power point. ingles. marlin gonzalez pptx
TRANSCRIPT

MacroestructuraTextual
Br. Marlin GonzálezC.I: 17.897.149
Ingeniería Mecánica
Instituto Universitario Politécnico
“Santiago Mariño”
Extensión Porlamar.

SUPER
MACRO
MICRO
ESTRUCTURAS
OPTIMIZACIÓN DE LA PRODUCCIÓN DE BIODIESEL DE ACEITE DE GIRASOLUSO DE RESPUESTA DE LA SUPERFICIE METODOLOGÍA

MICROESTRUCTURA
DISEÑO DE COMPUESTO CENTRAL
LA TRANSESTERIFICACION DE TRIGLICÉRIDOS CON
EL ALCOHOL
RESPUESTA METODOLOGICA DE
SUPERFICIE

OBJETIVOS DEL TRABAJO
PARAMETROS
TEMPERATURA CONCENTRACION DE CATALIZADOR
RELACION MOLAR DE METANOL
EVALUAR LOS EFECTOS
OPTIMIZAR LAS CONDICIONES DE REACCION
PARA
ANALIZAR LAS PROPIEDADES DE METILO PRODUCIDO Y LA CALIDAD DE BIODISEL SE COMPARA CON PETRO- DIESEL

MATERIALES Y EQUIPOS
MATERIALES:
•EL ACEITE DE GIRASOL
•EL METANOL CON UNA PUREZA DE 99,5%
•HIDRÓXIDO DE POTASIO (KOH) EQUIPOS:
•REACTOR, EL PODER EUROSTAR CONTROL VISC P7
•REACTOR LR 2000P AMPLIABLE DE FORMA MODULAR
•EL REACTOR DE LABORATORIO IKA DOBLE PARED CON CAMISA 2 LITROS VASOS DISPONIBLES EN ACERO INOXIDABLE, CON VÁLVULA DE DESCARGA INFERIOR.
•UN MEZCLADOR CON 8-290 RPM MODELO DE CONTROL-VISC EUROSTAR.
REACTOR LR 2000P

EXPERIMENTOS Y METODOS
DOS LITROS DE ACEITE DE GIRASOL VIERTE EN EL REACTOR Y SE DEJÓ EQUILIBRAR A LA TEMPERATURA DE REACCIÓN A290 RPM. EL AGUA CALIENTE QUE CIRCULA EN LA CAMISA DEL REACTOR PROPORCIONÓ EL CALOR NECESARIO PARA LA REACCIÓN. CANTIDADES VARIABLES DE CATALIZADOR SE DISOLVIERON EN DIVERSOSCANTIDAD DE METANOL COMO SE DESCRIBE EN CADA PRUEBA. DESPUÉS DE ALCANZAR UNA TEMPERATURA NECESARIA, SE AÑADIÓ EL METÓXIDO DE POTASIO AL REACTIVO Y ERA MANTENIDO DURANTE 2 HORAS PARA LA FINALIZACIÓN DE LA REACCIÓN.
DESPUÉS DE 2 HORAS SE TERMINÓ LA REACCIÓN DE TRANSESTERIFICACIÓN Y LA MEZCLA FUE RETIRADO DEL REACTOR Y SE VIERTE EN EL SEPARADOR DE EMBUDO PARA SEPARA BIODIESEL A PARTIR DE GLICEROL. LA SEPARACIÓN DE DOS FASES QUE SE REALIZA POR GRAVEDAD REQUIERE AL MENOS 4 HORAS. EL GLICEROL Y EL BIODIESEL TIENEN UN PROFUNDO COLOR AMARILLO ROJO Y BRILLANTE COLOR. DESPUÉS DE LA SEPARACIÓN DE BIODIESEL, SE DEBE LAVAR A CABO DE IMPUREZAS Y AGENTES SIN REACCIONAR. EL BIODIESEL SE LAVÓ 10 VECES. EN LA PRIMERA VEZ, LAVADO DEL BIODIESEL DEBE HACERSE LENTAMENTE Y CON CUIDADO PARA EVITAR EL JABÓN FORMACIÓN. UN LITRO DE AGUA DESTILADA CALIENTE SE UTILIZA POR 1 LITRO DE BIODIESEL. EN LOS PRÓXIMOS TIEMPOS, EL PROCEDIMIENTO DE LAVADO SE PUEDE HACER MÁS RÁPIDAMENTE HASTA QUE EL COLOR DE TURNOS DE AGUA A BLANCO. FINALMENTE, EL BIODIESEL SE SECÓ COMPLETAMENTE POR JELL SÍLICE.

PROPIEDADES FÍSICAS DEL BIODIESEL

METODO DE SUPERFICIE DE RESPUESTA
RESULTADOS Y DISCUCION
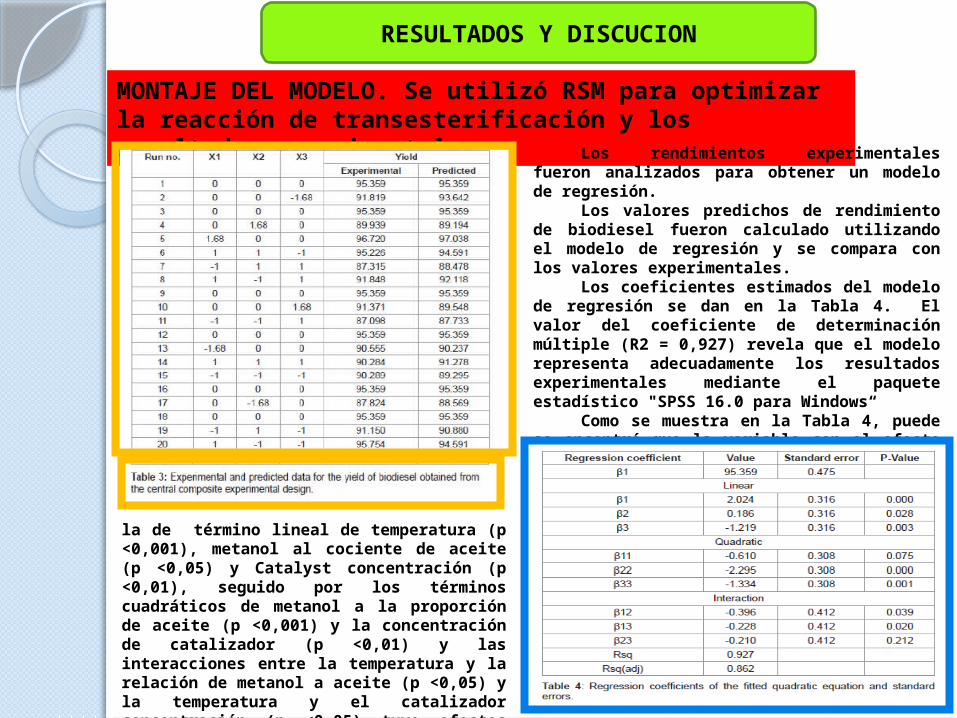
MONTAJE DEL MODELO. Se utilizó RSM para optimizar la reacción de transesterificación y los resultados experimentales.
Los rendimientos experimentales fueron analizados para obtener un modelo de regresión.
Los valores predichos de rendimiento de biodiesel fueron calculado utilizando el modelo de regresión y se compara con los valores experimentales.
Los coeficientes estimados del modelo de regresión se dan en la Tabla 4. El valor del coeficiente de determinación múltiple (R2 = 0,927) revela que el modelo representa adecuadamente los resultados experimentales mediante el paquete estadístico "SPSS 16.0 para Windows“
Como se muestra en la Tabla 4, puede se encontró que la variable con el efecto más significativo sobre el rendimiento de aceite fue
la de término lineal de temperatura (p <0,001), metanol al cociente de aceite (p <0,05) y Catalyst concentración (p <0,01), seguido por los términos cuadráticos de metanol a la proporción de aceite (p <0,001) y la concentración de catalizador (p <0,01) y las interacciones entre la temperatura y la relación de metanol a aceite (p <0,05) y la temperatura y el catalizador concentración (p <0.05) tuvo efectos significativos en el rendimiento de aceite.

ANALISIS DE SUPERFICIE DE RESPUESTASuperficie de respuesta se ha aplicado con éxito para la optimización de biodiesel la producción de grasa y aceite de materias primas, incluyendo el petróleo mahua [15], el aceite de Jatropha [16], aceite de colza de residuos [17] y grasa animal [18]. RSM puede ser ilustrado con tres parcelas dimensionales mediante la presentación de la respuesta en función de dos factores y manteniendo la otra constante. Se visualizó por el rendimiento de biodiesel en relación con la temperatura, el metanol a la proporción de aceite y la concentración del catalizador en la Figura 2 a 4.Figura 2 indica la parcela de superficie de la reacción de transesterificación de granada dio como una función de la
temperatura y metanol a la proporción de aceite a Catalizador de concentración 0,679% en peso. Esta figura muestra que la temperatura y la relación molar dealcohol al petróleo tiene un efecto directo sobre el rendimiento de éter metílico pero hasta la cerca temperatura de alcohol y 6 hirviendo: 1 relación molar, entonces el rendimiento de biodieseldisminuido con el aumento de la relación de temperatura y molar de alcohol a
aceite. Algunos obras informó la reacción a temperatura ambiente; la mayoría de las investigaciones hancentrado en la transesterificación en el punto de ebullición cerca de alcohol. La temperatura tieneuna influencia importante en la velocidad de reacción y llevado a una
mayor conversión de éter. Con el aumento de la temperatura de reacción, el rendimiento de biodiesel aumentó rápidamente a cerca del punto de ebullición del alcohol. A temperaturas bajas, relativamente baja conversión a éter metílico evidente debido al estado subcrítico de metanol. A mayor temperatura de punto de metanol en ebullición, el alcohol se evapora y el rendimiento fue dedisminuido. También metanol al cociente de petróleo tuvo un efecto significativo que producen disminución dramáticamente en alto valor de estos.

OPTIMIZACIÓN DE LA CONDICIÓN DE EXTRACCIÓN
CON EL FIN DE OPTIMIZAR LAS CONDICIONES DE REACCIÓN, LAS PRIMERAS DERIVADAS PARCIALES DE LA MODELO DE REGRESIÓN SE EQUIPARA A CERO SEGÚN X1, X2, X3 Y RESPECTIVAMENTE.
EL RESULTADO SE CALCULÓ COMO SIGUE: X1 = 48, X2 = 6,825 Y X3 = 0,679. BAJO TALES CONDICIÓN, EL RENDIMIENTO DE BIODIESEL SE PREDIJO A SER 97,54%. LA EXPERIMENTAL SE TRABAJO EN ESTA CONDICIÓN SE REALIZÓ DEBIDO A UN RENDIMIENTO MÁXIMO EXPERIMENTAL. EN ESTO TRABAJO, MAYOR RENDIMIENTO DE ÉSTER METÍLICO A UNA TEMPERATURA DE 48 ° C, LA CONCENTRACIÓN DE CATALIZADOR DE 0,679% EN PESO, 290 RPM DEL AGITADOR, 2H Y METANOL AL COCIENTE DE ACEITE DE 6,825: 1 ES OBTENIDO 98,181%.

CONCLUSION
METODOLOGÍA DE SUPERFICIE DE RESPUESTA SE APLICÓ CON ÉXITO PARA TRANSESTERIFICACIÓN DE METANOL.
LOS COEFICIENTES DE REGRESIÓN ALTOS DE LA SEGUNDA PARA POLINOMIO MOSTRÓ QUE EL MODELO ESTABA BIEN EQUIPADA CON LOS DATOS EXPERIMENTALES.
EL ANOVA IMPLICABA QUE LA RELACIÓN MOLAR DE ALCOHOL A ACEITE; TEMPERATURA DE REACCIÓN Y CONCENTRACIÓN DE CATALIZADOR TIENE EL GRAN FACTOR IMPORTANTE QUE AFECTA EL RENDIMIENTO DE BIODIESEL. LA PRODUCCIÓN DE BIODIESEL TIENE UN COMPORTAMIENTO NEGATIVO POR CUADRÁTICA LA TEMPERATURA, LA RELACIÓN MOLAR DE ALCOHOL A ACEITE Y LA CONCENTRACIÓN DE CATALIZADOR.
FUE PREDICHO QUE LA CONDICIÓN DE REACCIÓN ÓPTIMO DENTRO DEL RANGO EXPERIMENTAL HARÍA SER LA RELACIÓN MOLAR DE 6,825: 1 Y LA TEMPERATURA DE 48 ° C Y LA CONCENTRACIÓN DE KOH IGUAL A 0.679WT%. EN LA CONDICIÓN ÓPTIMA PODEMOS LLEGAR A PRODUCIR DE 98.181%. EL ÉTER DE METILO QUE PRODUCE EN CONDICIONES ÓPTIMAS TIENE PROPIEDADES ACEPTABLES Y SE COMPARA BIEN CON PETRO-DIESEL. DISPONE DE AZUFRE INFERIOR, RESIDUO DE CARBONO Y ÁCIDO NÚMERO DE PETRO-DIESEL, PERO LA VISCOSIDAD CINEMÁTICA, EL NÚMERO DE CETANO Y CALEFACCIÓN VALOR DE PETRO-DIESEL ES ALGUNOS MEJORES RELATIVA A BIODIESEL. FINALMENTE, PODEMOS CONCLUIR QUE EL BIODIESEL SERÁ UNA ALTERNATIVA ADECUADA PARA LA SUSTITUCIÓN DE PETRO-DIESEL SIN NINGUNA MODIFICACIÓN EN EL MOTOR.