasesKonkrete Anwendungen auf dem Automatisierungstreff vom 19. bis 21. Februar.
02 MES Communicationvon: IBHsoftecErfahren Sie mehr über die Anbindung von vorhandenen Maschinen an ERP/MES Systeme. Mit dem IBH Link UA von IBHsoftec ist es möglich, vorhande-ne Maschinen mit Simatic Steuerungen beziehungsweise Modbus Komponenten über OPC UA oder MQTT an ERP/MES Systeme oder direkt mit der Cloud zu koppeln.Mehr Infos: bit.ly/2CyYGO0
03 Maschinenkommunikationvon: SercosMit dem Industrie 4.0 Demonstrator von Sercos wird aufgezeigt, wie sich OPC-UA und Sercos ideal ergänzen. Prozess- und Gerätedaten werden dabei auf einheitliche und herstellerübergrei-fende Weise nicht nur lokal über den Echtzeitbus, sondern auch über OPC-UA für unterschiedliche Anwendungs-szenarien zur Verfügung gestellt.Mehr Infos: bit.ly/2SZn3v8
01 Asset Managementvon: Bihl+WiedemannErleben Sie am Beispiel der sicheren Betriebsartenwahl, wie produktions-, prozess- und wartungsrelevante Daten einer Maschine – unabhängig vom Feld-bus – auf einem HMI dargestellt werden können. Es wird gezeigt, wie sich für bis zu sechs unterschiedliche Anlagenteile jeweils eine von fünf sicheren Betriebs-arten frei konfigurieren lassen.Mehr Infos: bit.ly/2W7E6xg
01
Quel
len:
01
| Bih
l+W
iede
man
n, 0
2 | I
BHso
ftec,
03
| Ser
cos,
04
| Exo
r, 05
| El
co, 0
6 | T
&G A
utom
atio
n, 0
7 | I
naso
ft
03
04
02
16INDUSTR.com
AUFTAKT

07 SQL-Zugriffvon: InasoftBei der Softwarelösung SQL4auto-mation-Connector von Inasoft haben Robotersteuerungen und SPS bei hoher Flexibilität unter Anwendung bekann-ter Programmierumgebungen vollen Zugriff auf SQL-Datenbanken. Eine Da-tenbankverbindung mit dem Connec-tor zu erstellen, erfordert nur wenige Einstellungen. Die Connector-Software dient nur als Gateway. Dies vereinfacht Anpassungen, da diese in der SPS-Pro-grammiersoftware realisiert werden. In der Steuerung wird festgelegt, welche Daten weitergegeben werden. Am Connector müssen keine projektspe-zifischen Änderungen vorgenommen werden.Mehr Infos: bit.ly/2TiAYMs
06 Platform as a Servicevon: T&G AutomationMit der IIoT-Plattform Predix beginnt die Datenauswertung an der Maschine, es muss nicht alles für Analyse-Zwecke in die Cloud geschickt werden.Mehr Infos: bit.ly/2HlGi0x
04 Unit Managementvon: ExorUm Eintrittsbarrieren für das Cloud Computing möglichst gering zu halten, sind Offenheit und Flexibilität wichtige Argumente für potenzielle Anwender.Mehr Infos: bit.ly/2TXbDrY
05 Retrofitvon: ElcoErfahren Sie, wie sich alte Maschinen vernetzen lassen. Über verschiede-ne Sensoren und Messgeräte werden relevante Daten aus einer Maschine ausgelesen.Mehr Infos: bit.ly/2Hzcluj
05
06
07
+CODESYS Automation ServerDie Industrie-4.0-Plattform für die industrielle Automatisierung.
Besuchen Sie uns auf der embedded world 2019 in Halle 4, Stand 307.
automation-server.com
EVERYTHINGUNDER CONTROL
CODESYS UsersConference 2019
09. Mai Stuttgart14. Mai Hannover
Jetzt anmelden!codesys.storecodesys.store
17INDUSTR.com
Endlich Plug & Produce durch Standards
SCHLUSS MIT WIRRWARR
Immer wieder fragen Maschinen-bauer und Anlagenbetreiber nach dem konkreten, betriebswirtschaftlich mess-baren Gewinn von Industrie 4.0 und der Digitalen Transformation. Mit einem praxisnahen Showcase zeigt nun Lenze, Spezialist für die Maschinenautomati-sierung, wie sich diese „digitale Divi-dende“ heben lässt. „Plug & Produce“ ist eine Anwendung, die die verschiedenen Elemente von Industrie 4.0 zusammen-führt und reale Fortschritte bei der Wirt-schaftlichkeit einer modernen Produkti-on ermöglicht. Damit rückt die Smart Factory endlich näher.
Plug & Produce Showcase
Der Showcase, der erstmals auf der SPS IPC Drives 2018 gezeigt wurde, si-muliert die Verpackung verschiedener Consumerprodukte mit unterschiedli-chen Modulen in einer Fertigungslinie. Die Umrüstung der Produktionslinie er-folgt nach dem Motto „Plug & Produce“ – einfach einstecken und loslegen. Im Kern geht es also darum, wie eine Pro-duktionsstraße in Zukunft einfach und ohne großen Zeitverlust an wechselnde Anforderungen flexibel angepasst wer-den kann.
TEXT: Patrick Bruder, Lenze BILDER: Lenze; iStock, vgorbash
Mehr Individualisierung, geringere Losgrößen, häufigere Konfi-gurationswechsel, doch die Fertigungslinien sollen kosten effizient sein – ein Widerspruch? Zumindest eine große Herausforderung! Mit „Plug & Produce“ zeigt Lenze, wie Industrie 4.0 Konzepte die Zeit für die Umrüstung einer Produktion maßgeblich reduzieren können. Entscheidend ist der Fokus auf herstellerübergreifende, standardisierte Schnittstellen für Steue rungs-, Rezept- und Pro-duktdaten, um den Kommunikationswirrwarr zu entflechten. Nicht nur Anwender profitieren von den intelligenteren Maschi-nen, sondern auch OEMs.
Fertigungsstraße per Rezept
Ausgangslage für den Showcase ist eine Modularisierung der Produkti-onslinie. Die einzelnen Module – im Showcase beispielsweise Infeed, Pick & Place, Packaging, Paletizer und Outfeed – stehen für die benötigten Skills, die der Produktion zur Verfügung gestellt werden. Für das Verpacken von Cremes werden andere Skills benötigt als für Waschmittel.
Werden die entsprechenden Module der Fertigungslinie ausgetauscht, muss die Steuerung bisher neu programmiert werden. Im Fall von „Plug & Produce“ geht es deutlich einfacher und schnel-ler. In einer Moderationsphase wird die Linie neu konfiguriert. Dies geschieht über das Hochladen von Rezepten, die nun nicht allein den Fertigungsprozess an sich steuern, sondern auch Informa-tionen darüber enthalten, welche Aufga-ben in welcher Reihenfolge zu erledigen sind, so dass die passenden Module aus-gewählt und verknüpft werden können.
Die Module selbst steuern die nöti-gen Informationen bei, beispielsweise in welcher Höhe sich Übergabepunkte
18INDUSTR.com
T I T ELS TO RY
und Simulation lange vor der physischen Realisierung einer Maschine ermöglicht.
Das Geheimnis liegt in der Kommu-nikation: offene, herstellerübergreifende Standards ermöglichen es den beteilig-ten Modulen und der SPS, automatisiert untereinander Daten der Administra-tion Shell auszutauschen, bis hin zur vollständigen Interaktion im Zuge des Produktionsauftrages. Dazu braucht es ein einheitliches Daten- und Informa-tionsmodell sowie eine standardisierte Semantik, damit die Daten auch richtig interpretiert werden können. Den ersten Teil dieser Voraussetzungen erfüllt die Verwaltungsschale. Beim zweiten Teil setzt Lenze auf die Erweiterung der In-formations- und Kommunikationsplatt-form OPC UA. So diente die OPC UA Companion Specification PackML als Grundlage für den eigenen Showcase.
Der richtige Weg in die Zukunft
Damit dieses Konzept nicht nur im Lenze-eigenen Showcase, sondern auch in gemischten Umgebungen im Feld funktioniert, sind noch einige Haus-aufgaben zu erledigen. Die wichtigste Grundlage ist, dass alle aktuellen Kom-
wie etwa ein Förderband befinden, in welcher Position Werkstücke angelie-fert werden sollen oder wie sie ausgege-ben und mit welcher Geschwindigkeit sie verarbeitet werden können. Hat der Plausibilitäts-Check ergeben, dass alle benötigten Skills vorhanden sind, am richtigen Platz und mit den passenden physikalischen Schnittstellen, dann kann die Produktionsphase gestartet werden.
Digitaler Zwilling im Zentrum
Der nächste Schritt hin zur Smart Factory beruht in erster Linie auf der Verwaltungsschale („Administration Shell“), die als Teil des Referenzarchitek-turmodells Industrie 4.0 (RAMI 4.0) im April 2018 verabschiedet wurde. Verwal-tungsschalen kann es sowohl für die ein-zelnen Komponenten, für Module oder die ganze Maschine geben. Die darin ent-haltenen Daten geben Auskunft über die Physik – beispielsweise Anschlussmaße, Lebensdauer, Betriebswerte – und über die Fähigkeiten („Skills“): handelt es sich um einen Antrieb, eine Netzwerkkom-ponente, ein Verpackungsmodul oder eine Schweißanlage. Diese Daten bilden die Grundlage zur Erstellung eines „Di-gitalen Zwillings“, der Programmierung
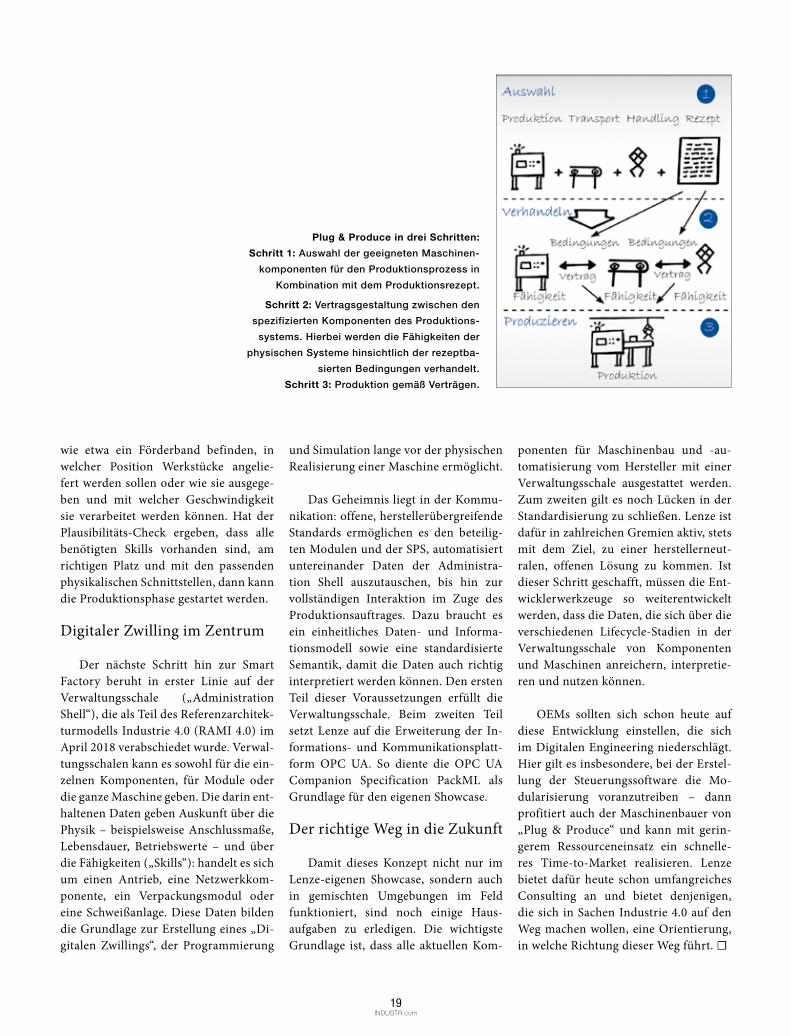
Plug & Produce in drei Schritten:
Schritt 1: Auswahl der geeigneten Maschinen-
komponenten für den Produktionsprozess in
Kombination mit dem Produktionsrezept.
Schritt 2: Vertragsgestaltung zwischen den
spezifizierten Komponenten des Produktions-
systems. Hierbei werden die Fähigkeiten der
physischen Systeme hinsichtlich der rezeptba-
sierten Bedingungen verhandelt.
Schritt 3: Produktion gemäß Verträgen.
ponenten für Maschinenbau und -au-tomatisierung vom Hersteller mit einer Verwaltungsschale ausgestattet werden. Zum zweiten gilt es noch Lücken in der Standardisierung zu schließen. Lenze ist dafür in zahlreichen Gremien aktiv, stets mit dem Ziel, zu einer herstellerneut-ralen, offenen Lösung zu kommen. Ist dieser Schritt geschafft, müssen die Ent-wicklerwerkzeuge so weiterentwickelt werden, dass die Daten, die sich über die verschiedenen Lifecycle-Stadien in der Verwaltungsschale von Komponenten und Maschinen anreichern, interpretie-ren und nutzen können.
OEMs sollten sich schon heute auf diese Entwicklung einstellen, die sich im Digitalen Engineering niederschlägt. Hier gilt es insbesondere, bei der Erstel-lung der Steuerungssoftware die Mo-dularisierung voranzutreiben – dann profitiert auch der Maschinenbauer von „Plug & Produce“ und kann mit gerin-gerem Ressourceneinsatz ein schnelle-res Time-to-Market realisieren. Lenze bietet dafür heute schon umfangreiches Consulting an und bietet denjenigen, die sich in Sachen Industrie 4.0 auf den Weg machen wollen, eine Orientierung, in welche Richtung dieser Weg führt. ☐
19INDUSTR.com

Interview über die Umsetzung der Modularisierung
„Fit für Plug & Produce werden“
A&D: Wer profitiert eigentlich beson-ders vom Plug & Produce Konzept?Theunissen: Am meisten profitiert der Maschinenbetreiber von Plug & Produce, weil er Maschinen in einer Linie effizient und schnell zusammenbauen kann. Und zunehmend zwingen die Produktionsbetriebe die Maschinenbauer, ihre Maschinen schneller und mit geringerem Auf
wand in die Produktionsinfrastruktur zu integrieren. Darum müssen Maschinenbauer ein Plug & Produce Konzept entwickeln, um wettbewerbsfähig zu bleiben.
Und was ist mit den initialen Mehrkos-ten für das Konzept?Bruder: Wir arbeiten sehr intensiv mit Maschinenbetreibern und Maschinenbauern zusammen und wissen genau, warum Plug & Produce für sie von Interesse
DAS INTERVIEW FÜHRTE: Christian Vilsbeck, A&D BILDER: Lenze
ist. Ein großes Thema ist der mit bis zu 30 Prozent sehr hohe Anteil an den Integrationskosten einer Produktionslinie. Diesen Aufwand und diese Kosten wollen wir reduzieren. Natürlich haben Maschinenbauer am Anfang erstmal Mehraufwand und Investitionskosten für eine Plug & Produce Fähigkeit ihrer Maschinen. Das rechnet sich dann aber mit jeder
Integration in die Komplettanlage immer wieder. Weil das ständige erneute Validieren der Schnittstellen der Maschinen wegfällt, wenn der Plug & Produce Standard erfüllt wird.
Beziehen sich die bis zu 30 Prozent Im-plementationskosten auf die Connectivi-ty- und Kommunikationsebene?Theunissen: Ja, denn schlussendlich geht es um standardisierte Connectivity, die
Datenkommunikation und die Softwareebene. Und hier fokussieren wir auf die von der Plattform Industrie 4.0 definierte Administration Shell – der sogenannten Verwaltungsschale. Jede Maschine und Anlage werden als ein Asset gesehen, das über bestimmte Skills verfügt. Skills beschreiben die Funktionalität und die Fähigkeit einer Anlage oder Maschine. Der Anwender gibt über die Skills wählbar nur noch an, welche Arbeitsschritte an den Produkten durchzuführen sind. Wie die Maschinen das dann intern machen, kann dem Anwender sozusagen „egal“ sein. All diese Punkte müssen aber standardisiert und umgesetzt werden. Hier kommt dann auch die Kommunikation über OPCUA ins Spiel.
Ist das finale Ziel von Plug & Produce, mechatronische Module einfach per Plug & Play zusammenstellen zu können mit automatischer Konfiguration und Kom-munikation?Theunissen: Genau! Unsere Vision bei Lenze ist, keine übergeordnete Steuerung mehr zu benötigen und dass sich alle Module, Maschinen und Anlagen automatisch unterhalten und abstimmen. Ist hier ein Teil fertig geworden, so weiß die Anlage, welcher Schritt als nächstes auf welcher Maschine notwendig ist. Bis das standardisiert ist und ohne hohen Integrationsaufwand funktioniert, werden natürlich noch viele iterative Schritte in Zukunft notwendig sein.
Der Treiber für die Modularisierung und Plug & Produce sind geringere Kosten, schnellere Time-to-Market und Flexibilität hinsichtlich Losgröße 1. Doch wie lassen sich diese Kon-zepte möglichst effektiv umsetzen? Martijn Theunissen, Leiter Global Application & Support Team und Patrick Bruder, Global Business Development Manager Automation bei Lenze, erläutern im Gespräch mit A&D, worauf Maschinenbauer und Endkunden achten müssen.
„Wir unterstützen Plug & Produce vollumfänglich von der Planung über das Engineering bis hin zur Umsetzung.“Martijn Theunissen Global Head of Application & Support, Lenze
20INDUSTR.com
T I T EL I N T ERV I EW

Welche Rolle spielt Lenze, wenn es um Plug & Produce geht?Bruder: Wir unterstützen OEMs und Ma-schinenbetreiber in der Umsetzung von Plug & Produce-Konzepten! Der Maschi-nenbauer hat das Know-how über die Ad-ministration Shell und Lenze unterstützt bei der Umsetzung von Skills und die Im-plementierung von OPC-UA nebst zuge-hörigen Companion Specifications. Wir sind nicht nur in den wichtigen Standar-disierungsgremien und Arbeitsgruppen dabei, sondern haben auch die Erfahrung und die Technologien für die Umsetzung von Plug & Produce. Als Lenze sind wir der richtige Automatisierungspartner für unsere Kunden.Theunissen: Wir setzen uns sehr stark damit auseinander, was Maschinenbau-er und -betreiber jetzt beschäftigt und womit sie verstärkt in Zukunft kämpfen. Hierfür bieten wir eine Automatisie-rungsplattform, die voll auf die zukünf-tige Anforderungen von Plug & Produce zugeschnitten ist. Wenn Sie hier nach unserer Automatisierungsplattform fra-gen, dann fokussieren wir uns auf Steue-rungssysteme inklusive Software, Safety, IO-Systeme, Visualisierung, Servotech-nik und unsere Antriebstechnik. Aber diese Komponenten sind nur ein Mittel zum Zweck, um Kunden optimal und vollumfänglich von der Planung über das Engineering bis hin zur Umsetzung der Modularisierung und Plug & Produce zu unterstützen.
Richtung standardisierter Kommunika-tion. Die Standards müssen aber für alle Industriesegmente die Administration Shell mit den Skills definieren, um Plug & Produce zu realisieren. Erst dann kön-nen alle Maschinen und ganze Produkti-onslinien über OPC-UA und den zugehö-rigen Companion-Specs ihre Skills aus-tauschen, sich miteinander unterhalten und selbst abstimmen. In den Gremien arbeiten wir mit Hochdruck daran. Ne-ben Pack ML gibt es erste Versionen der Companion Specification „OPC UA Ro-botics“ für selbstbeschreibende Roboter und „OPC-UA Vision“ für die Beschrei-bung von Bildverarbeitungssystemen. Auch Euromap, die OPC-UA Companion Specification für ein einheitliches Infor-mationsmodell bei Kunststoff- und Gum-mimaschinen ist schon weit fortgeschrit-ten. Die Textilindustrie fängt ebenfalls an, sich Gedanken über standardisierte Beschreibungsmodelle zu machen.
Was muss ein Maschinenbauer beachten, um fit für Plug & Produce zu sein?Bruder: Standards, Standards und noch-mal Standards! Er muss auf jeden Fall OPC-UA implementieren und auf die zu-gehörigen Companion Specifications set-zen. Die weitere Standardisierung muss von den Maschinenbauern vorangetrie-ben werden. Außerdem sollte er seine Maschine möglichst modular aufbauen, um flexibel auf die neuen Anforderungen reagieren zu können.
In der Praxis sind wir aber noch weit weg von Plug & Produce. Was sind aus Ihrer Sicht die „Haupthinderungsgründe“?Bruder: Neben dem flächendeckenden Einsatz von OPC-UA ist vor allem für die Etablierung der Administration Shell noch viel Arbeit zu erledigen. Natürlich muss auch die mechanische Konnektivi-tät gegeben sein, denn wie kommt sonst das Produkt von A nach B? Hier etabliert sich aber zunehmend die Robotik zum Überwinden von Hürden und für die not-wendige Flexibilität.Theunissen: Vor allem die Flexibilität wird Robotern eine entscheidende Rolle als Medium für den Materialtransport verleihen. Der Roboter erhält einfach die Information „hole Produkt X an Position A ab und bringe es an Position B“. Und wie er das dann wieder macht und was er alles kann, wissen die benachbarten Maschinen über seine Skills. Und beim nächsten Produkt oder beim nächsten Rezept erledigt der Roboter die Aufgabe dann eben anders, weil er es an eine ande-re Maschine übergeben muss. Notwendig ist hierfür natürlich eine auf Standards basierende Kommunikation.
Über welche Standards sind denn diese Skills beschrieben?Bruder: Es gibt bis dato noch keinen Stan-dard auf Maschinenebene, der Skills de-finiert - die aktuellen Companion Specs wie Pack ML für Verpackungsmaschinen sind aber schon mal ein großer Schritt in
„Durch den hohen Abstimmungsaufwand der verschiedenen Maschinen lieferanten werden
bis zu 30 Prozent einer Anlageninvestition für Integrationskosten eingesetzt. Da gibt es ein
sehr hohes Optimierungspotenzial.“Patrick Bruder
Global Business Development Manager Automation, Lenze
☐
21INDUSTR.com
22INDUSTR.com
Auf die richtige Computing-Strategie setzen
Edge-, Cloud- und Fog-Computing ‚greifen‘ immer mehr um sich und viele Unternehmen sind ratlos, wie man das Ganze anfangen soll. Zunehmend finden sich aber Plattformen und Konsortien zusammen, um Lösungen und Hilfestellungen zu erarbeiten.
„Grob betrachtet ist Edge-Computing alter Wein in neuen Schläuchen, im Detail sind jedoch spannende neue Entwicklun-gen zu beobachten“, bringt es Dr. Alexan-der Willner, Leiter des Industrial IoT Cen-ters bei Fraunhofer FOKUS auf den Punkt. Die grundsätzliche Programmierung der Anlagen und auch die dazugehörige Da-tenverarbeitung ist etabliert und geschieht direkt an der Maschine beziehungswei-se innerhalb des Produktionsnetzwerks. Analog ist Cloud-Computing das Ver-frachten von Prozessen in die Cloud. Und neblig wird’s bei Fog-Computing – hier überschneiden sich beide Bereiche.
Beim Edge-Computing werden Daten-ströme möglichst an Ort und Stelle verar-beitet. Das kann direkt auf der Maschine, in einem Gateway, in verschiedenen Netz-werkkomponenten, im lokalen Rechen-zentrum des Unternehmensnetzwerks oder topologisch in der Nähe des Unter-nehmens geschehen. Je näher Daten auf Sensoren und andere Komponenten im Unternehmensnetz gesammelt und vor-verarbeitet werden, desto weniger Daten überträgt man beispielsweise in die Cloud
TEXT: Dr. Barbara Stumpp für A&D
B ILDER: Edge Computing Consortium Europe; iStock, CSA-Printstock
EDGE UND CLOUD IM CLINCH
und schutzwürdige Daten verlassen unter Umständen gar nicht erst das eigene Netz-werk innerhalb der Produktion.
Fog-Computing ist eine Mischung aus Edge und Cloud Computing. Komponen-ten, Rechenleistung und Software-Anwen-dungen bewegen sich dabei zu den Endge-räten hin, für bessere Effizienz und kürzere Latenzzeiten. Dabei werden die Informati-onen nicht komplett in die Cloud geschau-felt, sondern lokal vorverarbeitet. Anders gesagt, hier wird im Edgebereich die Spreu vom Weizen getrennt und nur der ‚Weizen‘ in die Cloud transportiert.
Latenzzeit vs. Rechenleistung
Allgemein bietet sich Edge-Compu-ting dann an, wenn niedrige Latenzzeiten, eine Beschränkung der Bandbreite oder Datenschutzaspekte gegeben sind, was das Versenden von Daten in die Cloud ausbremst. Cloud Computing dagegen do-miniert, wenn eine erhebliche Rechenleis-tung gefragt ist, z.B. um die Daten aus ver-schiedenen Werken eines Unternehmens standortübergreifend zu analysieren.
23INDUSTR.com
EDG E & C LO UD C O M PUT I N G
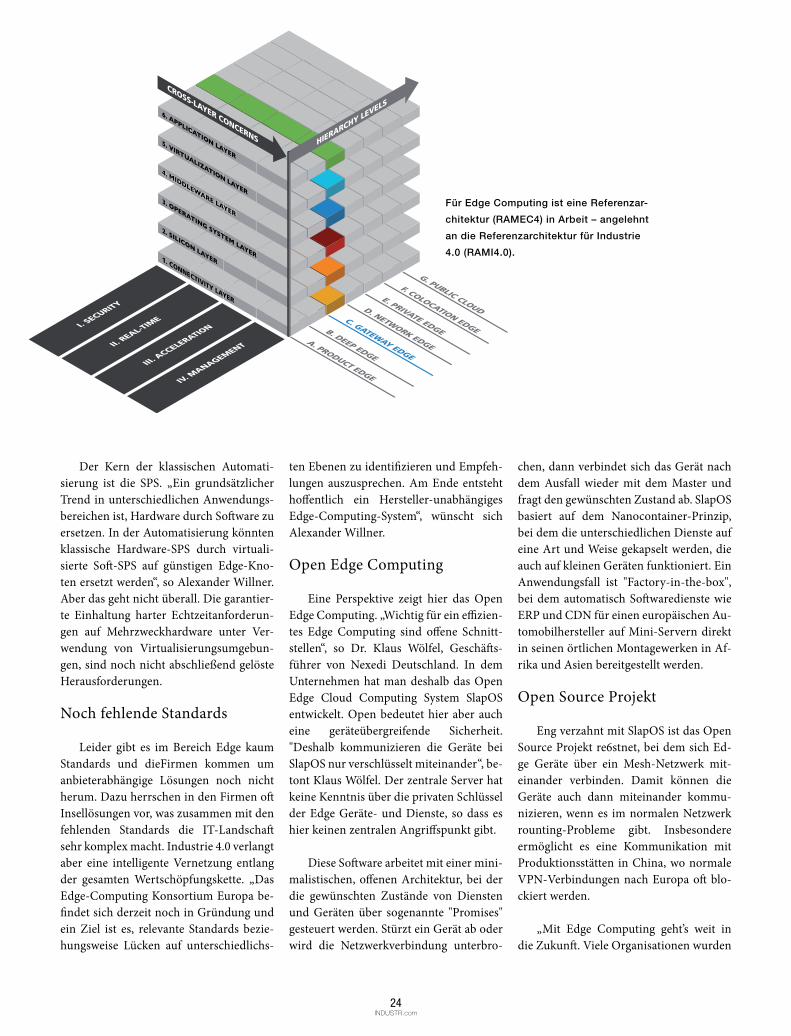
G. PUBLIC CLOUD
F. COLOCATION EDGE
E. PRIVATE EDGE
D. NETWORK EDGE
C. GATEWAY EDGE
B. DEEP EDGE
A. PRODUCT EDGE
1. CONNECTIVITY LAYER
2. SILICON LAYER
3. OPERATING SYSTEM LAYER
4. MIDDLEWARE LAYER
5. VIRTUALIZATION LAYER
6. APPLICATION LAYER
I. SECURITY
II. REAL-TIM
E
III. ACCELERATION
IV. MANAGEMENT
CROSS-LAYER CONCERNS HIERARCHY LEVELS
ten Ebenen zu identifizieren und Empfeh-lungen auszusprechen. Am Ende entsteht hoffentlich ein Hersteller-unabhängiges Edge-Computing-System“, wünscht sich Alexander Willner.
Open Edge Computing
Eine Perspektive zeigt hier das Open Edge Computing. „Wichtig für ein effizien-tes Edge Computing sind offene Schnitt-stellen“, so Dr. Klaus Wölfel, Geschäfts-führer von Nexedi Deutschland. In dem Unternehmen hat man deshalb das Open Edge Cloud Computing System SlapOS entwickelt. Open bedeutet hier aber auch eine geräteübergreifende Sicherheit. "Deshalb kommunizieren die Geräte bei SlapOS nur verschlüsselt miteinander“, be-tont Klaus Wölfel. Der zentrale Server hat keine Kenntnis über die privaten Schlüssel der Edge Geräte- und Dienste, so dass es hier keinen zentralen Angriffspunkt gibt.
Diese Software arbeitet mit einer mini-malistischen, offenen Architektur, bei der die gewünschten Zustände von Diensten und Geräten über sogenannte "Promises" gesteuert werden. Stürzt ein Gerät ab oder wird die Netzwerkverbindung unterbro-
Der Kern der klassischen Automati-sierung ist die SPS. „Ein grundsätzlicher Trend in unterschiedlichen Anwendungs-bereichen ist, Hardware durch Software zu ersetzen. In der Automatisierung könnten klassische Hardware-SPS durch virtuali-sierte Soft-SPS auf günstigen Edge-Kno-ten ersetzt werden“, so Alexander Willner. Aber das geht nicht überall. Die garantier-te Einhaltung harter Echtzeitanforderun-gen auf Mehrzweckhardware unter Ver-wendung von Virtualisierungsumgebun-gen, sind noch nicht abschließend gelöste Herausforderungen.
Noch fehlende Standards
Leider gibt es im Bereich Edge kaum Standards und dieFirmen kommen um anbieterabhängige Lösungen noch nicht herum. Dazu herrschen in den Firmen oft Insellösungen vor, was zusammen mit den fehlenden Standards die IT-Landschaft sehr komplex macht. Industrie 4.0 verlangt aber eine intelligente Vernetzung entlang der gesamten Wertschöpfungskette. „Das Edge-Computing Konsortium Europa be-findet sich derzeit noch in Gründung und ein Ziel ist es, relevante Standards bezie-hungsweise Lücken auf unterschiedlichs-
Für Edge Computing ist eine Referenzar-
chitektur (RAMEC4) in Arbeit – angelehnt
an die Referenzarchitektur für Industrie
4.0 (RAMI4.0).
chen, dann verbindet sich das Gerät nach dem Ausfall wieder mit dem Master und fragt den gewünschten Zustand ab. SlapOS basiert auf dem Nanocontainer-Prinzip, bei dem die unterschiedlichen Dienste auf eine Art und Weise gekapselt werden, die auch auf kleinen Geräten funktioniert. Ein Anwendungsfall ist "Factory-in-the-box", bei dem automatisch Softwaredienste wie ERP und CDN für einen europäischen Au-tomobilhersteller auf Mini-Servern direkt in seinen örtlichen Montagewerken in Af-rika und Asien bereitgestellt werden.
Open Source Projekt
Eng verzahnt mit SlapOS ist das Open Source Projekt re6stnet, bei dem sich Ed-ge Geräte über ein Mesh-Netzwerk mit-einander verbinden. Damit können die Geräte auch dann miteinander kommu-nizieren, wenn es im normalen Netzwerk rounting-Probleme gibt. Insbesondere ermöglicht es eine Kommunikation mit Produktionsstätten in China, wo normale VPN-Verbindungen nach Europa oft blo-ckiert werden.
„Mit Edge Computing geht’s weit in die Zukunft. Viele Organisationen wurden
24INDUSTR.com
zu Edge Computing gegründet, denn der Bedarf ist da. Dazu wird die Computerleis-tung günstiger und es kommen technisch einfachere Lösungen zur Datensicherheit“, berichtet Dr. Albert Krohn, Engineering & Product Management Industrial - Data Intelligence bei Softing. Mächtige Frame-works gibt’s im Edge-Bereich noch nicht, werden aber kommen. Dazu kommt, dass Edge Computing noch etwas mühsam ist. „Abhilfe würden open source Plattformen schaffen“, so Dr. Krohn.
Edge und Cloud im Clinch
Die Algorithmen zu Maschine Lear-ning können auf der Edge laufen. Sicher-heit und Latenz sind hier kein Problem und die Kosten kalkulierbar. Nur für KMUs ist Edge ein Stück weit mühsa-mer. Hier könnte die Cloud mitunter der leichtere technische Einstieg sein, denn es gibt Plattformen und viele aufeinander abgestimmte Tools, die es bei Edge Com-puting noch nicht gibt. „Edge Computing ist etwas sperriger, aber für viele Kunden der angenehmere Einstieg“, ist sich Albert Krohn sicher und sieht in den nächsten Jahren einen Kampf zwischen Edge und Cloud.
Mockfog als Hilfestellung
„Als Hilfestellung für Unternehmen hier haben wir Mockfog entwickelt, zum Testen von Fog- und Edge-Anwendun-gen“, berichtet Prof. David Bermbach von der Mobile Cloud Computing Research Group, TU Berlin. In dem Projekt Mock-fog ersetzt man jeden Edge-Server durch einen Cloud-Server. Bei MockFog nutzen die Wissenschaftler ganz viel Cloud-Auto-matisierung, um die Cloud-Server und die Netzwerke dazwischen von der Qualitäts-erfahrung möglichst dicht an die emulier-ten Edge-Server heranzubringen. So kann man zum Beispiel Netzwerkfehler simulie-ren. „Geplant ist auch virtuelle Sensoren einzubinden“, berichtet David Bermbach.
Diese Testsoftware ist praktisch, wenn die physische Infrastruktur noch nicht existiert, weil die Edgeserver noch nicht beschafft wurden; wenn Software in Kon-texten getestet werden soll, die so real nicht existieren, z.B. weil man überlegt, eine andere Hardware für die Edgeserver zu kaufen oder wenn man Software testen möchte und (insbesondere) die Edgeser-ver einfach mit dem Produktivsystem aus-gelastet sind. ☐
GRUNDKÖRPER
MIT DEM
VERSCHIEDENEBEFESTIGUNGS-MÖGLICHKEITEN
=23
www.mp.de
WIR TUNEN*
*FLEXIBLES HALTERSYSTEM
FHS
SICHERER HALTUNIVERSELLER EINSATZFÜR VERSCHIEDENE HERSTELLER UND TYPENNR. 1 IN PREIS-LEISTUNG
PERFEKTER KABELSCHUTZ
IHRENCOBOT„Wichtig für ein effizientes Edge Computing
sind offene Schnittstellen.“Dr. Klaus Wölfel, Geschäftsführer Nexedi Deutschland
25INDUSTR.com
EDGE & C LO UD C O M PUT I N G
CHAOS EINFACH VERMEIDEN
B ILDER: IBM; Microsoft; Harting; B&R; Kontron; Bosch Rexroth; Omron; iStock, DrAfter123UMFRAGE: Demian Kutzmutz, A&D
Die Vorteile von Edge-Computing sind klar: Datenverarbeitung und -analyse in Echtzeit ohne Latenzzeiten wie in der Cloud; was gerade bei der Steuerung von Maschinen und aus Safety-Sicht essentiell wichtig sein kann. Außerdem bleiben sensible Daten innerhalb der
Produktion, nur gefilterte und vorselektierte Daten werden bei Bedarf in die Cloud weiter-geleitet und verlassen die Unternehmensgrenzen. Kann auch nur mit Edge-Computing die
Datenflut digitaler Fabriken beherrschbar bleiben?
Nachgefragt: Datenflut digitaler Fabriken nur mit Edge-Computing beherrschbar?
26INDUSTR.com

UWE KÜPPERSDer Vorteil von Edge Compu-ting ist die Unmittelbarkeit, mit der in Echtzeit und in De-vice- oder Prozessnähe Daten generiert werden und mit der auf Daten reagiert werden kann. Dabei grenzt Edge Computing die entstehende Datenflut nicht ein und kann sie bereits am Entstehungsort strukturieren, säubern und sogar Vorhersagen treffen, oder Aktivitäten einleiten, sodass Daten on-premise oder im Cloud-Bereich redu-ziert werden. Edge Compu-ting wird idealerweise dafür genutzt, Prozesse und Vor-hersagen zu optimieren oder Daten prozessnah zu nutzen. Es kann dazu dienen, Daten-konsolidierungen und Daten-säuberungen vorzunehmen und Informationen gezielt in die Cloud-Umgebung einzu-speisen. Edge Computing kann auch eine prozessnahe Reaktion in Form von Vor-hersagen, Anweisungen oder Prozesseingriffen anstoßen. Auf diese Weise werden zu-sätzliche Optimierungs-potenziale identifiziert und umgesetzt.
Senior Business Development Manager
Information Solution,
Rockwell Automation
DR. JAN REGTMEIER
Die Stärken von Edge Com-puting liegen auf der Hand: Konnektivität zu Bestands-maschinen („digitaler Retro-fit“), Datenverarbeitung di-rekt an der Maschine und Datenreduktion. Das Thema der Latenzzeiten sehe ich nicht als das kritische Thema. Die Themen Konnektivität und Datenvorverarbeitung sind dabei klar im Fokus. Die Steigerung der OEE durch Optimierung der Maschinen selbst gilt inzwischen als schwierig. Das größte Poten-zial liegt in der Vernetzung von Maschinen und Abläu-fen. Hier spielt Edge Compu-ting seine Stärken aus. Durch eine dezentrale Vernetzung kann man die Heterogenität und Komplexität der Maschi-ne bewältigen. Zudem macht Edge Computing mithilfe von erfahrenen Menschen die rie-sigen „Big Data“-Mengen zu beherrschbarer „Smart Data“.
Direct Product Management,
Harting IT Software Development
STEFFEN HARTMAIER
Grundsätzlich ist „Edge“ in seiner Größe nicht klar defi-niert, entsprechend könnte auch die Rechenleistung zum Entwickeln von KI-Modellen einer Fabrik an der Edge ver-fügbar gemacht werden. Aus wirtschaftlicher Sicht istht es allerdings sinnvoller, die Mo-delle zentral zu erstellen und an der Edge nur auszuführen, da die erforderliche hohe Re-chenleistung zum Erstellen der Modelle nur kurz benöti-gt wird und damit in einem zentralen System oder der Cloud gut ausbalanciert wer-den kann. Auch ein weiterer Aspekt sollte bedacht werden: Edge-Komponenten, die nur Modelle ausführen, werden nicht durch Lastspitzen, ex-terne Zugriffe oder große Speicherbereiche aus anderen Aufgaben heraus in ihrer Leistung eingeschränkt, was einen zuverlässigeren Betrieb sicherstellt.
Senior IT Architect – Watson IoT, IBM
OLIVER NIEDUNG
Es gibt verschiedene Ansätze, um in digitalen Fabriken Er-kenntnisse aus großen Daten-mengen zu gewinnen. Mit Azure IoT Edge ist es mög-lich, Informationen direkt dort zu verarbeiten, wo sie benötigt werden: auf Endge-räten und Maschinen. Das beschleunigt Reaktionszeiten und spart Zeit und Geld, weil nur jene Daten in die Cloud übermittelt werden, die über-mittelt werden sollen. Je nach Anwendungsfall variiert der Anteil an IoT-Analysen, die an der Edge oder in der Cloud ausgeführt werden. Wer ein Machine-Learning-Modell trainiert, wird hierfür die Cloud verwenden. Genutzt wird das Modell aber dann meistens in der Edge. Dienste zur Vernetzung und Verwal-tung von IoT-Geräten und Edge-Modulen, wie Azure IoT Hub, werden immer häu-figer verwendet.
IoT Principle Solution Specialist,
Microsoft Deutschland
27INDUSTR.com
EDG E & C LO UD C O M PUT I N G

JULIAN WEINKOETZ
Die Fabrik der Zukunft wird die dezentrale Datenverarbei-tung direkt an der Maschine, auf Edge-Servern in der Fa-brikhalle und in Cloud-An-wendungen intelligent kom-binieren. Für große Datenmengen und hohe An-forderungen an die Verfüg-barkeit ist die dezentrale Ab-arbeitung bestimmter Aufgaben unerlässlich. Das gilt besonders für zeitkri-tische Anwendungen wie die prozessintegrierte Qualitäts-kontrolle. Betriebsdaten wer-den maschinennah vorverar-beitet, zur operativen Überwachung sowie maschi-nenspezifischen Analyse ge-nutzt und komprimiert an Edge- oder Cloud-Server ge-sendet – mit der Einführung von 5G auch drahtlos. Die zentralen Server werden Pla-nungsaufgaben wie OEE-Sta-tistiken, das Ticketmanage-ment für die Instandhaltung und Ablaufoptimierungen über mehrere Maschinen, Li-nien und Werke durchführen.
Produktmanagement SPS
und IoT-Software,
Bosch Rexroth
TIM FOREMANKomplexe Hochgeschwindig-keitsmaschinen und -fabriken können in der Tat viele Daten erzeugen. Tatsächlich tun dies die meisten Maschinen bereits heute, aber die mei-sten dieser Daten werden ge-löscht, indem sie einfach nicht gespeichert werden. Manchmal ist dies eine be-wusste Entscheidung, manch-mal aber auch nicht. Mit der heutigen Rechenleistung können diese Daten lokal und in Echtzeit an jedem Teil ei-ner Maschine, Linie oder Fa-brik analysiert, charakteri-siert und gefiltert werden. Je nach Bedarf sollte dies opti-miert werden. Die Menge der Datenflut ist eine bewusste Entscheidung und hängt in hohem Maße von der menschlichen Intelligenz ab.
R&D Manager, Omron
RENÉ BLASCHKE
Derzeit werden nur rund ein Prozent der Daten, die in ei-ner Produktion entstehen, ef-fektiv genutzt. Mithilfe des IIoT kann der Anwender In-formationen aus seinen Ma-schinen und Anlagen ziehen, die weit über einfache Alarm-meldungen oder Eventinfor-mationen hinausgehen. Zum Beispiel Informationen darü-ber, ob ein Maschinenteil Versch le ißerscheinungen aufweist und wann es zum Ausfall kommen wird. Je nach Anwendung und Datenvolu-men werden die auf OT-Ebe-ne gesammelten Daten mit unterschiedlichen Herange-hensweisen in die Cloud übertragen. Daher bieten wir verschiedene Typen von Ed-ge-Geräten an, um für jeden Anwendungsfall eine Lösung zu haben. Greift etwa ein Sensor stündlich ein Signal ab, kann es zweckmäßig sein, die Daten direkt in die Cloud zu schicken. Ist das Volumen an Daten jedoch größer, lohnt es sich, diese schon an der Maschine zu aggregieren.
Produktmanager IoT, B&R
NORBERT HAUSER
Edge-Computer sind hochlei-stungsfähige Rechner, die über aktuellste Prozessor-technologie und erhebliche Speicherkapazitäten verfü-gen. Ihre Einsatzmöglich-keiten lassen sich erweitern, etwa für spezielle Berech-nungen durch zusätzliche Grafikeinheiten oder FPGAs. Viele Aufgaben, die über die reine Datenaufnahme und Datenweiterleitung, wie etwa im Gateway-Einsatz, hinaus-gehen – zum Beispiel KI-An-wendungen – erledigen Ed-ge-Computer problemlos. Doch Edge-Computer befin-den sich nur selten im Stand-alone-Einsatz. Sobald Maschinen im Verbund ar-beiten, ist eine zentrale Da-tenauswertung zur Prozess-beobachtung und -steuerung unumgänglich. Auch die bei großen Maschinen anfallende Menge an historischen Daten muss zur späteren Analyse zentral und nicht am Ed-ge-Computer selbst vorgehal-ten werden.
Vice President Marketing,
Kontron S&T
28INDUSTR.com
EDG E & C LO UD C O M PUT I N G
Edge- und Fog-Computing
Wenn von Public-Cloud-Computing gesprochen wird, ist davon auszugehen, dass über das Internet eine Verbindung zur Cloud besteht. Allerdings müssen in zahlreichen Applikationen Daten in sehr kurzen Zyklen erfasst, überprüft und in den Prozess zurückgeführt werden. In einem solchen Szenario würde sich eine Cloud-Lösung schon aufgrund der im Internet vorzufindenden Latenzzeiten nicht eignen. In diesen Anwendungsfällen kommen zunehmend Edge- oder Fog-Computing-Lösungen zum Einsatz.
Doch wie funktioniert dieses Konzept? Welche Vor- respekti-ve Nachteile gibt es? Und macht es vor diesem Hintergrund über-haupt Sinn, sich mit solchen Computing-Ansätzen auseinander zu setzen? Oder handelt es sich lediglich um „alten Wein in neuen Schläuchen“?
Cloud-Einschränkungen umgehen
Daten(vor)verarbeitung in den Geräten…
Das Edge-Computing eröffnet dem Anwender die Möglich-keit, die aufgenommenen Daten mit Netzwerktechnologien direkt an ihrem Entstehungsort – also „at the edge“ – auszuwerten. Mit dem Edge-Computing stehen leistungsfähige Analyse-Technolo-gien somit praktisch überall und zu jedem Zeitpunkt zur Verfü-gung. Auf diese Weise können Mitarbeiter, die den Zustand von in abgelegenen Gegenden installierten Maschinen und Anlagen überwachen müssen, die Erfordernisse für eine Wartung oder den Ersatzteilbedarf viel genauer ermitteln. Edge-Computing er-weist sich folglich als Alternative für Unternehmen, die keinen unmittelbaren Zugriff auf hohe Bandbreiten und einen schnellen Weg in die Cloud haben. Das gilt zum Beispiel für die Betreiber
TEXT: Arno Martin Fast und Robert Bieber, beide Phoenix Contact Electronics BILDER: Phoenix Contact
Mit dem Industrial-Cloud-Computing können Unternehmen die wachsenden Datenmengen der Digitalisierung verarbeiten und auswerten, denn es werden große Rechenleistungen und erhebliche Speicherkapazitäten benötigt. Doch die Cloud ist kein Allheilmittel, es gibt gerade für den Echtzeitbetrieb Einschränkungen. Der schlaue Einsatz von Fog- und Edge- Computing-Lösungen ergänzen die Cloud ideal.
29INDUSTR.com

Ansätzen steht der Gedanke im Vordergrund, die Rechenleistung von der Cloud in Richtung des Datenursprungs zu verlegen. Ed-ge und Fog unterscheiden sich hierbei nur im Grad dieser Verla-gerung. Beim Fog-Computing werden die Daten aus mehreren Endgeräten an einer zentralen Stelle gesammelt und verarbeitet – also ganz ähnlich wie beim eigentlichen Cloud-Gedanken. Der Ort, an dem die Daten verarbeitet werden, befindet sich jedoch nicht in einem großen Rechenzentrum des Cloud-Anbieters. Vielmehr wird eine Art „Mini-Rechenzentrum“ genutzt, das meist am gleichen Standort angesiedelt ist wie beispielsweise die Steuerungen, welche die Daten liefern. Dort werden zum Beispiel zeitsensible Berechnungen vorgenommen, die einen Einfluss auf die Maschine haben und nur lokal erfolgen können. Eine globale Analyse und Weiterverarbeitung der Daten geschieht weiterhin im überlagerten Cloud-System.
Edge-Computing geht hier noch weiter: Hier findet die Da-ten(vor)verarbeitung tatsächlich in den einzelnen Geräten statt, in denen die Daten entstehen. Ein solches Konzept stellt daher höhere Anforderungen an die lokal verbauten Geräte in puncto Rechenleistung, Offenheit und Zugriffssicherheit.
Integration von KI-Algorithmen
Mit der PLCnext Technology von Phoenix Contact werden Steuerungen zu echten Edge-Devices. Ein wesentlicher Grund für die Integration von KI-Algorithmen in lokale Anwendungen respektive Steuerungen oder Edge-Devices ist eine Optimierung direkt vor Ort, die nicht von externen Daten oder Big Data ab-hängig sein muss. An dieser Stelle zeigt es sich vor allem als wich-tig, Latenzen zu verringern und den Datenverkehr über mehrere Systemgrenzen zu vermeiden. Die Daten für KI-Entscheidungen kommen direkt von der Steuerung und belasten die Infrastruktur der Anlage nicht. Somit lassen sich dedizierte Verbindungen ein-sparen. Darüber hinaus kann auf eine Verbindung in die Cloud
von Wassergewinnungs- sowie Solar- und Windenergieanlagen. Auf der Grundlage der beschriebenen zustandsabhängigen War-tungskonzepte, bei denen die Maschinen und Geräte in Echtzeit kontrolliert werden, lassen sich die Kosten für den Service deut-lich senken und die Produktivität entsprechend steigern.
…oder an einer zentralen Stelle vor Ort
Die Begriffe des Edge- und Fog-Computing werden oftmals synonym verwendet und sind sich auch sehr ähnlich. Bei beiden
Im Fog-Computing werden zeit-
kritische Aktionen so nah an den
Geräten wie möglich ausgeführt –
zwischen Gerät und Cloud.
30INDUSTR.com
EDGE- UND CLOUD-COMPUTING MIT PLCNEXT
Die PLCnext Technology schafft einen nahtlosen Übergang von der Maschinenebene – oder „at the edge“ – in die Cloud. Wie gewohnt verarbeiten Edge-Con-troller – zum Beispiel der AXC F 2152 – die Daten prozessnah in Echtzeit. Anschließend werden die ausgewählten und aufberei-teten Daten zugriffssicher in die Proficloud übertragen. Sowohl die PLCnext Technology als auch die
Proficloud unterstützen die Anwender somit bei der Umsetzung individueller Geschäftsideen. Außerdem erlaubt der Ansatz eine kurzfristige Anpassung, sofern sich Geschäftsprozesse verän-dern. Die Cloud-Lösung zeichnet sich darüber hinaus durch eine nutzungsabhängige Abrechnung aus. Ferner können die Anwender ihre eigene Software zur Datenerfassung, -analyse und –visualisierung auf der Plattform betreiben. Bestimmte Daten und Informationen lassen sich bei Bedarf zugriffssicher an weitere Teilnehmer übermitteln. Mit den Cloud-Services erweitern die Nutzer ihre Applikationen somit um Funktionen wie das Monitoring, Reporting, Energiedatenmanagement sowie Berechnungen oder eine vorausschauende Wartung.

verzichtet werden, die zudem nicht immer möglich ist. Besteht allerdings die Anforderung, die Ergebnisse der KI-Berechnung ebenfalls an ein überlagertes Cloud-System zu versenden, ist dies mit der PLCnext Technology direkt umsetzbar. Die direkte An-kopplung an die Proficloud von Phoenix Contact sorgt für eine einfache Parametrierung der sicheren Verbindung zur Cloud.
Bandbreite als begrenzender Faktor
Um zu verstehen, welche Vorteile das Edge- respektive Fog-Computing mit sich bringt, ergibt sich zunächst die Frage, warum nicht ein reines Cloud-System zum Einsatz kommt. Denn Cloud-Systeme haben ihre Vorzüge wie Ausfallsicherheit, Kos-teneinsparung oder weltweite Verfügbarkeit bereits hinreichend bewiesen. Selbst wenn in der Cloud beinahe unbegrenzte Spei-chermengen und Rechenkapazität vorhanden sind, bleibt eine Herausforderung erhalten: Nur weil die großen Rechenzentren über eine sehr gute Netzwerkanbindung verfügen, gilt das nicht automatisch auch für die im Feld installierten Geräte.
Damit Unternehmen wirklich an der Digitalisierung partizi-pieren können, müssen sich die an entlegenen Orten montierten Komponenten ebenso an das Internet der Dinge anbinden las-sen. Als Beispiel sei die in einem Solarpark verbaute Steuerung
angeführt. Sie sammelt zwar wertvolle Daten für den Betreiber, ist aber lediglich über eine langsame GSM-Verbindung an das Netz angeschlossen. Hier wird schnell deutlich, warum die Da-ten nicht sofort an ein Cloud-System übermittelt werden können: Die Bandbreite reicht dazu einfach nicht aus. In diesem Beispiel würde Edge-Computing sicherstellen, dass der Betreiber des So-larparks trotzdem sinnvoll mit den Daten der Steuerung arbeiten kann, indem er einen Teil der auszuführenden Arbeiten von der Cloud in das Gerät verlagert.
Unabhängigkeit von einer Internet-Verbindung
Insgesamt bleibt festzustellen, dass Cloud-Lösungen nicht durch Edge- und Fog-Computing verdrängt oder ersetzt wer-den. Die Computing-Ansätze dienen nur dazu, die bisherigen Einschränkungen bei der Verwendung einer Cloud zu umgehen. Edge-Devices sind in der Lage, einfache Echtzeitanalysen durch-zuführen und erfasste Sensordaten nach bestimmten Kriterien vorzuselektieren, bevor sie an die Cloud weitergeleitet werden. Auf diese Weise wird eine unnötige Belastung der Cloud-Ver-bindung verhindert. Die (relative) Unabhängigkeit von einer Internetverbindung sowie die besonders niedrige Latenz lassen sich als weitere Argumente für die Nutzung von Edge-Devices in IoT-Projekten nennen. ☐
EDG E & C LO UD C O M PUT I N G
Industrial Edge und Cloud
Naive Enthusiasten übersehen gern, dass Digitalisierung nur kein Spiel mit neuen Technologien ist. Hersteller und Anwender von Werkzeugmaschinen ha-ben das Ziel, dass Digitalisierung die Basis für die weitere Verbesserung bei der Pro-duktivität sein wird. Doch dies stellt die Unternehmen vor ein Dilemma: Sie wol-len zum einen die bereits hohe Produkti-vität und Verfügbarkeit von der Maschine sicherstellen und diese möglichst wenig verändern, da diese im Kunden-Lieferan-ten-Verhältnis akzeptiert ist und die Basis für das bestehende Vertrauen, ihren wirt-schaftlichen Erfolg und ihre Wettbewerbs-fähigkeit darstellt. Zum anderen müssen sie stärker die Produktivität steigern, was die Digitalisierung eben als Potenzial bie-tet – die Digitalisierung erfordert jedoch Veränderungen.
Industrial Edge Plattform
Edge Computing – konkret die Hard- und Software der Siemens Industrial Edge Plattform – bietet für dieses Dilemma nun eine überzeugende Lösung. Siemens In-dustrial Edge ermöglicht das Einbringen neuer Funktionalitäten ohne an der be-währten Maschine grundsätzlich etwas zu verändern. Maschinenhersteller garantie-ren Kunden und Anwendern das gewohnte Maß an Produktivität und bieten zugleich die Basis für stärkere Produktivitätssteige-
Das perfekte Duo
rungen durch Digitalisierungsfunktionali-täten. Für diese Funktionalitäten und Pro-dukte stellt Siemens Industrial Edge zu-sätzliche, maschinennahe Rechenleistung und verschiedene Edge Applikationen zur Verfügung. Zudem entwickeln auf dieser Basis Maschinenhersteller, Maschinennut-zer, etc. individuelle Edge Applikationen und stellen diese als zusätzliche Produkte zur Verfügung. Die besonderen Vorteile der Siemens Industrial Edge und des da-raus resultierenden Eco-Systems sind die folgenden:
Rückwirkungsfreies Data Handling
Siemens Industrial Edge bietet einen rückwirkungsfreien und minimalinvasi-ven Zugriff auf Steuerungsdaten. So wer-den im Falle von Sinumerik Edge, der maschinennahen Plattform speziell für die Werkzeugmaschinenindustrie, ohne Per-formance-Einschränkungen der Maschi-nen neben niederfrequenten auch hoch-frequente Daten der Sinumerik genutzt. Dabei bleiben Sinumerik Edge Applikati-onen dank standardisierter Schnittstellen unabhängig von den Softwareständen der jeweiligen Steuerung.
Lokale Ausführungsumgebung
Für die Werkzeugmaschine stellt Sinu-merik Edge eine maschinennahe Platt-
TEXT: Dr. Stefan Runde, Siemens BILDER: Siemens; iStock, SvetaZi
„Never change a running system“ – diese Praktiker-Maxime steht in vielen Unternehmen einer dynamisch voranschreitenden Digitalisierung entgegen. Die Unternehmen wollen die Effizienzpotenziale der Digitalisierung heben, aber mit diesen Veränderungen nicht die heute bereits erreichte Produkti-vität ihrer Maschinen und Anlagen gefährden. Mit einer Industrial Edge Lösung lassen sich aber beide Zielsetzungen vereinen.
form für Softwareapplikationen mit indus-triellen Anforderungen bereit. Diese Aus-führungsumgebung erlaubt es Sinumerik Edge, Applikationen hoch- und niederfre-quente Daten während des Betriebs zu er-fassen, zu verarbeiten, zu analysieren und Ergebnisse zurückzumelden. Empfänger sind Bediener der Maschine oder Anwen-der anderer (IT-)Systeme.
Einfache Applikationserstellung
Über die eigens abgestimmte Entwick-lungsumgebung für Siemens Industrial Edge Applikationen erstellen Werkzeug-maschinen-Hersteller, -Anwender oder -Dienstleister eigene Applikationen, zum Beispiel für Sinumerik Edge. Von Siemens bereitgestellte Beispielapplikationen er-leichtern den Einstieg und können zügig auf individuelle Bedürfnisse angepasst werden.
Modernes Gerätemanagement
Siemens Industrial Edge bringt eine Gerätemanagement-Funktionalität mit, die bereits in die MindSphere-Umgebung integriert ist. So lassen sich beispielsweise in einer Werkzeugmaschinenumgebung Sinumerik Edge Devices maschinen- und standortübergreifend verwalten und zen-tral neue Applikationen einspielen - ohne eine vor Ort Bedienung an der Maschine.
32INDUSTR.com

Plattform für andere Plattformen
Auf Basis der ver-fügbaren Bandbreiten und geforderter Latenz ist es nicht immer möglich, die anfallenden Datenmen-gen adäquat und zuverläs-sig an andere Plattformen zu kommunizieren – auch ist eine direkte Übertragung nicht immer gewünscht. Ne-ben der Funktionalität als Aus-führungsumgebung und „Platt-form für Applikationen“ kommt damit Siemens Industrial Edge auch die Funktionalität „Plattform für andere Plattformen“ zu. Durch
Unbenannt-1 1 24.01.19 10:44
33INDUSTR.com
EDG E & C LO UD C O M PUT I N G
die Integration mit der MindSphere ist es möglich, die Daten vorverdichtet, vorver-arbeitet und analysiert in die MindSphere weiterzugeben, um sie dort (langzeitlich) zu speichern oder weiterzuverarbeiten. Auch die Weitergabe von Daten an ande-re Plattformen ist gewährleistet: künftig via MQTT oder über den inte grierten OPC-UA Server. Bei letzterem bietet Sie-mens Industrial Edge und im Werkzeug-maschinenumfeld somit Sinumerik Edge besondere Zukunftssicherheit, da der vom VDW, Siemens und zahlreichen Partnern angestrebte UMATI-Standard nachträg-lich geladen und aktualisiert werden kann. Siemens hat UMATI in Kombination mit Sinumerik Edge schon auf der AMB 2018 präsentiert.
Kurzum: Siemens Industrial Edge ermöglicht eine schrittweise Digitalisie-rung – ohne „schädliche“ Nebenwirkun-gen. Wesentlicher Aspekt des „Security by Design“ Ansatzes ist es, dass der jeweilige Maschinenbetreiber die volle Kontrolle über Daten und Anwendungen behält.
Fertige Applikationen
Siemens stellt bereits Sinumerik Edge Applikationen bereit. Das erste Beispiel ist eine Sinumerik Edge Applikation für die Zustandsüberwachung. Diese Edge App ermittelt auf Basis intelligenter Algorith-men und gesammelter Maschinendaten
zu optimierende Einstellungen. Auf diese wird der Maschinenbediener beim Ein-stellen und Einrichten hingewiesen und dieser vermeidet so proaktiv Probleme - wie erhöhte Reibung. Im Bereich der Be-arbeitungsstrategien unterstützt die Edge Applikation Optimize MyMachine/Tro-choidal. Die durch Sinumerik Edge bereit-gestellten Computing Ressourcen und die perfekte Integration mit der Sinumerik er-lauben es, über optimierte Strategien beim Fräsen Bearbeitungszeiten zu reduzieren und die Bearbeitungsqualität zu steigern.
Mit einer weiteren Edge Applikation werden bereits korrelierte, hochfrequente Daten im Kontext der Bearbeitung einzel-ner Werkstücke bereitgestellt - zahlreiche Anwendungen mit erheblichem Nutzen sind damit denkbar. So werden diese be-reits “veredelten” Daten in einer eigenen Sinumerik Edge Applikation, die bei-spielsweise durch einen Maschinenanwen-der erstellt wird, (weiter-)verarbeitet und die Ergebnisse in der MindSphere oder anderen (Cloud-)Plattformen gespeichert und weiterverarbeitet werden. Ziel ist es, die Qualitätskontrolle effizienter zu gestal-ten und die Produktivität zu steigern. Für die Auswertung der Daten stellt Siemens mit Analyze MyWorkpiece/Toolpath ein weiteres Out-of-the-Box Tool für den PC bereit, das die bereitgestellten Daten ana-lysiert und dafür jedes Detail der Analyse visualisiert.
Die Teilnehmerzahl ist auf 15 Personen begrenzt. Die Teilnahme- gebühr pro Person beträgt EUR 100,00 netto zzgl. MwSt. In der Gebühr sind enthalten: Teilnahme am Workshop, Seminarunter- lagen, Mittagessen und Erfrischungen während der Pausen.
Detaillierte Agenda und Anmeldung unter www.automatisierungstreff.com/sercos
Anwender-Workshop:Diagnose von Echtzeit-Ethernet Protokollen am Beispiel von Sercos III 21.02.2019 10:00 - 15:00 Uhr
Die fortschreitende Vernetzung von indus- triellen Produktionsanlagen stützt sich maßgeblich auf den Einsatz von modernen Kommunikationssystemen. Mit dem Sercos Monitor steht ein leistungsfähiges und kos-tenloses Diagnosewerkzeug für den Sercos Automatisierungsbus zur Verfügung.
Themenüberblick:
Aufbau von Echtzeit-Ethernet Netzwerken am Beispiel von Sercos III
Einführung in das Diagnose-Tool Sercos Monitor
Aufzeichnung von Telegrammen bei unterschiedlichen Netzwerktopologien
Vorstellung verschiedener Funktionen, z.B. Oszilloskop-Funktion, Langzeitüber- wachung, Filter-Funktionen
Fehlersuche anhand verschiedener Anwendungsszenarien
Erweiterung des Tools mit Plug-Ins für andere Kommunikationsschnittstellen, wie z.B. IO-Link.
www.automatisierungstreff.com/workshops
AWS Sercos 2019 72x275_Motiv_1.indd 1 28.01.19 10:10
34INDUSTR.com
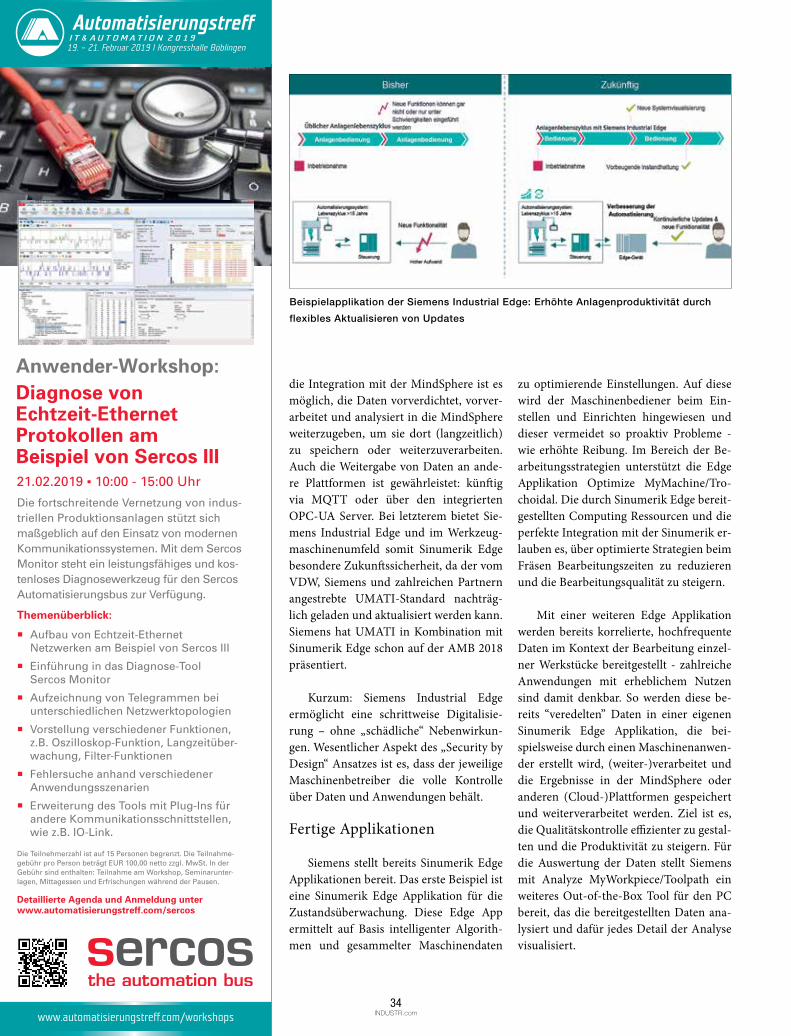
Beispielapplikation der Siemens Industrial Edge: Erhöhte Anlagenproduktivität durch
flexibles Aktualisieren von Updates
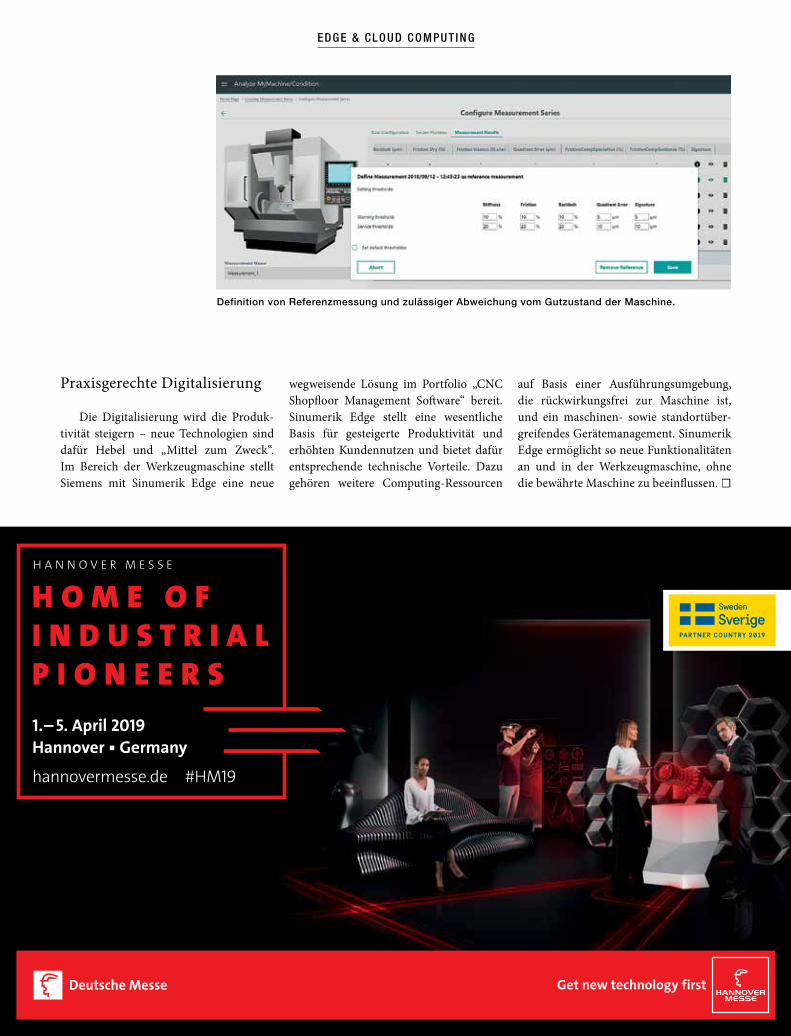
Praxisgerechte Digitalisierung
Die Digitalisierung wird die Produk-tivität steigern – neue Technologien sind dafür Hebel und „Mittel zum Zweck“. Im Bereich der Werkzeugmaschine stellt Siemens mit Sinumerik Edge eine neue
wegweisende Lösung im Portfolio „CNC Shopfloor Management Software“ bereit. Sinumerik Edge stellt eine wesentliche Basis für gesteigerte Produktivität und erhöhten Kundennutzen und bietet dafür entsprechende technische Vorteile. Dazu gehören weitere Computing-Ressourcen
Definition von Referenzmessung und zulässiger Abweichung vom Gutzustand der Maschine.
Get new technology first
H A N N O V E R M E S S E
H O M E O F I N D U S T R I A LP I O N E E R S1. – 5. April 2019Hannover ▪ Germany
hannovermesse.de #HM19
auf Basis einer Ausführungsumgebung, die rückwirkungsfrei zur Maschine ist, und ein maschinen- sowie standortüber-greifendes Gerätemanagement. Sinumerik Edge ermöglicht so neue Funktionalitäten an und in der Werkzeugmaschine, ohne die bewährte Maschine zu beeinflussen. ☐
EDG E & C LO UD C O M PUT I N G
Standardisierung bei Schaltplänen für Maschinen und Anlagen
Bei der Erstellung von Dokumenten bieten sich Automatis-men an, die dem Planer die Konstruktions- und Planungs-Soft-ware bereitstellt. Im Elektro-Engineering gibt es drei mögliche Methoden:
– klassische, projektorientierte Arbeitsweise – standardisierte Arbeitsweise – automatisierte Arbeitsweise mit 80 bis 90 Prozent Generierungsanteil bei Plänen und
Auswertungen
Der Automatisierungs- und Standardisierungsgrad baut ge-nerisch aufeinander auf, und von Stufe zu Stufe lassen sich Ein-sparungen von 30 bis 40 Prozent erzielen.
Effizienzoptimierter standardisierter Prozess
Idealerweise werden externe Kundendaten und Projektvorga-ben in die Prozesskette integriert. – durch standardisierte Daten und Dokumente. Dazu gehören projekt- und kundenspezifische, aber auch übergreifend definierte Vorlagen. Beispiele sind fer-tigungsrelevante Zeichnungen, Auswertungen und Stücklisten. Das vereinfacht die Weiterverarbeitung von Daten und ermög-licht die Wiederverwendung von Projektergebnissen in ähnli-
chen Folgeprojekten. Eine solche Vorgehens-weise in der Konstruktion minimiert den Aufwand in der Projektierung erheblich. Per Tastendruck lassen sich dann in Folge
Dokumentenarten wie etwa Fertigungs-zeichnungen und Stücklisten gene-
rieren. Somit entfällt der manuelle Aufwand für das Erstellen die-
ser Dokumente. Das verhin-dert zugleich Fehler, deren Behebung wiederum sehr viel Z e i t kostet. Insbesondere
dann, wenn sie erst spät of-
EFFEKTIVES ELEKTRO-ENGINEERING
fenbar werden. Das durchgängige Datenmanagement mit dem Ziel der Standardisierung verringert also nicht nur den Projektie-rungsaufwand, sondern steigert auch die Qualität.
Effizienzgewinne sind greifbar
Die Beratungspraxis der Consultants von Eplan zeigt, dass auch kleinere Sondermaschinenbauer und Schaltanlagenbauer erhebliche Einsparungen erzielen können, wenn sie auf einheit-liche, projektübergreifende Standards, Dokumente, Formate und
Prozesse zurückgreifen. Auf dem Weg zur Standardisierung ist der sinnvolle erste Schritt eine exakte Analyse des Ist-Zustan-des, aus der sich zentrale Handlungsfelder und Potenziale für die Kosten- und Effizienzoptimierung ergeben. Lösungsanbieter Eplan bietet hier individuelle Consulting-Dienstleistungen an. Vor Ort stellen Berater im Unternehmen fest, wie die Abläufe
beispielsweise eines Maschinenbauers im Engineering optimiert werden können. Ziel ist es immer eine höhere Prozess- und Produktqualität – verbunden mit
der Einsparung von Kosten und Zeit. ☐
TEXT: Birgit Hagelschuer, Eplan BILDER: Eplan; iStock, hardik pethani
Schaltpläne für Maschinen und Anlagen können mehrere tausend Seiten umfassen. Entspre-chend aufwendig ist die Elektroplanung. Und in Folge ist auch das Potenzial zur Effizienzstei-gerung sehr hoch. Greift der Planer schon in der Entwurfsphase auf moderne CAD/CAE-Tools zurück, so kann er standardisierte Vorlageprojekte nutzen. Auch Module beziehungsweise Makros für Funktionsbausteine lassen sich verwenden.
36INDUSTR.com
I NDUSTR I ELLE S O F T WA RELÖ S UN GEN
„Im Engineering sorgt eine durchdachte Standardisierung für messbare Effizienzgewinne – unter der Voraussetzung, dass auch die Konstruktionsmethodik entsprechend angepasst wird.“Uwe Harder, Leiter Consulting, Eplan

WSCAD SUITE XNEXT GENERATION ELECTRICAL CAD
Demoversion testen!www.wscad.com
35.000 zufriedene Anwender,CAE-Gesamtlösung für Engineering,
Fertigung & Instandhaltung mit Augmented Reality App und
1,3 Millionen Artikeldaten auf www.wscaduniverse.com
Rufen Sie uns an - kostenlose Beratung unter +49 (0)8131 36 27-98
WSCAD auf der ISH Frankfurt, Halle 10.3/B92,eltefa Stuttgart, Halle 10/C12 und mit kostenlosen Workshops auf dem Automatisierungstreff 2019
Mit aktuellen Web-Standards wie HTML5, CSS3 und Java-Script ermöglicht das Engineering-Tool Lasal VisuDesigner von Sigmatek das einfache Erstellen hardwareplattform-unab-hängiger, bedienerfreundlicher Visualisierungslösungen mit optimierter Anzeige auf verschiedenen HMI-Geräten.
Diese laufen durch einen optimierten Browser auch auf weniger leistungsfähiger Hardware flüssig. Projektierung und Konfiguration der grafischen Oberflächen erfolgen unter Ver-wendung moderner Design-Themes und vorgefertigter Be-dien- und Anzeigeelemente (Controls). Diese Elemente lassen sich im grafischen Editor zu Funktionseinheiten gruppieren und wiederverwenden. Auch die Logik hinter den grafischen Elementen kann ohne Programmierkenntnisse aus Bausteinen komfortabel zusammengesetzt werden. Da Optik und Logik der Controls getrennt sind, lassen sich Visualisierungsprojekte in vielen Darstellungsvarianten erstellen.
Das HMI-Tool ist als modulares Baukastensystem aufge-baut und unterstützt auch Multitouch-Interaktionen. Es bietet Spezialisten alle Freiheiten, die Web-Technik zu nutzen. Indi-viduell gestaltete Grafiken und Controls, Animationen, Videos und Audiodateien lassen sich einfach einbinden. Bei Maschi-nenkonzepten mit Optionsmodulen können die Parametersät-ze der tatsächlich vorhandenen Maschinenmodule nachgela-den werden. Dadurch gestattet der Lasal VisuDesigner eine dynamische Berücksichtigung von Ausstattungsvarianten und bietet so die Voraussetzung für Maschinen mit der Fähigkeit zu Plug & Produce. Der VisuDesigner ist Teil der Engineering Suite Lasal. Alle Automatisierungsaufgaben können auf der Entwicklungsplattform realisiert werden: Ablaufprogrammie-rung (Class), Visualisierung (Screen und neu webbasiert mit dem VisuDesigner), Motion Control (Motion), Safety (Safety-Designer) sowie Diagnose, Fernwartung (Service) und Daten-austausch via OPC UA. ☐
Webbasierte Visualisierungslösung
Konfigurieren statt Programmieren
TEXT: Ingrid Traintiner, Sigmatek BILD: Sigmatek
Moderne Webtechnologien komfortabel in der Visualisierung nutzen? Mit dem entsprechenden HMI-Tool ist genau das möglich.

38INDUSTR.com
R O BOT I K & H A N D L I N G
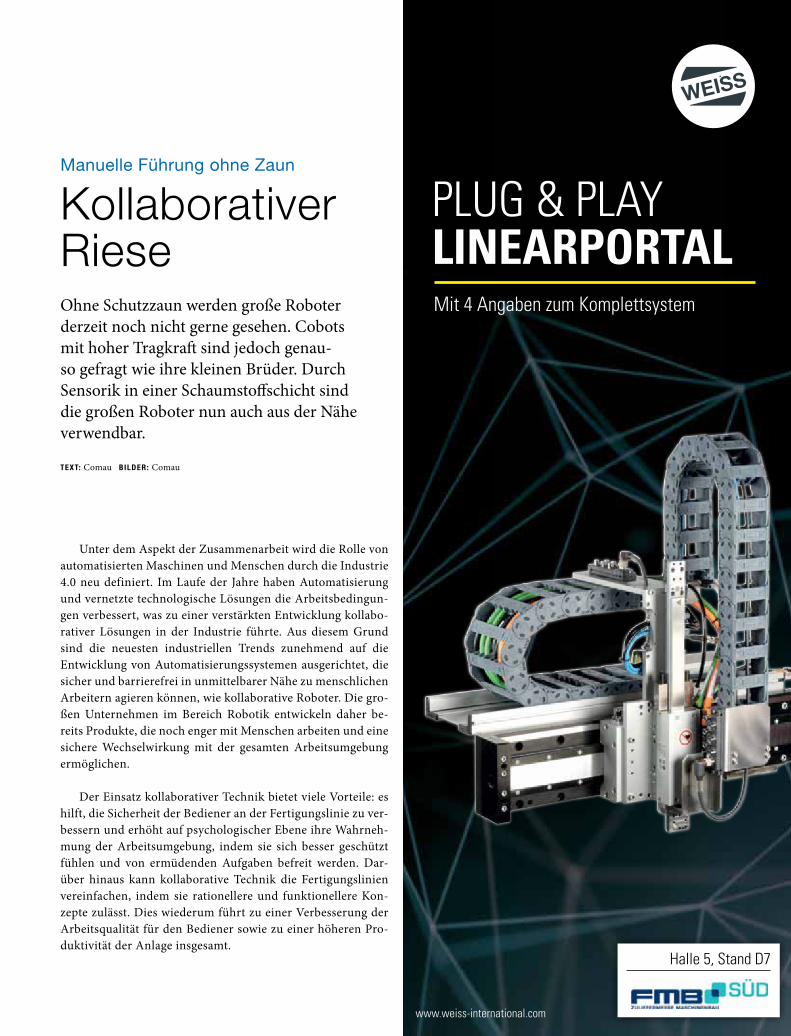
Manuelle Führung ohne Zaun
Kollaborativer Riese
Unter dem Aspekt der Zusammenarbeit wird die Rolle von automatisierten Maschinen und Menschen durch die Industrie 4.0 neu definiert. Im Laufe der Jahre haben Automatisierung und vernetzte technologische Lösungen die Arbeitsbedingun-gen verbessert, was zu einer verstärkten Entwicklung kollabo-rativer Lösungen in der Industrie führte. Aus diesem Grund sind die neuesten industriellen Trends zunehmend auf die Entwicklung von Automatisierungssystemen ausgerichtet, die sicher und barrierefrei in unmittelbarer Nähe zu menschlichen Arbeitern agieren können, wie kollaborative Roboter. Die gro-ßen Unternehmen im Bereich Robotik entwickeln daher be-reits Produkte, die noch enger mit Menschen arbeiten und eine sichere Wechselwirkung mit der gesamten Arbeitsumgebung ermöglichen.
Der Einsatz kollaborativer Technik bietet viele Vorteile: es hilft, die Sicherheit der Bediener an der Fertigungslinie zu ver-bessern und erhöht auf psychologischer Ebene ihre Wahrneh-mung der Arbeitsumgebung, indem sie sich besser geschützt fühlen und von ermüdenden Aufgaben befreit werden. Dar-über hinaus kann kollaborative Technik die Fertigungslinien vereinfachen, indem sie rationellere und funktionellere Kon-zepte zulässt. Dies wiederum führt zu einer Verbesserung der Arbeitsqualität für den Bediener sowie zu einer höheren Pro-duktivität der Anlage insgesamt.
TEXT: Comau BILDER: Comau
Ohne Schutzzaun werden große Roboter derzeit noch nicht gerne gesehen. Cobots mit hoher Tragkraft sind jedoch genau-so gefragt wie ihre kleinen Brüder. Durch Sensorik in einer Schaumstoffschicht sind die großen Roboter nun auch aus der Nähe verwendbar.
www.weiss-international.com
Halle 5, Stand D7
Mit 4 Angaben zum Komplettsystem
PLUG & PLAYLINEARPORTAL

Achtung, Mensch in der Nähe
Allgemein betrachtet unterschei-den sich kollaborative Roboter nicht von herkömmlichen anthropomorphen Robotern, sondern sind lediglich kolla-borative Varianten davon. Sie brauchen keine spezielle Software, um auf gemein-same Weise zu agieren, erfordern jedoch bestimmte Technologien, die es ihnen ermöglichen, ihre Aufgaben zu erledigen und zugleich jederzeit die Anwesenheit eines menschlichen Bedieners in ihrem Operationsbereich zu erkennen.
AURA – Advanced Use Robotic Arm – ist ein Beispiel für einen kollaborati-ven Roboter: es handelt sich dabei um ein von Comau entwickeltes Produkt, das erstmals eine echte Zusammenarbeit zwischen Robotern mit hoher Tragkraft von 170 kg und Menschen realisiert. AURA-Roboter sind mit Sensoren aus-gerüstet, die sich unter einer schützen-den Schaumstoffschicht befinden, um absolute Sicherheit zu gewährleisten. Mit Hilfe dieser Sensoren kann AURA gleichzeitig sowohl die Nähe einer Per-son – oder einer anderen Automations-
komponente – als auch den Kontakt der Person wahrnehmen.
Sensible Haut
Mit Hilfe von Laserscannern ermit-telt das System die jeweilige Position anwesender Personen, so dass die Bewe-gung des Roboters auf dynamische Wei-se bis zum Stillstand verlangsamt werden kann, wenn er in die unmittelbare Nähe einer Person gelangt oder sie tatsächlich berührt. Und das ist noch nicht alles. Wenn AURA berührt wird, stoppt er die Bewegung und kann je nach den Erfor-dernissen des Bedieners reagieren.
Insgesamt kombiniert AURA den Einsatz von sechs Sicherheitsprüfun-gen sowie wahrnehmender und voraus-schauender Systeme. Durch die enge Zusammenarbeit mit Bedienern kann der AURA-Roboter die Arbeit für den Menschen erheblich erleichtern, indem er ihn direkt bei der Ausführung be-schwerlicher und ermüdender Arbeiten unterstützt. Auf diese Weise können Menschen Aktivitäten mit höherer Wert-schöpfung erledigen.
Anmeldung: ibhsoftec.automation-workshops.deoder Anmeldung unter:
www.automatisierungstreff.com/workshops
AWS2019_72x275_Schildknecht_Motiv_03.indd 1 28.01.19 10:44
Durch die intelligente Sensorik in der Schaumstoffhaut des Roboters, ist eine
Hand-in-Hand-Arbeit mit dem Menschen möglich.
40INDUSTR.com

Ein Roboter wie der AURA ist fle-xibel genug, um mit kollaborativen Abläufen jeder Art zurechtzukommen, und kann je nach Bedarf sowohl in ei-nem kollaborativen als auch in einem nicht-kollaborativen High-Speed-Mo-dus benutzt werden. Ein weiteres Merk-mal, das für eine verbesserte Robo-ter-Bediener-Interaktion sorgt, ist die Anwendungsfreundlichkeit. AURA lässt sich über eine intuitive Schnittstelle leicht programmieren und verfügt über eine manuelle Führung sowie manuelle Berührungssysteme, mit deren Hilfe der Bediener neue Verhaltensstrategien für den Roboter entwickeln kann, um spezi-elle Anforderungen zu erfüllen.
Kollaboratives Denken
Schließlich muss betont werden, dass kollaborative Robotertechnik nicht auf Roboter allein beschränkt ist. Man soll-te eher an zusammenwirkende Arbeits-zellen denken. Zukünftig muss jede In-dustrieeinheit an sich kollaborativ wer-den, indem spezielle Technologien und Werkzeuge verwendet werden, um eine umfassende Wechselbeziehung zwischen
den darin arbeitenden Menschen und Maschinen zu ermöglichen.
Derzeit werden die meisten Roboter in einer Industrieumgebung tatsächlich üblicherweise in robotisierten Zellen und prozessintegrierten Lösungen ein-gesetzt. Die konventionellen Roboter oder Roboterarme, die nicht für eine Zu-sammenarbeit mit Menschen geeignet sind, befinden sich hinter Barrieren mit Sensoren, oder Zellen, um die Sicherheit menschlicher Arbeiter gemäß den Vor-schriften NR10 und NR12 der ISO 14001 sicherzustellen.
Im Kern sollen industrielle Roboter in betrieblichen Bereichen agieren, da-mit Menschen weniger schwere, ermü-dende und gefährliche Arbeiten erledi-gen können. Gleichzeitig sollen sie nicht nur die Risiken mindern, sondern auch das Produktionsniveau aufrechterhalten, wie beispielsweise Reproduzierbarkeit, Schnelligkeit, Präzision und Qualität. Heute erleben wir, dass die Technik noch weiter geht und die Zusammenarbeit zwischen Mensch und Maschine ermög-licht. Das ist echte Kollaboration. ☐
afag.com
Besuchen Sie uns am Stand 103 in Halle B1
Für jede Anwendung das passende YZ Handlingsystem. Unsere neuen Systeme EPS giga YZ und EPS tera YZ ergänzen die Afag Palette, der mittlerweile neun YZ-Standard- systeme im höheren Kraftbereich.
EPS giga YZ & EPS tera YZ
› Kürzeste Taktzeiten durch Gewichtskompensation
› Bewegung von Nutzlasten bis 20 kg mit einer Genauigkeit von +/-0,02 mm
› Spitzenkräfte bis 1024 N
› Niedrigste Standardsysteme ihrer Klasse bei Z-Hub von 500 mm inkl. Energiekette
› Schmale Baubreite von nur 180 mm inklusive Energiekette, Wegmesssystem und Gewichts- ausgleich
41INDUSTR.com
R O BOT I K & H A N D L I N G

Mit smarten Sensoren schnell zum digitalen Antrieb
Ohne Motoren, Pumpen und Stehlager läuft einfach nichts in der Produktion: kein Förderband, keine Werkzeugmaschine, keine Mühlen, kein Mischer, kein Extruder, kein Lüfter… die Lis-te lässt sich beliebig erweitern. Elektrische Antriebsstränge fin-den sich unzählbar in jedem Fertigungsbetrieb. Dabei sind die industriellen Motoren und Pumpen echte Arbeitspferde, durch-schnittlich verrichten sie ihre Arbeit 10 bis 20 Jahre im Dauerbe-trieb. Das alleine macht die Digitalisierung der Antriebstechnik schon schwer genug. Denn Vernetzung, Industrial Ethernet und das Sammeln und Auswerten von Betriebsdaten stand damals noch nicht wirklich auf der Agenda von Maschinenbauern und Anlagenbetreibern. Entsprechend aufwendig gestaltet sich eine nachträgliche Digitalisierung alter Antriebstechnik. Genau aus dem Grund werden die meisten Antriebe nicht überwacht und rein reaktiv gewartet, denn ein komplexes Retrofitting in einer heterogenen Landschaft macht wirtschaftlich meist keinen Sinn.
Digitalisierung der Antriebe spart Geld
Die Vorteile der Digitalisierung der Antriebstechnik sind aber eindeutig: Stillstandzeiten lassen sich damit dramatisch reduzie-ren. Gleichzeitig wird die Lebensdauer der Motoren und Pumpen durch den Betrieb in der idealen Lastkurve verlängert und der Energieverbrauch lässt sich so senken reduziert. Anlagenbetreiber können die Ergebnisse der analytischen Zustandsüberwachung,
Auswahlkriterien bei der Zustandsüberwachung
wie die Ausfallwahrscheinlichkeit eines Motors, in ihre Wartungs-planung effektiv einbinden. Denn durch die Auswertung der Da-ten, wie die Verläufe der Vibrationen oder Temperatur, lassen sich über Cloud-Dienste Vorhersagen mit hoher Wahrscheinlichkeit treffen, wann ein Motor ausfällt. Instandhalter haben dann die Möglichkeit, proaktiv statt reaktiv zu handeln und beispielsweise Produktionspausen oder Umrüstvorgänge von Maschinen für ei-nen anstehenden Motorentausch zu nutzen.
Werden von vielen Motoren oder Pumpen deren Daten über längere Zeiträume gesammelt und mit weiteren Produktionsda-ten korreliert, so ermöglicht diese Big Data Analytics eine anla-genweite Optimierung des Betriebs und des Energieverbrauchs.
Desweiteren können Maschinenbauer durch die Digitalisie-rung der verbauten Antriebe zusätzliche Geschäftsmodelle gene-rieren. Beispielsweise ist so eine proaktive und zustandsbasierte Wartung als Dienstleistung für die Kunden möglich.
Wildwuchs an Lösungen
In den meisten Fällen bleibt die ordnungsgemäße Wartung von elektrischen Antriebssträngen aber eine Kosten- und Exper-tise-Herausforderung: Diagnoseausrüstung muss günstig, schnell im Einsatz und simpel in der Benutzung sein – so zumindest der
TEXT: Christian Vilsbeck, A&D BILDER: ABB
Fällt ein Antrieb unverhofft aus, steht im ungünstigsten Fall die ganze Produktion. Trotzdem erfolgt die Wartung der meisten Mo-toren, Pumpen oder Stehlager noch immer reaktiv. Warum? Alte und neue Antriebe sind im Mischbetrieb, es gibt keine einheitli-chen Schnittstellen und Diagnosemöglichkeiten. Eine digitalisierte Instandhaltung würde Unmengen an Geld, Aufwand und Ressour-cen kosten. Doch mit smarten Sensoren gibt es eine einfache und günstige Lösung, die auch noch voll skalierbar ist – wenn bestimm-te Kriterien beachtet werden.
42INDUSTR.com
AN T RE I BEN & BEWEGEN
Doch in der Praxis muss die Digitalisierung bei einer Vielzahl von Antrieben verschiedener Hersteller und Generationen sowie bei der vorhandenen Infrastruktur funktionieren.
Smarte Sensoren als ideale Lösung
Als ideale Lösung für die Digitalisierung beliebiger Antriebe erweisen sich intelligente Sensoren, mit denen sich die Daten un-abhängig von der vorhandenen Infrastruktur sammeln und ana-lysieren lassen. Diese Sensoren werden beispielsweise direkt am Motor befestigt, um den Gesundheitszustand permanent zu über-wachen. Ein sogenannter „Smart Sensor“ ist für den Motor wie ein Fitnessarmband, das seine Daten für die weitere Analyse beispiels-weise in der Cloud zur Verfügung stellt. Mit einer intelligent gelös-ten Sensortechnologie lassen sich einfach, günstig und schnell die Vorteile der Digitalisierung von Antrieben nutzen.
Aber wie bei jeder Lösung müssen sich Anwender fragen, eig-net sich die smarte Sensorlösung für die eigene Umgebung und lassen sich damit auch künftige Anforderungen realisieren. Denn die Auswahl verfügbarer „Smart Sensor Lösungen“ wird zuneh-mend unübersichtlich. Idealerweise „funken“ smarte Sensoren in die Cloud und das Wartungspersonal erhält über Apps und Web-portale eine optimale Informationsbasis, sodass Ausfälle vermie-den und Wartungsmaßnahmen effizient gestaltet werden können.
Wunsch. Zugleich fehlen einheitlich durchgesetzte Industriestan-dards zu Kommunikationsprotokollen, Software-Architekturen und -Schnittstellen. Das macht aus der digitalen Instandhaltung ei-nen Wildwuchs, der schwer zu handhaben ist. Gleichzeitig werden von Anbietern von Automatisierungslösungen sowie IIoT-Dienst-leistern natürlich viele Lösungen für eine „einfache, effektive und schnelle“ Digitalisierung von Antrieben, Maschinen und ganzen Anlagen versprochen.
Doch worauf kommt es ganz pragmatisch bei der Digitalisie-rung von Antrieben an? Es geht zuallererst darum, die Daten ei-nes Motors oder einer Pumpe zu sammeln. Und die Daten sind ja schon vorhanden, sie müssen nur abgegriffen werden. Jedes Gerät produziert Schwingungen und erzeugt einen Temperaturverlauf, egal ob es sich um einen 20 Jahre alten Niederstrommotor oder ein aktuelles Modell handelt. Doch wie kommt man am einfachs-ten an diese Daten? Moderne Antriebslösungen wie beispielswei-se ABB Ability Condition Monitoring für den Antriebsstrang liefern die relevanten Daten bereits direkt über den Frequenzumrichter. Hier wird auf moderne Kommunikationsstandards wie Industrial Ethernet gesetzt, so dass Anwender über ihr Produktionsnetz-werk einen einfachen und direkten Zugriff auf die Daten haben.
Für Neuanschaffungen oder bei einem Generationswechsel einer Maschine lohnt auf jeden Fall moderne Antriebstechnik.
43INDUSTR.com

dem Anwender sofort Diagnoseinformationen anzeigen. Erkennt der Sensor ein Problem, gibt er eine Warnung aus. Der User kann dann über eine App auf dem Smartphone oder über ein Webportal die Trenddaten einsehen und weitere Informationen über das Be-triebsprofil des Antriebs erhalten.
3. Autarke Architektur und sicherer Betrieb
Die Smart Sensor Lösung für Antriebe muss autark arbeiten können. Darum sollte ein Produkt ausgewählt werden, das auf ei-ne eigene Sensor-Gateway-Kommunikation setzt und einfach per USB-Modem ins Netz funken kann, ohne das Produktionsnetz-werk zu tangieren. Denn jeder Eingriff in eingespielte Systeme und Abläufe kann Probleme verursachen und öffnet potenzielle Si-cherheitslücken. Idealerweise kommuniziert ein Smart Sensor ver-schlüsselt über Bluetooth mit einem Smartphone, Tablet oder ei-nem separaten Gateway. Über diese Geräte erfolgt dann wieder um eine verschlüsselte Kommunikation mit der Cloud für die Analyse der Daten. Unterstützt der Smart Sensor Bluetooth Low Energy, so garantiert das auch eine lange Batterielebensdauer. Ein Tausch der Batterien sollte nur alle 3 bis 5 Jahre notwendig sein, damit der Sensor möglichst lange ohne Wartung seinen Dienst verrichten kann – länger sind smarte Sensorlösungen durch die technologi-sche Weiterentwicklung auch selten im Einsatz.
4. Herstellerunabhängigkeit
Die wenigsten Maschinenbauer oder Produktionsbetriebe nut-zen Antriebstechnik nur von einem Hersteller. Entsprechend muss eine Smart Sensor Lösung herstellerunabhängig arbeiten. Dabei gilt es darauf zu achten, dass die Sensorlösung nicht auf die Mo-toren, Pumpen oder Lager des Sensorherstellers optimiert ist und bei Konkurrenzprodukten nur eine eingeschränkte Analysefunkti-onalität liefert.
Auswahlkriterien für Smart Sensor Lösung
Wie lassen sich kostengünstig und bequem Motoren überwa-chen? Und wie begibt man sich gleichzeitig nicht in eine Sackgasse und achtet auf einen ganzheitlichen Blick bei der Digitalisierung der Antriebe? Werden folgende Auswahlkriterien beachtet, dann sind Unternehmen bei der Digitalisierung ihrer Antriebe mit einer Smart Sensor Lösung auf der sicheren Seite:
1. Einfache Installation
Eine Smart Sensor Lösung muss sich auf allen gängigen Motortypen und -gehäusen einfach montieren lassen - egal ob Gusseisen, Aluminium, gerippter Rahmen oder TEFC (Totally Enclosed, Fan-Cooled). Meist erstreckt sich die statistische Mas-se der wartungsrelevanten Motoren in den Bereichen 160-450 IEC sowie 140-449 NEMA. Die Montage des Smart Sensors darf nur wenige Minuten dauern, bauliche Anpassungen sind ebenso we-nig notwendig wie eine externe Stromversorgung und somit eine Verkabelung. Der Aufwand muss minimal sein - auch bei Pumpen und Stehlagern. Der Tausch des Sensors darf ebenfalls nur wenige Handgriffen erfordern, damit Anwender problemlos auf eine aktu-ellere Variante mit neuen Funktionen setzen können.
2. Schnelle Inbetriebnahme
Neben der einfachen, mechanischen Installation muss auch die Inbetriebnahme ohne Fachkenntnisse oder Spezialequipment möglich sein. Hierfür eignet sich idealerweise das Smartphone mit einer App des Sensor-Herstellers. Nach einer Kontoerstellung und der Verbindung mit dem Smart Sensor sind nur noch die Motor- oder Pumpenstammdaten vom Typenschild einzugeben. Die Lö-sung für die Zustandsüberwachung des Antriebs darf keine wei-teren komplexen oder aufwendigen Schritte erfordern und muss
44INDUSTR.com
AN T RE I BEN & BEWEGEN
Ganzheitliche Smart Sensor Lösungen wie von ABB gibt
es nicht nur für Motoren, sondern auch für Stehlager.
5. Vollständigkeit
Der Vorteil einer Smart Sensor Lösung ist der schnelle, un-komplizierte und günstige Einstieg in die Zustandsüberwachung. Allerdings darf die Sensorlösung nicht nur in einem eigenen ge-schlossenen Ökosystem funktionieren, sondern muss sich auch in ein ganzheitliches Digitalisierungskonzept einbinden lassen. Wird beispielsweise für Neuinstallationen von Antrieben als Lö-sung ABB Ability Condition Monitoring für den Antriebsstrang verwendet, so sammeln bereits die Frequenzumrichter Motorda-ten für die Zustandsüberwachung. Ideal ist dann, wenn die Da-tenqualität durch den Smart Sensor zusätzlich unterstützt werden kann und eine gemeinsame Cloud-Plattform für die Datenanalyse dient. Außerdem können durch die Kombination von intelligenten Sensoren und moderner Antriebstechnik nicht nur Teilaggregate, sondern komplette Antriebsstränge überwacht werden. Für einen ganzheitlichen Ansatz der Zustandsüberwachung bietet die Smart Sensor Lösung von ABB alle Voraussetzungen. Und weil je nach Branche und Anwendung neben Motoren auch Pumpen und Lager im Einsatz sind, bietet der Hersteller den Smart Sensor auch für diese Komponenten an. Dadurch lassen sich ganzheitlich weitere produktionskritische Elemente überwachen.
6. Ampelsystem
Neben der Darstellung der zeitlichen Verläufe der Parameter des Motors oder der Pumpe muss ein Smart Sensor für den An-wender den Gesundheitszustand über ein Ampelsystem graphisch darstellen. Rot steht für ein kritisches Problem, das sofort beho-ben werden muss; Gelb zeigt an, dass ein Problem besteht, aber es ausreicht, die Wartung erst im Rahmen der nächsten geplanten Abschaltung durchzuführen; und Grün bedeutet, dass alles in Ord-nung ist und der Motor normal läuft. Natürlich sind die Einflüsse auf die Antriebsstränge komplex und sehr unterschiedlich, aber die
Instandhaltung erhält ein Raster zur Orientierung, was sich in der Masse planerisch sehr bemerkbar macht.
7. Kostengünstig
Im Kleinen alles komplett kennenlernen, im Großen ausbauen ohne Risiko – so ist das ideale Szenario bei Digitalisierungsprojek-ten. Dieser Ansatz muss auch für Smart Sensor Lösungen gelten. Mit einer geringen Investition von wenigen hundert Euro für einen Smart Sensor soll der User schnell und ohne Schulungsaufwand das gesamte System verstehen und anwenden können.
8. Skalierbarkeit
Neben einem günstigen Einstieg müssen Unternehmen mit der Smart Sensor Lösung von einer Test installation auf eine beliebig hohe Anzahl an Messstellen bei Motoren, Pumpen oder Lagern problemlos skalieren können. Die entsprechende Cloud-Plattform muss für die Visualisierung und Big-Data-Analyse einer hohen Anzahl von Datenströmen ausgelegt sein.
9. Offenheit
Fertige Apps und Dashboards auf Webportalen sind für kleine und mittelständische Unternehmen ideal, weil sie dann keinen ei-genen Entwicklungsaufwand haben. Größere Kunden mit gewach-senen und eigenen Systemen (ERP, MES, Leittechnik, Cloud-Platt-form) benötigen aber offene Schnittstellen der digitalen Antriebs-lösungen. Darum muss auch eine Smart Sensor Lösung eine API für den Datenaustausch zu Drittsystemen anbieten. ☐
Erfahren Sie mehr über die Smart Sensor Lösung von ABB im Webinar „In wenigen Schritten zum digitalisierten Antrieb“ am 26. Februar. Anmeldung unter bit.ly/2FNJrVh
45INDUSTR.com
Pumpen lassen sich mit dem Smart Sensor
ebenfalls einfach überwachen.
Motorrollenmodul als intelligentes Puffersystem
Individuell getaktete Fördersysteme halten den zuvor definierten Abstand zwischen einzelnen Produkten oder Kartons und verhindern gleichzeitig, dass es durch ein etwaiges Aufeinanderstoßen zu ungewollten Beschädigungen kommt. Doch wie genau lassen sich Förderbänder so präzise takten? Mit dem neuen G20 ZPA Motorrollenmodul von Pepperl+Fuchs, kurz für zero pressure accumulation, lässt sich die Paketzufuhr auf Fördersystemen exakt an den Takt der abgeführten Pakete anpassen – individuell und ohne aufwändige Programmierung. Das neu entwickelte Modul kommt laut Hersteller ganz ohne Feldbusinfrastruktur, Steuerung, spezielles Werkzeug oder zusätzliche Kabel aus
Kollisionsfreie Fördertechnik
und will darüber hinaus besonders kosteneffizient sein.
Intelligentes Plug & Play Modul
Die Integration des G20 ZPA Moduls gestaltet sich denkbar einfach: Ganz ohne spezielles Werkzeug lassen sich die einzelnen Module per Durchdringungstechnik und mithilfe von PiercingDornen flexibel in ein Flachkabel eindrücken. Bei Bedarf können sie zudem über den Einschwenkmechanismus jederzeit anders positioniert werden. Das ermöglicht beispielsweise den Aufbau modularer Fördersegmente, die erst am Einsatzort in Betrieb genommen werden können. Alle hierfür benötig
TEXT: Dr. Konrad Kern, Pepperl+Fuchs BILDER: Pepperl+ Fuchs; iStock, Baretsky
Besonders beim Transport schwerer oder zerbrechlicher Waren und bei Anwendungen, die manuelle Arbeitsschritte erfordern, erleichtert eine staudrucklose Förderung die Arbeit am Förder
band maßgeblich. Ein intelligentes Puffersystem ermöglicht die Realisierung per Plug & Play.
ten Anschlüsse sind bereits im schlanken Modul verbaut, welches sich direkt in die Trägerschiene montieren lässt und für ein übersichtliches Anlagendesign sorgt.
Automatische Nachbarschaftserkennung
Die integrierte Logik ermöglicht eine schnelle Inbetriebnahme per Plug & Play und ermöglicht die automatische Nachbarschaftserkennung inklusive der Ansteuerung von angeschlossenen Motoren, ohne zusätzliche Geräte oder Programmierung. Über drei Drehwahlschalter können Anwender die Geschwindigkeit und die Drehrichtung bestimmen und einen von
AN T RE I BEN & BEWEGEN
46INDUSTR.com
Best of Test ... chainflex®
.de/chainflex
Mio. Hübe getestet76 Test 3089
Ethernet-Leitung
● 1.350 Typen, bis 7 Preisklassen● Ab Lager, ab 1 m, ohne Schnittkosten● Mit 2.750 m2 größtes Labor der Branche
● Konfektioniert oder als Meterware● Online Lebensdauer berechnen ● 36 Monate Garantie
motion plastics® ... for longer life Tel. 02203-9649-800 [email protected]
Besuchen Sie uns: FMB, Augsburg – Stand F16 | all about automation, Friedrichshafen – Halle C Stand 210
D-1223-Ethernet 210x98M.indd 1 23.01.19 13:26

nen. Gleichzeitig sorgen fünf Start- und Stopprampen für ein sanftes Anfahren und Abbremsen der Förderbänder und schonen damit langfristig die Rollenge-triebe. Auch in puncto Integration bietet das Modul große Freiheiten, da das Gerät völlig feldbusunabhängig arbeitet und die Einbindung von bis zu 256 Modulen in ei-ner Reihe gestattet.
Highlights G20 ZPA Moduls
Die Vorteile des Motorrollenmoduls von Pepperl+Fuchs lassen sich wie folgt
sieben Betriebsmodi wählen. Optional kann zur Inbetriebnahme und Diagnose der ZPA-Analyzer als Monitoring-Tool verwendet werden. Der ZPA-Analyzer ge-neriert automatisch eine Auflistung sämt-licher Geräte inklusive aller Einstellungen.
Effiziente Förderanlagen
Das neue G20 ZPA Modul steuert Rollen nur im Bedarfsfall an und versetzt diese ansonsten in einen sogenannten Schlafmodus, sodass Anlagenbetreiber ihre Energiekosten deutlich senken kön-
Das Modul G20 ZPA steuert Rollen nur im
Bedarfsfall an und versetzt sie ansonsten in
einen Ruhemodus.
zusammenfassen: Die Lösung für die stau-drucklose Förderung in der Lager- und Fördertechnik ermöglicht durch die inte-grierte Logik eine Plug & Play Inbetrieb-nahme ohne zusätzliche Geräte, Steuerung und Programmierung.
Die Integration erfolgt dabei vollstän-dig feldbusunabhängig per Durchdrin-gungstechnik. Dies wiederum erlaubt eine flexible Positionierung und Repositionie-rung der Module. Der ZPA Analyzer als zusätzliches Monitoring-Tool optional er-hältlich. ☐
Best of Test ... chainflex®
.de/chainflex
Mio. Hübe getestet76 Test 3089
Ethernet-Leitung
● 1.350 Typen, bis 7 Preisklassen● Ab Lager, ab 1 m, ohne Schnittkosten● Mit 2.750 m2 größtes Labor der Branche
● Konfektioniert oder als Meterware● Online Lebensdauer berechnen ● 36 Monate Garantie
motion plastics® ... for longer life Tel. 02203-9649-800 [email protected]
Besuchen Sie uns: FMB, Augsburg – Stand F16 | all about automation, Friedrichshafen – Halle C Stand 210
D-1223-Ethernet 210x98M.indd 1 23.01.19 13:26
Stromausfall ohne Crash
Achsen stets unter Kontrolle
Ganz gleich, welchen Prozess Sie gerade angesto-ßen haben, ob Sie drehen, fräsen oder biegen oder in welcher Form Sie auch immer ein Werkstück bearbei-ten: bei einem Netzausfall soll der Arbeitsschritt noch schnell abgeschlossen und das Werkzeug aus dem Werkstück herausgefahren werden. Dies erreicht man in der Regel mit einer externen unterbrechungsfreien Stromversorgung – oder mit einer cleveren Automati-sierungslösung.
DC-Bus als Energiespeicher
Hierfür hat LTI Motion das intelligente Ether-CAT-basierte Automatisierungssystem SystemOne CM entwickelt. Es besteht aus der Steuerung Motion One CM, der zentralen Einspeiseeinheit und den anreihba-ren Mehrachsreglern ServoOne CM. Der gemeinsame DC-Bus dient als Energiespeicher – auch bei Netzaus-fall. Es können hier externe Kapazitäten angeschlossen werden, um den Speicher zu vergrößern.
Die zweifelsohne größte Energiemenge erreicht man jedoch durch generatorisches Abbremsen einer rotierenden Masse. So kann der Kunde durch eine cle-vere Programmierung seiner Maschinensteuerung das System bei Netzausfall kurzfristig am Leben erhalten
TEXT: Oliver Klees, LTI Motion
BILDER: LTI Motion; iStock, MongkolChuewong
Stellen Sie sich vor: Beim Bohren eines Lochs in ein Werkstück fällt der Strom aus und der Bohrer bricht daraufhin ab. Das ist ärgerlich und teuer. Dank einer clever-en Automatisierungslösung lassen sich solche Arbeiten trotzdem zu Ende führen.
Mit dem Automatisierungssystem
SystemOne CM sorgt LTI Motion dafür,
dass sich Netzausfälle in der Produktion
kompensieren lassen.
oder kontrolliert herunterfahren, zum Beispiel durch Abbremsen einer schnell rotierenden Spindel. Diese Funktion ist besonders in Schwellenländern wichtig, in denen mehrere Netzausfälle im Sekundenbereich an der Tagesordnung sind.
Netzausfall ohne Konsequenzen
Dem besonderen Netzteil ist es zu verdanken, dass überhaupt der Betrieb bei einem Netzausfall mög-lich ist. Die Steuerspannung wird aus einem Hoch-volt-Netzteil gewonnen, welches aus dem gemeinsa-men DC-Bus gespeist wird. Dieses Konzept gewähr-leistet, dass die Steuerspannung für die Antriebsregler sowie für die zentrale Steuerung bis zum Stillsetzen des letzten Antriebs vorhanden ist.
Höchste Regelungsperformance, dreifache Über-last für hohe Motordynamik und kompakte Abmes-sungen zeichnen das Automatisierungssystem aus. Auch in der Steuerungstechnik will das SystemOne CM Maßstäbe setzen: Die integrierte Steuerung Mo-tionOne CM ist mit ihren skalierbaren Prozessor-leistungen wie Intel Atom mit 1,3 GHz bis Intel Core i3 mit 2,2 GHz für einfache bis hoch anspruchsvolle Steuerungsaufgaben gerüstet. ☐
The World’s Strongest Man
Eddie Hall
Unsere neue Servoregler-Generation!Perfekt für Applikationen mit hoher Dynamik und hohen Spitzenmomenten. Digitax HD bietet eine Höchstleistung nach der anderen in einem winzigen Gehäuse; gerade mal 40mm breit, um es genau zu sagen. Minimale Größe, größtmögliche Performance. Ihre Vorteile: Kostenersparnis und geringerer Raumbedarf. Ein Spitzenantrieb von einem Antriebsspezialisten.
www.digitaxhd.com
ANTRIEBSSPEZIALIST SEIT 1973
DER NEUE SERVO DIGITAX HD...
all about automation in Friedrichshafen
Die Automatisierungsmesse all about automation bietet ein Messekonzept, bei dem sich der Besucher mit wenig Zeitauf-wand gut und übersichtlich informiert. Dabei zeichnet sich die Messe durch ihren Praxisbezug aus. Heute umsetzbare Lösun-gen von der Komponente bis hin zum System werden direkt auf den Messeständen besprochen. Unter dem Titel ‚Im Fokus‘ rücken die all about automation Messen viel diskutierte The-men und Anwendungsfelder der industriellen Automation in den Blickpunkt der Besucher. Entsprechend legen die all about automation Messen 2019 den Schwerpunkt auf die Themen Industrielle Kommunikation, Industrial Internet of Things, Safety und Security sowie Normen und Vorschriften. Hinzu kommen die Anwendungsfelder Handling, Robotik, MRK und der Schaltschrank- und Schaltanlagenbau.
Trendthema IIoT
Als ein großer Wachstumstreiber der nächsten Jahre wird das Industrielle Internet der Dinge (IIoT) angesehen. Hohe In-vestitionen in IIoT werden getätigt. Wer allerdings auf die fal-sche Strategie setzt, läuft Gefahr, viel Geld zu verbrennen. Auf der all about automation präsentieren sich Lösungspartner, die IIoT-Projekte erfolgreich von der Idee über die Vernetzung bis hin zur Datenanalyse und Visualisierung umsetzen. „Vorträ-ge und face-to-face Gespräche mit praxisbezogener Beratung ergänzen sich auf der Messe optimal. Alles in allem wird so
LÖSUNGEN IM FOKUS
dem Messebesucher der all about automation ein attraktives Informationspaket zu den Chancen und Fallstricken des IIoT geboten“, kommentiert Tanja Waglöhner, Geschäftsführerin beim Messeveranstalter.
Dienstleistungen & Engineering
Auf der Messe sind über 60 Unternehmen, die sich dem Bereich Dienstleistungen und Engineering für die Automati-on zuordnen. Direkt aus der internationalen Bodenseeregion sind zum Beispiel mit einem Messestand vertreten: AuTeWe, Walter Böhler Steuerungen, CNC-Automation Würfel, Escad Automation, futronic automation, Glaess Software & Automa-tion, m:uv, Rey Automation und Waitkus Engineering.
Die wachsende all about automation in Friedrichshafen hat wieder viele Neuzugänge, die erstmals als Aussteller dabei sind: unter anderem Afag Automation, connyun, Conta-Clip Verbindungstechnik, Dina Electronic, Elmeko, Hebotec, HMS Industrial Networks, KEB Automation, maxon motor, Pfan-nenberg, PIL Sensoren, Toshiba, Tsubaki Kabelschlepp, Vision & Control und WEG Germany.
Alle Besucherinformationen wie Aussteller, Details zur Talk Lounge mit allen Vorträgen und die Vortragszeiten sind auf www.automation-friedrichshafen.com abrufbar. ☐
TEXT: Christian Vilsbeck, A&D BILDER: charmewedd.de; eventfotograf.in
Am 12. und 13. März 2019 geht die all about automation in Friedrichshafen an den Start. Über 200 Aussteller präsentieren in der internationalen Bodenseeregion Systeme, Komponenten, Soft-ware und Engineering für industrielle Automation und industrielle Kommunikation.
50INDUSTR.com
EVEN T S & M ES S EN

INDUSTR I ELLE K O M M UN I K AT I O N
INDUSTRIAL INTERNET OF THINGS
BIL
D-S
PON
SO
R: T
E C
ON
NEC
TIVI
TY
Technologietrends für die
effizient vernetztHochgradig und Konnektivität von morgen S. 52
Technologietrends für die Konnektivität von morgen
Um die intelligenten Fabriken der Zukunft zu betreiben, sind Konnektivitätslösungen gefragt, die auf engem Raum und möglichst energieeffizient hohe Datenraten liefern – und das sicher und in Echtzeit. Für eine individuelle Fertigung gemäß Industrie 4.0 und bis hin zu Losgröße Eins wird die Kommunikation zwischen Geräten, Maschinen und Anlagen auf Feldebene deutlich intensiver ausfallen als bisher – ein Blick auf Technologietrends und aktuelle Entwicklungen.
Kleiner, einfacher, leichter und kostengünstiger
Single Pair Ethernet (SPE) ist ein neuer Ansatz für eine verbesserte Konnektivität, der die Zukunft der Industrie maßgeblich prägen wird. Statt zwei oder vier Leitungspaaren zur Übertragung von Strom und Daten werden künftig zwei Leitungen ausreichen – Energie kann dank PoDL (Power over data line) über dieselbe Doppelader geliefert werden. Die Vorteile einer solchen Technologie liegen auf der Hand: kompaktere Steckverbinder und deutlich weniger Verkabelungsaufwand und kosten. Industrial Ethernet wird damit auch in Bereiche vordringen, wo es bisher kaum oder gar nicht eingesetzt wurde, etwa zur Anbindung und Stromversorgung von Geräten, Sensoren und Aktoren auf Feldebene.
Für den AutomotiveBereich wurden bereits Standards in IEEE 802.3 definiert, so dass die Technologie einsatzfähig ist und nach und nach ältere Bussysteme wie etwa CAN ersetzen kann. Im nächsten Schritt wird auch die Fabrikautomation von den Vorteilen von SPE profitieren. TE Connectivity (TE) arbeitet aktiv in den entsprechenden Gremien mit – unter anderem im Unterkomitee IEC/SC 48B „Electrical connectors“, das sich auch mit SPESteckverbindern befasst, – um Anforderungen und Prüfungen für solche Steckverbinder zu definieren. Mit der aktuell in IEEE 802.3cg entwickelten Ergänzung „10BASET1L“ sind Übertragungsraten bis 10 Mbit pro Sekunde über ein einzelnes Adernpaar bis zu einer Länge von 1.000 Metern möglich – erste standardkonforme Steckverbinder werden in
Hochgradig und effizient vernetzt
diesem Jahr erwartet. Bereits verfügbar ist „1000BASET1“, das 1 Gbit pro Sekunde bei einer Bandbreite von 600 MHz liefern kann. TE setzt hier auf eine offene Auslegung der Steckverbinder mit zwei zusätzlichen Kontakten, die mit Strömen oberhalb des PoDLLimits eine höhere Energie übertragen können.
Quantensprung in der Drahtloskommunikation
Ein zweiter entscheidender Schritt hin zu einer hochgradig vernetzten Welt wird 5G sein, der Mobilfunkstandard der fünften Generation. Auf mindestens drei Ebenen wird 5G eine Revolution in Sachen Konnektivität einläuten: Erstens Geschwindigkeit: 5G erlaubt bis zu 100fach höhere Übertragungsraten als der bisher schnellste Standard LTE. Zweitens Interkonnektivität: 5G bietet ein Vielfaches an Vernetzungspunkten zwischen Maschinen – bis zu 1.000 Mal mehr Verbindungen als bisher. Und drittens Latenzzeit: Mehr als eine Millisekunde ist für einige Applikationen eine inakzeptable Verzögerung– das gehört mit 5G der Vergangenheit an.
TE beschäftigt sich intensiv mit 5G aus der Perspektive der Infrastruktur und besonders im Bereich Antennensysteme, sowohl bei festinstallierten Systemen als auch im Automobilbereich. War eine Antenne früher ein passives elektromechanisches Bauteil, wird sie künftig zu einer smarten Komponente der 5GInfrastruktur. Kunden von TE entwickeln neue Empfangsgeräte und Basisstationen, um den Weg hin zu mehr Kon
TEXT: Sascha Lambauer, TE Connectivity BILD: iStock, undefined
Megatrends wie das autonome Fahren, das Internet der Dinge (IoT) und Industrie 4.0 setzen eine leistungsfähige und ressourcenschonende Datenkommunikation voraus, um Technik intelligenter und komfortabler zu machen. Neue Technologien wie Single Pair Ethernet und 5G sowie immer kleinere und leistungsfähigere Sensoren bereiten den Weg für eine vernetzte Welt, in der Mehrwert aus einem hohen Grad an Interkonnektivät entsteht.
52INDUSTR.com
Smart Home und Fahrzeugkonnektivität. Bezogen auf Indus-trieanwendungen führt die Sensorisierung zu einer effizien-teren, präziseren und weniger fehleranfälligen Fertigung von Produkten mit höherer Qualität. TE Connectivity stellt für alle diese Bereiche spezifische Lösungen bereit, vom ultrakleinen Drucksensor für tragbare Geräte über Feuchtesensoren zur Raumklimabestimmung bis hin zum kombinierten Tempera-tur-, Luftfeuchte- und Drucksensor für die Umfelderkennung von Fahrzeugen. Die gesammelten Daten schaffen die Voraus-setzung für mehr Komfort, höheren Automatisierungsgrad und innovative Dienstleistungen und Geschäftsmodelle.
Im industriellen Umfeld sind Sensoren unverzichtbar für die Sicherheit von Menschen, den Maschinenschutz, die vor-ausschauende Wartung und die Bestandsüberwachung – Letz-teres etwa bei in flüssiger Form vorgehaltenen Ausgangsstof-fen in der Prozessindustrie. Ein neues, für die Zukunft sehr wichtiges Feld ist die Überwachung von Datenspeichern. Die Menge der weltweit übertragenen und gespeicherten Daten übersteigt nicht nur längst die Vorstellungskraft – sie wird auch zunehmend zur Gefahr: Dann nämlich, wenn Speicher-bausteine Ziel von Angriffen werden und damit sensible In-formationen drohen, verloren zu gehen. Neue Sensoren von TE sorgen auch hier für effizienten Speicherschutz bei sehr geringem Energieverbrauch.
Jede Verbindung zählt
Was Verkehrsverbindungen für das 20. Jahrhundert gewe-sen sind, sind Datenströme für das laufende – nicht umsonst spricht man von Daten als dem Öl des 21. Jahrhunderts. TE Connectivity leistet mit seinen Produkten einen wichtigen Beitrag, um Konnektivität leistungsfähiger, kostengünstiger und ressourceneffizienter zu gestalten – und das in nahezu jedem Bereich, vom autonomen Fahren über die intelligente Infrastruktur in Gebäuden bis hin zur Sensorisierung und Di-gitalisierung der Industrie. ☐
nekti-vität zu
bahnen. Au-tonom fahrende
Autos, sich selbst op-timierende Gebäude und
eine vernetzte Welt voller innovativer IoT-Anwendungen
werden die Lebensqualität von Milli-onen von Menschen verbessern.
Komfort, Effizienz und Sicherheit
Wo wir gerade vom IoT sprechen: Die Voraussetzung da-für wie auch für Industrie 4.0 sind leistungsfähige Sensoren, die klein, robust und stromsparend sind. Millionenfach einge-setzt, werden sie zur Basis neuer Anwendungen wie Wearables,
53INDUSTR.com
INDUST R I ELLE K O M M UN I K AT I O N

Physikalische Prüfkriterien für stabile Produktions-Netzwerke
Im Vergleich zu seriellen Feldbus-sen liegt der Vorteil von Ethernet-ba-sierten Systemen klar auf der Hand: Einfacheres Engineering, höhere Da-tenraten, skalierbare Echtzeitfähigkeit sowie mehr Möglichkeiten und Flexibi-lität bei der Netzwerkarchitektur. Auf-grund der Verwendung der bewährten Ethernet-Technologie sind IP-basierte industrielle Netzwerke prinzipbedingt sehr robust gegenüber Störeinflüssen. Dennoch kann es auch hier zu uner-warteten Ausfällen kommen. Bei Ether-net-basierten Systemen wie Profinet gestaltet sich die Fehlersuche im Ver-gleich zu klassischen Feldbussystemen schwieriger, da die Frequenzen von Nutzsignal und Störgröße oft im selben Bereich liegen.
Kostenlos per App prüfen
Bei der Abnahme solcher Systeme nach einer Neuinstallation oder Anla-generweiterung scheiden sich allerdings die Geister. Die Einen gehen davon aus, man könne auf eine Abnahme komplett verzichten, wenn man prinzipiell nur zertifizierte Kabel, Leitungen, Steck-verbinder und Geräte miteinander ver-bindet. Das andere Extrem sind Mei-nungen, dass jede Leitung aufwendig vermessen werden muss, was sehr hohe Kosten verursacht.
TEXT: Gerhard Bäurle für IVG Göhringer BILDER: IVG Göhringer; iStock, smartboy10
Ethernet-basierte Netzwerke wie Profinet erfreuen sich wachsender Beliebtheit. Das liegt nicht nur an den deutlich höheren Übertragungsraten im Vergleich zu seriellen Feldbussen, sondern auch an der größeren Flexibilität. Die Topologie lässt sich nahezu beliebig erweitern und verschiedene Protokolle laufen parallel innerhalb eines Netzwerks. Bei der Betrachtung der EMV zeigt sich jedoch, dass hinter der neuen Technologie deutlich mehr steckt als der schlichte Wechsel von seriell auf Ethernet.
Obwohl die Profibus Nutzerorga-nisation klare Vorgaben zur Abnahme von Profinet macht, sind im Feld je nach An wender unterschiedliche Las-tenhefte mit mehr oder weniger Unge-
reimtheiten anzutreffen. „Ein großer Unsinn ist beispielsweise, wenn laut
Lastenheft bereits zertifi-zierte, industriell gefertigte
Profinet-Leitungen noch einmal mit dem Kabelzertifizierer geprüft
werden müssen“, stellt Hans-Ludwig Göhringer von IVG Göhringer fest. IVG Göhringer hat sich über viele Jahre ein umfassendes Know-how im Bereich der Instandhaltung von industriellen Netzwerk- und Feldbusinstallationen angeeignet. Das Unternehmen wird häufig als Troubleshooter zu Anlagen gerufen, die aufgrund von Netzwerk-problemen ausgefallen sind. Zudem bietet IVG Göhringer Schulungen zur Instandhaltung von Netzwerken und Bussystemen an.
Konstruktive Mängel beseitigen
Bei der Suche nach den Ursachen für die Störungen sollte erste Blick auf die konstruktiven Mängel gerichtet werden:
54INDUSTR.com
I NDUST R I ELLE K O M M UN I K AT I O N

werkleitung und setzen diese außer Funktion“. Nach der Erfahrung von IVG Göhringer lassen sich die meisten dieser Fehler durch eine visuelle Inspektion beziehungsweise Sichtkontrolle finden.
Damit dies vom Anwender selber durchgeführt werden kann, wurde ein standardisiertes Abnahmekonzept für Netzwerkinstallationen und Feldbus-systeme entwickelt. Als softwarege-stütztes Verfahren gibt die IVGNetApp dem Anwender einen strukturierten und fundierten Prozess vor und unter-stützt damit eine systematische Vorge-hensweise. Ziel war es, dem Anwender einfache Checklisten und Werkzeuge an die Hand zu geben, mit denen er eine strukturierte Abnahme machen kann – ohne dass er ein ausgewiesener Netzwerkspezialist ist und viele tausend Euro in Messgeräte und Schulungen in-vestieren muss.
Die IVGNetApp ist über den Google Playstore kostenfrei erhältlich. Per Tab-let und App kann das Anlagenpersonal die geführte Sichtprüfung selber durch-führen und beheben. Optional bietet IVG Göhringer als Dienstleistung eine kostenpflichtige Auswertung anhand der erfassten Daten an. Diese umfasst
– Minderwertige Steckverbinder statt Industriequalität
– Schirm nur einseitig aufgelegt – Schirm per Pigtail angeschlossen,
statt flächig verbunden – Fehlender oder unzureichend di-
mensionierter Potenzialausgleich – Fehlende Trennung zwischen Strom-
und Datenleitungen – Sternförmige Erdung und unsym-
metrische Stromversorgung
In der heutigen Praxis wird auch zu-nehmend mehr Wert auf ein EMV-ge-rechtes Anlagendesign gelegt wird.
Tablet-gestützte Sichtprüfung
Beim Aufbau oder bei der Erwei-terung von Netzwerken gibt es viele Möglichkeiten Fehler zu machen, bei-spielsweise bei der Schirmauflage, der Zugentlastung oder beim Potenzialaus-gleich. „Auf Erdungsprobleme treffen wir recht häufig“, berichtet Hans-Lud-wig Göhringer aus seiner Tätigkeit als Troubleshooter und erläutert dazu: „Für die Störsicherheit von Netzwerkin-stallationen sind eine gute Erdung und ein optimaler Potenzialausgleich enorm wichtig. Andernfalls fließen Ausgleich-ströme über die Schirmung der Netz-
Die IVGNetApp ermöglicht eine systematische Vorgehensweise bei der
Sichtprüfung.
ONE BUS FITS ALL
www.sercos.de
Sercos = Real-Time + IoT.
Das ist die Sercos®-Welt.
Besuchen Sie uns auf der HMI 2019, Halle 9, Stand A06
Sercos_Anzeige_OBFA_72x275_A&D_01_02_19.indd 1 25.01.19 09:25
55INDUSTR.com

eine detaillierte Auswertung mit ausführlichen Hinweisen und Expertentipps zur Fehlerbeseitigung im Netzwerk.
Schirmleitung wesentlich
Die EMV-Fehler haben mit über 50 Prozent den höchs-ten Anteil über alle Fehlerkategorien hinweg. Die wichtigs-te Maßnahme zum Schutz von Maschinen und Anlagen vor elektromagnetischen Störungen ist eine ordnungsgemäße Schirmleitung und Schirmanbindung. Dazu gehört eine flä-chige Schirmauflage und Erdung an beiden Enden. In der Praxis ist hin und wieder zu sehen, dass der Schirm, ähnlich
wie die Signalleitungen, nur punktförmig angelötet ist. Die Abschirmung erfüllt ihren Zweck nur gut, wenn sie unter-brechungsfrei und durchgängig geschlossen ist und zudem gut leitend mit der Funktionserde verbunden ist. Mit metal-lischen Kabeldurchführungen wird verhindert, dass hochfre-quente Störungen in Steuerungen und Schaltschränke ein-dringen. „Manchmal wird der Schirm nur einseitig aufgelegt, mit dem Argument, dann könne auf dem Schirm kein Strom fließen“, berichtet Hans-Ludwig Göhringer aus der Praxis und erläutert weiter: „Das gilt nur bei magnetischen Feldern. Ein hoher Schirmstrom lässt auf einen fehlenden Potenzial-ausgleich schließen – dort muss der Hebel angesetzt werden.
Ohne Zugentlastung wirken Zugkräfte direkt auf die Schneidklem-
men, was zu Problemen führen kann.
Durch fehlerhafte Erdungskonzepte können Schirmströme entste-
hen, welche die Datenübertragung stören.
Kleinster Multiprotokoll SoC mit zusätzlichem Cortex-M4 Applikationsprozessor
Integrierte Security-Funktionen für sichere Feld- und Cloud-Konnektivität
Unterstützt alle Industrial Ethernet-, Feldbus- und IIoT-Standards
Energieeffizienter SoC mit geringster Verlustleistung
NETX 90 ...IT'S ALL YOU NEED!
www.hilscher.com/netX90
ON SALE NOW!
netX 90 Anwender-Workshop – Melden Sie sich noch heute an unter: automatisierungstreff.com/hilscherBesuchen Sie uns auf der embedded world 2019: Halle 1, Stand 454
RZ_AZ_Hilscher_netX 90_210x98_A&D_1_02_2019.indd 1 07.01.19 10:43
I NDUST R I ELLE K O M M UN I K AT I O N

Schirmströme messen
Schirmströme können verschiedene Ursachen haben. Die häufigsten sind ein nicht ordnungsgemäß ausgeführter Potenzialausgleich oder lange unsymmetrische Motorkabel. Unabhängig von der Ursache können zu hohe Schirmströme Geräte zerstören, wenn der Strom über deren Masse abgelei-tet wird oder die Datenübertragung beeinflussen, wenn das entstehende Magnetfeld auf die Datensignale wirkt. Deshalb gehört zur Sichtprüfung mit der IVGNetApp auch die Mes-sung der Schirmströme. Die App bewertet den Stromverlauf entlang einer Linie anhand von Grenzwerten und macht so die kritischen Stellen der Erdungsstruktur sichtbar.
Fehler vermeiden
Wenn über die Hälfte der Fehler EMV-Fehler sind, wird klar, dass bei der Installation des Netzwerks hinsichtlich Zu-gentlastung, Abschirmung, Potenzialausgleich und Auswahl des Kabeltyps sauber gearbeitet werden muss. Die Abnahme sollte entsprechend den Vorgaben der PNO erfolgen. Der Einsatz eines Kabelzertifizieres ist nur sinnvoll, wenn von MAC-Adresse zu MAC-Adresse gemessen wird – über alle Zwischenstecker, Buchsen und Verlängerungen hinweg. Viele Lastenhefte können allein dadurch verbessert werden, dass ge-nau und eindeutig beschrieben wird, wie die Messungen erfol-gen müssen. ☐
Kleinster Multiprotokoll SoC mit zusätzlichem Cortex-M4 Applikationsprozessor
Integrierte Security-Funktionen für sichere Feld- und Cloud-Konnektivität
Unterstützt alle Industrial Ethernet-, Feldbus- und IIoT-Standards
Energieeffizienter SoC mit geringster Verlustleistung
NETX 90 ...IT'S ALL YOU NEED!
www.hilscher.com/netX90
ON SALE NOW!
netX 90 Anwender-Workshop – Melden Sie sich noch heute an unter: automatisierungstreff.com/hilscherBesuchen Sie uns auf der embedded world 2019: Halle 1, Stand 454
RZ_AZ_Hilscher_netX 90_210x98_A&D_1_02_2019.indd 1 07.01.19 10:43

Vorteile offener Steuerungsplattformen mit Linux
Bei Werkzeugmaschinen, in Produktionsstraßen, egal wo in Automatisierungsszenarien: Steuerungssysteme halten alles am Laufen und sorgen für die korrekte Ausführung der Fertigungs-schritte. Doch diese SPSen sind zugeschnitten für dedizierte Auf-gaben, sie enthalten proprietäre und geschlossene Software, An-passungen sind nur sehr begrenzt über Parameter möglich. Für fixe und stets gleiche Aufgaben reichte das lange aus, doch bei immer flexibler werdenden Produktionen und kleineren Losgrö-ßen müssen auch Steuerungssysteme flexibel sein.
Und genau deshalb setzen moderne Steuerungsplattformen auf Offenheit und nutzen das Open Source Betriebssystem Linux als Grundlage. Ein Grundgedanke von Open Source und Linux ist die freie Verfügbarkeit und die Anpassbarkeit des Codes. Ent-wickler müssen nicht mehr mit geschlossenen Systemen kämpfen, teuer und aufwendig notwendige Anpassungen realisieren. Denn ein offener Quellcode lässt sich leicht ändern und verhindert die teure Abhängigkeit von einem Hersteller. Die Offenheit auf Basis von Open Source ermöglicht auch einfacher neuartige Denk- und Vermarktungsansätze für Daten, Produkte und Dienste. Soll die Steuerung morgen beispielsweise einen OPC-UA-Server zur Ver-fügung stellen, so kann fertiger Open Source Code dafür einfach verwendet werden. Das gilt auch für Implementation wie Ma-chine Learning Algorithmen oder Visualisierungsaufgaben.
Open Source in der Automatisierung
Automatisierer setzen auf Open Source
Für diese Flexibilität und Zukunftsfähigkeit setzen sowohl Maschinenbauer als auch Verantwortliche von Produktionsbe-trieben zunehmend auf offene Steuerungsplattformen. Dies un-terstreicht auch eine Umfrage von A&D mit 363 Teilnehmern aus der Automatisierungsbranche: Zirka zwei Drittel sehen eine hohe Leistungsfähigkeit für künftige Anwendungen, die Steuerung als offene Kommunikationszentrale mit Cloud-Connectivity sowie die Unterstützung beliebiger Programmier-/Entwicklungstools als entscheidend an. Extrem relevant ist den Teilnehmern das Thema „No Vendor Lock-in“: Knapp 80 Prozent fordern offene Schnittstellen bei einer Steuerungsplattform, um den Integrati-onsaufwand in der eigenen Umgebung zu reduzieren.
Beim Thema Open Source merkt man die gespaltene Haltung der Teilnehmer an, weil hier noch viel Unwissenheit herrscht. Während zwei Drittel den Austausch über Community-Platt-formen und offenen sowie frei verfügbaren Quellcode als sehr hilfreich und längst überfällig ansehen, favorisieren noch zirka ein Drittel bewährte SPS-Lösungen mit proprietärer Technik – bei Steuerungsaufgaben wird offenen Community-Lösungen oft nicht vertraut. Allerdings erfolgt hier zunehmend ein Umdenken, denn durch offenen Quellcode erlangen beispielsweise Herstel-
TEXT: Christian Vilsbeck, A&D BILD: iStock, mindscanner
Open Source ist von zentraler Bedeutung für Industrie 4.0 und das IoT. Leistungsfähige und offene Steuerungsplattfor-men nutzen ein Open Source Linux als Basis. Diese Offenheit ermöglicht die Verwendung von freier Software für individu-elle Steuerungsaufgaben oder Applikationen. Das minimiert nicht nur die Entwicklungskosten und Risiken, sondern erhöht die Flexibilität für sich ändernde Produktionsbedin-gungen und macht die Komplexität durch Einsatz vorhande-ner Lösungen beherrschbar. Die Vorteile überwiegen, wenn wichtige Rahmenbedingungen berücksichtigt werden.
58INDUSTR.com
ST EUERUN GS T EC H N I K
bereitgestellt. Die Community hilft bei Problemen, erwartet aber auch die eigene Beteiligung an Lösungen. Und hier liegt auch ein Hauptgrund darin, warum zunehmend ein Umdenken bei Automatisierern erfolgt. Denn durch den frei zugänglichen Quellcode erreichen Open Source Programme in der Regel eine viel höhere Anzahl
von Entwicklern im Vergleich zu proprietärer und geschlossener Software von Herstellern. Die Qualität und Laufzeitstabilität ist deshalb bei Open Source Programmen meist höher als bei kommerzieller Software vieler Anbieter. Und gerade diese Faktoren sind im industriellen Einsatz von entscheidender Bedeutung.
Sowohl für Entwickler als auch Unternehmen lohnt deshalb eine aktive Beteiligung in der Community. Werden bei Open Source Projekten, die selbst im Einsatz sind, Hilfestellungen, Bugreports und Erweiterungen in die Repositories zurückgespielt, so profitieren alle davon. Die Komponenten werden sicherer, erhalten regelmäßige Updates und bieten eine höhere Qualität.
Security und Rechtesystem bei Open Source
Ein weiterer Vorteil von Open Source Linux gegenüber anderen Betriebssystemen ist das Thema Rechteverwaltung und Si
ler von Werkzeugmaschinen die uneingeschränkte Kontrolle über ihre Maschinen sie wissen genau, wann die Steuerung was und wie ausführt. Bei proprietären Steuerungssystemen gibt es diese Einblicke und Kontrolle nicht. Hinzu kommt eine uneingeschränkte Langzeitverfügbarkeit des Codes, der ständig den eigenen Bedürfnissen und Sicherheitsanforderungen angepasst werden kann. So vermeiden Hersteller auch die Abhängigkeit von Produktabkündigungen eingesetzter Steuerungssysteme.
Community und Repositories
Linux zählt inzwischen zum verbreitetsten Betriebssystem moderner Steuerungen und von IoTGeräten. Durch das offene Betriebssystem erhalten Anwender die Möglichkeit, Steuerungsaufgaben durch klassische IEC61131Bibliotheken ebenso zu realisieren wie auch durch Einbindung von OpenSourcePaketen oder direkter Programmierung mit C/C++. Durch das Open Source Konzept stehen inzwischen für nahezu jede Aufgabe oder Funktion fertige Programme und Quellcode für die Individualisierung zur Verfügung. Durch die LinuxCommunity werden die Programme, Bibliotheken und Quellcodes ständig weiterentwickelt und in neuen Varianten in frei zugänglichen Repositories wie zum Beispiel auf der Plattform GitHub zum Download
59INDUSTR.com

cherheit. Linux bietet eine sehr granular und individuell anpass-bare Rechteverwaltung, um unterschiedlichen Benutzern jeweils angepasste Zugriffsrechte zu erteilen. Die strenge Rechtevergabe sowie die User- und Gruppenverwaltung erlauben beispielsweise den Schutz der Konfigurationsdateien und Steuerungseinstellun-gen vor unbefugten Zugriff oder unbeabsichtigten Änderungen. So kann ein Maschinenbediener durch entsprechende Rechtever-gabe keine Änderungen der Prozessparameter vornehmen – er sieht und darf genau das, was ihm zugewiesen wurde.
Eine strenge Rechteverwaltung schützt das Betriebssystem auch zusätzlich von Cyberangriffen. Gerade das Thema Security ist bei den zunehmend vernetzten Steuerungssystemen immens wichtig. Viele marktübliche und auf Industrie-PCs basierende Steuerungen verwenden Windows als Betriebssystem – mit dem Effekt, dass regelmäßig Sicherheits-Updates eingespielt werden müssen. Gerade in Produktionsumgebungen bedeutet das Un-terbrechungen und kann unerwünschte Nebeneffekte hervorru-fen. Auf Linux basierend gibt es aber speziell gehärtete Kernel mit „Security by Design“. Das Betriebssystem erlangt zusätzliche Sicherheit durch Reduktion: es gibt nur Code, der für die er-wünschten Aufgaben erforderlich ist. Nicht notwendige Software, welche zusätzliche Angriffsvektoren liefern könnte, wird so erst gar nicht auf das System aufgespielt. Ein weiterer Vorteil ergibt sich beim Auftauchen neuer Sicherheitslücken in Open Source Bibliotheken und freien Programmen. Durch die Offenheit lassen sich schnell entsprechende Patches der Community einspielen – man ist nicht auf den Fix des Herstellers angewiesen, der unter Umständen lange auf sich warten lässt.
Entwickler können jederzeit auch selbst auf Datenbanken wie die bekannte National Vulnerability Database zurückgreifen, und recherchieren, ob es für selbst verwendete Komponenten aktuelle Schwachstellen gibt.
Lizenzen – Open Source ist nicht Open Source
Wird von Open Source oder freier Software gesprochen, so denkt man an frei verfügbar und keine Lizenzgebühren – aber
auch keine Pflichten? Letzteres stimmt nicht, denn bei der Ver-wendung von Open Source sind trotzdem Lizenzbedingungen zu beachten und gegebenenfalls zu klären. Müssen also eigene Programme, die auf Open Source Code basieren, weiter frei ver-fügbar sein? Und darf für die eigene Verwendung Closed Source gemacht und diese Programme kommerziell vertrieben werden?
Im Prinzip sind die Unterschiede zwischen den verschie-denen Open Source-Lizenzen wie GPL (GNU General Public License) oder BSD (Berkeley Software Distribution) bei der in-ternen Verwendung im Unternehmen nur geringfügig. Ein Auge sollten Anwender allerdings auf die Lizenzbedingungen werfen, wenn die Open Source Software weiterentwickelt – beispielsweise für spezielle Steuerungsaufgaben in einer Verpackungsmaschi-ne – und diese dann vertrieben wird. Hier unterscheiden Open Source Programmen zwischen den Lizenztypen „Copyleft“ und „Non-Copyleft“. Verwendet ein Hersteller Open Source Code auf Basis einer Copyleft-Lizenz wie bei der bekannten GPL, so muss der überarbeitete und veränderte Code ebenfalls wieder unter der ursprünglichen Lizenz für die Community freigegeben werden. Damit soll verhindert werden, dass Anwender oder Hersteller den überarbeiteten Quellcode mit veränderten Nutzungsbedin-gungen vertreiben. Anbieter von Automatisierungslösungen, die in ihrer Lösung beispielsweise Open Source Software mit Copy-left-Lizenz verwenden, müssen also genau prüfen, ob neben der Mitlieferung des Lizenztextes auch der bearbeitete Quellcode zur Verfügung gestellt werden muss. Beispielsweise fordern be-stimmte Copyleft-Lizenzen uneingeschränkt die Freigabe jeder bearbeiteten Version der Open Source Software. Es gibt aber auch moderate Copyleft-Varianten, die nur unter bestimmten Voraus-setzungen die Veröffentlichung des Quellcodes erfordern.
Anders verhält es sich beim Lizenztyp Non-Copyleft, unter dem etwa Software mit BSD-Lizenz fällt: Hier gibt es keine Vorga-ben für die Veröffentlichung eines überarbeiteten Codes. Anwen-der können also Software mit BSD-Lizenz für ihre Bedürfnisse weiterentwickeln und dann auch proprietär lizenzieren. Damit lassen sich dann kommerzielle Produkte entwickeln, der Quell-code muss nicht offengelegt werden, sondern ist nur eine Option.
60INDUSTR.com
ST EUERUN GS T EC H N I K
„Was ist freie Software? Denk’ an Redefreiheit, nicht Freibier!“
Richard Stallman, President Free Software Foundation und Initiator der Open Source Lizenz GPL

Beispielsweise haben so Entwickler von Apps für Linux-basie-rende Steuerungsplattformen die Möglichkeit, ihr geistiges Ei-gentum zu schützen und Geschäftsmodelle darauf basierend zu entwickeln. Open Source muss beim Lizenztyp Non-Copyleft al-so nicht Open Source bleiben. Als Beispiel baut Phoenix Contact bei der offenen Steuerungsplattform PLCnext Technology eben-falls auf ein Linux-Derivat mit einer Non-Copyleft Lizenz und lässt dem Anwender somit insgesamt mehr Freiheit, um deutlich einfacher eigene Denk- und Vermarktungsansätze realisieren zu können. Grundsätzlich lassen sich aber auch bei Copyleft-Li-zenzen kommerzielle Produkte entwickeln, allerdings eben mit strengeren Lizenzbedingungen.
Einfach gestaltet es sich, wenn Unternehmen Open Source Programme nur intern für bestimmte Aufgaben verwenden – und nicht weitergeben oder mit eigenen Produkten vertreiben. Dann erlauben fast alle Lizenzen von Open Source Programmen die Verwendung ohne weitere Pflichten oder Auflagen.
Achtung bei multiplen Lizenzen
Kombinieren Programmierer in einer Software Open Sour-ce Code und komplette Eigenentwicklungen, die nicht auf Open Source basieren, so kann es schnell einen Lizenzkonflikt geben. Denn gibt es für die Eigenentwicklung auch eigene Lizenzbedin-gungen, so dürfen diese nicht beispielsweise eine GPL-Lizenz aushebeln. Die eigene Lizenz darf nicht auf die komplette Soft-ware ausgeweitet werden, wenn diese Open Source Code enthält. In diesen Fällen muss in den Lizenzbestimmungen eine Differen-zierung erfolgen.
Auch bei der Kombination mehrerer Open-Source-Kompo-nenten ist auf Lizenzkompatibilität zu achten. Werden für ein neues Programm Quellcode-Fragmente verwendet, die auf ver-schiedenen Lizenztypen basieren, so muss die kombinierte Nut-zung von allen Lizenzen gestattet sein. Um bei der Verwendung und vor allem beim Vertrieb von Produkten, die Open Source Programme verwenden, rechtlich auf der sicheren Seite zu sein, sollten sich Anwender also zwingend mit den Lizenzbedingungen
vertraut machen und diese einhalten. Das kostet Zeit und beim Hinzuziehen rechtlicher Beratung auch Geld, die Vorteile durch die verfügbare Softwarebasis überwiegen aber deutlich.
Bedenken von Unternehmen, die Verwendung eines Linux-Betriebssystems mit Copyleft-Lizenz zwinge sie, eigene Entwicklungen ebenfalls unter dieser Lizenz offenlegen zu müs-sen, sind unbegründet. Vom Unternehmen selbst entwickelte Ap-plikationen werden in der Regel durch die Applikationsschnitt-stelle nach dem POSIX-Standard nicht als Erweiterung oder Än-derung des Linux-Kernels gesehen. Deshalb muss die entwickelte Software auch nicht unter der GPL des verwendeten Linux-Be-triebssystems offengelegt werden. Das geistige Eigentum eines Entwicklers oder Unternehmens bleibt geschützt.
Auf Vitalität von Open Source Projekten achten
Empfehlenswert bei der Auswahl von Open Source Software oder Quellcode ist die Beachtung der Vitalität eines Projektes: Wie viele aktive Entwickler arbeiten daran, wie hoch ist die An-zahl der Downloads und der Kommentare, wie viele Releases gibt es, wird das Projekt weiter gepflegt. Je mehr Aktivität rund um ein Open Source Projekt stattfindet, desto wertiger und nutzbrin-gender lässt sich die Software oder der Quellcode einstufen. Es gibt aber auch genügend Beispiele, wo nur ein einziger Entwickler an einem Open Source Projekt arbeitet und dies zur Verfügung stellt. Auch hier sind Anzahl der Nutzer, Kommentare und Fra-gen der Community ein Indiz für den Nutzwert des Projekts.
Die Verwendung von Open Source in Steuerungsplattformen und bei Automatisierungsprojekten ist nicht die Lösung aller Probleme. Allerdings können Unternehmen bei gezielter Ver-wendung hohe Kosten sparen und viel Entwicklungszeit sparen. Ein entscheidender Vorteil einer offenen und leistungsfähigen Steuerungsplattform auf Linux-Basis wie PLCnext Technology von Phoenix Contact ist aber die gewonnene Flexibilität und Zukunftsfähigkeit. Beispielsweise lassen sich über Open Source Projekte jederzeit Implementationen für Künstliche Intelligenz, Cloud-Connectivity oder Augmented Reality realisieren. ☐
61INDUSTR.com
„Die Neu- oder Weiterentwicklung von Software kann durch bestehende Open Source Software stark
vereinfacht und beschleunigt werden.“Dr. Frank Termer, Bereichsleiter Software, Bitkom e.V.
Embedded Computing und IoT-Systeme
Als Anbieter von Embedded-Computing- und IoT-Technologien müssen wir bei Weiter- und Neuentwicklungen bestehende Standards berücksichtigen, damit unsere Kunden unsere Produkte schnell und einfach in ihre Designs integrie-ren können. Das ist ohne Standards nicht möglich. Umgekehrt arbeiten wir an der Definition zahlreicher Standards mit, um zu gewährleisten, dass Innova-tionen einerseits bestehende, erfolgreiche Standards einhalten, andererseits technische Weiterentwicklungen in neue Standards einfließen.
B ILD: Kontron
Kontron ist in zahlreichen Standardi-sierungsgremien und Organisationen vertreten. Warum?
„Standardisiert, aber nicht nur von der Stange“Standards sind eine wesentliche Voraussetzung für die Adaption und Weiterentwicklung von Technologien. Sie gewährleisten, dass Komponenten, die Spezifikationen
gemäß bestimmter Standards erfüllen, kompatibel zueinander sind. Zu diesem Thema hat sich Norbert Hauser,
Vice President von Kontron, geäußert.
Was sind die wichtigsten Standards für Kontron?
Wir prüfen sehr genau, bei welchen Organisationen wir Mitglied werden und in welchen Gremien es sich lohnt, sich zu engagieren – immer mit dem Blick auf die Anforderungen unserer Kunden. Man darf nicht vergessen, dass Standar-disierung einen enormen Aufwand erfordert. Unsere Mitarbeiter müssen viel Zeit investieren, damit wir angemessen vertreten sind. In der PICMG unterstüt-zen wir neben COM Express auch CompactPCI mit den verschiedenen Form-faktoren sowie die standardisierte Middleware EAPI, welche wir bei Kontron mit einem erweiterten Funktionsumfang unter Kontron EAPI, kurz KEAPI, führen. Daneben sind wir in der VITA aktiv in den Bereichen VME und VPX, welche vorallem für Ruggedized Computing Einsatz finden. Für die Interfaces wie PCI, PCIe sind wir Mitglied der PCI-SIG. Im Rahmen der SGET-Mitgliedschaft unter-stützen wir den Modulstandard SMARC 2.0.
Wie entscheiden Sie, welche neue Stan-dards Kontron unterstützt?
Wir kennen die Anforderungen unserer Kunden genau. Wir erfahren sehr früh, was neue Themen sind und können gemeinsam mit den Kunden und unse-ren Experten einschätzen, ob es sich um einen kurzfristigen Hype oder einen echten, langfristigen Trend handelt. Danach entscheiden wir, ob es für uns, auf der grundlegenden Technikebene, wichtig ist, dass wir von Beginn an dabei sind. Zwei Beispiele für Aktivitäten im Bereich IoT: Seit Juli 2017 sind wir Mitglied der LoRa Alliance, der am schnellsten wachsenden Allianz mit über 500 Mitgliedern für die Entwicklung eines globalen Low Power Wide Area Network (LPWAN) Standards für Internet of Things. LPWAN ermöglichst IoT, Machine-to-Machine-Kommunikation, Smart City und industrielle Applikatio-nen. Wir unterstützen diesen Standard auf EN50155 zertifizierten Systemen >
62INDUSTR.com
I NDUST R I ELLE K O M M UN I K AT I O N

für die Bahntechnik mit unseren Kontron TRACe Produkten und der Kontron KBox-Familie für industrielle Anwendungen. Ein weiteres Beispiel: Zur Zeit bil-den sich zahlreiche Interessenverbände für Industrial IoT und Industrie 4.0. Wir beobachten sehr genau, was in diesen Verbänden diskutiert wird. Unabhängig davon ist der IEEE 802.1 TSN Standard für Time Sensitive Networking für uns enorm wichtig, denn hier müssen wir mit unseren Geräten technisch immer aktuell sein und alle Spezifikationen bis ins Detail kennen.
Kontron unterstützt einerseits OSADL im Bereich Open Echtzeit-Linux sowie OPC UA, setzt aber bei OPC UA auch auf eine enge Partnerschaft mit Microsoft, wie passt das zusammen?Das passt sehr gut zusammen, denn Microsoft unterstützt viele Open-Sour-ce-Projekte und bietet selbst Implementationen als Open-Source-Software ant. Wir denken, dass es darüberhinaus für die Verbreitung eines Standards wie OPC UA hilfreich ist, wenn mehrere alternative Open-Source-Plattformen angeboten werden. Dafür engagieren wir uns bei OSADL und Microsoft um den Standard möglichst schnell und breit im Markt zu etablieren.
Standards sorgen zwar für Einheitlichkeit, machen Produkte aber auch austausch-bar; wie kann sich ein Unternehmen differenzieren?Auch innerhalb der Standards gibt es noch mehr als genug Möglichkeiten, sich zu differenzieren: Ein wettbewerbsfähiger Preis ist natürlich ein wichtiges Kriterium, aber nicht das einzige. Die Qualität der Komponenten spielt eine Rolle, aber im industriellen Umfeld auch die Frage, wie lange Unternehmen Wartung, Service und Ersatzteile im Rahmen des Product-Lifecycle Manage-ments oder über spezielle individuelle Langzeit-Vereinbarungen garantieren können. Nicht zuletzt werden Software und Services auch im Hardware-Umfeld immer wichtiger. Hier kann Kontron neben individuellen BIOS Anpassungen und Middleware im Verbund mit S&T und S&T Technologies Kunden Software Consulting und Lösungen aus einer Hand für IIoT anbieten, wie es die meisten Embedded/IoT Anbieter nicht können, dazu gehören auch Cloud-Integrations-lösungen über die flexibel konfigurierbare IoT Software Framework SUSiEtec, die für die Verbindung von IoT und Prozessen sorgt.
Welche Rolle spielt das Partner-Ökosystem, wenn Kontron doch standardisierte Produkte verkauft?
☐>
>
PCAN-Explorer 6Professionelle Windows®-Software zur Steuerung und Überwachung von CAN-FD- und CAN-Bussen.
ab 510 €
PCAN-GatewaysLinux-basierende Module zur Verbindung weit entfernter CAN-Busse über IP-Netze.
ab 260 €
PCAN-GatewaysPCAN-GatewaysPCAN-GatewaysPCAN-Gateways
PCAN-PCI/104-Express FDCAN-FD-Interface für PCI/104-Express-Systeme. Erhältlich als Ein-, Zwei- und Vierkanalkarte inkl. Treiber für Windows® und Linux.
ab 290 €
PCAN-PCI/104-Express FD
Besuchen Sie uns inHalle 1, Stand 483
You CAN get it...Hardware und Software für CAN-Bus-Anwendungen…
All
e P
reis
e ve
rste
hen
sic
h z
zgl.
Mw
St.
, Po
rto
un
d V
erp
acku
ng
. Irr
tüm
er u
nd
tec
hn
isch
e Ä
nd
eru
ng
en v
orb
ehal
ten
.
www.peak-system.com
Otto-Röhm-Str. 6964293 Darmstadt / Germany
Tel.: +49 6151 8173-20Fax: +49 6151 8173-29
Unsere Kundenliste ist so differenziert wie unser Produktportfolio, wenn nicht sogar noch mehr. Das heißt, wir haben große OEM-Kunden, die hohe Stück-zahlen von Produkten von der Stange abnehmen, wie es in der Branche heißt. Hier sind Standards enorm wichtig, denn diese Kundengruppe vertraut darauf, dass unsere Komponenten, gegebenenfalls nach Zertifizierung, ohne Schwie-rigkeiten und weitere Prüfung über viele Jahre verbaut werden können. Hier sind Partner oft für die Logistik wichtig, aber nicht für die Technik. Im Gegen-satz dazu gibt es Kunden, die nach standardisierten Produkten verlangen, um sich in Bezug auf bestimmte Spezifikationen auf Kompatibilität verlassen zu können, gleichzeitig brauchen sie jedoch bestimmte Individualisierungen um unsere Komponenten verbauen zu können. Diese Individualisierungen bieten wir zum Teil selbst an, im Falle von kundenspezifischen Carrierentwicklungen und deren Fertigung sowie Integration unserer COMs ergänzen uns weltweit 20 Certified Design Partner in den jeweiligen Regionen.
63INDUSTR.com
Leistungsstarke Kleinsteuerung mit integrierten Multifunktions-I/Os
Mit dem Embedded-PLC CX7000 von Beck-hoff steht die komfortable und leistungsfähige TwinCAT-3-Welt nun auch für Kleinsteuerungen zur Verfügung. Damit wird die Skalierbarkeit der PC-basierten Steuerungstechnik von Beckhoff – von der Mini-SPS bis hin zum Manycore-Industrie-PC – weiter erhöht. Ein moderner 400-MHz-Prozessor und integrierte, konfigurierbare I/Os ergeben hierbei ein optimales Preis-Leis-tungs-Verhältnis.
Der Embedded-PLC CX7000 ist mit einem ARM-Cor-tex-M7-Prozessor (32 Bit, 400 MHz) ausgestattet und bietet damit eine für den Kleinsteuerungsbereich hohe Rechen-leistung. Zudem lassen sich alle Vorteile der Software-generation TwinCAT 3 nutzen. Außerdem trägt die mit 49 x 100 x 72 mm äußerst kompakte Bauform zur optima-len Skalierbarkeit von PC-based Control für typische Klein-steuerungsanwendungen mit minimalem Footprint bei.
Integrierte Multifunktions-I/Os
Ein sehr gutes Preis-Leistungs-Verhältnis ergibt sich weiterhin durch die bereits integrierten Multifunk-tions-I/Os: Es gibt acht digitale Eingänge mit 24 V DC und Typ-3-Filter sowie vier digitale Ausgänge mit 24 V DC, 0,5 A und 1-Leitertechnik. Diese inte-
Kleines Kraftpaket
TEXT: Beckhoff BILDER: Beckhoff; iStock, ewastudio
Wenn es auf die Leistung und Erweiterbarkeit der Steuerungstechnik ankommt, spielen skalierbare Embedded-PLCs ihre Stärken aus. Damit können auch Kleinsteuerungen im kompakten Format alle Vorteile moderner Software-Plattformen nutzen.
64INDUSTR.com
ST EUERUN GS T EC H N I K

Erweiterungsmöglichkeiten
Sollen weitere elektrische Signale verarbeitet werden, kann der CX7000 ergänzend zu den integrierten I/Os bedarfsge-recht und flexibel durch EtherCAT-Klemmen oder Busklem-men erweitert werden. Der Embedded-PLC verfügt über 512 MB Micro-SD-Flash-Speicher (optional 1, 2, 4 und 8 GB) und eignet sich für Betriebstemperaturen von -25 bis +60 Grad Celsius. Ein Ethernet-Interface (10/100 MBit/s, RJ45) dient als Programmierschnittstelle. Damit kann der CX7000 optimal als kompakte und kostengünstige Stand-alone-Kleinsteuerung eingesetzt werden. In der Version CX7080 lässt sich zudem über das zusätzliche serielle Interface (RS232/RS485) ein Gerät anschließen, beispielsweise ein Display oder Wägesystem. ☐
grierten Multifunktions-I/Os lassen sich über TwinCAT 3 für andere Be-
triebsarten (Modi) konfigurieren, sodass auch schnelles Zählen oder die Analogwertverarbeitung
ermöglicht wird: – Zähler-Modus: 1 x Zählimpuls-Digitaleingang 100 kHz,
1 x Zählrichtung-Auf/Ab-Digitaleingang, 2 x Zähler-Digitalausgang
– Inkremental-Encoder-Modus: 2 x Digitaleingang für 100-kHz-Encoder-Signal, 2 x Encoder-Digitalausgang
– Analog-Signal-Modus: 2 x Digitaleingang konfiguriert als Analogeingang 0…10 V, 12 Bit
– PWM-Signal-Modus: 2 x Digitalausgang konfiguriert für PWM-Signal
Die Embedded-PLC CX7000 ver-
fügt über ein internes
EtherCAT-Interface und erschließt
damit erstmals für den Klein-
steuerungsbereich das extrem
breite Spektrum an Beckhoff- und
Dritt-Komponenten für diesen
weltweit etablierten Standard.
Mit Performance Level c
Mit 4 bis 12 Eingabefeldern
Individuelle Symbolgestaltung
bauma 08.-14.04.2019 in München Halle A5, Stand 219
CAN-Modulezum Bedienen und Steuern mobiler Maschinen.
Griessbach GmbH · Im Biotechnologiepark · 14943 Luckenwalde · www.griessbach.de

Chancen, Risiken, Anforderungen
Embedded Vision mit Konzept
Embedded Vision ist in den letzten Jahren unglaublich gewachsen. Was sehen sie als Hauptgrund dafür?Schaarschmidt: Einer der Hauptgründe ist der Versuch, in der Applikation kompak-ter und bei entsprechenden Stückzahlen in der Produktion günstiger zu werden. Deep Le-arning sowie deutlich schnel-lere und günstige Embedded Boards sind Treiber dieser Ent-wicklung.
DAS INTERVIEW FÜHRTE: Anna Gampenrieder, A&D BILD: SVS-Vistek
Was versteht SVS-Vistek unter Embedded Vision?Waizmann: Generell ist eine Embedded Entwicklung im-mer sehr nah an der meist spe-zialisierten Hardware und ent-sprechend in der Entwicklung aufwändig. Wir helfen unseren Kunden, indem wir den Visi-on-Teil der Hard- und Soft-ware sehr kompakt machen. Wir fassen die Steuerung von Licht, Objektiv und Kamera zusammen und bedienen al-
les über ein Interface. Anstelle dreier Hardwarekästen mit ei-genen SDK's, die verkabelt und programmiert werden müssen, haben wir nur noch unsere Kamera als Master des Bildein-zugs. Mit der Kamera wird über GenICam gesprochen und so das Licht und Objek-tiv gesteuert. Wir bieten also nicht eine „Embeddisierung“ im Sinne von Spezialhardware, sondern eher durch die Kom-primierung des Vision-Teils.
Embedded Vision ist in aller Munde, Kamerahersteller müssen sich jetzt entscheiden, wie sie dem Trend begegnen. Aber lohnt sich Embedded Vision überhaupt? Andreas Schaarschmidt, Geschäftsführer und Stefan Waizmann, Technical Marketing Engineer bei SVS-Vistek geben im Gespräch mit A&D eine Einschätzung.
Der vereinfachte Zugriff er-folgt dann über GenTL und Standard-Schnittstellen.
Sollte bei Embedded Vision mehr standardisiert sein?Waizmann: Die Frage ist, ob eine Standardisierung über-haupt geht. Embedded Vision hat immer davon gelebt, auf die Anwendung zugeschnitten zu sein. Es ist eine Spezialan-fertigung und so etwas kann schwer standardisiert werden.
66INDUSTR.com
SENS O R I K & M ES S T EC H N I K

Dennoch bieten wir genau das: Standards im Bereich Vision.
Welcher Standard setzt sich bei der Bildverarbeitung in Zukunft durch?Schaarschmidt: Das ist ganz eindeutig GenICam! Dieser wurde entwickelt, um mit ei-ner Kamera zu sprechen und diese zu steuern. GenICam funktioniert bei vielen für Embedded Boards typischen Kameras nicht, daraus resul-tiert ein signifikanter Ent-wicklungsaufwand. Standards bilden den Unterschied zwi-schen einhundert Ingenieurs-stunden und einem halben „Mannjahr“ Entwicklungszeit. Hierbei müssen einerseits die Hardware-Standards, anderer-seits die Software-Standards beachtet werden. Speziell für die herstellerunabhängige Bild-Akquisition bieten wir zu-dem einen GenTL-Treiber an.
Was genau macht der GenTL?Schaarschmidt: GenTL ist ein auf GenICam basierender Transport Layer, ein einheit-licher Standard, mit dem Ka-merabilder in die Applikation eingezogen werden können. Dieses fertige Modul ist für die Einbindung in beliebige Applikationen gedacht. GenTL dient lediglich als Schnittstelle für die Kamera. So kann ein Kamerabild eingezogen und übergeordnet durch die Ge-nICam-Schnittstelle gesteuert werden.
Wie positionieren sie sich mit ihren Industriekameras?
Waizmann: SVS-Vistek be-findet sich im mittleren- bis High-End-Leistungssegment, mit Auflösungen bis zu 151 Megapixel (MP). Eine sehr gu-te Auflösung und Bildqualität bei hohen Geschwindigkeiten, aber auch optische Kompo-nenten, wie Objektive und Be-leuchtungen in der jeweiligen Applikation, gehören zu un-seren Stärken. Viele Serienka-meras modifizieren wir gemäß Kundenspezifikation. Die Em-bedded-Anwendungen unse-rer Kunden arbeiten meist mit Auflösungen von 2-20 MP. Mit unserer Erfahrung können wir Lösungswege aufzeigen oder fertige Lösungen vorschlagen. Unsere Produkte laufen oft in anspruchsvollen Nischen, die sich jeden Tag aufs Neue erge-ben.
Wird ihrer Meinung nach die Hardware mittlerweile sogar wichtiger als die Software?Schaarschmidt: Findet eine Weiterentwicklung der Soft-ware statt, muss auch die Hardware mehr leisten kön-nen. Wenn die Ansprüche an die Aufgabe wachsen, wach-sen auch die Ansprüche an die Software und Hardware. Streckenweise besteht Gleich-stand, mal ist das Eine vorne, dann wieder das Andere. Ein Beispiel: Die SVS-Kameras prüfen in der Produktion ei-nes Smartphones jedes einzel-ne Bildschirmpixel auf seine Farbrichtigkeit, Helligkeit und vieles mehr. Das wurde vor 10 Jahren auch schon gemacht, nur mit weniger Pixeln und in Schwarz-Weiß. ☐
Visit us at Hall 3A, Booth 418
Rethink embedded vision// NEW ALVIUM CAMERA SERIES
Focus on what counts: High performance in a nutshell. The new Alvium Camera Series combines revolutionary technology with compact design. Thanks to unique Alvium technology, this allows you to experience outstanding on-board image processing, intelligent power management and an extensive selection of state-of-the-art sensors for embedded vision.
alliedvision.com/alvium powered by
page right
3D-Streaming-Kamera für Nulltoleranz bei Bauteilprüfungen
Streng im Blick
TEXT: Josef Zimmermann, Sick BILDER: Sick; iStock, amoklv
Zunehmende Typenvielfalt, häufigere Modellwechsel, Stückzahlschwankungen: Die sich wandelnden Marktbedingungen verlangen nach geeigneten und konkurrenzfähigen
Produktionslösungen – so etwa nach präzisen 3D-Messungen bei steigenden Geschwin-digkeiten in flexiblen Fertigungsprozessen.
68INDUSTR.com
SENS O R I K & M ES S T EC H N I K

Material zugeführt werden. Genau an dieser Schnittstelle muss sichergestellt sein, dass die zugeführten Bauteile in richtiger Anzahl, typgerecht, lagerichtig und in geforderter Qualität zugeführt werden. Die Bauteile passieren diese Schnittstelle mittels AGV; eine Highspeed-Kamera überprüft anhand von Referenzmerkmalen, ob das AGV mit den richtigen Bauteilen ausgestattet beziehungsweise ob diese in Ordnung sind.
Kein falsches Teil in der Linie
Das AGV fährt in die Einlegestation des Warehouse ein; der Werker wird mit einem System „Pick by light and display“ angeleitet, welches Bauteil er in die Bauteilaufnahme des AGVs einlegen soll. Anschließend startet er die Bestückungskontrol-le: Die Highspeed-Kamera von Sick fährt über das Bauteil und
Kuka setzt in seinem Smart-Production-Center in Augs-burg die 3D-Streaming-Kamera Ranger von Sick zur auftrags-bezogenen Überprüfung der aktuellen Bestückungssituation ein. Seit März 2018 läuft dort eine Pilotanlage, auf der Autotü-ren und Radhausbrücken verschiedener Automobiltypen und -marken auf ein und derselben Anlage gefertigt werden. Diese funktioniert nach dem Prinzip der Matrix-Produktion, bei der sich standardisierte Produktionszellen, die alle mit produkt-neutralen Grundfunktionalitäten ausgestattet sind, je nach Auftrag und Losgröße mit produktspezifischen Werkzeugen rüsten. Roboter nehmen das vom AGV angelieferte Bauteil auf und fügen es mit der entsprechenden Technologie. Betrach-tet man die Matrix-Produktion als abgeschlossenes System, dessen Zustände vollständig überwacht und nachvollziehbar sind, muss diesem System an einer Stelle das zu verarbeitende
Die Highspeed-Kamera von Sick
verifiziert Bauteile im Smart-
Production-Center von Kuka.
Seit mehr als 65 Jahren istNovotechnik wegweisendin der Weiterentwicklungder Messtechnik.Leistungsstarke Weg- undWinkelsensoren, kontakt-los oder kontaktbehaftet,sind das Ergebnis von Innovationsfreude und Ver-antwortung gegenüber unseren Kunden und deren Aufgabenstellungen.Novotechnik bietet mehr
Weg- und Winkelmessung als nur das Produkt: Beratung - Planung - Ent-wicklung - Service undeine hochmoderne Ferti-gung, die auch Sie über-zeugen wird.
Novotechnik Messwertaufnehmer OHGHorbstraße 1273760 Ostfildern (Ruit)Telefon +49 711 44 89-0www.novotechnik.de
g _ _Q q
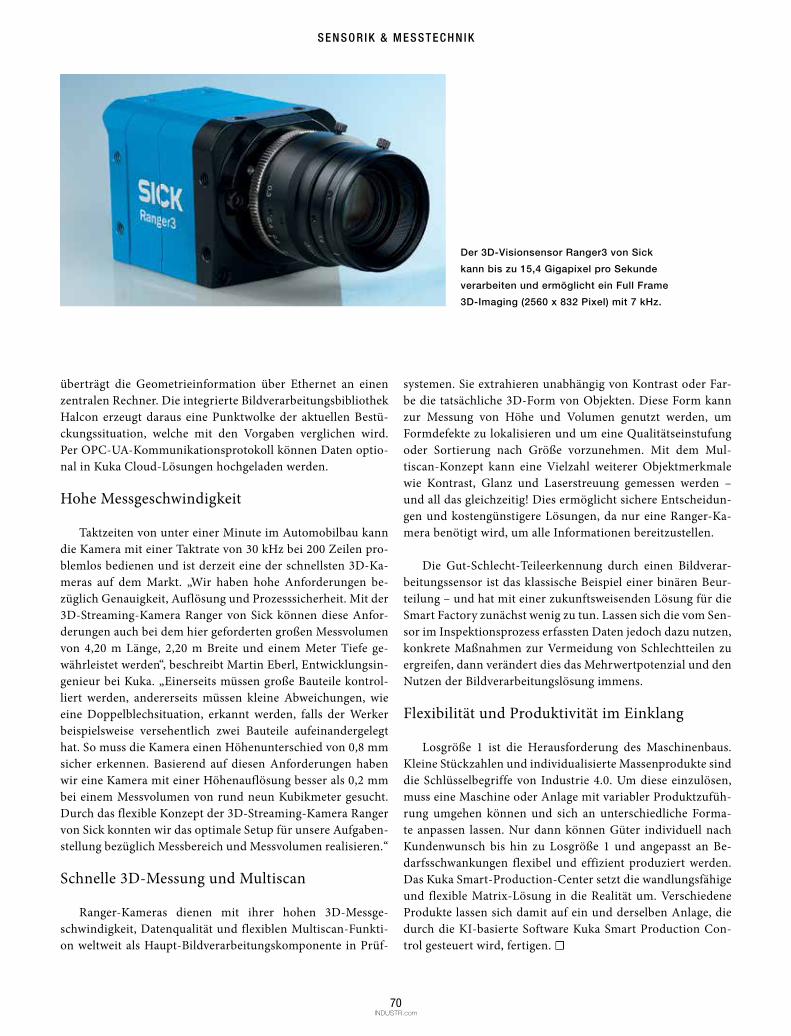
überträgt die Geometrieinformation über Ethernet an einen zentralen Rechner. Die integrierte Bildverarbeitungsbibliothek Halcon erzeugt daraus eine Punktwolke der aktuellen Bestü-ckungssituation, welche mit den Vorgaben verglichen wird. Per OPC-UA-Kommunikationsprotokoll können Daten optio-nal in Kuka Cloud-Lösungen hochgeladen werden.
Hohe Messgeschwindigkeit
Taktzeiten von unter einer Minute im Automobilbau kann die Kamera mit einer Taktrate von 30 kHz bei 200 Zeilen pro-blemlos bedienen und ist derzeit eine der schnellsten 3D-Ka-meras auf dem Markt. „Wir haben hohe Anforderungen be-züglich Genauigkeit, Auflösung und Prozesssicherheit. Mit der 3D-Streaming-Kamera Ranger von Sick können diese Anfor-derungen auch bei dem hier geforderten großen Messvolumen von 4,20 m Länge, 2,20 m Breite und einem Meter Tiefe ge-währleistet werden“, beschreibt Martin Eberl, Entwicklungsin-genieur bei Kuka. „Einerseits müssen große Bauteile kontrol-liert werden, andererseits müssen kleine Abweichungen, wie eine Doppelblechsituation, erkannt werden, falls der Werker beispielsweise versehentlich zwei Bauteile aufeinandergelegt hat. So muss die Kamera einen Höhenunterschied von 0,8 mm sicher erkennen. Basierend auf diesen Anforderungen haben wir eine Kamera mit einer Höhenauflösung besser als 0,2 mm bei einem Messvolumen von rund neun Kubikmeter gesucht. Durch das flexible Konzept der 3D-Streaming-Kamera Ranger von Sick konnten wir das optimale Setup für unsere Aufgaben-stellung bezüglich Messbereich und Messvolumen realisieren.“
Schnelle 3D-Messung und Multiscan
Ranger-Kameras dienen mit ihrer hohen 3D-Messge-schwindigkeit, Datenqualität und flexiblen Multiscan-Funkti-on weltweit als Haupt-Bildverarbeitungskomponente in Prüf-
systemen. Sie extrahieren unabhängig von Kontrast oder Far-be die tatsächliche 3D-Form von Objekten. Diese Form kann zur Messung von Höhe und Volumen genutzt werden, um Formdefekte zu lokalisieren und um eine Qualitätseinstufung oder Sortierung nach Größe vorzunehmen. Mit dem Mul-tiscan-Konzept kann eine Vielzahl weiterer Objektmerkmale wie Kontrast, Glanz und Laserstreuung gemessen werden – und all das gleichzeitig! Dies ermöglicht sichere Entscheidun-gen und kostengünstigere Lösungen, da nur eine Ranger-Ka-mera benötigt wird, um alle Informationen bereitzustellen.
Die Gut-Schlecht-Teileerkennung durch einen Bildverar-beitungssensor ist das klassische Beispiel einer binären Beur-teilung – und hat mit einer zukunftsweisenden Lösung für die Smart Factory zunächst wenig zu tun. Lassen sich die vom Sen-sor im Inspektionsprozess erfassten Daten jedoch dazu nutzen, konkrete Maßnahmen zur Vermeidung von Schlechtteilen zu ergreifen, dann verändert dies das Mehrwertpotenzial und den Nutzen der Bildverarbeitungslösung immens.
Flexibilität und Produktivität im Einklang
Losgröße 1 ist die Herausforderung des Maschinenbaus. Kleine Stückzahlen und individualisierte Massenprodukte sind die Schlüsselbegriffe von Industrie 4.0. Um diese einzulösen, muss eine Maschine oder Anlage mit variabler Produktzufüh-rung umgehen können und sich an unterschiedliche Forma-te anpassen lassen. Nur dann können Güter individuell nach Kundenwunsch bis hin zu Losgröße 1 und angepasst an Be-darfsschwankungen flexibel und effizient produziert werden. Das Kuka Smart-Production-Center setzt die wandlungsfähige und flexible Matrix-Lösung in die Realität um. Verschiedene Produkte lassen sich damit auf ein und derselben Anlage, die durch die KI-basierte Software Kuka Smart Production Con-trol gesteuert wird, fertigen. ☐
Der 3D-Visionsensor Ranger3 von Sick
kann bis zu 15,4 Gigapixel pro Sekunde
verarbeiten und ermöglicht ein Full Frame
3D-Imaging (2560 x 832 Pixel) mit 7 kHz.
70INDUSTR.com
SENS O R I K & M ES S T EC H N I K

Modulare Schutztürsysteme sorgen für flexible Überwachung
Das modulare Schutztürsystem von Pilz etwa ermöglicht eine Reihe an Kombinationen für die individuelle Schutztürlösung, die von Stand-alone-Maschinen bis zur weitläufigen, verketteten Anlage einsetzbar ist. Wirtschaftliche Reihenschaltung, schnelle Diagnose, zusätzliche Bedien- und Tasterelemente sowie eine op-tionale Fluchtentriegelung stehen in nur „einem Paket“ zur Ver-fügung. Für den Schutztürsensor PSENmlock in der Variante mit Reihenschaltung ergeben sich auch weitere Möglichkeiten, wenn das System mit einer Diagnoselösung Safety Device Diagnostics (SDD) von Pilz kombiniert wird. So können die Statusinformati-onen der intelligenten Sensoren abgefragt, deren Konfigurations-parameter ausgelesen und Aktionen visualisiert werden.
Die Reihenschaltung der Sicherheitssensoren der Schutztüren erfolgt nach einem standardisierten Verfahren: OSSD-Ausgänge (Output Switching Signalling Device) des einen Sensors werden mit Eingängen des folgenden Sensors verbunden. Bisher muss-te der Konstrukteur alle Sensoren in einer aufwändigen, teuren Sternverkabelung einzeln im Schaltschrank verdrahten, um sie einzeln anzusteuern.
Ein Kabel, viele Schutztüren
Zusammen mit dem sicheren Schutztürsensor PSENmlock können mit der Diagnoselösung SDD trotz ausgedehnter Einka-bellösung Schutztüren auch einzeln angesteuert werden. Wenn in
Mehr Intelligenz für die Schutztür
einer Anlage etwa Wartungsarbeiten oder ein Werkzeugwechsel anstehen, lässt sich definieren, welche Türen nach Abschalten ge-öffnet werden dürfen. Ohne Verwendung der SDD würden bei Anforderung der Entriegelungsfunktion alle in Reihe geschalte-ten Schutztüren auf einmal aufgehen. Die Einkabellösung erwei-tert zudem die Grenzen der Reihenschaltung: Sie macht es für den Maschinenbauer einfach, ein weiteres Modul hinzuzufügen. Denn dadurch, dass ein Schutztürsystem mehrere Funktionalitä-ten bietet, kann ein und derselbe PSENmlock flexibel eingesetzt werden. Außerdem ist er an unterschiedliche Anforderungen an-passbar: zum Beispiel für begehbare Türen oder nicht begehbare, für ‚in Reihe geschaltet oder nicht‘.
Modular in die Sensorik-Zukunft
Auch Anwendungen mit Industrie-4.0-Anforderungen las-sen sich mit Lösungen wie dem modularen Schutztürsystem unkompliziert und sicher umsetzen. Per Baukasten-Prinzip wird eine individuelle Lösung aus den Komponenten erstellt, die mit dem passenden Diagnose-Tool effizient eingesetzt wer-den kann. Die Einkabellösung erweitert zusätzlich die Grenzen der Reihenschaltung: Die innovative Reihenschaltung für Si-cherheitssensoren und die direkte Auswertung der Daten vom Sensor ermöglichen nicht nur eine wesentlich erhöhte Verfüg-barkeit. Sie stellt durch ihren modularen Ansatz auch für die Fabrik der Zukunft eine adäquate Diagnoselösung dar. ☐
TEXT: Martin Bellingkrodt, Pilz BILD: Pilz
Beim Einsatz trennender Schutz-einrichtungen müssen Anlagen sofort stoppen, wenn eine Schutz-tür zu einem gefährlichen Bereich geöffnet wird. Dabei sind flexible und intelligente Lösungen gefragt, die mehrere unterschiedliche Komponenten bereithalten.
71INDUSTR.com
S IC H ERE A UTO M AT I O N
Individualisierung durch Bedien-, Anzeige- und Busmodule
„Mit weniger mehr erreichen.“ Diese vier simplen Worte waren der Leitgedan-ke, der von Anfang an hinter der Entwick-lung der MGB2 Modular von Euchner stand. Oder – etwas ausführlicher formu-liert: Mit weniger Komponenten sollte die zweite Generation der weltweit erfolgrei-chen Multifunctional Gate Box von Euch-ner mehr Flexibilität bieten. Und noch dazu: mehr Vernetzungsoptionen, mehr Funktionen, mehr Effizienz und gleichzei-tig mehr Spielraum für zukünftige Inno-vationen rund um die Schutztür auch im Hinblick auf den Megatrend Industrie 4.0.
Smarte Evolution
Dass all diese Ziele nicht mit kleinen evolutionären Schritten zu erreichen sein würden, versteht sich von selbst. Stattdes-sen war ein smarter Kunstgriff nötig: Die MGB2 Modular ist deshalb modular kon-zipiert. Das heißt: Das eigentliche Zuhal-temodul, das eine Zuhaltekraft von 2.000 Newton aufweist, ist baulich separiert vom Busmodul mit integriertem Profinet be-ziehungsweise Profisafe. Die Submodule mit Bedienelementen wie Drucktastern, Wahlschaltern, Schlüsselschaltern oder Not-Halt-Tastern werden nach Wunsch ins Zuhaltemodul gesteckt.
Modulares Schutztürsystem
Die Auslagerung des kompakten Profi-net-Busmoduls, das sich für Ring-, Linien- und Sterntopologien eignet, eröffnet ganz neue Optionen. So ist der Anschluss von bis zu sechs MGB2 Modular an ein ein-ziges Busmodul möglich. Wenn also, wie es in der Praxis häufig vorkommt, ein Bus die Signale von zwei oder drei Schutztüren einsammeln soll, waren bisher zwei oder drei Busknoten nötig – mit der MGB2 Modular genügt ein einziger. Und neben den Geräten selbst spart der Anwender Netzwerkleitungen, Netzwerkadressen – und letztlich auch Speicherkapazität im Bereich der Steuerung: ein Gut, dass nicht zuletzt im Hinblick auf die intelligente Fa-brik von morgen immer teurer wird.
Maximum an Flexibilität
Ein weiterer Vorteil des Konzepts ist, dass Busmodul und Funktionsmodul abgesetzt montiert werden können. Die Verbindung zwischen Bus- und Zuhalte-modul wird dabei mit handelsüblichen M12-Leitungen realisiert. Insgesamt kön-nen bis zu sechs MGB-Zuhaltemodule an ein Busmodul angeschlossen werden. Und was die Variabilität zusätzlich erhöht: Die MGB2 Modular verfügt über einen inte-grierten Türanschlag und lässt sich sowohl
TEXT: Xabier Antolin, Euchner BILDER: Euchner; iStock, virgo stock
Immer komplexere Anwendungen erfordern immer flexiblere An-lagenkomponenten – gerade auch in der Sicherheitstechnik. Für Schutztüren wird deshalb ein System benötigt, das sich aus Modulen mit Bedien- und Anzeigefunktionen und sowie zur Vernetzung an individuelle Anforderungen anpassen lässt.
an links oder rechts angeschlagenen Türen als auch an Schiebetüren montieren.
Das Maximum an Flexibilität garan-tieren vor allem die einzelnen Submodule: Denn sie bieten die Möglichkeit zu einer Vielzahl an maßgeschneiderten Kombi-nationen. Insgesamt lassen sich an jede MGB2 Modular bis zu 18 Teilnehmer an-schließen. Ein Zuhaltemodul beispielswei-se ist ein Teilnehmer, ein Submodul mit
72INDUSTR.com
S IC H ERE A UTO M AT I O N
benötigten Tasten zum Realisieren der oben genannten Steuerfunktionen stellt man mit unterschiedlichen Submodulen zusammen.
Dem Maschinenbauer kommt die Va-riantenvielfalt mit wenigen Komponenten nicht nur bei der erleichterten Lagerhal-tung entgegen. Er kann zudem viel effi-zienter und schneller auf nachträgliche Änderungs- oder Erweiterungswünsche seiner Kunden reagieren. „Mit der MGB2 Modular ist das jetzt deutlich einfacher: Wenn ich zum Beispiel einen weiteren Drucktaster in die Anlage integrieren will, brauche ich nur das passende Bedienele-ment zu ergänzen und nicht das komplette Zuhaltemodul auszutauschen“, sagt Xabier Antolin, Produktmanager MGB-Sicher-heitssysteme bei Euchner. Auch Klein-serien für ganz besondere Anforderun-
zwei Drucktastern ein anderer und ein Submodul mit einem Not-Halt ein dritter.
Flexible Multitalente
Auch hier verdeutlicht der Blick auf ein typisches Anwendungsbeispiel die Flexibilität und die Effizienz des neuen Multitalents. Nehmen wir exemplarisch eine Anlage mit vier Schutztüren: An zwei davon soll der Bediener in der Lage sein, bestimmte Prozesse zu starten und zu stoppen, an allen muss es möglich sein, einen Fehler zu quittieren, die Anlage da-rüber zu informieren, dass man sie betre-ten möchte und die Zuhaltung wieder zu aktivieren. Bisher waren dazu vier kom-plette MGB-Systeme nötig, mit der neuen MGB2 Modular braucht man zur Lösung derselben Aufgabe nur noch ein einziges Busmodul und vier Zuhaltemodule. Die
gen kann der Anlagenbauer so erheblich leichter realisieren: Bei den vielen Kom-binationsmöglichkeiten ist mit sehr hoher Wahrscheinlichkeit genau diejenige dabei, die optimal passt. „Im Grunde können unsere Kunden aus dem Maschinenbau die Vielseitigkeit der MGB2 Modular so-gar als Marketingargument nutzen“, meint Xabier Antolin, „Ganz nach dem Motto: Wir machen Upgrades oder die Umset-zung von Sonderwünschen einfach.“ In
73INDUSTR.com

diesem Kontext sind übrigens auch noch weitere Besonderheiten des Euchner-Neu-lings relevant: Zum einen lassen sich an die MGB2-Modular-Zustimmtaster als sichere Eingänge sowie Signalsäulen als Ausgänge anschließen. Zum anderen kann das Zuhaltesystem ganz einfach mit einer Fluchtentriegelung ausgestattet werden.
Durch das modulare Konzept wird auch der Austausch einzelner Kompo-nenten im Fall eines Defekts leichter und kostengünstiger – in den meisten Fällen geht das sogar während des laufenden Betriebs der MGB2 Modular. Neben der Möglichkeit des Hot-Plug-Austauschs und der permanenten Bereitstellung von Dia gnoseinformationen für die Steue-rung hilft auch die allgemeine Reparatur-freundlichkeit der einzelnen Komponen-ten dabei, Stillstandzeiten zu vermeiden oder zumindest signifikant zu verkürzen. Sämtliche Schrauben der IP65-konformen MGB2 Modular sind zum Beispiel unver-lierbar und mit einem einzigen Werkzeug festzuziehen oder zu lösen.
Überwachung in Echtzeit
Insbesondere für größere Unterneh-men mit mehreren Werken bietet die MGB2 Modular die Option der Vernet-zung innerhalb eines Virtual Private Net-
works (VPN). Via Webserver sind Mit-arbeiter von der Zentrale aus also in der Lage, ganz bequem die Funktionalitäten all ihrer Schutztürsysteme in sämtlichen Fertigungsbetrieben in Echtzeit zu über-wachen. Um den sicheren Betrieb in kom-plexen Profinet-Netzen zu gewährleisten, erfüllen die Geräte sämtliche Kriterien der höchsten Netzlastklasse (Netload Class III). „Bei einem kleinen Netz mit zwei, drei Teilnehmern brauche ich natürlich keine Angst vor Datenkollisionen zu ha-ben“, sagt Produktmanager Xabier Anto-lin. „Bei 100 Teilnehmern sieht das schon ganz anders aus. Deshalb ist unser Gerät optimal gegen störende Netzwerkeinflüsse geschützt.“
Industrie 4.0 ready
Und welche Daten stellt die MGB2 Modular denn eigentlich zur Verfügung? Schon heute können die Geräte die unter-schiedlichsten Werte auslesen – von der Temperatur- bis zur aktuell anliegenden Spannung beispielsweise. „Aber um ehr-lich zu sein: Im Moment bringt das für die tägliche Arbeit noch nicht allzu viel – es sei denn, man sucht konkret nach der Ur-sache eines Problems, das nur im Sommer auftritt oder das mit temporären Span-nungsschwankungen zu tun haben könn-te“, räumt Antolin ein. „Das wird sich mit
Bei beengten Platzverhältnissen kann das kompakte Busmodul MBM mit
Profinet/Profisafe ganz einfach separat an einer geeigneten Stelle montiert
werden. Ein Anschluss von bis zu sechs MGB2-Modular-Zuhaltemodulen an
ein Busmodul MBM ist bei dieser abgesetzten Montage möglich.
IoT Framework
Mehr Details unter:
Sichern Sie sich Ihren exklusiven Termin unter:www.automatisierungstreff.com/termin
USE-CASE
MARKTPLATZ INDUSTRIE 4.0 Kongresshalle Böblingen19. - 21. Februar 2019
Retrofit mit IoTHubDaten vernetzen, vereinen und visualisierenDer IoTHub ist Ihre Datendrehscheibe für das einfache Vernetzen, Sammeln und Auswerten unterschiedlichster Datenquellen. Vernetzen Sie verschiedenste Steuerungen, Sensoren und Fremdsysteme wie Datenbanken, MES und ERP in einer homogenen Plattform – dem IoTHub.
Der IoTHub überträgt dabei die Daten hochverschlüsselt nach den modernsten Sicherheitsstandards. Installieren Sie den IoTHub auf jedem beliebigen Rechner – egal ob Sie die Daten lokal auf einem Industrie-PC speichern oder standortübergreifend in der Cloud. Der IoTHub wächst mit Ihren Anforderungen mit und lässt sich flexibel skalieren.Definieren Sie eigene Logiken sowie Prozesse im IoTHub und werten Sie die Daten anwendungsspezifisch in Form von Industrie-Apps aus. So passt sich der IoTHub individuell Ihren Anforderungen und Bedürfnissen an.
Machen Sie Ihre Maschinen fit für die Industrie 4.0Auf dem Automatisierungstreff zeigen wir Ihnen wie Sie so-gar alte Maschinen vernetzen können. Über verschiedene Sensoren und Messgeräte werden relevante Daten aus einer Maschine ausgelesen. Die unterschiedlichen Daten werden in dem IoTHub lokal auf einem Industrie-PC ein-gebunden und vereint. Im Fall einer Störung alarmiert die Industrie-App den Anwender und stellt die relevanten Infor-mationen passend dar.
Erleben Sie unseren IoTHub live auf dem Marktplatz In-dustrie 4.0 und diskutieren Sie mit uns Ihre individuellen Anwendungsfälle.
elco_USECASE_ANZ_2019_72x275_Motiv_2.indd 1 28.01.19 10:26
74INDUSTR.com

Blick auf Industrie 4.0 allerdings wahr-scheinlich sehr bald ändern.“
Apropos Zukunft: Auch für die Ent-wicklung zusätzlicher Features und Funk-tionen für die Multifunctional Gate Box
der zweiten Generation schafft der modu-lare Aufbau beste Voraussetzungen. Denn selbstverständlich lässt sich ein einzelnes Submodul schneller konzipieren und rea-lisieren als ein komplettes sicheres System für die Schutztür. Als Fixpunkte stehen
lediglich die Bauform mit den entspre-chenden Abmessungen und die einheitli-chen Steckverbindungen fest – was genau auf dieser Plattform dann passiert, darü-ber entscheidet alleine die technologische Kreativität. ☐
Ein überarbeitetes Design, neue und
erweiterte Funktionen sowie ein modularer
Aufbau – die neue MGB2 Modular ist mehr
als eine reine Schutztürabsicherung. Dank
der Modulbauweise kann die MGB2 Modu-
lar flexibel an die jeweiligen Anforderun-
gen der Schutztüre angepasst werden.
Fachmedium der Automatisierungstechnik
Nürnberg, Germany
26. – 28.2.2019
Tauchen Sie ein in die Welt der Embedded-Systeme und entdecken Sie Innovationen für Ihren Erfolg.
INNOVATIONEN ENTDECKEN
2ew19P E-Code für freien Eintritt
embedded-world.de / gutschein
Veranstalter Fachmesse
NürnbergMesse GmbHT +49 9 11 86 06-49 12F +49 9 11 86 06-49 [email protected]
Veranstalter Konferenzen
WEKA FACHMEDIEN GmbHT +49 89 2 55 56-13 49 F +49 89 2 55 56-03 [email protected]
embedded-world.deMedienpartner
ew19_210x135_DE_A_D_BES.indd 1 17.09.18 12:28
S I C H ERE A UTO M AT I O N

Durch den Austausch des teureren Voll-PUR-Mantelwerkstoffes gegen den sehr hochwertigen YPUR-Außenmantel, der im Zweischicht-Design PUR mit einem Spezial-Compound auf PVC (Y)-Basis kombiniert, konnten wir eine preislich überaus attraktive Alternative schaffen. Und das, obwohl das kom-
Interview über Kabel mit Zweischichten-Außenmantel
Mit unserer Neuentwicklung haben wir mehrere Fliegen mit einer Klappe geschlagen. Der Zweischichtmantel kombiniert einen Layer aus einem kos-tengünstigen PVC-Compound mit einer Außenhülle aus dem teuren Hoch-leistungspolymer PUR, die wir per Co-Extrusion auftragen. Der Anwender bekommt so die Performance von Voll-PUR – nur preiswerter. Ein weiteres Plus ist die deutlich bessere Verarbeitung. Während das Abmanteln von PUR manchmal ‚tricky’ (kniffelig) ist, wird es mit dem speziellen Zweischichtmantel zum Kinderspiel. Dies bedeutet mehr Sicherheit und Effizienz beim manuellen wie beim automatischen Abmanteln. Spannend ist auch die integrierte Ver-schleißanzeige. Beschädigungen des grauen Außenmantels werden durch den schwarzen Innenmantel sichtbar. In moderner Terminologie: Predictive Maintanance – ganz analog.
DAS INTERVIEW FÜHRTE: Florian Mayr, A&D B ILD: TKD
Die neue Kabelserie Kaweflex Control YPUR besticht durch einen Zweischich-ten-Außenmantel. Was bringt dieser für Vorteile mit sich?
„Integrierte Verschleißanzeige“TKD erweitert seine Kabelserie Kaweflex um robuste und erhöht ölbeständige Varianten. Der Clou ist dabei eine integrierte Ver-schleißanzeige, die Beschädigungen unmittelbar durch den
schwarzen Innenmantel sichtbar macht, wie Sven Seibert, Leiter Produktmanagement bei TKD, im Gespräch mit A&D erläutert.
Wie kamen Sie auf die Idee, YPUR statt Voll-PUR als Material für den Mantel einzusetzen?
Wesentliche Impulse kamen vom Markt. Kunden berichteten immer wieder über Schwierigkeiten beziehungsweise erhöhten Aufwand bei der manu-ellen und automatischen Verarbeitung von Kabeln mit druckextrudierten Voll-PUR-Außenmänteln. Unser Ziel war es, eine innovative Außenmantel-Lö-sung auf PUR-Basis zu finden, die eine verbesserte, einfache und sichere Verarbeitung der Leitungen ermöglicht. Wichtig war, dass die angestrebte Ver-besserung in der Weiterverarbeitung nicht zu Lasten der benötigten mechani-schen und chemischen Schutzeigenschaften des Mantels, wie beispielsweise Ölbeständigkeit oder erhöhte Abrieb- und Schnittfestigkeit, ging. Mit der neuen Kaweflex Control YPUR ist uns dies voll und ganz gelungen.
Wirkt sich das neue Design des Kabels auf seinen Preis aus?
>
76INDUSTR.com
VERSORGUN GS - & VERB I N D UN GS T EC H N I K
plexe Co-Extrusionsverfahrens fertigungstechnisch recht aufwendig ist. Betrachtet man zusätzlich noch den deut-lich reduzierten Weiterverabeitungsaufwand, zahlt sich die Verwendung des neuen Produkts gleich doppelt aus.
Für welche Applikationen und Einsatzorte eignen sich die Kaweflex Control YPUR-Kabel?
Typische Anwendungsbereiche sind zum Beispiel Geräte- und Apparatebau, Industrie- und Werkzeugmaschinen, Fließ- und Montagebänder, Mess-, Regel- und Elektro-technik. Sie sind echte Allrounder! Man findet sie überall, wo flexible Energie-, Steuer-, Anschluss- und Verbin-dungsleitungen benötigt werden. Die Kaweflex Control YPUR-Serie ist für die feste Verlegung sowie flexible Anwendungen im rauen Umfeld konzipiert. Geeignet ist sie für den Einsatz in trockenen, feuchten und nassen Räumen sowie im Outdoor-Bereich. Mit ihrem erhöht ölbeständigen Mantel ist sie für ölige Nassbereiche von Industriemaschinen prädestiniert. Mit dem hochwertigen Außenmantel aus abriebfestem YPUR – der preiswerten Premium-Alternative zu Voll-PUR – sind sie hart im Neh-men.
Werden wir in Zukunft mehr TKD-Kabel mit einem Zwei-schichten-Außenmantel sehen?
Ja, ich denke schon. Wir haben bereits weitere Produkt-varianten mit Zweischichten-Außenmantel in der fortge-schrittenen Entwicklungsphase. Da ist noch einiges an Musik drin.
„Das manuelle und automatische Abmanteln
wird mit unserem Zweischichtmantel zum
Kinderspiel.“
escha.net
Rundsteckverbinder M8x1 4-polig, P-codiert
Designed für hochperformante Datenübertragung
Zukunftssicherheit für hochverfügbare Netzwerke
Mehr als ein neues Steckgesicht
Halle B1 | Stand 53012.-13. März 2019
7. – 8. märz 2018 ☐>
>
Integrierte Verbindungslösungen
Wie kommen die Nudeln in die Tüte? Diese Frage beantwortete die Sendung mit der Maus schon 1976. Seither hat sich wenig geändert. Eine weiche Masse aus Wasser, Weizengrieß und Gluten (damals waren noch Eier dabei) wird durch Düsen gedrückt und wie Engelshaare über Bügel gehängt. Dann kommen sie in den Trockenraum, denn nur so lassen sie sich später verpacken und halten jahrelang. Der Trockenprozess dauert mehrere Stunden, je länger desto besser – aber auch teurer. Die Räume, in denen dies geschieht, sind etliche Meter hoch und lang – vergleichbar mit einer Turnhalle – und in ihnen zirkuliert heiße Luft mit 100 bis 130 Grad Celsius.
Für die Hitze sorgen Ventilatoren an der Decke des großen Trocknungscontainers. Bisher wurden ihre Antriebe fest verdrahtet, die blanken Leiterenden ka
STECKER FÜR DIE PASTA
men also in Schraubklemmen. Auch versierte Elektriker benötigen dafür einige Minuten, weniger versierte verwechseln schlimmstenfalls die Adern. Beim Neubau der Anlage fällt das vielleicht noch nicht so ins Gewicht, streikt allerdings ein Ventilator und muss gewechselt werden, dann ist jede Minute kostbar. In einer großen Trocknungsanlage bedeutet eine Stunde Stillstand einen Produktionsverlust von mehreren Tonnen Nudeln.
Stecken statt schrauben lautete deshalb die Devise eines weltweit führenden Herstellers von Nudeltrocknungsanlagen. Erste Versuche mit marktüblichen Standardsteckverbindern schlugen allerdings fehl, sie hielten den chemischen Belastungen und der Hitze auf Dauer nicht stand. Die Nudeln dampfen während des Trocknens Milchsäure aus, die
TEXT: Bernd Müller für Lapp B ILDER: Lapp; iStock, jxfzsy
Saurer Dampf und große Hitze: Herkömmliche Steckverbinder halten das nicht aus. Für einen Hersteller von Nudelproduktionsanlagen wurde deshalb ein Steckverbinder aus einer speziellen Kupferlegierung entwickelt.
Oberflächen zersetzen kann. Beschichtete Gehäuse waren keine Lösung: Früher oder später unterwanderte die Säure jede Beschichtung und das wenig beständige Grundmaterial war nach kurzer Zeit völlig zerfressen.
Kupferlegierung als Ausweg
Lapp nahm die Herausforderung an. Ingenieure des Anbieters für integrierte Verbindungslösungen besuchten eine Trocknungsanlage im Betrieb und legten Vorschläge für ein neues Verbindungssystem für die Ventilatoren vor. Die Steckverbindungen sollten robust genug sein, um die feuchte, saure Wärme in der Anlage zu überstehen, bei dennoch moderaten Kosten.
Damit fielen einerseits Standardlösungen weg, denn diese wären nicht
78INDUSTR.com
VERSORGUN GS - & VERB I N D UN GS T EC H N I K

haltbar genug, andererseits auch Stecker aus Edelstahl, die in der Herstellung auf-wändig und zu kostenintensiv wären. Ein Edelstahlstecker würde das Drei- bis Fünffache eines Standardprodukts kos-ten. Auch Steckergehäuse aus Kunststoff waren schnell aus dem Rennen, weil der Kunde künftig drehzahlgesteuerte Mo-toren einsetzen wollte. Das erfordert abgeschirmte Verbindungen und damit Steckverbinder mit Metallgehäusen.
Die Empfehlung von Lapp: eine spe-zielle Kupferlegierung, die die gefor-derten Temperaturen sowie die Säure aushält und dennoch relativ einfach ma-schinell zu bearbeiten ist. Die Kosten für den Steckverbinder liegen damit nicht wesentlich über denen eines Standard-produkts. Außerdem verleiht das Mate-rial dem Steckverbinder gute EMV-Ei-genschaften und eine gute mechanische
Anzeige_13_aaaf19_72x275_a&d.indd 1 13.12.18 14:10
Stabilität. „Gemeinsam mit dem Kunden haben wir das Stecksystem entwickelt und ein Jahr lang ausführlich getestet. Bei der Nahrungsmittelproduktion muss jede Eventualität beachtet und geprüft sein“, sagt Joachim Strobel, Produktma-nager für Epic-Stecksysteme bei Lapp.
Schmutz findet keinen Halt
Der Epic-Steckverbinder folgt den Prinzipien des Hygienic Design; er hat also möglichst wenige Ecken und Kan-ten. Auch hier hat das verwendete Mate-rial seine Vorteile: Es hat eine sehr glatte Oberfläche, von der Verschmutzungen leicht zu entfernen sind – auch ohne Beschichtung, die abblättern und in die Produktzone fallen könnte.
Auch die Leitungen müssen mecha-nische Belastung, Milchsäure und Hitze
79INDUSTR.com

aushalten. Die Wahl fiel auf Silikon-Leitungen von Lapp, die beständig gegen pflanzliche und tierische Öle sowie Fette sind. Außerdem halten sie Temperaturen bis 180 Grad Celsius aus. Die Dichtungen, die im Steckverbinder sitzen, sind aus Flu-orkautschuk (FKM), einem hochwertigen Dichtungskunststoff für viele Anwendungen. Um Fehler bei der Montage auszu-schließen, empfiehlt Lapp die Verwendung vorkonfektionier-ter Leitungen und Stecker.
Konzept mit Potenzial
Der Kunde hat den neuen Steckverbinder mit der paten-tierten Steckergeometrie in einer laufenden Produktionsanlage mit Erfolg ein Jahr lang getestet und nun die technische Frei-gabe erteilt. Der Stecker kommt bei der kommenden Genera-tion der Trocknungsanlagen an den Ventilatoren zum Einsatz. „Das Konzept hat Potenzial für weitere Anwendungen in der Lebensmittelbranche, auch Edelstahl-Varianten des Steckver-binders sind denkbar“, sagt Joachim Strobel. Die Hersteller von Maschinen für die Lebensmittelproduktion wüssten oft nicht, welchen Reinigungsmitteln die Maschinen beim Kun-den ausgesetzt seien – teilweise wüssten es die Hersteller der Lebensmittel selbst nicht. Denn die Reinigung übernehmen meist Subunternehmer, die nicht immer genaue Angaben über die verwendeten Putzmittel machen. ☐
Für Anlagen zur Herstellung von Nudeln wurde ein Steckverbinder
aus einer speziellen Kupferlegierung entwickelt.
IMPRESSUMHerausgeber Kilian MüllerHead of Value Manufacturing Christian FischbachRedaktion Christian Vilsbeck (Managing Editor/verantwortlich/ -26), Anna Gampenrieder (-23), Ragna Iser (-98), Demian Kutzmutz (-37), Florian Mayr (-27), Veronika Muck (-19)Newsdesk [email protected] Caroline Häfner (Director Sales/verantwortlich/-14), Saskia Albert (-18), Beatrice Decker (-13), Isabell Diedenhofen (-38), Maja Pavlovic (-17), Julia Rinklin (-10); Anzeigenpreisliste: vom 01.01.2019Sales Services Ilka Gärtner (-21), Franziska Gallus (-16), [email protected] Veronika Blank-KuenMarketing & Vertrieb Anja Müller (Head of Marketing), Alexandra Zeller (Product Manager Magazines), David Löffler (Kampagnenmanager)Geschäftsführung Kilian Müller, Frank WiegandVerlag publish-industry Verlag GmbH, Machtlfinger Straße 7, 81379 München, Germany, Tel. +49.(0)151.58 21 19-00, [email protected], www.publish-industry.netLeser- & Aboservice Tel. +49.(0)61 23.92 38-25 0, Fax +49.(0)61 23.92 38-2 44; [email protected] Das Abonnement enthält die regelmäßige Lieferung der A&D (derzeit 10 Ausgaben pro Jahr inkl. redaktioneller Sonderhefte und Messe-Taschenbücher) sowie als Gratiszugabe das jährliche, als Sondernummer erscheinende A&D-Kompendium.Jährlicher Abonnementpreis Ein JAHRES-ABONNEMENT der A&D ist zum Bezugspreis von 64 € inkl. Porto/Versand innerhalb Deutschlands und MwSt. erhältlich (Porto: EU-Zone zzgl. 10 € pro Jahr, Europa außerhalb EU zzgl. 30 € pro Jahr, restliche Welt zzgl. 60 € pro Jahr). Jede Nachlieferung wird zzgl. Versandspesen und MwSt. zusätzlich berechnet. Im Falle höherer Gewalt erlischt jeder Anspruch auf Nachlieferung oder Rückerstattung des Bezugsgeldes. Studentena-bonnements sowie Firmenabonnements für Unternehmen, die A&D für mehrere Mitarbeiter bestellen möchten werden angeboten. Fragen und Bestellungen richten Sie bitte an [email protected]. Gestaltung & Layout Schmucker-digital, Lärchenstraße 21, 85646 Anzing, GermanyDruck Firmengruppe APPL, sellier druck GmbH, Angerstraße 54, 85354 Freising, GermanyVeröffentlichung gemäß §8 Dipl.-Kfm. Kilian Müller, München (74,0%); Dipl.-Kfm. Anja Müller, München (6,1%); Dipl.Komw. Hanno Hardt, München (6,3%); Sonstige (13,6%)Nachdruck Alle Verlags- und Nutzungsrechte liegen beim Verlag. Verlag und Redaktion haften nicht für unverlangt eingesandte Manuskripte, Fotos und Illustrationen. Nachdruck, Vervielfältigung und Online-Stellung redaktioneller Beiträge nur mit schriftlicher Genehmigung des Verlags. ISSN-Nummer 1618-2898Postvertriebskennzeichen 49309Gerichtsstand MünchenDer Druck der A&D erfolgt auf FSC®-zertifiziertem Papier, der Versand erfolgt CO2-neutral.
Mitglied der Informations- gemeinschaft zur Feststellung der Verbreitung von Werbeträgern e.V. (IVW), Berlin
FIRMEN UND ORGANISATIONEN IN DIESER AUSGABE
3S-Smart Software Solutions .............................17ABB ..................................................................42Afag Hardt .........................................................41Allied Vision .......................................................67Artec 3D ............................................................82B&R Deutschland ......................................26, 4.USBaumüller .........................................................12Beckhoff ...........................................................64Bernstein ..........................................................12Bihl+Wiedemann ..................................16, BeilageBitkom ..............................................................58Bosch Rexroth ...................................................26Braunkabel ........................................................31Comau ..............................................................38Control Techniques ...................................... 12, 49Dell ...................................................................12Deutsche Messe .......................................... 10, 35Elco Industrie Automation............................. 16, 74Eplan ................................................................36Escha ................................................................77Euchner ...................................................... 12, 72Exor ............................................................ 16, 33Fraunhofer FOKUS .............................................22Fraunhofer IFZP ..................................................8Griessbach ........................................................65Harting ..............................................................26Hilscher ............................................................56IBHsoftec ..........................................................16IBM ...................................................................26Icotek................................................................81Igus ..................................................................47Inasoft ..............................................................16IVG Göhringer ....................................................54Kontron ........................................ 2.US, 12, 26, 62Kostal................................................................12Lapp .................................................................78Layher.................................................................9Lenze ............................................ Titel, 12, 18, 20LTI Motion .........................................................48Lütze ................................................................81Maxon Motor .......................................................8Mdex.................................................................57
Mesago Messe Frankfurt ......................................8Messe Nürnberg ................................................75Microsoft Deutschland .......................................26Molex ................................................................12Moxa .................................................................15Murrplastik Systemtechnik .................................25Nexedi Deutschland ...........................................22Novotechnik ......................................................69Omron ...............................................................26Peak-System Technik .........................................63Pepperl+Fuchs ..................................................46Phoenix Contact Electronics ......................... 29, 58Pilz ...................................................................71Rittal .................................................................12Rockwell Automation .........................................26Rutronik ..............................................................5SAP ...................................................................12Schildknecht .....................................................40Schmersal .........................................................12Sercos International ............................... 16, 34, 55Sick ..................................................................68Siemens ............................................................32Sigmatek.......................................................3, 37SMC ..................................................................12Softing ..............................................................22Strobl ................................................................15SVS-Vistek ........................................................66T&G Automation.................................................16TE Connectivity ..................... 12, Rubrik Opener, 52TKD ..................................................................76TR-Electronic ....................................................12Trumpf ................................................................6TU Berlin ...........................................................22Turck ..................................................................3Unternehmensberatung Staufen ...........................8untitled exhibitions ...................................... 50, 79VDI/VDE...............................................................8Weiss Sondermaschinen ....................................39WSCAD Electronic ..............................................37
Firma Seite Firma Seite
80INDUSTR.com

One-Cable-Technology
D i e Rolle von Ser-
vo-Motoren hat sich grundlegend verändert:
In der vernetzten und an-passungsfähigen Produktionsum-
gebung sind sie zu vielseitigen Aktoren geworden. Die Basis hierfür sind digitale Schnittstellen zur Motor-Regler-Kom-munikation: Die Vorteile sind dabei 50 Prozent weniger Leitungen (aus zwei mach eins), weniger Platzbedarf sowie geringere Montage- und Instandhal-tungskosten, kurz: eine Steigerung von Effizienz und Sicherheit. Die Hybridlei-tungen werden deshalb im Maschinen- und Anlagenbau sowie in der Robote-rindustrie immer beliebter. Lütze bietet mit seiner One-Cable-Technology hier-für die optimalen Kabellösungen.
Die neuen Lütze OCT-Hybridleitun-gen nach Beckhoff-Standard eignen sich speziell für Servo-Antriebe im industri-ellen Umfeld, wie den Maschinen- und Anlagenbau sowie die Transport- und Fördertechnik. Die Lütze OCT-Leitun-gen werden mit einem PUR-Mantel und einer speziellen Polyolefin Aderisolation
HYBRIDLEITUNGEN FÜR DIE SCHLEPPKETTE
ausgestattet und sind damit bestens ge-eignet für den Einsatz in der Schlepp-kette. Die Lütze OCT-Leitungen sind prädestiniert für den Betrieb unter rau-en Betriebsbedingungen wie extremen Temperaturschwankungen und bei der Verwendung von aggressiven Kühl- und Schmiermitteln. Lütze bietet die neuen OCT-Leitungen mit unterschiedlichen Aderzahlen und Querschnitten an. Er-hältlich sind sie ab Losgröße von einem Stück. Maximale Leitungslängen nach Beckhoff-Standard mit Motordrossel sind von 50 bis 100 Meter realisierbar.
Schleppkettenoptimierung
Die Lütze OCT-Hybridleitungen (One-Cable-Technology) bieten mit 7,5xD eine sehr gute Wechselbiegefes-tigkeit für den langfristigen und aus-fallsicheren Einsatz in der Schleppkette. Das für den Dauereinsatz optimierte Abschirmgeflecht bietet eine hohe ak-tive und passive Störsicherheit (EMV). Der Einsatztemperaturbereich der halo-genfreien und RoHS-konformen Lütze OCT-Hybridleitungen liegt zwischen -25 und +80 Grad Celsius. Die Leitung erfüllt die Zulassungen nach cURus und UL AWM 21233. ☐
TEXT: Reinhard Braun, Lütze BILD: Lütze
Kombi-Versorgungsleitungen mit Motorver-sorgung, Bremse und digitalem Feedback sind die Basis für die vernetzte Motor-Regler- Kommunikation. Diese Hybridleitungen gibt jetzt auch für raue Betriebsbedingungen und dem Einsatz in Schleppketten.
Schirmklemme
jetzt mit
Zugentlastung
www.icotek.com
Mit den neuen SKZ Schirmklemmen wird der Schirm einzelner Leitungen mit dem Massepotenzial verbunden und gleichzeitig zugentlastet. Einfache Montage auf: Hutschienen, 10 x 3 Sammelschie-nen, C-Schienen und mit einer Schraube auf Montageplatten.
EMV Lösungen
FMB Süd20. - 21.02.2019 | Augsburg
Halle 5 | Stand E14
81INDUSTR.com
VERSORGUNGS - & VERB I N D UN GS T EC H N I K

Additive Fertigung mal anders
Als die Polizei von Arizona einen ver-dächtigen Truck anhielt, war das Letzte, was sie erwartete, 32 Alligatoren, die sich auf der Ladefläche herumtreiben. Alle konnten gerettet werden, wobei ein Tier besondere Aufmerksamkeit erfuhr: der Alligator hatte keinen Schwanz mehr – eine Prothese zum Umschnallen musste her. An dieser Stelle kommen 3D-Scanner ins Spiel, die nicht nur in den Bereichen Additive Fertigung und Re-verse Engineering kostbare Dienste leis-ten.
Zusammen mit Artec 3D arbeitete Dr. Justin Georgi, Assistant Professor of Anatomy an der Midwestern University in Arizona, mit einem Team aus Exper-ten an einem prothetischen Schwanz für den Alligator. Mit dem 3D-Scanner Artec Eva und der Bearbeitungssoftware Artec Studio erstellten sie ein 3D-Mo-dell, das anschließend über additive Fer-tigung gedruckt wurde. Da der Alligator noch wächst, wird er während seines Le-bens von weiteren 50 bis 60 Jahren noch bis zu 40 neue Schwänze aus flexiblem Silikon bekommen. Durch die 3D-Mo-
NEUER ALLIGATORSCHWANZ
delle sind Anpassungen und das Dru-cken ein Kinderspiel.
Die Geschichte über den Alligator soll darüber hinaus Aufmerksamkeit auf die dynamische 3D-Branche lenken und andere dazu inspirieren, die Grenzen des
TEXT: Christian Vilsbeck, A&D; mit Material von Artec 3D
BILD: iStock, nattanan726
Ein Alligator ohne Schwanz ist wie ein Auto ohne Reifen: Das Manövrieren wird schwierig. Mehr noch: Ein Alligator ohne Schwanz ist auf Dauer nicht lebensfähig. Dank 3D-Scan und Additiver Fertigung wird einem verun-glückten Reptil nun geholfen.
Denkbaren noch weiter zu verschieben. So sorgt 3D-Scanning und 3D-Druck auch im Bereich der Humanprothetik für immer größere Fortschritte. Das gilt natürlich auch für die Möglichkeiten der additiven Fertigung im industriellen Umfeld. ☐
82INDUSTR.com
RÜC K L I C H T

INDUSTRY.forwardSummit 2019 Die Zukunftskonferenz der Industrie, 16.5.2019, Berlin
Treffen Sie die Vordenker der Digitalisierung in der Industrie
25 Speaker
15 Vorträge
2 Diskussions-Panels
2 Ramp-up-Sessions
2 Masterclasses
150 Teilnehmer
FOKUS 2019: Organizational Change & Digital Leadership — das Geschäft stabilisieren, den Wandel gestalten.
Vernetzung, Digitalisierung und neue Technologien verändern Unter-
nehmen und deren Beziehung zum Kunden. Geschäftsmodelle müssen
angepasst oder neu entwickelt werden. Unternehmensperspektiven
verschieben sich im Zuge des digitalen Wandels: Wer sind wir morgen?
Wie lässt sich der Organizational Change bewältigen ohne das bestehende
Geschäft zu gefährden? Der INDUSTRY.forward Summit gibt Antworten.
Jetzt Ticket sichern: www.INDUSTRY-forward.com/get-ticket
20%Leser-Ticket
RabattWerbecode„LESER2019“
publish-industry Verlag GmbH Machtlfinger Straße 7 81379 München Tel. +49 151 58 21 19 00
SFI 2019 Anzeige 1-1.indd 1 15.01.19 13:39
www.br-automation.com/ACOPOStrak
ACOPOStrak Höchste Effektivität in der Produktion
Hochgeschwindigkeitsweiche Absolute Gestaltungsfreiheit Shuttlewechsel im Betrieb
Antriebstechnik für die adaptive Maschine.Flexibler. Schneller. Produktiver.
OEEROI
TTM