production scheduling in the tmc in marel iceland
TRANSCRIPT

Production Scheduling in the TMC in Marel Iceland
Hrafnhildur Ýr Matthíasdóttir
Thesis of 30 ECTS
Master of Science (M.Sc.) in Engineering Management
June 2016


Production Scheduling in the TMC in Marel Iceland
by
Hrafnhildur Ýr Matthíasdóttir
Thesis of 30 ECTS credits submitted to the School of Science and
Engineering at Reykjavík University in partial fulfillment of the requirements for the degree of
Master of Science (M.Sc.) in Engineering Management
June 2016
Research Thesis Committee:
Eyjólfur Ingi Ásgeirsson, Supervisor
PhD, Assistant Professor, School of Science and Engineering at
Reykjavík University
Páll Jensson, Supervisor
PhD, Professor, School of Science and Engineering at
Reykjavik University
Agni Ásgeirsson, Examiner
PhD, Head of Risk Management
LSR, Pension Fund for State Employees


Production Scheduling in the TMC in Marel Iceland
Hrafnhildur Ýr Matthíasdóttir
June 2016
Abstract
To be capable of thriving in today’s competitive markets, the pressure on
manufacturing companies to deliver products to their customer at the right time, at the
right cost and of the right quality is constantly increasing. The main subject of this
project is a real-world scheduling problem that originates in a production cell in Marel
Iceland. The objective is to analyze the problem from a scheduling theory standpoint
and answer the question, if by using the current resources in place, it is possible to
improve the production scheduling process in order to minimize late deliveries to the
customer. The current situation is explored and delivery reliability is introduced as a
KPI. The problem is mathematically described as a formal notation in order to connect
it to scheduling theory. The results indicate that with improved production scheduling,
based on the capacity of each machine in the production cell, the delivery reliability
can be increased. The results also indicate that the quality of data registration gives
multiple disadvantages when trying to apply scheduling methods. However, with
relatively manageable changes, and by using the right tools, the delivery reliability
can indeed be increased from 88% to 100%. Furthermore, the time that goes into the
current scheduling process can be reduced.

Verkniðurröðun framleiðslupantana í renniliði Marel á
Íslandi
Hrafnhildur Ýr Matthíasdóttir
Júní 2016
Útdráttur
Til þess að geta þrifist á samkeppnishæfum markaði eykst pressan á
framleiðslufyrirtæki við að afhenda vörur til viðskiptavina sinna á réttum tíma, í
réttum kostnaði og í réttum gæðum, í sífellu. Aðalviðfangsefni þessa verkefnis er
raunverulegt vandamál sem snýr að skipulagningu á framleiðslu í ákveðinni
framleiðslusellu í Marel á Íslandi. Markmið verkefnisins eru að greina vandamálið
út frá verkniðurröðunarfræðum og svara spurningunni hvort að með því að nota
þær auðlindir sem eru til staðar í sellunni, sé hægt að bæta ferlið í kringum
skipulag á framleiðslu í þeim tilgangi til að auka afhendingaröryggi til
viðskiptavinar. Núverandi staða er skoðuð og afhendingaröryggi kynnt sem
lykilárangursþáttur. Vandamálið er sett fram stærðfræðilega með formlegum
rithætti í þeim tilgangi að tengja hið raunverulega vandamál við fræðin.
Niðurstöður gefa til kynna að með bættri verkniðurröðun, út frá heildarafkastagetu
hverrar vélar fyrir sig, er hægt að bæta afhendingaröryggi til muna. Niðurstöður
gefa einnig til kynna að léleg gæði gagna hafa talsverð neikvæð áhrif þegar kemur
að því að beita fræðilegum aðferðum við verkniðurröðun. Hins vegar kemur í ljós
að með tiltölulega viðráðanlegum breytingum og með því að nota réttu verkfærin,
er hægt að hækka afhendingaröryggi sellunnar úr 88% í 100%. Einnig er hægt að
minnka tímann sem fer í núverandi skipulag á framleiðslu talsvert.


Production Scheduling in the TMC in Marel
Iceland
Hrafnhildur Ýr Matthíasdóttir
Thesis of 30 ECTS credits submitted to the School of Science and Engineering at Reykjavík University in partial fulfillment of
the requirements for the degree of
Master of Science (M.Sc.) in Engineering Management
June 2016
Student:
__________________________________________
Hrafnhildur Ýr Matthíasdóttir
Supervisors:
__________________________________________
Eyjólfur Ingi Ásgeirsson, Supervisor
PhD, Assistant Professor, School of Science and Engineering
at Reykjavík University
__________________________________________
Páll Jensson, Supervisor
PhD, Professor, School of Science and Engineering
at Reykjavík University
Examiner:
__________________________________________
Agni Ásgeirsson, Examiner
PhD, Head of Risk Management
LSR, Pension Fund for State Employees


The undersigned hereby grants permission to the Reykjavík University Library to
reproduce single copies of this Thesis entitled Production Scheduling in the TMC
in Marel Iceland and to lend or sell such copies for private, scholarly or scientific
research purposes only.
The author reserves all other publication and other rights in association with the
copyright in the Thesis, and except as herein before provided, neither the Thesis nor
any substantial portion thereof may be printed or otherwise reproduced in any
material form whatsoever without the author’s prior written permission.
______________________
Date
_____________________________________________________
Hrafnhildur Ýr Matthíasdóttir
Master of Science


I dedicate this thesis to my grandparents, Svava and Valdi, who are always in my heart.


Acknowledgements
Foremost, I would like to thank my supervisors from Reykjavík University, Dr.
Eyjólfur Ingi Ásgeirsson and Dr. Páll Jensson for their excellent guidance and advice
while working on this project.
For showing incredible amount of faith in me and this project, as well as giving
me endless support and help throughout, I would like to thank my team of co-workers
at Marel – you know who you are.
Last, but not least, I want to thank my family and especially my parents,
Ljósbrá Baldursdóttir and Matthías Gísli Þorvaldsson, for their moral support and
constant encouragement throughout my engineering studies.
xiv


Contents
List of figures ............................................................................................................................ xvii
List of tables ............................................................................................................................ xviii
1 Introduction ............................................................................................................................... 1
1.1 Marel .............................................................................................................................. 1
1.2 Cellular manufacturing ................................................................................................... 2
1.3 The Turning and Milling Cell ........................................................................................ 3
1.4 Problem statement .......................................................................................................... 4
1.5 Structure of the thesis ..................................................................................................... 5
1.6 Contributions .................................................................................................................. 6
2 Detailed analysis of the problem .............................................................................................. 7
2.1 Outsourcing and recent changes within the TMC ........................................................ 10
3 Delivery reliability ................................................................................................................... 13
3.1 Delivery reliability as a KPI ......................................................................................... 13
4 Methods .................................................................................................................................... 17
4.1 Scheduling .................................................................................................................... 17
4.2 Manual scheduling ....................................................................................................... 19
4.3 The Earliest Due Date (EDD) rule ............................................................................... 20
4.4 Mathematical description of the problem ..................................................................... 21
4.5 Recent work .................................................................................................................. 24
5 Dataset ...................................................................................................................................... 25
5.1 Data analysis................................................................................................................. 30
5.2 High-mix/low volume production ................................................................................ 31
6 Results ....................................................................................................................................... 33
6.1 Real production ............................................................................................................ 33
6.2 Calculation of available hours ...................................................................................... 36
6.3 Applying the JIT strategy ............................................................................................. 38
6.4 Applying the EDD rule ................................................................................................. 43
6.5 Further analysis ............................................................................................................ 45
6.6 Suggestions for improvements ..................................................................................... 46
7 Conclusions .............................................................................................................................. 49
References ................................................................................................................................... 51
Appendix A ................................................................................................................................. 53
Appendix B .................................................................................................................................. 54 xvi

List of figures
Figure 1: Streamline for poultry processing ..................................................................................... 2
Figure 2: Layout of the TMC............................................................................................................ 4
Figure 3: The production scheduling process in the TMC ............................................................... 9
Figure 4: The delivery wagons are lined up according to delivery dates. ........................................ 9
Figure 5: A typical drawing of a milled part produced in the TMC ............................................... 11
Figure 6: Delivery reliability for the first three months of 2016 .................................................... 15
Figure 7: Late deliveries Jan 2016 .................................................................................................. 16
Figure 8: Late deliveries Feb 2016 ................................................................................................. 16
Figure 9: Late deliveries Mar 2016 ................................................................................................ 16
Figure 10: A simple application of the TSP ................................................................................... 19
Figure 11: A screenshot of the Excel file ....................................................................................... 28
Figure 12: TMC production 2014 ................................................................................................... 31
Figure 13: Production Jan 2016 ...................................................................................................... 34
Figure 14: Production Feb 2016 ..................................................................................................... 35
Figure 15: Production Mar 2016 ..................................................................................................... 35
Figure 16: OLE - Availability for End Cells .................................................................................. 36
Figure 17: Available hours versus ordered hours for each machine in January 2016 .................... 39
Figure 18: Available hours versus ordered hours for each machine in February 2016 .................. 40
Figure 19: Available hours versus ordered hours for each machine in March 2016 ...................... 41
Figure 20: Available hours versus ordered hours for each machine in January 2016 with EDD ... 44
Figure 21: The delivery reliability sheet ......................................................................................... 53
Figure 22: Real production Jan 2016. JIT production orders are highlighted in green. ................. 54
Figure 23: Real production Feb 2016. JIT production orders are highlighted in green. ................. 55
Figure 24: Real production Mar 2016. JIT production orders are highlighted in green. ................ 56

List of tables
Table 1: Shift schedule for the TMC ................................................................................................ 8
Table 2: TMC's customer categories .............................................................................................. 28
Table 3: Work center identification ................................................................................................ 29
Table 4: Calculation of available hours .......................................................................................... 37
Table 5: Available hours left to spare each month ......................................................................... 42
Table 6: Results if the EDD rule with preemptions would have been applied ............................... 43
xviii

1
Chapter 1
Introduction
In today’s manufacturing competitive markets, companies need to be capable of
delivering products to their customer at the right time, at the right cost and in the right
quality. When manufacturing companies fail to schedule their production in an
optimal way, the risk of not being able to deliver their products, according to the right
standards, increases. Scheduling deals with the allocation of available resources to
tasks over a given time period [1]. In the manufacturing environment the resources are
usually machines and/or employees. It can be both challenging and time consuming to
create a good schedule as it is a decision making process with the goal of optimizing
one or more objectives, but a good and disciplined scheduling process can result in
better utilization of resources and therefore in higher delivery reliability to the end-
customer.
The thesis is the result of work done in the period of January to May 2016. During the
time of writing the thesis, the author was employed at Marel in Iceland.
1.1 Marel
In terms of total sales, Marel is amongst the ten largest companies in Iceland [2].
Marel is an innovative manufacturing company considered to be the leading global
provider of advanced equipment and systems for three different food processing
industries; poultry, meat and fish. Marel originated in Iceland in 1983 but since then it
has become the global phenomenon it is today, with over 4.500 employees working in
manufacturing, offices and subsidiaries in over 30 countries worldwide [3].

2
Marel’s primary goal is to advance food processing by delivering market-driven
innovation that helps their customers proactively adapt to continually changing
consumer habits and environmental challenges. The vision is of a world where quality
food is produced sustainably and affordably [3]. One of its core values is its
partnership with customers and the focus on creating added value. Therefore, Marel
does not only sell standard products but also customized products which can be
designed closely with the customers in order to fulfill their needs. Figure 1 shows an
example of a streamline for poultry processing, a product produced at Marel.
Figure 1: Streamline for poultry processing
Cellular manufacturing 1.2
Cellular manufacturing is a method from the lean manufacturing toolbox, focusing on
how manufacturing companies can organize their workshop floor. In cellular
manufacturing, production work stations and equipment are arranged in a sequence
that supports a smooth flow of materials and components through the production
process with minimal transport or delay. Cellular manufacturing is a method which
seeks to minimize the time it takes for a single product to flow through the entire
production process [4].
Marel is currently basing their manufacturing floor on cellular manufacturing and has
a total of 14 cells which all play a part in the production process. Marel has 6 support
cells: Turning and Milling Cell, Sheet Metal Cell, Glass Beading Cell, Electronic
Cell, Printed Circuit Boards cell and the Inventory Cell. The support cells provide
components to the end product cells in order for them to be able to assemble the final
product. There are two types of end product cells: SP cells which produce standard
products and Grader cells which produce customized products. There are four SP
cells, SP1- SP4 and four Grader cells, FL1-FL4. Furthermore, there is a Spareparts
Cell within SP1 and each cell has its own Team Leader.

3
The Turning and Milling Cell 1.3
The Turning and Milling Cell (from now on referred to as TMC), one of the support
cells within Marel Iceland, is the main focus of this project. The cell operates by the
Make-To-Order strategy, which means that production of goods only occurs after a
customer’s order is received [5]. Along with the customer’s order the cell receives a
requested delivery date from the customer.
The TMC produces around 1400 to roughly 2000 production orders every month,
where amount of items in each production order can vary from 1 to 300. However, the
average production order has only 6 items. The items produced are turned and milled
parts made mainly from steel and plastic, and production is carried out according to
drawings from designers that should include relevant and technical specifications.
The employees in the TMC are encouraged to arrange their production according to
the Just-In-Time (JIT) strategy, made popular by Toyota in Japan in the 1970s-80s.
Simply put, JIT is an inventory strategy companies use to increase their efficiency
and decrease waste by producing goods only when they are needed in the production
process and thereby reducing inventory costs [6].
The JIT strategy translates to the TMC and its employees in such way that production
should not occur too late but at the same time not too early. Therefore, unnecessary
batch production ahead of time is highly discouraged. Supporting that argument is the
fact that the flow of production orders into the cell are extremely fluctuating, both in
quantity and in product types as well as there are at least 300 new items introduced
each month, so item variability can be considered quite high. All of this results in the
fact that there is no effective forecast available for the TMC that could help with their
planning.
TMC has a production of high-mix/low-volume items which means that there can be a
lot of new things which have to be responded to during each day. A total number of
22 employees work in the cell, including the Team Leader. There are 4 lathes and 7
milling machines operating in the cell. Figure 2 shows the layout of the cell.
4
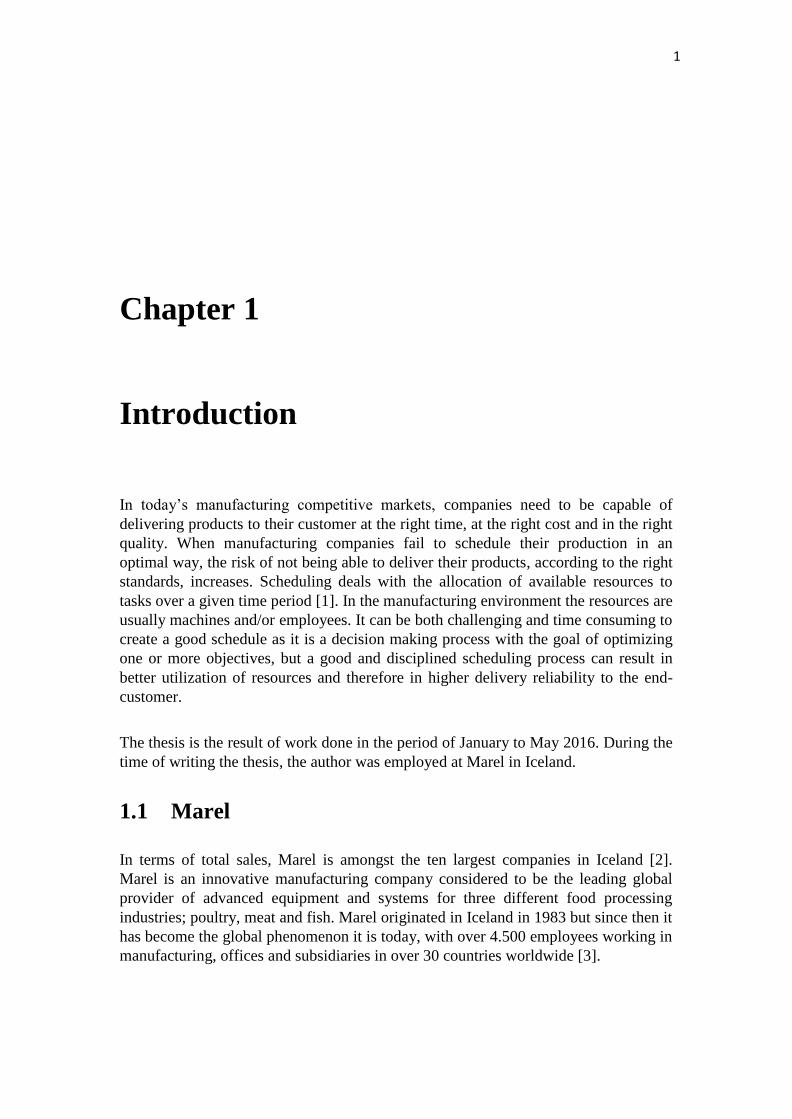
Figure 2: Layout of the TMC
Problem statement 1.4
This project is based on a real-world scheduling problem within the manufacturing
department in Marel Iceland, more precisely in the TMC. There are no formal
scheduling rules being used in the TMC as production is manually scheduled. New
stacks of drawings for production orders are printed and handed to employees every
day. The employees themselves are responsible for choosing the appropriate
drawings/products to be produced on each machine at what time, when this could
easily happen earlier in the process. The current scheduling process is also very time
consuming and involves a lot of manual work.
It is an exception if there comes a day where the TMC delivers all its goods to their
customers on time. This is a problem since it can in some cases cause delayed delivery
time to the end customer. This information is however only accessible day by day and
is mainly based on the feeling and experience of the employees. The actual delivery
reliability for the cell is not being measured so there is no way of knowing, first of all,
how large the percentage is of products delivered on time versus total number of
products delivered, and second, how late the already late products are being delivered.

5
The main problem in question is twofold. Firstly, we are looking at a scheduling
problem i.e. how production orders for multiple product types are organized onto
machines. Secondly, the employees of the cell are dealing with a lot of paperwork and
time which goes into printing, checking, organizing drawings etc. So on the one hand
there is the scheduling problem while on the other hand there is the lean
manufacturing problem where a lot of extra steps are being taken during the
scheduling process when they might not be necessary. During this project the main
focus will be on the scheduling problem, focusing on due-date related objectives.
The main objective of this project is to take this problem, analyze it in regards to
scheduling theory and from that analysis come up with a good and more automated
solution to the problem.
The research question being answered is the following:
By using the current resources in place, is it possible to improve the production
scheduling process by focusing on eliminating waste in the process flow in order to
minimize late deliveries on TMC’s products?
The goal for the TMC is therefore to deliver as many production orders as possible on,
or before, the requested delivery date. Or, to relate it to theory, to minimize the
tardiness.
Structure of the thesis 1.5
The structure of the thesis is as follows: Chapter 2 is a detailed analysis of the
problem. Chapter 3 discusses delivery reliability and Chapter 4 is a literature review
where the methods used to get closer to the solution are explained. Chapter 5
describes the dataset used in the project and the results and suggestions for
improvements are presented in Chapter 6. Conclusions are discussed in Chapter 7.

6
Contributions 1.6
The following contributions will be delivered through this project:
To Marel:
Process and data analysis
The current manual scheduling process in the TMC is analyzed and mapped up in a
flow chart. Ideas for improvements by focusing on eliminating waste in the process
flow are put forth, and a KPI introduced in order to encourage employee engagement
in reaching the company’s goal of improving delivery reliability.
Data for the first three months of the year 2016 was gathered and a comparison is
made between the real delivery reliability performance and the performance that could
have been achieved if scheduling rules would have been applied. By gathering new
data and displaying the results in a way that has never been done before in the Turning
and Milling Cell, understanding is increased and new light shed on underlying
problems prompting the Production Management in Marel Iceland to take action.
New scheduling methods introduced
Faults in the data registration are highlighted and new methods for scheduling the
production orders in TMC are introduced. Furthermore, suggestions for improving the
data registration in the cell are made in order to create a better foundation for applying
more advanced scheduling solutions.
To theory:
Actual scheduling problem connected to theory
Mathematically describing the real-life scheduling problem in a formal notation
provides an opportunity to compare the problem to other similar cases and relate it to
theory. In order to use theory in production scheduling, certain criteria needs to be
met, which is highlighted in the project.

7
Chapter 2
Detailed analysis of the problem
The current situation in the TMC was analyzed thoroughly. The author spent a few
days in the cell for observation purposes and information gathering, from both the
employees and the Team Leader. Both ways of working and the morale in the cell was
explored, in order to get a better feeling of how the production is planned and be able
to identify more opportunities for improvements.
It became clear that the cell has a strong culture and that the employees believe that
their ways of working are optimal for the company. There is little or no overview of
the status of production. For an outsider, e.g. a customer who is looking for
information about an item that is already late, there is no way of seeing when or on
which machine it will be produced. The person would have to walk up to every
machine and look through multiple stacks of drawings in order to find the item, and
basically ask the employee when the item will be produced.
This chapter describes the production cell in more detail as well as giving a more
thorough analysis of the scheduling problem.

8
The customers for the TMC are currently being segmented into three categories,
characterized by delivery time, based on how high they rank in priority decided by the
TMC and Production Management. The customers are Product Development, the
Spareparts cell and the End product cells.
The operation time for each of the 11 machines in the production cell is the same; five
days a week in two shifts, a day shift and a night shift. Table 1 shows exact work
hours and breaks for each day.
Table 1: Shift schedule for the TMC
TMC Days Work hours Break Lunch
Day shift Mon – Thu 06:00 - 15:00 09:00-09:10 12:00-12:30
Fri 06:00-12:00 09:00-09:10
Night shift Mon – Thu 15:00 - 00:00 21:00-21:10 17:30-18:00
Fri 12:00-18:00 15:00-15:10
The scheduling process has been examined and mapped up by the author of this
thesis. What triggers the process is when the Team Leader in the TMC filters out
production numbers marked with the status “To Production” in Marel’s enterprise
resource planning (ERP) system, Dynamics AX. The system is a production system
that holds all information regarding production orders and planning.
The Team Leader filters out production orders with delivery dates up to two weeks
into the future. The process is executed every morning when the Team Leader shows
up to work and can take up to a few hours, depending on the amount of interruptions.
Without any interruptions it is assumed to take around two hours to get the task done
each morning.
A flowchart was made in order to help the author to both visualize the steps in the
process and analyze where the biggest problems lie. The flowchart was made based on
information gathered from discussions with both the Team Leader of the cell and its
employees, during the days spent in the cell for observation purposes.
Figure 3 displays the flow chart of the current production scheduling process for the
TMC. The process looks overly complicated where there are multiple steps taken
while manually scheduling the production. The purpose of this project is again, to
come up with a solution to simplify this process.
9
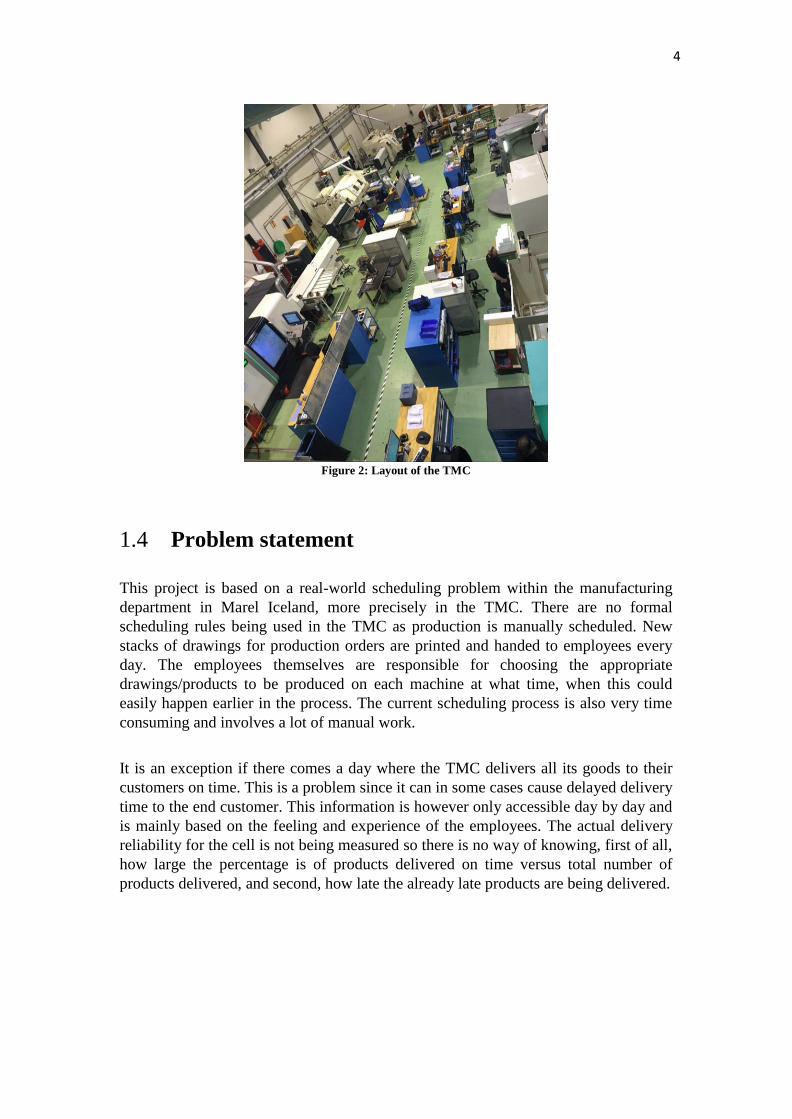
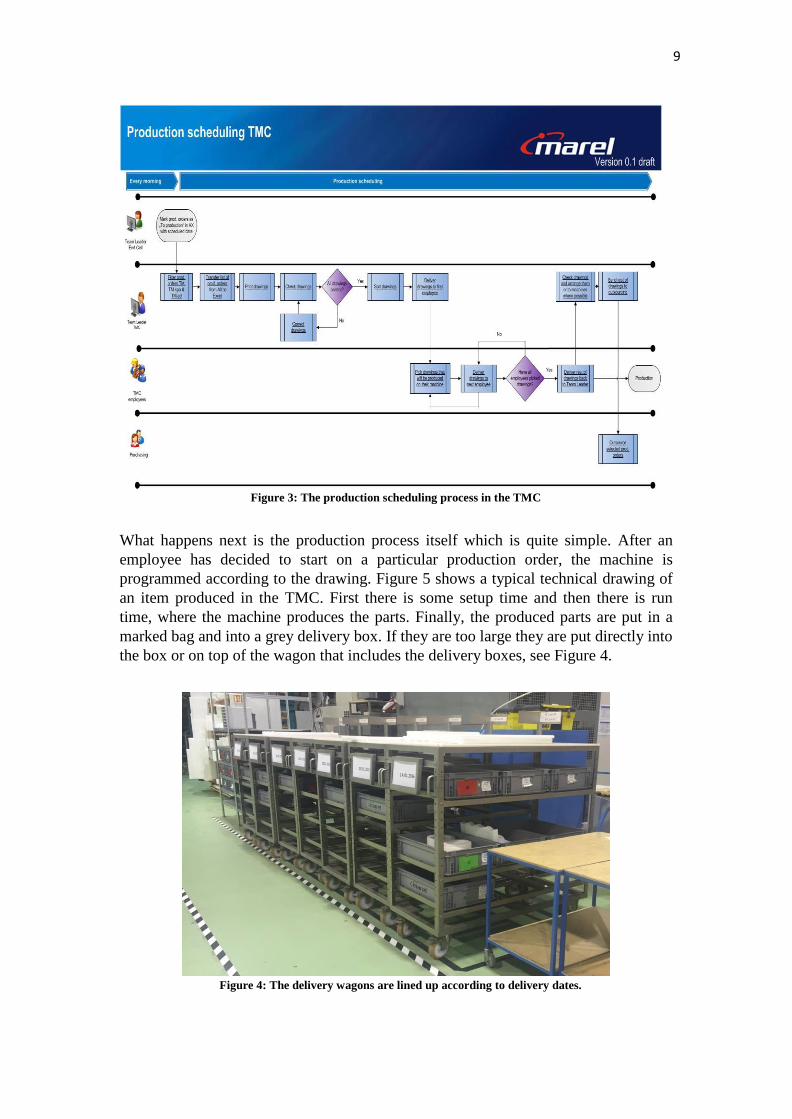
Figure 3: The production scheduling process in the TMC
What happens next is the production process itself which is quite simple. After an
employee has decided to start on a particular production order, the machine is
programmed according to the drawing. Figure 5 shows a typical technical drawing of
an item produced in the TMC. First there is some setup time and then there is run
time, where the machine produces the parts. Finally, the produced parts are put in a
marked bag and into a grey delivery box. If they are too large they are put directly into
the box or on top of the wagon that includes the delivery boxes, see Figure 4.
Figure 4: The delivery wagons are lined up according to delivery dates.

10
2.1 Outsourcing and recent changes within the TMC
In some cases a production order comes through the production system in the TMC,
where the cell does not necessarily produce the part but outsources it to other
companies and contractors in Iceland. The reasons behind the choice of which
products are outsourced, are not clear.
Today, a significant part of the outsourced products are chosen in order to minimize
the load in the cell. In those cases, the products are usually the more complicated
products, e.g. products that have to go through both a turning and milling process.
Some of Marel’s contractors have access to more advanced machines and can
therefore produce those products more quickly. The main reason behind outsourcing
those products is to improve the flow in the TMC.
On the other hand, there has been more focus recently towards outsourcing high-
runner items (and getting fixed prices for them from contractors), to be able to free up
capacity for the more complicated items and by doing that, strengthening TMCs
position to be able to provide better service to Product Development. This vision, to
outsource more standard items which are sold more regularly, in order to free up
capacity for customized items, is considered appropriate in the TMC since the
production in the cell is categorized as high-mix/low-volume. The cell should be
highly responsive and flexible, which might go against economies of scale, again
underlining the focus on outsourcing high-runner items.
However, the amount of outsourced production orders without fixed prices so far this
year are estimated to be around 150-600 production orders (or 9000-11.500 items) per
month. That amounts to around 15-18% of the production orders that originally come
into the production system from the TMC’s customers per month. These numbers do
not include the outsourced items that Marel has in contract (i.e. with fixed prices). So,
the items that are usually outsourced are done so on short notice and can therefore
become more expensive. The cost of outsourcing these production orders have, for the
first three months of this year, accumulated to 140.000€.
The make or buy decision, on which types of products should be outsourced and
which should not, is not the main point in this research. However, it is something that
needs to be addressed by Production Management as it would give the TMC much
better direction on what jobs to keep in-house and which jobs to outsource.

11
In January 2016 the TMC went through changes which underline the need for a
refined production scheduling solution. Before the changes were made, there were
two Team Leaders working in the cell who took turns in managing the day shift
versus the nightshift. Multiple reasons led to one Team Leader being transferred to a
new position, an operational purchaser for the TMC. One of the reasons was the
increase in outsourcing which called for resources with a lot of product knowledge
performing that task for the cell.
Therefore, one of the Team Leaders was selected for the job which means that today
there is only one Team Leader operating in the cell and he works during the day shift.
The cell operates itself during the night shift, i.e. the employees work on their tasks
during the night shift with no Team Leader. There is no particular production
scheduling done for the night shift and none for the day shift either for that matter, as
each machine gets its stack of drawings of items that have been released for
production from Dynamics AX by the Team Leader.
Figure 5: A typical drawing of a milled part produced in the TMC

12

13
Chapter 3
Delivery reliability
The problem concerning on-time deliveries from the TMC to its customers was
justified. There was no way of knowing the real delivery reliability since it was only a
common understanding within the company that there were usually shortages in
production orders from the TMC. It can also be related to the lack of overview of the
production status, not only to customers, but also to both to the Team Leader and the
employees in the cell. Therefore, the objective was getting clear key performance
indicators (KPIs) for the current situation and thus make it easier to see how much
potential progress this research could lead to and to have a real measurable progress
afterwards.
This chapter will explain why and how the current delivery reliability was found.
3.1 Delivery reliability as a KPI
A KPI is a business metric used to evaluate factors that are crucial to the success of an
organization [7]. In other words, KPIs are a way of measuring how well an individual,
a company, a business unit or even a production cell is performing. Bernard Marr, the
best-selling author and enterprise performance expert, discusses in his article “What
the heck is a KPI?” how the potential value of KPIs remains in the hands of those that
use them [8]. Marr establishes the importance of choosing the right KPI to ensure
employee engagement and favorable results. The right KPI needs to be aligned with
the company objectives; hence the choice of delivery reliability as a KPI in this
project as the objective is to improve on-time deliveries to customers.
14
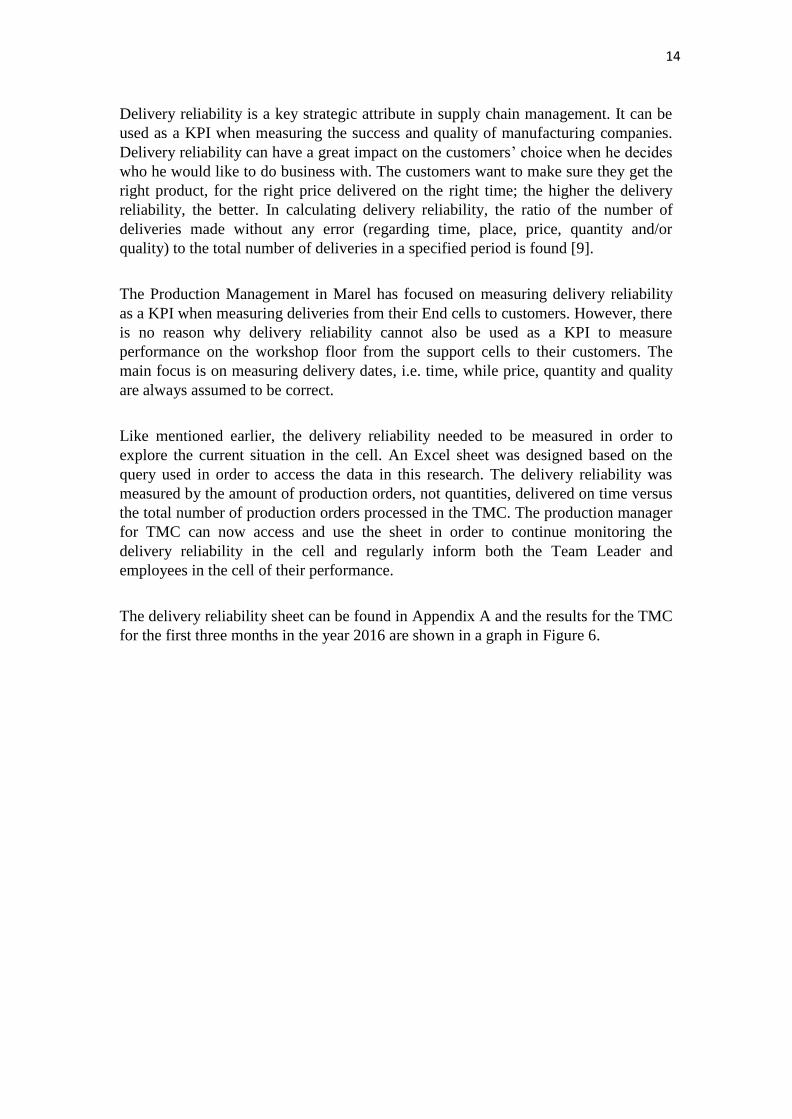
Delivery reliability is a key strategic attribute in supply chain management. It can be
used as a KPI when measuring the success and quality of manufacturing companies.
Delivery reliability can have a great impact on the customers’ choice when he decides
who he would like to do business with. The customers want to make sure they get the
right product, for the right price delivered on the right time; the higher the delivery
reliability, the better. In calculating delivery reliability, the ratio of the number of
deliveries made without any error (regarding time, place, price, quantity and/or
quality) to the total number of deliveries in a specified period is found [9].
The Production Management in Marel has focused on measuring delivery reliability
as a KPI when measuring deliveries from their End cells to customers. However, there
is no reason why delivery reliability cannot also be used as a KPI to measure
performance on the workshop floor from the support cells to their customers. The
main focus is on measuring delivery dates, i.e. time, while price, quantity and quality
are always assumed to be correct.
Like mentioned earlier, the delivery reliability needed to be measured in order to
explore the current situation in the cell. An Excel sheet was designed based on the
query used in order to access the data in this research. The delivery reliability was
measured by the amount of production orders, not quantities, delivered on time versus
the total number of production orders processed in the TMC. The production manager
for TMC can now access and use the sheet in order to continue monitoring the
delivery reliability in the cell and regularly inform both the Team Leader and
employees in the cell of their performance.
The delivery reliability sheet can be found in Appendix A and the results for the TMC
for the first three months in the year 2016 are shown in a graph in Figure 6.

15
Figure 6: Delivery reliability for the first three months of 2016
When looking at Figure 6, the delivery reliability is very stable between months or
87.8% on average. The target of 95% delivery reliability is decided by Production
Management in Marel.
87.8% delivery reliability supports the information put forth in the problem statement
in Chapter 1.4, where the feeling from employees was that there was rarely a day
when TMC delivered all their products on time. Taking January as an example, a total
of 1430 production orders was delivered. If 87.8% of them were delivered on time
that gives a total of 175 late orders. With 20 work days in January that gives a result
of 8.75 late deliveries on average per day.
February delivered similar results or 11.10 late deliveries on average per day with a
total number of 1796 production orders. March had 10.45 late deliveries per day with
a total number of 2098 production orders. Note that these numbers show delivery
reliability for production orders that end up actually being produced in the TMC,
hence excluding all outsourced items.
The delivery reliability is calculated on a monthly basis, but in practice, in order to
encourage employee engagement, it would be better to measure down to weeks. That
generates both more detailed information and more frequent updates to the employees,
making it easier for them to be aware of their performance.
87,7% 87,6% 88,0%
75,0%
80,0%
85,0%
90,0%
95,0%
100,0%
Delivery reliability - TMC Monthly 2016

16
Further analysis of late deliveries was done in order to see how late they were actually
being delivered. In all three cases, over 68% of late deliveries were being delivered
within 5 days too late, as shown in Figures 7-9.
Figure 7: Late deliveries Jan 2016
Figure 8: Late deliveries Feb 2016
Figure 9: Late deliveries Mar 2016
65 prod. 37%
86 prod. 50%
19 prod. 11%
4 prod. 2%
Late deliveries - Jan 2016
1 day 2-5 days 6-10 days >10 days
81 prod. 36%
105 prod. 47%
30 prod. 14%
6 prod. 3%
Late deliveries - Feb 2016
1 day 2-5 days 6-10 days >10 days
102 prod. 41%
69 prod. 27%
53 prod. 21%
27 prod. 11%
Late deliveries - Mar 2016
1 day 2-5 days 6-10 days >10 days

17
Chapter 4
Methods
This chapter will explain in further detail how the problem was approached, and the
selection of tools and methods used to get closer to the solution is explained.
4.1 Scheduling
Production scheduling is often identified with Frederick Taylor, Henry L. Gantt and
Selmer M. Johnson. In 1911, Frederick Taylor defined the key planning functions and
created a planning office in his monograph, The Principles of Scientific Management
[10]. How he separated planning from execution justified the use of formal scheduling
methods, which became critical as manufacturing companies where growing fast in
complexity during this time [11]. His work was supported by Gantt, who provided
useful charts to improve scheduling decision making. Later on, Johnson, an American
mathematician, wrote a highly influential paper on the mathematical analysis of
production scheduling problems [11]. All in all, those three individuals took their own
approach on how to improve production scheduling. In short, Taylor changed the
organization, Gantt created tools to improve the decision-making process, and
Johnson solved optimization problems [11].
The most common scheduling problems, and the most manageable ones, involve
single or parallel machines [1]. More complicated problems are shop environments
which can be divided into three categories: open shop, flow shop and a job shop. As
[1] states, an open shop has no restrictions with regards to the routing of each job
trough the machine environment, so the scheduler is allowed to determine the route
for each job, and different jobs may have different routes in the production process.

18
A flow shop is where each job has to go through the same route through different
machines. A flexible flow shop has a number of stages and at every stage there are a
number of machines. In a job shop environment each job has its own route with n jobs
and m machines. So the main difference between a flow shop and job shop is that in a
flow shop, all products follow the same route through the production process but in a
job shop each product has its own route.
The problem considered in this research is classified as a job shop environment. As
mentioned before, the job shop problem is NP-hard [1]. The TMC resembles a job
shop production environment where each job has its own route. As stated in [1], a job
shop is a scheduling problem with n jobs and m machines. The job shop problem is
NP-hard and therefore difficult to solve to optimality [1]. A distinction is made
between job shops where each job visits any machine at most once and job shops
where a job may visit a machine more than once. In this case we are working with the
first example; however the complexity of this problem increases since a job may need
to visit two different machines in its production process, i.e. when a product needs to
go through both turning and milling.
The famous travelling salesman problem (TSP) has been proven to be NP-hard, and
the job shop problem is more difficult since the TSP can be formulated as a special
case of a job shop problem with m=1 (the salesman is the machine and the cities are
the jobs). Therefore, the job shop problem is also NP-hard.
A basic description of the TSP is that a salesman tries to find the shortest route that
passes through each of a set of points (cities) once and only once [12]. Figure 10
displays a simple application of the TSP. The Travelling Salesman Problem is a
mathematical problem that has been studied extensively all around the world for many
years. In Iceland back in 2005, Jensson, Kristinsson and Gunnarsdottir published an
article where they explained how they used two different methods to formulate this
famous problem, a genetic algorithm (GA) and an integer programming approach
[13].
In 1953, job shop problems were examined by S.M. Johnson. He introduced a
heuristic algorithm that can be used to solve the case of a 2 machine n job problem
where all jobs are to go through both machines and be processed in the same order
(also referred to as Johnson’s rule) [14]. There must also be no job priorities and the
time for each job has to be a constant.

19
Figure 10: A simple application of the TSP
Manual scheduling 4.2
As mentioned earlier, the TMC currently schedules its production manually based on
the production orders received through the production system. The Team Leader and
employees in the cell have a lot of experience and knowledge in their field so they are
capable of manually scheduling and delivering an acceptable performance.
In an Optisol article from 2013, Prasad Velaga talks about manual scheduling in
regards to job shop production [15]. Velaga states that a job shop production is in fact
manageable with manual scheduling but it can lead to increased work-in-progress
(WIP), longer lead times, poor on-time delivery and frequent firefighting. Manual
scheduling amounts to push scheduling, which is usually discouraged by lean
manufacturing experts [15]. Manual scheduling is further explained by this short
excerpt from the article:
“While struggling to meet the due dates, they do extensive real-time scheduling, that
is, firefighting without knowing the ripple effect of their real-time decisions on
production plan.”
This description fits well to the current scheduling arrangement within the TMC
today. The article also states that job shops cannot easily improve their performance
until the need for firefighting is minimized [15]. Furthermore, it describes how
inefficient manual scheduling is for complex job shops with high-mix/low-volume
production that need to be able to handle numerous diverse orders at any time, like in
the case of TMC.
Based on the views in this article, should scheduling methods be applied to the TMC,
it will result in increased delivery reliability, throughput and resource utilization in the
cell.

20
The Earliest Due Date (EDD) rule 4.3
The Earliest Due Date (EDD) rule is one of the simplest rules in scheduling theory.
The EDD rule gives the job with the earliest due date, based on assigned due dates,
the highest priority. A theorem stated in [1] explaines:
“The EDD rule minimizes expected maximum lateness for arbitrarily distributed
processing times and deterministic due dates in the class of nonpreemptive static list
policies, the class of nonpreemptive dynamic policies, and the class of preemptive
dynamic policies.”
Preemptions imply that it is not necessary to keep a job on a machine until
completion. In other words, when preemptions are allowed, the processing of a job
may be interrupted at any time and another job is allowed to be put on the machine.
The amount of processing a preempted job has already received is not lost and the job
can be resumed at any time [1].
To elaborate, if the EDD rule with preemptions would be applied in the TMC, it
would allow stopping the processing of a particular job one day and resuming it the
next day, without upsetting the flow of production.
Other scheduling rules worth mentioning, but will not be explained in detail, are the
first-come, first-served (FCFS) rule where the job arriving at the workstation first gets
the highest priority, the Shortest Processing Time (SPT) rule, the Critical Ratio (CR)
and Slack per Remaining Operations (S/RO) [16].
The EDD rule is considered most likely to be helpful to this project as it focuses on
due-date related objectives.

21
Mathematical description of the problem 4.4
Traditionally, when describing a scheduling problem it is put forth as a formal
notation (α|β|γ) consisting of three fields, where α describes the machine environment,
β describes the constraints and γ describes the objective which is to be minimized [1].
The use of this formal notation for theoretic scheduling problems was first introduced
in 1979 by Ronald Graham, Eugene Lawler, Jan Karel Lenstra and Alexander
Rinnooy Kan [17].
The scheduling problem in this case study is put forth as:
J11|pij, rj, dj |ΣTj
J11 denotes the machine environment which is a job shop consisting of 11 machines.
The constraints are pij, rj and dj and the objective function that is to be minimized is
ΣTj which represents the sum of tardiness of jobs j. The notation is explained further
in the following segment.
Machine environment, α
The machine environment in question is considered a job shop with 11 machines,
denoted as J11. A job shop is where the route of every job is fixed but not all jobs
follow the same route. Like stated in [18], a typical job shop is a “high-mix, low-
volume production unit that processes simultaneously several diverse, low-quantity
jobs using shared resources.”
In general, a job shop is a production unit where:
o order quantities are usually small
o process requirements vary with customer order
o processing starts for an order only after receiving the order from customer
By this description, most custom manufacturing units in the real world qualify as job
shops, and the subject in this case study is no exception.

22
Constraints, β
Three constraints are defined in the notation. Since the scheduling problem has a due
date related objective, there needs to be at least one date related constraint. Therefore,
we have the release date, rj. According to [1] the due date, dj is sometimes not
specified in the description as it is clear from the objective that we are working with
due dates, but in this case dj is a part of a notation as well.
The constraint pij denotes the processing time of job j on machine i. The subscript i is
usually omitted if the processing time of job j does not depend on the machine or
when job j is only to be processed on one give machine [1]. This constraint is
interesting since the job shop concerned involves some cases where a job is only to be
processed on one given machine and then other cases where a job can be processed on
more than one machine. The right thing to do is to include the i and make the
constraint pij, since in reality the time spent on any given job varies between
machines. However, the next chapter will highlight how, with the dataset given, the
constraint would need to be pj in practice for the problem in this case.
All setup times are assumed to be sequence independent, where they will simply be
added to the processing times. Therefore, there is no constraint regarding the setup
time in this notation.
Along with the before mentioned constraints, there are also constraints that are valid
for all job shops. Firstly, each machine can only process one job at a time. Secondly,
each job can only be processed by one machine at any time. And thirdly, since
preemptions are not allowed, once a machine has started processing a job, it will
continue running on that job until it is finished. Lastly, the number of jobs n and
number of machines m are finite numbers.
The objective function, γ
Generally, there are three basic due-date-related penalty functions; lateness (L),
tardiness (T) and the unit penalty (U) [1]. When choosing the most appropriate
objective these three functions were examined.

23
Lateness of job j is defined as
Lj = Cj – dj
Tardiness of job j is defined as
Tj = max(Cj – dj;0)
Unit penalty of job j is defined as
Uj = {1 if Cj > dj
0 otherwise
Cj is the completion time of order j and dj is the due date (the requested delivery date
made by TMC’s customers) for order j. In this case, the orders are being scheduled for
multiple product types with a due date related objective.
By choosing ΣLj as the objective to be minimized, it would encourage the employees
in the TMC to produce orders as early as possible. That does not support the JIT
strategy which should be being pursued in the cell, and is therefore not a good fit for
the objective.
Choosing the numerical value of ΣLj, Σ|Lj|, as the objective would however come
closer to the desired result. The advantage gained that way, is that production is
encouraged to happen on the scheduled due date, or just-in-time, since there would
never be a negative value. In that case however there wouldn’t be any distinction
between a production order being produced a day early or a day too late. This could
be the most feasible objective in some cases. However, in this case it is not always
possible to produce all production orders on the scheduled due date, due to
fluctuations in demand. This would therefore give misleading results.
The unit penalty or total number of late orders, ΣUj, could also be chosen as the
objective. However, that does not give any distinction between late production orders
being delivered a day too late or e.g. 14 days late, when it is obvious which is more
feasible.
By choosing tardiness over lateness, all productions that occur before the scheduled
due date get the same value, 0, as if they were produced on that exact date instead of
the negative value they would get if we were minimizing lateness. Tardiness is
positive when a product is delivered late and zero when a product is delivered on or
before the due date.
Therefore, minimizing tardiness, ΣTj, was considered to be the best fit to the criteria.

24
Recent work 4.5
Multiple research studies have been done in collaboration with manufacturing
companies in Iceland, Marel included.
In 2010, H. Ludviksson did a research that involved identifying reasons for high
inventory costs for one of the support cells, Printed Circuit Boards Cell. Ludviksson
made recommendations in his work based on lean methodology that could reduce
inventory cost in the future [18].
More recently, in 2015, R. Valgeirsdottir studied the production process in the End
product cells FL1-4 which produce customized products [19]. Valgeirsdottir focused
on discovering opportunities where the lead time could be shortened by minimizing
the slack in the production system, and making suggestions to Production
Management at Marel. It was specifically pointed out how the overview of the
production system could be improved. That is familiar to the situation in the TMC,
where even the Team Leader does not have any accessible overview of the status of
production in his production cell.
In 2012, P.Winrow analyzed the delivery reliability for Make-To-Order productions at
a company called Plastprent. By using a supply chain operation reference model
Winrow analyzed the processes that were affecting the delivery reliability and from
that delivered improvement suggestions to the company [21].
R. Gudmundsdottir studied a scheduling problem for a pharmaceutical company in
2012. The company’s workshop was categorized as a flow shop with organized batch
production. Gudmundsdottir was able to automate the scheduling process by
introducing an optimization model that arranged orders in a campaign plan, where a
short term schedule based on a long term campaign plan was made [20]. In this case,
there were product families to work with and a sales forecast at hand, which certainly
can help a lot when applying scheduling methods.
Gudmundsdottir’s research was inspired by a study by H. Stefansson from 2006
where a dataset from the same pharmaceutical company was used and a multi-scale
modelling approach with three hierarchical levels of decisions was introduced [22].
G.H. Axelsdottir also studied the same problem [23, 24], with the focus on short term
planning and scheduling jobs to preplanned campaigns using a mixed integer model.
It was shown that it was possible to automate the scheduling process in question.

25
Chapter 5
Dataset
The data used in this research was acquired through the company‘s enterprise resource
planning (ERP) system, Dynamics AX. The system is a production system that holds
all information regarding production orders and planning. To acquire the necessary
data from the system a query was made in order to transfer information over to a
Microsoft Excel file.
The file appears as a one sheet list including all production orders for the production
cell, whether the order has already been produced or remains to be produced. The
sheet list contains one line for each production order, and multiple columns describing
that production order i.e. a production id number, production pool, status of
production, work center, item id number, process time, quantity, delivery date and
physical date. Figure 11 shows the Excel file that was created through the query to
Dynamics AX.

26
The sheet makes it possible to filter out any column when necessary and in the
following segment every column will be explained in detail.
PRODID: Production identification number or a production order number. Each
production order gets its own number but the number of items produced in each
production order can vary from 1 item to over 200 items.
PRODPOOL: Production pool. Implies which customer the production order
belongs to. In this research the focus will be on scheduling the three main customers
TM, TM-SPA or TM-PD. To note, when an outsourcing decision is made for a
particular production order, the production pool changes into TM-OUT in Dynamics
AX, and therefore the relevant line disappears from the list in the file.
The customer categories and their pre-promised delivery time are displayed in Table
2. To explain further, Product Development can create a production order in
Dynamics AX and expect a delivery in 5 days’ time whereas a Team Leader from an
end cell has to assume at least 14 days for his item to arrive.
STATUS: The status of the production order. There are seven different statuses
each production order will have at some point. The order is created, estimated,
scheduled, released, started, reported as finished and ended. What happens in each
status is described in further detail here below:
Created: The production order is created. At this stage there is no requirement
in the system and the production order remains invisible to the TMC.
Estimated: Production order is estimated by the Team Leader in the End
Cells/Spareparts Cell or Product Development. This estimates work hours and
cost for the main production, but the order still remains invisible to the TMC.
Scheduled: Production order is scheduled by the Team Leader in the End
Cells/Spareparts Cell or Product Development where they put in the requested
delivery date. Here the production order becomes visible to the Team Leader
in the TMC.
Released: The Team Leader in TMC has “released” the production order as
ready for production i.e. he has printed out the appropriate drawing and
delivered it to his employees. This happens between 1 or 14 days before the
delivery date.
Started: This means the production has started. An employee in TMC has
started producing the items according to the drawing.

27
Reported as finished: Production has been completed with all produced items
for the relevant production order having been placed in the appropriate
delivery box. The delivery box is taken to the relevant customer on the
scheduled delivery date.
Ended: The production order has been charged in the system by the Production
Manager of the TMC.
WRKCTRID: Work center identification. This column shows which machine
each production order should be produced on. Sometimes there are products that can
be produced on more than one machine. However, this field only shows one
suggestion. In the case where an item has to go through two different machines
(turned and milled part) there will be two lines with the same PRODID number. Table
3 shows the WRKCRTID for each of the 11 machines available, machine type and
name as well as which material is used for production on each machine.
PROCESSTIME: Shows the runtime in hours, per item.
DLVDATE: Shows the scheduled delivery date, which comes directly from the
customer when a new production order is placed into Dynamics AX with the status
“Scheduled”. The requested delivery date by the customers is used as the due date.
DATEPHYSICAL: Shows the exact date when the production was changed from
“Started” to “Reported as finished”. This column makes it possible to gather reliable
data back in time, and also to see both how early and how late production orders are
being produced.
QTYCALC: Shows the amount of items which are included in the production order.
This is the number of pieces that should be produced and delivered to the customer.
ITEMID: This is the item identification number which is displayed on the
drawing.

28
Figure 11: A screenshot of the Excel file
Table 2: TMC's customer categories
PRODPOOL Customer Promised delivery time
TM-PD Product Development 5 days
TM-SPA Spareparts cell 10 days
TM End cells 14 days

29
Table 3: Work center identification
WRKCRTID Machine name and material Type
oku_10 Okuma 10 – plastic/steel Turning
oku_15 Okuma 15 – plastic/steel Turning
gild_800 Gildemeister 800 - plastic/steel Turning
gild_320 Gildemeister 320 - plastic/steel Turning
htm Htm – plastic Milling
reichen Reichenbacher 1 – plastic Milling
reichen Reichenbacher 2 – plastic Milling
dmc_63 DMC63 – plastic Milling
oku_45 Okuma 45 – plastic/steel Milling
oku_55 Okuma 55 – plastic/steel Milling
dmu_100 DMU 100 – plastic/steel Milling

30
5.1 Data analysis
Since the Excel file gathers data from Dynamics AX, it is important for the query in
Excel to be refreshed every time before it is used in reality. That ensures that the data
is always up to date, and contains, for example, all recently added production orders
as well as all information about all production orders that have been outsourced and
therefore get erased from the production lines (since it has been put as „TM-OUT“ in
the PRODPOOLID column).
Thus, the data sheet does not contain any fixed number of future production orders
that need to be scheduled, since it is a “constantly alive” production system where
customers can add orders, postpone orders etc. All that the sheet needs, to keep up
with the production system, is that it is refreshed.
Since the column DATEPHYSICAL makes it possible to gather reliable data back in
time, it was decided to use data from the first three months of the year 2016 in this
analysis to compare the real performance of the TMC versus what could have been
done if scheduling rules would have been applied. By choosing to do so the query did
not need to be refreshed every time, because there are no changes being made to the
production system back in time (expect for maybe the status going from reported as
finished to ended, but that does not have any influence on delivery time).
To note, the fact that each production order is already marked with an appropriate
machine (WRKCTRID) when the production order enters the production system, it
limits the way scheduling methods could be applied on the data. In reality, most of the
products can be produced on more than one machine, with different run times
depending on the machine. However, the data does not give the option of choosing
available machines, which would be necessary in order to automatically and optimally
arrange production orders onto different machines.
Furthermore, since there is no information on the setup time available through the
data, assumptions for all the multiple product types has to be made, which in reality is
not recommendable since it can never give detailed enough information in order to
optimally schedule the production orders. Adding to that, the setup time in reality can
be diverse between machines so again, since there is only one machine behind each
production order limits the problem even more.
There are no preventive maintenance times registered in the data as in reality there is
no preventive maintenance performed in the TMC. When a machine breakdown
occurs, the machine is fixed and production is simply down during the time it takes to
fix it. When that happens, that time is nowhere registered in the production system so
all actual maintenance times appear invisible through the data.

31
It has been established that the dataset possesses multiple disadvantages when trying
to connect it to scheduling theory. With the current data available, simpler scheduling
rules and strategies have to be relied on in order to improve the scheduling process in
the TMC.
High-mix/low volume production 5.2
Figure 12: TMC production 2014
As mentioned in Chapter 1.3, TMC has a production of high-mix/low-volume items.
Figure 12 shows how many times each item number is produced in the TMC over the
course of 1 year.
When gathering information on the variance of produced items, the data received
showed that the total number of different items produced in the production cell was
3672 during the year 2014. According to Production Management in Marel, the
numbers are assumed to be at least similar if not higher for the year 2015, with the
same trend materializing in YTD 2016. This means that on average there are at least
300 different item numbers being produced each month.
Interestingly, 51.8% of items produced in 2014 belonged to only 1-4 production
orders, as new item numbers are frequently introduced by Product Development with
around 300-400 new item numbers filed into the production system per month. Item
variability is therefore considered to be very high and when comparing those numbers

32
to other similar manufacturing companies in Iceland in the industry, it can be assumed
that the TMC is in fact producing a range of high-mix/low-volume items.
When producing new items it is inevitable that the setup time is longer than for a
high-runner product. There has to be some programming performed and in some cases
employees from Product Development (one of the TMCs customers) work closely
with employees from the TMC while the product is still in the design phase. Again,
since the data given does not include any setup times, and some assumptions have to
be done for simplification reasons, this does not necessarily reflect the correct
information, especially when it comes to production orders for TM-PD. In this
research however, the overall setup time is assumed to be 25% versus 75% runtime
for each product.
In reality, longer setup times actually encourage employees to produce ahead of time
(batch production) so they don’t need to setup again for the same or similar product
day after day. But according to the data, fewer than 20% of all item-numbers
produced in the cell are produced in more than 20 pieces over the course of a whole
year. That fact, along with the JIT strategy which is being pursued, is another reason
that underlines once again why batch production is strongly discouraged.

33
Chapter 6
Results
The scheduling problem concerned in this thesis was approached in such way that the
data for the first three months of 2016, January-March, was used. The data was
analyzed using Microsoft Excel.
This chapter delivers the main results and the comparison between the real
performance and the performance that could have been achieved if scheduling rules
would have been applied.
6.1 Real production
Assuming the JIT strategy is being followed, the delivery reliability numbers raise the
question whether the machines are either not capable of handling the load of
production orders, leading to even more outsourcing, or that some organized batch
production would be something to consider in order to increase the numbers.
However, when exploring the data for each month further, it can be shown exactly
how many days before or after the scheduled delivery date production is being
performed. By doing so, it becomes obvious that the JIT strategy is not being
followed directly. Even though in most cases production orders are being produced on
the same day as its scheduled delivery date (which is considered to be on-time and
JIT), orders are also commonly produced up to two weeks ahead of time and in the
worst cases up to 49 days ahead. At the same time, the TMC manages to deliver late.

34
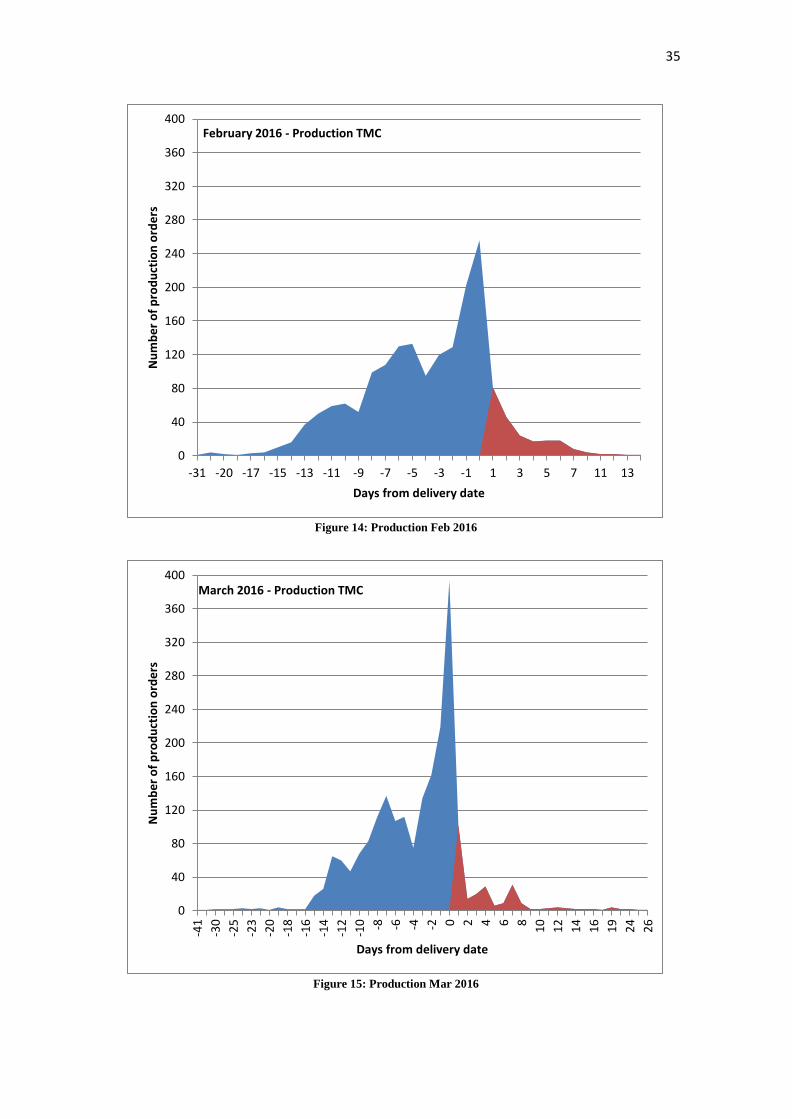
Figures 13-15 show the real production performance of the TMC for the first three
months of the year 2016 by manually scheduling with the objective to minimize the
tardiness. The employees should be keeping in mind the JIT strategy that is being
pursued in the company in order to minimize inventory costs, but like previously
mentioned, they do not appear to be following the strategy as strictly as one would
think.
The blue areas show the production orders that were delivered on or before the due
date and the red areas show late deliveries. The x-axis shows at what time the
production order was produced in regards to the scheduled delivery date. Furthermore,
if a production order was produced on the delivery date it gets the value 0 (which is
the case in most instances). If a production order was produced before the scheduled
delivery date it gets a negative value and likewise, it gets a positive value when
produced late. The y-axis shows how many production orders were delivered on each
date, on, before or after the scheduled delivery date.
Figure 15 shows the highest peak of just under 400 production orders produced on the
scheduled delivery date, but the peak can partly be explained by the fact that out of
the three months, March had the highest number of total production orders.
The detailed data that Figures 13-15 are based on is displayed in Appendix B.
Figure 13: Production Jan 2016
0
40
80
120
160
200
240
280
320
360
400
-49 -40 -33 -29 -27 -24 -22 -20 -17 -15 -13 -11 -9 -7 -5 -3 -1 1 3 5 7 9 17 32
Nu
mb
er
of
pro
du
ctio
n o
rde
rs
Days from delivery date
January 2016 - Production TMC
35
Figure 14: Production Feb 2016
Figure 15: Production Mar 2016
0
40
80
120
160
200
240
280
320
360
400
-31 -20 -17 -15 -13 -11 -9 -7 -5 -3 -1 1 3 5 7 11 13
Nu
mb
er
of
pro
du
ctio
n o
rde
rs
Days from delivery date
February 2016 - Production TMC
0
40
80
120
160
200
240
280
320
360
400
-41
-30
-25
-23
-20
-18
-16
-14
-12
-10 -8 -6 -4 -2 0 2 4 6 8
10
12
14
16
19
24
26
Nu
mb
er
of
pro
du
ctio
n o
rde
rs
Days from delivery date
March 2016 - Production TMC
36
Calculation of available hours 6.2
With the purpose of finding out how much improvement could have been
accomplished if scheduling according to the JIT strategy had been applied at the
beginning of the month, it was decided to explore first how many available hours each
machine had per month. That way it would be possible to organize the production
according to the capacity of each machine.
Four days a week, the shifts have a total of 16.5 available hours when breaks have
been deducted (11.25 hours on Fridays). Because of faults in the data, the setup time
needs to be estimated. As previously mentioned in Chapter 5.2, it is assumed to be
25% against the run time of 75%. The setup time varies between products, and even
machines, but this is an overall assumption based on information from both
Production Management and employees in the cell. Normally it is assumed to be from
10-30% depending on the product so choosing 25% for the setup time overall is a
rough assumption.
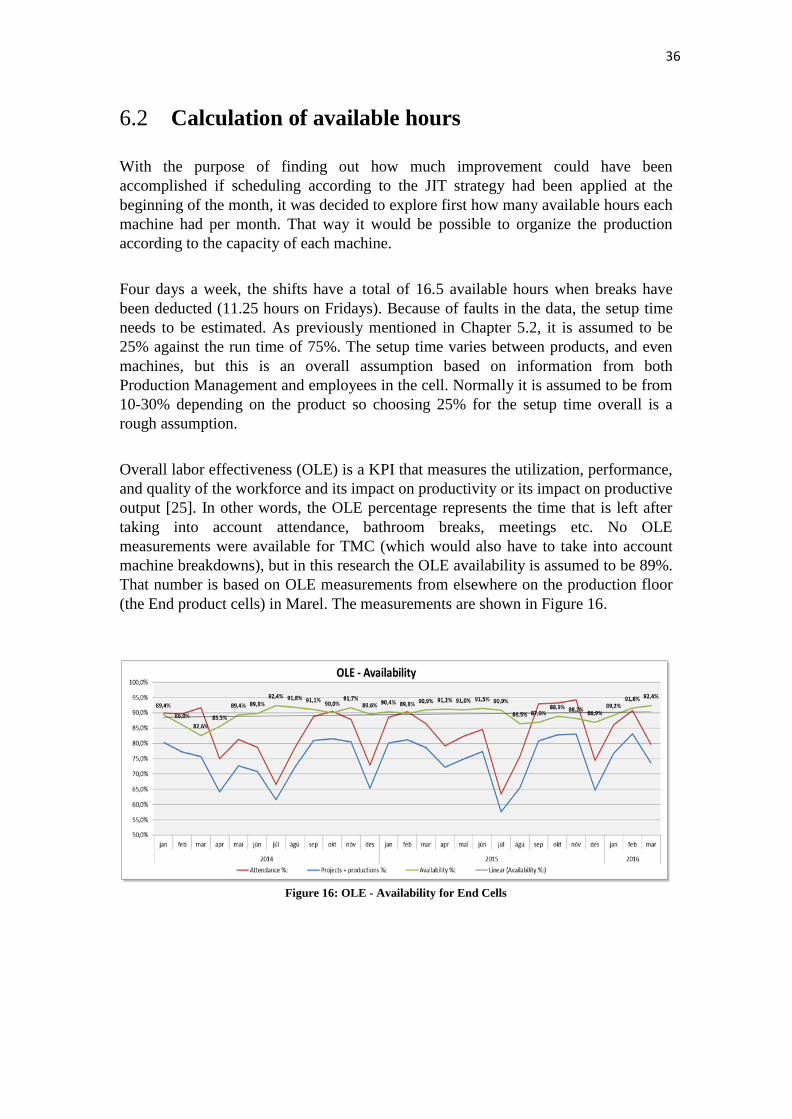
Overall labor effectiveness (OLE) is a KPI that measures the utilization, performance,
and quality of the workforce and its impact on productivity or its impact on productive
output [25]. In other words, the OLE percentage represents the time that is left after
taking into account attendance, bathroom breaks, meetings etc. No OLE
measurements were available for TMC (which would also have to take into account
machine breakdowns), but in this research the OLE availability is assumed to be 89%.
That number is based on OLE measurements from elsewhere on the production floor
(the End product cells) in Marel. The measurements are shown in Figure 16.
Figure 16: OLE - Availability for End Cells

37
To conclude, the calculation of available hours is given under the following
assumptions:
All machines are available at any moment and there is an employee working
on each machine at all times.
Runtime is 75% of available hours (versus 25% setup time)
Availability is 89%
Table 4: Calculation of available hours
Timetable
From To Tot. hrs Breaks Avl. hrs Runtime/Avl. hrs. /Calc. OLE
Mon 06:00 23:59 17:59 01:30 16:29 12:22 11:00
Tue 06:00 23:59 17:59 01:30 16:29 12:21 11:00
Wed 06:00 23:59 17:59 01:30 16:29 12:21 11:00
Thu 06:00 23:59 17:59 01:30 16:29 12:21 11:00
Fri 06:00 17:59 11:59 00:45 11:14 08:25 07:29
Table 4 displays how the availability of 11 hours per day (7.5 hours on Fridays) was
calculated.
After taking the assumptions into account what is left is that each machine has 11
hours available for runtime out of the 18 hours that employees are working in the cell
(7.5 hours on Fridays). That leads to the fact that during 61.1% of the total available
time each day, the machines could possibly be running.
It is debatable whether that number is sufficient, and perhaps it would be more
realistic to calculate that number down to each machine as some might have more
setup time and others less, but in this research, for simplification reasons, all machines
are assumed to have the same amount of available run time each day.
Again, because of faults in the dataset, it is impossible to realize which production
orders can be produced on which machines, other than the one stated in the “work
center identification” column in the dataset. That fact limits the ability to move
production orders automatically between machines like can be done in reality.

38
Applying the JIT strategy 6.3
With available run time per day for each machine being 11 hours (7.5 hours on
Fridays), gives the machines 206 available hours each month consisting of 20
workdays (23 in March). Considering the nature of the real production displayed in
Chapter 6.1, what was explored was if the JIT strategy had been strictly applied, how
much higher could the delivery reliability have been?
To explain further, by strictly applying the JIT strategy it makes sure that every
production order is produced exactly on the scheduled delivery date, neither before
nor after. That also means that the machines are left idle when all production orders
have been produced for the day.
The graphs in Figures 17-19 show the load of production orders for each of the
machines separately during the course of one month. There are ten graphs (one for
each machine) shown for each month. Note that there are two Reichenbacker
machines in the cell (machine 6) and therefore, the amount of available hours is
double compared to the other machines.
The graphs show the number of days in the month on the x-axis and amount of
available hours on the y-axis. The blue area shows the cumulative available hours as it
adds on more availability as the days go by. The red area shows the cumulative
amount of ordered hours.

39
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 2 - oku_15
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 101112 1314151617181920
Ho
urs
Days
Jan 16 - Machine 1 - oku_10
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 3 - gild_800
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20H
ou
rs
Days
Jan 16 - Machine 4 - gild_320
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 5 - htm
Available Hours Ordered hours
0
200
400
1 2 3 4 5 6 7 8 9 1011121314151617181920
Ho
urs
Days
Jan 16 - Machine 6 - reichen
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 7 - dmc_63
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 8 - oku_45
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 9 - oku_55
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 10 - dmu_100
Available Hours Ordered hours
Figure 17: Available hours versus ordered hours for each machine in January 2016

40
0
100
200
1 2 3 4 5 6 7 8 9 1011121314151617181920
Ho
urs
Days
Feb 16 - Machine 1 - oku_10
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Feb 16 - Machine 2 - oku_15
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Feb 16 - Machine 3 - gild_800
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20H
ou
rs
Days
Feb 16 - Machine 4 - gild_320
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Feb 16 - Machine 5 - htm
Available hours Ordered hours
0,0
200,0
400,0
1 2 3 4 5 6 7 8 9 1011121314151617181920
Ho
urs
Days
Feb 16 - Machine 6 - reichen
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 1011121314151617181920
Ho
urs
Days
Feb 16 - Machine 7 - dmc_63
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Feb 16 - Machine 8 - oku_45
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 1011121314151617181920
Ho
urs
Days
Feb 16 - Machine 9 - oku_55
Available hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 1011121314151617181920
Ho
urs
Days
Feb 16 - Machine 10 - dmu_100
Available hours Ordered hours
Figure 18: Available hours versus ordered hours for each machine in February 2016

41
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 1 - oku_10
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 2 - oku_15
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 3 - gild_800
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23H
ou
rs
Days
Mar 16 - Machine 4 - gild_320
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 5 - htm
Available hours Ordered hours
0
200
400
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 6 - reichen
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 7 - dmc_63
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 8 - oku_45
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 9 - oku_55
Available hours Ordered hours
0
100
200
1 3 5 7 9 11 13 15 17 19 21 23
Ho
urs
Days
Mar 16 - Machine 10 - dmu_100
Available hours Ordered hours
Figure 19: Available hours versus ordered hours for each machine in March 2016

42
If it is assumed that, during days when the production orders for a machine exceed the
available hours for that particular machine, another similar machine is able to cover
for it, the following results would have been achieved:
Over the course of the first three months of the year 2016, the delivery
reliability from the TMC to its customers would have been 100% with
multiple hours left to spare each month (see Table 5).
This ultimately gives an answer to the research question put forth in Chapter 1.4,
whether if it would be possible to increase the delivery reliability in the cell by
improving the production scheduling process.
Table 5: Available hours left to spare each month
Month January February March
Available hours left
to spare: 1146 830 1007

43
Applying the EDD rule 6.4
Even though the data greatly limits the use of formal scheduling methods, it would be
interesting to apply the EDD rule with preemptions when scheduling the production
orders in the TMC. In that case, the machines would never be left idle, at least not
until all production orders had been processed for that month. Further, when allowing
preemptions it is assumed that each job can start at the end of one day and continue
running the next day even though that is not necessarily always the case in reality.
Applying this rule would enable the TMC to pinpoint to each machine, exactly on
what date of the month all production orders should be finished according to the data.
That would give the Team Leader and Production Management an even better
overview of the production status in the cell. Even though the JIT strategy is
preferred, this option is worth exploring for the Production Management in Marel.
If the EDD rule with preemptions would have been applied for the month of January,
the information shown in Table 6 and in Figure 20 would have been accessible before
production begun. The overview could be demonstrated with a table and a graph for
each machine and employees would know exactly on which date production would be
finished if the employees would produce directly based on the earliest due date.
Table 6: Results if the EDD rule with preemptions would have been applied
Machine
no: 1 2 3 4 5 6 7 8 9 10
Machine
name: oku_10 oku_15 gild_800 gild_320 htm reichen dmc_63 oku_45 oku_55
dmu_
100
Day
finished: 20 13 13 13 7 6 5 6 8 10
Date
finished: 29.01 20.01 20.01 20.01 12.01 11.01 08.01 11.01 13.01 15.01

44
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 1 - oku_10
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 2 - oku_15
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 3 - gild_800
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20H
ou
rs
Days
Jan 16 - Machine 4- gild_320
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 5 - htm
Available Hours Ordered hours
0
200
400
600
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 6 - reichen
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 7 - dmc_63
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 8 - oku_45
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 9 - oku_55
Available Hours Ordered hours
0
100
200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Ho
urs
Days
Jan 16 - Machine 10 - dmu_100
Available Hours Ordered hours
Figure 20: Available hours versus ordered hours for each machine in January 2016 by applying the EDD rule with preemptions

45
Further analysis 6.5
Overall, the results are very surprising and raise the question, what is happening
during those available hours that at first glance seem to be unused time within the
production cell? How could the delivery reliability end up being just fewer than 88%
for those months when every machine in the workshop had, according to the data,
many unused hours left to spare and around 150-600 production being orders
outsourced each month?
It is important to keep in mind that the results are even excluding multiple production
orders that were outsourced for whatever reason (see Chapter 2.1). It is interesting to
examine the amount of production orders that were outsourced during the months
concerned in this research.
Estimated number of production orders and cost due to outsourcing each month is:
January: 270 production orders with a cost of 14.000€
February: 172 production orders with a cost of 37.000€
March: 588 production orders whit a cost of 90.000€
According to the data, the production cell is not being utilized as much as it could and
too much is being outsourced. The company could have saved large amounts had it
scheduled the production better. In other words, the question whether the TMC is
capable of handling all the load of production orders that comes into the system has
been answered. Likewise, the research question put forth in Chapter 1.4, whether by
using the current resources in place, it is possible to improve the production
scheduling process in order to minimize late deliveries on TMC’s products, has been
answered, with the results showing that this can indeed be achieved.
The real performance shown in Chapter 6.1 can partly be explained by the fact that
today employees gather stacks of drawings for each machine which involve
production orders with scheduled delivery dates for the next two weeks, since that is
the amount of time the Team Leader looks ahead in the production system when
filtering out new orders every morning. How orders are able to be produced even
earlier than two weeks ahead of the scheduled delivery date is suspicious.
Questions worth exploring further are; how accurate is the current available data from
the company’s production system? Is the runtime behind each product correct? Why
aren’t machine breakdowns somehow registered into the system? How accurately can
the company assume the setup time in order to make the data more believable if it
isn’t believable now? Why are rework hours nowhere registered?

46
Suggestions for improvements 6.6
The data suggests that the employees in the cell are not using their time effectively. It
is always risky when the entire production is basically in the hands of the employees
themselves with little or no overview given to the employees and their Team Leader.
But what is it that is eating up the employees’ time that is not being captured by the
data available? At this time, there is no way to be completely sure but there are some
obvious faults in the data which have been mentioned throughout the project, which
will be further established here:
Faults in the data:
No setup times – which leads to assumptions having to be made
No machine breakdowns
No rework hours
Unexpected excess time in serving Product Development
In order to be able to apply more advanced scheduling methods, the data needs to be
updated for all product numbers in the production system which would cost an
enormous amount of work for the company. It involves adding setup times to all
numbers in the system, as well as adding all potential machines (work center
identifications) with representing setup/run time on each machine.
Whether that work would be worthy in the end is debatable but reflecting on the
current load of production orders coming into the production system, and by applying
the JIT strategy and/or concepts from the EDD rule, to improve the delivery
reliability, and generate better tools for the Team Leader and the employees in the cell
in order to do that is definitely an option worth considering.
Applying information about the work center identification onto the drawings right
away and changing the way the order of production orders processed which is
currently chosen by the employees themselves is easy to change immediately. Which
orders should be produced on each machine on each shift can then easily be planned
by the Team Leader. All he needs are the right tools to do it and something that would
give him a better overview of the production status. It is recommended that the given
tools be based on the Excel sheet made from the query that was used in this research
and graphs similar to the ones displayed prepared before each month.

47
Furthermore, the second part of the problem which described all the manual work,
printing of drawings and so on, can also be solved by using the same Excel sheet and
displayed on the computer screens next to each machine in the cell. That way, each
employee gets access to the sheet displaying an overview for his machine and even in
what row production orders should be processed. Each employee would also be able
to get a display of the drawing on his screen which would improve the process both in
a lean and in an environmental way as it would cut out all the printing, so both time
and paper would be saved.
The current customer segmentation involving separate delivery times is currently not
having any influence on the production. Therefore it is recommended to start
delivering the same promised delivery time no matter what customer segment is
ordering each time. To accommodate the priority the cell wants to give to Product
Development and Spareparts, there are other solutions to work around that. For
example, organizing each shift in a way where the products with the earliest due date
are produced first, and if more than one production order has to be processed, the PD-
products will be processed first, then spareparts and finally production orders for the
end cells.
Registration for rework hours is highly suggested as there are no information available
on how much employees in the cell spend doing rework every month. A preventive
maintenance cycle is also suggested, especially since the machines in the TMC tend to
break down on a regular basis as most of them are past its prime. Another thing to be
considered is the training of new employees. When a new employee first starts
working at Marel, is he being taught how to best treat the machines in order to reduce
the chances of breakdowns? Furthermore, is he really being taught sufficiently about
the JIT strategy?
Before any of those tools or methods can be implemented in the cell, decisions need to
be made by the Production Management in Marel. The learning points from the two
different approaches of the JIT strategy and the EDD rule have to be reflected upon,
and a decision on precisely what direction the TMC should take now has to be made.

48

49
Chapter 7
Conclusions
Making changes to people’s way of working is always a challenge. There is a strong
culture in the TMC on how employees are used to doing things which goes back many
years. This thesis delivers results in the form of a data analysis which sheds new light
on the present scheduling problem in the Turning and Milling Cell at Marel in Iceland
and suggestions on how it can potentially be improved.
It is striking that a large company like Marel adopts so many short cuts in their data
registration. In the end, assumptions made in the support cells can affect the end
customer for Marel in a way that the customer is not necessarily paying exactly the
right cost for the amount of work or material that the customer is buying. Thus, the
data registration for the TMC needs some rethinking.
The problem chosen and subsequent results of the thesis have been an eye-opener for
the Production Management in Marel. There have been suspicions for a long time
about whether the TMC could in fact handle the entire load of production orders and
that question has now been answered. The results from the data analysis show that
during the first three months of the year 2016, the delivery reliability from the TMC to
its customers would have been 100% with almost 3000 hours left to spare if the
production had been scheduled better.
The author believes that with the right tools delivered to the Team Leader in the TMC,
and by displaying the right KPI to the employees in the cell, the suggested changes
could be implemented successfully and the delivery reliability from the cell to its
customers would increase from 88% to 100%.
What the company chooses to do with the results remains to be seen, but one thing is
certain; when change is needed when facing a strong culture, numbers speak louder
than words.

50

51
References
[1] M.L. Pinedo, Scheduling: Theory, Algorithms and Systems. 3
rd ed. New York,
Springer, 2008.
[2] ASK IR, “Iceland’s largest companies”, Jul. 2014. [Online]. Available:
http://icelandreview.com/stuff/ask-
ir/2014/07/28/icelands-largest-companies.
[3] Marel, “About Marel”, 2015. [Online]. Available:
http://marel.com/corporate/about-marel
[4] David McBride, “Manufacturing Cells”, Dec. 2004. ermstrategies.com.
[Online]. Available:
http://www.emsstrategies.com/dm020104article.html
[5] Lean-Manufacturing-Japan, “MTO (Make To Order)”, 2008. [Online].
http://www.lean-manufacturing-japan.com/scm-
terminology/mto-make-to-order.html.
[6] INVESTOPEDIA, “Just In Time – JIT”, [Online]. Available:
http://www.investopedia.com/terms/j/jit.asp
[7] TechTarget. “Key performance indicator (KPI)”. [Online]. Available:
http://searchcrm.techtarget.com/definition/key-
performance-indicator
[8] Bernard Marr. “What the heck is a KPI?” May. 2013. [Online]. Available:
https://www.linkedin.com/pulse/20130516061123-64875646-
what-the-hell-is-a-kpi.
[9] Business dictionary. “Delivery reliability”, 2016. [Online]. Available:
http://www.businessdictionary.com/definition/delivery-
reliability.html.
[10] F.W. Taylor. The Principles of Scientific Management. New York, Harper, 1911.
[11] Jeffrey W. Herrmann. The Perspectives of Taylor, Gantt , and Johnson: How to
improve Production Scheduling, Sept. 2010. [Online]. Available:
http://www.isr.umd.edu/~jwh2/papers/Herrmann.IJOQM.2010.
[12] J.K. Lenstra and A.H.G. Rinnooy Kan . Some simple applications of the
Travelling Salesman Problem, pp717-733. 1975. [Online]. Available:
http://oai.cwi.nl/oai/asset/21825/21825A.pdf.
[13] P.Jensson, B.P.Kristinsdottir and H.Gunnarsson, Optimal sequencing of tasks in
an aluminium smelter casthouse Feb. 2005. Computers in Industry - Special issue:
Application of genetics algorithms in industry archive, pp 221 – 234, Volume 56
Issue 2.
[14] S.M. Johnson, Optimal two- and three-stage production schedules with setup
times included, Naval Res. Log. Quart. I(1954) p61-68.
[15] Prasad Velaga, Production Scheduling for Job Shops. 2013. [Online]. Available:
http://www.optisol.biz/job_shop_scheduling.html.

52
[16] Krajewski, Ritzman, Malhotra. Operations Management – Processes and Supply
Chains, Supplement j, 9th
ed. Pearson, 2010. [Online]. Available: http://wps.prenhall.com/wps/media/objects/7117/7288732/krm9e_S
uppJ.pdf
[17] Graham, R. L.; Lawler, E. L.; Lenstra, J.K.; Rinnooy Kan, A.H.G. Optimization
and Approximation in Deterministic Sequencing and Scheduling: a Survey.
Proceedings of the Advanced Research Institute on Discrete Optimization and
Systems Applications of the Systems Science Panel of NATO and of the Discrete
Optimization Symposium. Elsevier. pp. (5) 287–326, 1979.
[18] H. Ludviksson . Lean Concepts and Inventory Control Applied to Component
Stock Analysis. Analysis of a Component Stock at Marel Food Systems. M.S. thesis
University of Iceland, Reykjavík, 2010.
[19] R.Valgeirsdottir. Verkþáttaáætlun fyrir sérsmíðaðar vörur hjá Marel. M.S.
thesis, University of Iceland, Reykjavík, 2015.
[20] R.Gudmundsdottir. Production scheduling in a campaign based flexible flow
shop. M.S. thesis, Sch. Og Sci. & Eng, Reykjavík University, Reykjavík 2012.
[21] H.Stefansson, N.Shah, P.Jensson. Multiscale planning and scheduling in the
secondary pharmaceutical industry. AIChE Journal, vol. 52, pp. 4133-4149, Dec.
2006.
[22] G.S. Axelsdottir. Automating a manual process of scheduling jobs to production
machines in a pharmaceutical company. M.S. thesis, Sch. Of Sci. & Eng, Reykjavík
University, Reykjavík 2010.
[23] E.I.Asgeirsson, G.S. Axelsdottir, H.Stefansson. Automating a manual production
scheduling process at a pharmaceutical company, in IEE Symposium Series in
Computational Intelligence, Workshop on Computational Intelligence in Production
and Logistics System (CIPLS), 2011, pp. 1-8.
[24] P.K.Winrow. Analysis of Make-To-Order productions at Plastprent Ltd. M.S.
thesis, Faculty of Industrial Engineering, Mehcanical Engineering and Computer
Science, University of Iceland, Reykjavík 2012.
[25] Unknown, New KPI measures plants' overall labor effectiveness. [Online].
Available: http://www.reliableplant.com/Read/6388/new-kpi-measures-plants'-overall-labor-effectiveness

53
Appendix A
Figure 21 shows the delivery reliability sheet that was made and is now being used to
measure the delivery reliability in the Turning and Milling Cell in Marel in Iceland.
Figure 21: The delivery reliability sheet.
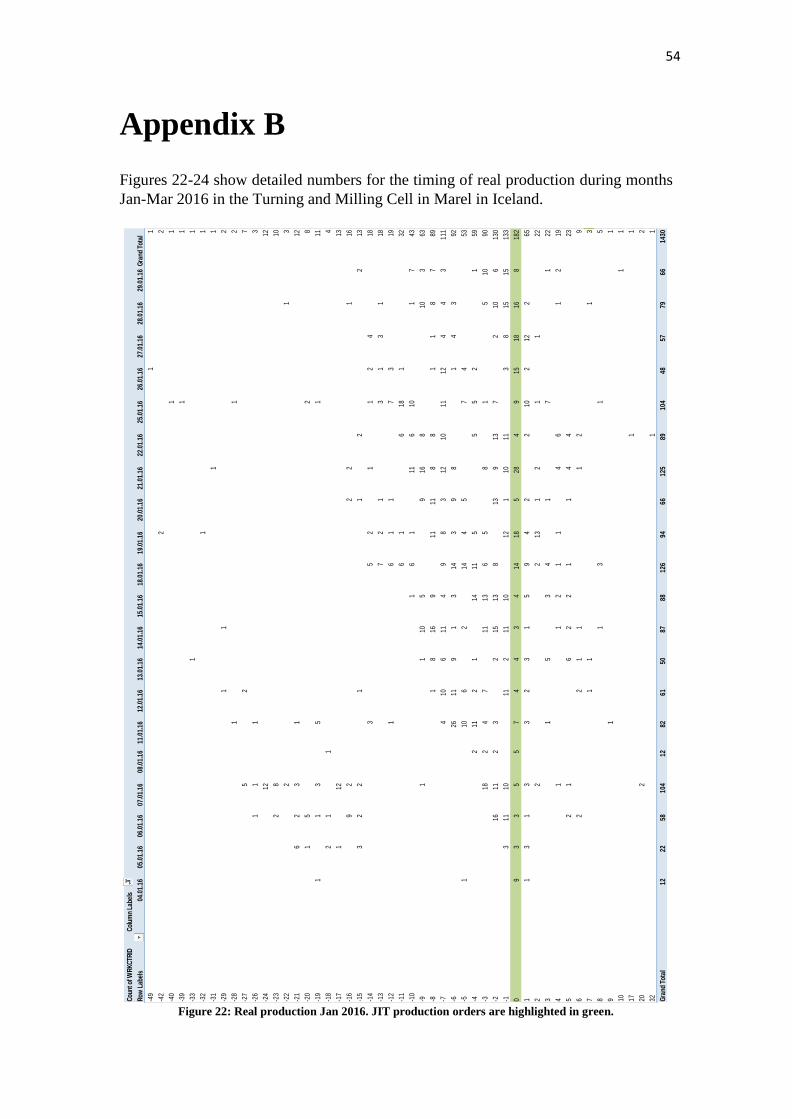
54
Appendix B
Figures 22-24 show detailed numbers for the timing of real production during months
Jan-Mar 2016 in the Turning and Milling Cell in Marel in Iceland.
Figure 22: Real production Jan 2016. JIT production orders are highlighted in green.
Cou
nt o
f WR
KC
TRID
Col
umn
Labe
ls
Row
Lab
els
04.0
1.16
05.0
1.16
06.0
1.16
07.0
1.16
08.0
1.16
11.0
1.16
12.0
1.16
13.0
1.16
14.0
1.16
15.0
1.16
18.0
1.16
19.0
1.16
20.0
1.16
21.0
1.16
22.0
1.16
25.0
1.16
26.0
1.16
27.0
1.16
28.0
1.16
29.0
1.16
Gra
nd T
otal
-49
11
-42
22
-40
11
-39
11
-33
11
-32
11
-31
11
-29
11
2
-28
11
2
-27
52
7
-26
11
13
-24
1212
-23
28
10
-22
21
3
-21
62
31
12
-20
15
28
-19
11
35
111
-18
21
14
-17
112
13
-16
92
22
116
-15
32
21
12
213
-14
35
21
12
418
-13
72
13
13
118
-12
16
11
73
19
-11
61
618
132
-10
16
111
610
17
43
-91
110
59
168
103
63
-81
816
911
118
81
18
789
-74
106
114
98
312
1011
124
43
111
-626
119
13
143
98
14
392
-51
106
214
45
74
53
-42
112
114
115
55
21
59
-318
24
711
136
58
15
1090
-216
112
32
1513
813
913
72
106
130
-13
1110
112
1110
121
1011
38
1515
133
09
33
55
74
43
414
185
284
915
1816
818
2
11
31
33
23
15
94
22
102
122
65
22
213
12
11
22
31
53
41
71
22
41
12
11
46
12
19
52
16
22
11
44
23
62
21
11
29
71
11
3
81
31
5
91
1
101
1
171
1
202
2
321
1
Gra
nd T
otal
1222
5810
412
8261
5087
8812
694
6612
589
104
4857
7966
1430

55
Figure 23: Real production Feb 2016. JIT production orders are highlighted in green.
Row
Lab
els
01.0
2.16
02.0
2.16
03.0
2.16
04.0
2.16
05.0
2.16
08.0
2.16
09.0
2.16
10.0
2.16
11.0
2.16
12.0
2.16
15.0
2.16
16.0
2.16
17.0
2.16
18.0
2.16
19.0
2.16
22.0
2.16
23.0
2.16
24.0
2.16
25.0
2.16
26.0
2.16
Gran
d To
tal
-31
11
-21
44
-20
22
-18
11
-17
13
4
-16
22
15
-15
27
110
-14
12
34
14
116
-13
317
33
55
137
-12
111
311
32
135
150
-11
37
41
112
22
224
159
-10
122
84
52
23
77
64
62
-91
134
51
23
52
14
1051
-818
104
83
25
38
1013
41
82
99
-715
122
610
63
32
31
149
76
24
310
8
-611
2111
46
23
210
229
811
23
412
9
-524
1218
311
46
76
2515
213
3
-410
43
620
29
15
1214
1096
-34
37
122
48
711
218
121
1011
9
-216
88
68
86
217
715
315
1012
9
-19
714
1411
2010
118
3119
2015
18
420
2
021
244
1610
2317
1418
158
1810
513
813
311
525
6
18
91
43
97
25
64
43
93
13
81
24
14
135
42
43
33
46
31
76
11
14
12
24
41
11
43
61
17
52
33
25
21
18
61
32
21
32
11
11
18
73
11
21
8
81
21
4
112
2
121
12
131
1
401
1
Gran
d To
tal
118
128
112
9787
101
9783
6670
5655
133
7212
312
499
1692
6717
96

56
Figure 24: Real production Mar 2016. JIT production orders are highlighted in green.
Co
un
t o
f W
RK
CT
RID
Co
lum
n L
ab
els
Ro
w L
ab
els
29
.02
.16
01
.03
.16
02
.03
.16
03
.03
.16
04
.03
.16
07
.03
.16
08
.03
.16
09
.03
.16
10
.03
.16
11
.03
.16
14
.03
.16
15
.03
.16
16
.03
.16
17
.03
.16
18
.03
.16
21
.03
.16
22
.03
.16
23
.03
.16
24
.03
.16
25
.03
.16
28
.03
.16
29
.03
.16
30
.03
.16
31
.03
.16
Gra
nd
To
tal
-41
11
-38
11
-30
22
-29
22
-25
22
-24
33
-23
22
-22
12
3
-20
11
-19
13
4
-18
22
-17
22
-16
11
2
-15
21
34
21
32
18
-14
22
28
11
12
62
5
-13
32
11
33
15
10
27
91
44
65
-12
22
26
61
21
24
25
27
76
0
-11
41
33
27
44
57
74
7
-10
11
52
81
82
14
61
64
68
-92
15
62
63
35
24
62
62
10
83
-87
85
10
10
55
11
41
08
41
79
54
11
3
-71
12
21
09
65
12
10
36
15
32
42
15
21
37
-61
11
97
78
34
16
47
83
22
21
31
07
-51
55
35
12
27
14
14
29
13
21
12
-42
21
01
25
31
16
73
53
33
75
-33
87
12
18
15
30
22
19
41
22
13
4
-23
14
18
21
92
46
11
31
91
23
41
02
11
16
1
-12
27
51
01
76
14
72
02
81
73
61
17
33
72
20
06
16
62
31
41
32
11
52
21
17
31
31
91
61
21
51
42
34
31
93
94
13
31
35
47
44
25
23
31
91
06
10
2
21
11
33
12
11
14
38
43
32
20
42
22
35
21
12
29
51
22
16
61
11
21
11
19
71
20
15
13
31
82
11
31
19
91
12
10
22
11
11
13
12
11
11
4
13
21
3
14
22
15
11
2
16
11
2
18
11
19
13
4
20
22
24
22
28
11
26
11
Gra
nd
To
tal
50
33
87
10
91
04
86
12
88
98
89
12
12
93
12
01
87
72
57
44
35
62
38
51
06
13
46
72
09
7

57
School of Science and Engineering Reykjavík University Menntavegur 1 101 Reykjavík, Iceland Tel. +354 599 6200 Fax +354 599 6201 www.ru.is