proyecto fin de carrera - servidor de la biblioteca de...
TRANSCRIPT

I
Equation Chapter 1 Section 1
Proyecto Fin de Carrera
Ingeniería Química
Análisis Del Potencial De Recuperación De Calor En
La Industria
Autor: Javier Loma Domínguez
Tutor: Rocío González Falcón
Dpto. Ingeniería Energética
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2018

II

Proyecto Fin de Carrera
Ingeniería Química
Análisis Del Potencial De Recuperación De Calor
En La Industria
Autor:
Javier Loma Domínguez
Tutor:
Rocío González Falcón
Profesor titular
Dpto. Ingeniería Energética
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2018

IV

Proyecto Fin de Carrera: Análisis Del Potencial De Recuperación De Calor En La Industria
Autor: Javier Loma Domínguez
Tutor: Rocío González Falcón
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2018
El Secretario del Tribunal

VI

A mi familia

VIII


X
Índice
Índice ............................................................................................................................................................ X
Índice de Tablas ........................................................................................................................................... XII
Índice de Figuras ........................................................................................................................................ XIV
1 INTRODUCCIÓN ..................................................................................................................................... 1
2 TECNOLOGÍAS PARA LA RECUPERACION DE CALOR ............................................................................... 3 2.1. Intercambiadores de Calor .............................................................................................................................. 4
2.1.1 Intercambiadores de Calor Tubulares ............................................................................................... 4 2.1.2 Intercambiadores de Placas................................................................................................................ 8 2.1.3 Intercambiadores de Superficie Extendida ..................................................................................... 11 2.1.4 Regeneradores .................................................................................................................................. 12 2.1.5 Criterios de Selección ........................................................................................................................ 13
2.2 Sistemas de Almacenamiento Térmico .................................................................................................... 14 2.2.1 Almacenamiento en forma de calor sensible.................................................................................. 15 2.2.2 Almacenamiento en forma de calor latent ..................................................................................... 16 2.2.3 Almacenamiento químico: ............................................................................................................... 17
2.3 Cogeneración ............................................................................................................................................. 18 2.3.1 Sistemas de cogeneración ................................................................................................................ 19 2.3.2 Equipos Para La Cogeneración ......................................................................................................... 20 2.3.3 Aplicaciones de la Cogeneración para la Recuperación de Calor .................................................. 22
3 METODOLOGÍA .................................................................................................................................... 29 3.1 Potencial de Recuperación de Calor ......................................................................................................... 29 3.2 Análisis Del Proceso ................................................................................................................................... 30 3.3 Caracterización de las Emisiones.............................................................................................................. 30 3.4 Evaluación Técnica .................................................................................................................................... 31 3.5 Evaluación Económica: ............................................................................................................................. 31
4 CASO PRÁCTICO ................................................................................................................................... 32 4.1 Análisis Del Proceso ................................................................................................................................... 32
4.1.1 Obtención de materias primas ......................................................................................................... 32 4.1.2 Almacenamiento y Preparación de combustibles: ......................................................................... 33 4.1.3 Cocción Del Crudo ............................................................................................................................. 34 4.1.4 Molienda y Almacenamiento De Componentes Del Cemento ...................................................... 36 4.1.5 Almacenamiento Del Cemento ........................................................................................................ 36
4.2 Caracterización De Las Emisiones ............................................................................................................ 38 4.2.1 Salida Del Sistema De Ciclones ......................................................................................................... 38 4.2.2 Salida Del Enfriador De Clínker ......................................................................................................... 39
4.3 Evaluación Técnica .................................................................................................................................... 39 4.3.1 Descripción De La Instalación ........................................................................................................... 40 4.3.2 Cálculo de la Energía a Recuperar .................................................................................................... 40 4.3.3 Selección Del Aceite Térmico ........................................................................................................... 42 4.3.4 Sistema de recuperación de calor primario .................................................................................... 43 4.3.5 Simulacion De La Instalacion ............................................................................................................ 46 4.3.6 Sistema de Generación ORC ............................................................................................................. 49
4.4 Evaluación Económica .............................................................................................................................. 50

5 CONCLUSIONES.................................................................................................................................... 54
BIBLIOGRAFIA ............................................................................................................................................. 56
ANEXO A.1 .................................................................................................................................................. 57
ANEXO A.2 .................................................................................................................................................. 59
ANEXO A.3 .................................................................................................................................................. 62
ANEXO A.4 .................................................................................................................................................. 64

XII
ÍNDICE DE TABLAS
Tabla 2.1 Referencias de Parámetros de Tecnologías de Almacenamiento Térmico 15
Tabla 4.1Datos a la Salida del Sistema de Ciclones 38
Tabla 4.2 Datos a la Salida del Enfriador 39
Tabla 4.3 Potencia Recuperable A La Salida De Ciclones 41
Tabla 4.4 Potencia Recuperable A La Salida Del Enfriador 42
Tabla 4.5Fluidos Orgánicos Para Ciclo ORC 46
Tabla 4.6Cálculos Económicos Para Una Producción De 500000 Toneladas Al Año 51
Tabla 4.7 Económicos Para Una Producción De 1005000 Toneladas Al Año 52
Tabla 5.1Tabla De Propiedades Aceite Térmico Dowtherma 62
Tabla 5.2Tabla Datos Ciclos ORC Turboden 63
Tabla 5.3Composicion De Las Corrientes En La Simulación 64
Tabla 5.4Propiedades De Las Corrientes En La Simulación 64


XIV
ÍNDICE DE FIGURAS
Ilustración 2.1Tecnologías Para la Recuperación de Calor 3
Ilustración 2.2 Clasificación de Intercambiadores de Calor 4
Ilustración 2.3Configuración de Intercambiadores Según TEMA 6
Ilustración 2.4Intercambiador de Doble Tubo 8
Ilustración 2.5Intercambiador de Placas PHE 9
Ilustración 2.6Intercambiador en Espiral (SHE) 10
Ilustración 2.7Ejemplo Instalación Regeneradores Matriz Fija 12
Ilustración 2.8Regenerador Rotativo 13
Ilustración 2.9Tipos de Almacenamiento Térmico 15
Ilustración 2.10 Propiedades de Materiales para el Almacenamiento de Energía Sensible 16
Ilustración 2.11 Propiedades de Materiales para el Almacenamiento de Energía Latente 17
Ilustración 2.12Reacciones para el Almacenamiento de Energía 18
Ilustración 2.13Principio de Funcionamiento de la Cogeneración 19
Ilustración 2.14Esquema de un Funcionamiento de un Ciclo Superior 20
Ilustración 2.15Esquema de Funcionamiento de un Ciclo de Cola 20
Ilustración 2.16Tipos de Ciclos para las Turbinas de Gas 21
Ilustración 2.17Ciclo Rankine Ideal 23
Ilustración 2.18Ciclo Rankine Real 24
Ilustración 2.19Configuración de un ORC 26
Ilustración 3.1 Potenciales de Recuperación 30
Ilustración 4.1Esquema de un Horno de Clínker 36
Ilustración 4.2Esquema Completo de la Producción de Cemento 37
Ilustración 4.3 Gráfico T-H En El Recuperador A La Salida Del Sistema De Ciclones 44
Ilustración 4.4 Gráfico T-H En El Recuperador A La Salida Del Enfriador 45



1
1 INTRODUCCIÓN
La eficiencia energética se basa en cubrir las necesidades que se requieren con el menor consumo de energía,
ya sea proveniente de combustibles o energía eléctrica.
El consumo del sector industrial se estima en un tercio de toda la energía producida en los países desarrollados.
Durante estos procesos se estima que del 20 al 50% de la energía consumida es perdida a través de corrientes
de calor residual.
En la casi la totalidad de los procesos industriales es necesario un aporte de calor en algún punto del proceso,
esto ocasiona como efecto secundario que se produzcan focos de calor residual, en forma de radiación, gases
de salida de proceso o aire caliente.
Con el aumento del precio de los combustibles y las restricciones medioambientales cada vez es más necesario
reducir estas emisiones de calor residual de manera que se obtenga un menor consumo energético global, lo
que conlleva a un aumento de la eficiencia del proceso industrial en cuestión y menor cantidad de emisiones a
la atmósfera.
Una forma de reducir estas emisiones de calor residual es recuperarlas de forma que se aproveche su energía
térmica para abastecer ciertas necesidades, dentro de la industria o fuera de ella.
El objetivo de este proyecto es realizar una visión general de algunas de las tecnologías de recuperación de
calor que se usan en la industria para posteriormente plantear un proceso de análisis, basado en datos de la
industria, para determinar la viabilidad del uso de una tecnología de recuperación de calor en una industria
específica, determinando en última instancia las repercusiones económicas que ello conlleva.


3
2 TECNOLOGÍAS PARA LA
RECUPERACION DE CALOR
En la mayoría de los procesos industriales gran parte de la energía que entra al proceso sale en forma de
efluentes con una gran energía térmica. Poder recuperar este tipo de energía se hace indispensable para mejorar
el rendimiento total del proceso industrial en cuestión.
Durante años la recuperación de los excedentes de calor de los procesos industriales ha sido estudiada y
analizada para buscar la mejora continua de las tecnologías implicadas en este tipo de procesos.
Estas tecnologías pueden ser categorizadas como tecnologías pasivas o tecnologías activas de recuperación de
calor. En las tecnologías pasivas los equipos transfieren la energía térmica a la misma o a menor temperatura,
en este tipo de tecnologías se incluye el uso de intercambiadores de calor para aportar calor a otra corriente y el
uso de equipos de almacenamiento térmico, que permite desacoplar la fuente generadora de calor con la
receptora. Las tecnologías activas para la recuperación de calor transforman la energía térmica a otro tipo de
energía, o aumenta su temperatura. En este documento se analizará como tecnología activa el uso de la energía
térmica para producir electricidad principalmente.
Ilustración 2.1Tecnologías Para la Recuperación de Calor

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
4
2.1. Intercambiadores de Calor
Un intercambiador de calor es un equipo diseñado para transferir energía, en forma de calor, entre dos o más
fluidos con diferentes temperaturas. Estos equipos son ampliamente usados en la industria para aplicaciones
que conlleven el aumento o disminución de temperatura de cualquier corriente de fluido.
En algunos de estos equipos los fluidos que intervienen en el proceso están en contacto directo entre ellos. En
otros intercambiadores no se produce contacto entre los fluidos, por lo que la transferencia de calor entre ellos
se produce a través de una superficie que se denomina superficie de transferencia de calor, éstos equipos se
denominan intercambiadores de contacto indirecto.
Existen dos tipos principales de intercambiadores de contacto indirecto, los que se denominan de transferencia
directa o recuperadores y los que se denominan de transferencia indirecta o regeneradores. En los
recuperadores los fluidos atraviesan el equipo con un flujo continuo y la transferencia se realiza a través de una
superficie fija de separación. En los regeneradores la transferencia de calor se realiza a través de una matriz por
la que fluyen alternativamente las diferentes corrientes, cediendo calor a la matriz en un caso y absorbiendo
calor de la matriz en otro.
Los intercambiadores de calor se pueden clasificar según su proceso de transferencia de calor, el número de
fluidos involucrados en el proceso, su función en el proceso, la disposición de los flujos, el mecanismo de
transferencia de calor o su estructura constructiva. Este documento se centrará en esta última.
Ilustración 2.2 Clasificación de Intercambiadores de Calor
2.1.1 Intercambiadores de Calor Tubulares
Este tipo de intercambiadores se construyen generalmente usando tubos de secciones circulares a través de las
que pasa uno de los fluidos, aunque también se pueden diseñar con secciones transversales que difieren de la
circular, la mayoría elípticas y rectangulares. Existe una gran flexibilidad de diseño para estos equipos, debido
a que el área de paso de flujo, y por consiguiente la superficie de transferencia de calor, puede variar
fácilmente cambiando el diámetro de los tubos, la longitud y la disposición del conjunto de tubos que forman
el equipo. El diseño de los intercambiadores tubulares se puede adaptar a cualquier temperatura y presión de
operación, la única limitación existente es el material de construcción del equipo y ciertas consideraciones del
sistema. Su alta flexibilidad también los hace aptos para ser diseñados para condiciones especiales de
operación: fluidos corrosivos, con alta viscosidad, radiactivos, etc.

5 Análisis Del Potencial De Recuperación De Calor En La Industria
Los principales tipos de intercambiadores tubulares son: intercambiadores de carcasa-tubo, intercambiadores
de doble tubo, intercambiadores espirales y serpentines.
2.1.1.1 Intercambiadores de Carcasa- Tubo
Este tipo de intercambiadores suele ser el más utilizado en la industria, debido a que es posible adaptarlo a una
gran cantidad de procesos gracias a su amplia flexibilidad respecto a rangos de presión y temperatura, algo que
condiciona enormemente la elección del tipo de intercambiador para cada proceso.
Los intercambiadores de carcasa-tubo se componen, en su mayoría, de una bancada de tubos montada dentro
de una carcasa cilíndrica, siendo los ejes de estos dos elementos necesita para el proceso, la caída de presión
dentro del equipo, la reducción del estrés térmico, la corrosión en el equipo y la prevención de fugas el equipo
se diseña de una forma u otra. El uso y diseño durante décadas de estos equipos ha originado que existan unos
criterios bien establecidos de diseño y una notación específica, desarrollada por la asociación de constructores
de intercambiadores tubulares (TEMA), para la denominación de los equipos según sus partes constructivas.
Usando esta notación cada intercambiador de carcasa-tubo se puede definir usando tres letras que
corresponden a su tipo de cabezal frontal, al tipo de carcasa y al tipo de cabezal posterior.

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
6
Ilustración 2.3Configuración de Intercambiadores Según TEMA
Siguiendo esta nomenclatura los tipos más comunes de intercambiadores usados en la industria serían los
siguientes:
BEM: Se los conoce como intercambiadores de lámina y tubo fijo (fixed tube sheet) y son
comúnmente usados por su simplicidad y su bajo coste. Aunque el interior de los tubos es
accesible a una limpieza tanto mecánica como química en el exterior de éstos solos es posible
una limpieza por métodos químicos. Si la diferencia de temperaturas entre los fluidos del
interior y exterior de los tubos que componen el equipo es demasiado alta puede ser necesario
incorporar una junta de expansión en la carcasa del equipo, para eliminar el estrés mecánico

7 Análisis Del Potencial De Recuperación De Calor En La Industria
que esto puede producir. Si esta diferencia es muy alta se debería considerar otro tipo de
configuración para el equipo.
BEU: Son intercambiadores en los que los tubos que lo conforman tienen forma de U (U-
Tube type). Normalmente este tipo de equipos son más caros que los intercambiadores de
lámina y tubo fijo, pero esta diferencia de coste no suele ser realmente significativa. La
principal ventaja de este tipo de equipos, respecto al anterior, es la posibilidad de extraer la
bancada de tubos de la carcasa, haciendo posible un limpiado mecánico de la superficie
externa de los tubos y un mantenimiento más fácil del equipo. La forma en U de los tubos
dificulta un limpiado mecánico por el interior de éstos por lo que estos equipos se suelen
utilizar cuando el fluido que va a pasar por el interior de la bancada de tubos es limpio. Como
desventajas estos equipos pueden conllevar una dificultad extra a la hora de reemplazar
alguno de los tubos que lo conforman, debido a que puede ser necesario extraer algunos tubos
colocados en una posición más externa para poder acceder al tubo que sería necesario
reemplazar. Otra desventaja importante de este tipo de equipos es que, debido a la forma en U
de los tubos, no se puede trabajar con flujos a contracorriente, lo que conlleva una reducción
en la efectividad. Una alternativa es usar un deflector longitudinal (BFU) lo que permite un
flujo a contracorriente dentro del equipo de una forma relativamente económica.
AES: Llamados intercambiadores de cabezal flotante (floating head type). Este tipo de
intercambiadores se relaciona generalmente con procesos en los que se trabaja con alta
presión y/o temperatura, son muy utilizados en petroquímica. En este tipo de equipos la
bancada de tubos se puede sacar completamente por lo que facilita el mantenimiento y el
reemplazo de los tubos. La placa de tubos situada en la entrada del fluido que recorre el
interior de los tubos tiene un diámetro mayor que la carcasa y está sellada de una manera
similar a los equipos de lámina fija. La otra placa de tubos tiene un diámetro ligeramente
menor que la carcasa, permitiendo a la bancada de tubos pueda tener movimiento con
respecto a la carcasa.
BES: El uso de un cabezal frontal fijo es una opción con un coste de inversión menor que si
se usa un cabezal desmontable (Tipo A) pero grandes tamaños el coste de mantenimiento se
puede disparar por lo que se opta, generalmente, por el tipo A.
La TEMA también marca unos estándares respecto al diseño, fabricación y materiales de estos equipos,
clasificándose en tres categorías diferentes: R, C y B. La clase R se usa para procesos en condiciones severas,
como puede ser en la petroquímica; la clase C para procesos con condiciones no tan exigentes y la clase B se
usa para procesos químicos, usando en su construcción materiales no férreos.
2.1.1.2 Intercambiadores de Doble Tubo
Es un tipo de equipo muy básico. Su estructura principal consiste en dos tubos concéntricos, montado uno
dentro del otro, a través de los cuales fluyen los dos fluidos entre los que se quiere intercambiar calor. Se
suelen usar frecuentemente para aplicaciones donde uno o ambos fluidos estén a una alta presión y para
capacidades pequeñas. Estos equipos tienen la ventaja de tener un flujo a contracorriente puro.

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
8
Los tubos en este tipo de equipos pueden ser lisos o aleteados, con el fin de aumentar la superficie de
transferencia entre los fluidos. La elección entre tubos lisos o aleteados suele estar condicionada por el coste ,
para equipos pequeños donde es necesario mejorar la superficie de transferencia y el fluido en el tubo interior
tiene un coeficiente de transferencia relativamente alto suele ser más económico la elección de tubos aleteados.
Por norma general estas unidades son más económicas si el coeficiente de transferencia del fluido externo es
menor al 25% del coeficiente del fluido interno.
Ilustración 2.4Intercambiador de Doble Tubo
2.1.2 Intercambiadores de Placas
Este tipo de intercambiadores de calor suelen estar compuestos por finas láminas, que conforman la superficie
de transferencia de calor. No se suelen usar para altas diferencias de presión o temperatura entre los fluidos
implicados en el proceso. Se pueden clasificar en varios grupos: intercambiadores de placas, intercambiadores
en espiral, intercambiadores de placas con serpentín e intercambiadores lamella.
2.1.2.1 Intercambiadores de Placas (PHE)
Conocidos como plate heat exchangers (PHE). En este tipo de intercambiadores los fluidos están separados
por placas rectangulares montadas en un marco. Generalmente las placas poseen un diseño corrugado con el
fin de aumentar la superficie de transferencia entre los fluidos Los fluidos entran por los extremos de las placas
recorriéndolas alternativamente, de modo que siempre estén en contacto una sección que contiene fluido
caliente con una que contiene fluido frio. Son equipos que presentan una gran superficie de contacto en un
espacio reducido. Dentro de este grupo de intercambiadores se puede diferenciar entre los que usan juntas
entre las placas que lo conforman y los que usan placas soldadas entre sí.

9 Análisis Del Potencial De Recuperación De Calor En La Industria
Los intercambiadores de placas que usan juntas poseen un diseño muy flexible, que pueden ser adaptados
desde un diseño estándar, por lo que se pueden producir en serie. Para diseños comunes las placas se fabrican
en acero inoxidable, pero otro material comúnmente utilizado es el titanio y se podrían fabricar en otros
materiales si fuera necesario. Las juntas entre las placas, que son la principal limitación en este equipo, están
fabricadas generalmente en caucho etileno propileno o elastómero de nitrilo, pero hay una gran variedad de
materiales que se pueden usar para este propósito y se deberán elegir teniendo en cuenta los fluidos con los que
va a trabajar el equipo.
Una de las mayores ventajas de este tipo de equipos es la posibilidad de aumentar el tamaño del mismo,
simplemente añadiendo más placas al equipo, lo que conlleva un coste pequeño.
Los equipos en los que las placas están soldadas entre si solucionan los problemas que pueden venir derivadas
por el uso de juntas en el equipo. Con las placas soldadas se puede llegar a trabajar a una presión de 60 bar
dentro del equipo, aunque existe una limitación a la hora de trabajar con una diferencia de presión entre los dos
fluidos mayor a 30 bar.
Como desventaja respecto al uso de juntas en este tipo de equipos es su precio más elevado y la dificultad
añadida para limpiar el equipo, siendo necesaria una limpieza química.
2.1.2.2 Intercambiadores en Espiral (SHE)
La estructura básica e este tipo de equipos consiste en dos láminas metálicas unidas entre sí, dejando un
espacio interior para que circule un fluido, y enrolladas alrededor de un eje, formando una serie de pasajes en
espiral por los que circularán los fluidos implicados en el intercambio de calor, de esta forma se consigue una
gran superficie de transferencia en poco espacio.
En el diseño a contracorriente de este tipo de equipos, el fluido caliente entra por la parte central del equipo y
sale por la parte exterior, mientras que el fluido frio hace el recorrido a la inversa, entra por la periferia del
equipo y fluye hacia el centro, por donde termina abandonando el equipo. Existen diseños alternativos que
pueden ser usados para la condensación o evaporación de fluidos.
Ilustración 2.5Intercambiador de Placas PHE

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
10
El coeficiente de transferencia de calor en estos equipos es menor que en un equipo de placas (PHE) si las
placas que lo conforman no son corrugadas, pero este coeficiente si es mayor que en un equipo de carcasa-
tubo, por lo que el área de transferencia requerida con respecto a un equipo carcasa-tubo es alrededor de un
20% menor.
Como principales ventajas se puede destacar que son equipos que pueden trabajar con fluidos con alta
viscosidad, con partículas en suspensión, con lodos y con fluidos sucios. El ensuciamiento de estos equipos es
menor que en un intercambiador de carcasa-tubo. Son equipos compactos y no presentan problemas de
dilatación diferencial.
Como principal desventaja tiene la necesidad, generalmente, de usar una limpieza química en el equipo y la
dificultad a la hora de las reparaciones debido a sus características constructivas.
2.1.2.3 Intercambiador de Placas con Serpentín
Este tipo de equipos se conocen como plate coils. Están formados por una serie de placas con un serpentín en
su interior, por las que discurre uno de los fluidos, y estas placas están sumergidas en un tanque en el que se
encuentra el otro fluido que forma parte del intercambio.
Como principales ventajas se puede destacar el alto control que se puede tener sobre la transferencia de calor y
temperatura dentro del equipo y los pocos problemas de mantenimiento, contaminación entre fluidos y
limpieza que originan.
Su uso es limitado y en su mayor parte se usan en procesos criogénicos, industria alimenticia y en la industria
farmacéutica.
Ilustración 2.6Intercambiador en Espiral (SHE)

11 Análisis Del Potencial De Recuperación De Calor En La Industria
2.1.2.4 Intercambiador Lamella
Los intercambiadores “Lamella” son híbridos entre los intercambiadores de placas y los de carcasa-tubo. En
este tipo de diseño se reemplazan los tubos por una serie de placas y se introducen en una carcasa similar a los
de carcasa-tubo, fijando únicamente uno de los extremos para permitir dilataciones. Son equipos muy
específicos y cuyo diseño lo realizan proveedores.
2.1.3 Intercambiadores de Superficie Extendida
En los intercambiadores de tipo tubular y de placas, ya descritos, la superficie de transferencia de calor
respecto al volumen ocupado por el equipo es generalmente menor a 700m2/m
3. En muchas ocasiones se
necesita una alta efectividad en el equipo, teniendo una limitación respecto al tamaño del equipo, lo que hace
necesario aumentar la compacidad del equipo (la superficie de transferencia con respecto al volumen
ocupado). También puede ser necesaria una gran superficie de transferencia si uno de los fluidos implicados en
la transferencia de calor tiene un bajo coeficiente de transferencia. Este aumento de la superficie de
transferencia se puede conseguir añadiendo aletas a las superficies primarias de los equipos, de lo que surgen
los dos tipos de intercambiadores que se detallaran a continuación: intercambiadores de placa-aleta e
intercambiadores de tubo-aleta.
2.1.3.1 Intercambiador Placa-Aleta
Están formados por una serie de placas paralelas entre las que se sitúan aletas, en cuyos filos se instalan unas
barras laterales, para aumentar la superficie de transferencia. Las corrientes implicadas en el proceso de
transferencia pasan alternativamente entre las placas. Como material de construcción se suele usar el aluminio,
pero en industrias como la aeronáutica también se puede encontrar equipos de acero inoxidable y aleaciones de
níquel.
Estos equipos generalmente se diseñan para trabajar a presiones moderadas (<7 bar), aunque existen equipos
que pueden operar por encima de los 80bar. La limitación por temperatura viene impuesta por el método usado
para unir los componentes del equipo y por los materiales empleados para su construcción. Existen equipos
capaces de trabajar a temperaturas de hasta 840ºC. Este tipo de intercambiadores se pueden construir con una
alta compacidad, hasta 5900m2/m
3, y existe total libertad a la hora de la selección de la superficie de la aleta,
pudiéndose adaptar al fluido que circulará por cada lado del equipo.
El principal problema de estos equipos es el ensuciamiento, por lo que se suele usar para trabajar con fluidos
limpios y es recomendable colocar filtros en la entrada de los fluidos para evitar que se puedan producir
bloqueo de los canales de paso debido a partículas.
2.1.3.2 Intercambiadores Tubo-Aleta
Estos intercambiadores pueden ser clasificados como convencionales o especializados. En un intercambiador
tubo-aletas convencional la transferencia entre los dos fluidos se realiza a través de la pared del tubo por
conducción y a través de la superficie de transferencia de calor por convección. En los intercambiadores
comúnmente llamados “heat pipes”, que son un tipo de intercambiador tubo-aleta de los conocidos como
especializados, la transferencia de calor se lleva a cabo a través de la pared de separación entre los fluidos por

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
12
conducción y cambio de fase.
En los intercambiadores gas-líquido el coeficiente de transferencia en el lado del líquido suele ser mayor que
en el lado del gas, por lo que se puede optar por usar aletas en la parte del gas para incrementar el área de
intercambio, y si la presión es alta en uno de los fluidos suele ser económico emplear tubos. Las aletas se
suelen situar en el exterior de los tubos, pero en algunas aplicaciones puede ser interesante aletear el interior.
Estos equipos pueden trabajar a grandes presiones por el lado de los tubos y la temperatura de trabajo en el
equipo está limitada por los materiales de construcción y el método de unión entre las partes del equipo. Se
puede llegar a una compacidad de unos 3300m2/m
3.
2.1.4 Regeneradores
Los regeneradores operan de modo transitorio. Su principio de funcionamiento consiste en hacer pasar una
corriente de fluido a través de una matriz de material sólido, en la que se almacena el calor, para después hacer
pasar la corriente de fluido frío. A continuación se detallarán dos tipos de regeneradores: regeneradores de
matriz fija y regeneradores rotatorios.
2.1.4.1 Regeneradores de Matriz Fija
Este tipo de regeneradores consiste en una matriz sólida fija a través de la que pasan alternativamente las
corrientes. Con el fin de hacer continuo este proceso de transferencia de calor se suelen montar estos equipos
usando un sistema de válvulas y tuberías para ir variando el recorrido de los fluidos.
Ilustración 2.7Ejemplo Instalación Regeneradores Matriz Fija
2.1.4.2 Regeneradores Rotativos
En los regeneradores rotativos la matriz de sólido gira alrededor de un eje. Las corrientes de fluido atraviesan
el equipo de forma paralela al eje, normalmente a contracorriente, atravesando diferentes sectores de la matriz.
Cuando un sector está atravesado por la corriente de fluido caliente almacena calor y el movimiento de
rotación del equipo hace que posteriormente ese mismo sector pase a estar en contacto con el fluido frío,
cediéndole el calor almacenado.

13 Análisis Del Potencial De Recuperación De Calor En La Industria
Ilustración 2.8Regenerador Rotativo
Por la estructura de construcción del equipo es una tarea complicada evitar fugas de una corriente a otra. Si es
necesario que uno de los fluidos no se contamine con el otro, por ejemplo evitar que una corriente de aire
precalentado sea contaminado por el gas de salida del equipo, con el que se va a hacer la transferencia, se
operaría con una mayor presión en la corriente de aire, de esta forma si se produce alguna fuga en el equipo
sería de la corriente de aire en la de gases de salida.
Algunas de las ventajas de este tipo de equipos serían las siguientes:
Tienen una mayor compacidad que los recuperadores, aportando más superficie de intercambio en menos
espacio. El coste por unidad de superficie de intercambio suele ser considerablemente menor que en un
recuperador. Al pasar las dos corrientes en direcciones opuestas dentro del equipo se produce un efecto de
“auto limpieza” para gases relativamente limpios.
La mayor desventaja sería el inevitable arrastre de una pequeña fracción de fluido, atrapado dentro de la
matriz, por parte de la otra corriente.
2.1.5 Criterios de Selección
Para preseleccionar un equipo de este tipo hay que tener varios criterios en cuenta :
Material de Construcción: Los materiales deben tener buen comportamiento frente a la
corrosión así como a las temperaturas y presiones que se requieran para la aplicación.
Presión: El nivel de presión es un factor muy limitante a la hora de realizar la elección de un
equipo. Habitualmente el nivel de presión condiciona el uso de los intercambiadores de
placas, que son los esquipos que poseen mayor compacidad.
Temperaturade diseño: Este parámetro es importante pues indica si el material soportará la
temperatura de funcionamiento y las cargas térmicas a las que será sometido.
Flujo másico: Cuanto mayor sea el valor del flujo másico mayor área tendrá que disponer el
equipo para reducir la velocidad del flujo a su paso. En ocasiones es necesario imponer una
velocidad minima para evitar zonas estancas o fouling.
Eficiencia térmica: Es la relación del intercambio real de energía térmica en el equipo y el
máximo intercambio posible.
Pérdida de carga: Es un factor que puede estar limitado por los equipos de impulsión de los
que se dispone. Una menor pérdida de carga disminuye los costes de impulsión por lo que es

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
14
un factor a tener en cuenta.
Tendencia al fouling: El fouling es la deposición de residuos en las superficies de
intercambio, lo que reduce el coeficiente de intercambio y aumenta la pérdida de carga.
Mantenimiento: Los costes de mantenimiento, asi como la facilidad para llevarlo a cabo, es
un factor que puede limitar algunos equipos para ciertas aplicaciones.
Economía: Se tendrán en cuenta los costes de capital, operativos y costes de mantenimiento,
con la finalidad de seleccionar un equipo que cumpla con los requisitos exigidos para el
proceso conllevando el menor gasto posible.
Tamaño: El tamaño de la máquina puede ser un factor limitante. En general los
intercambiadores de placas son los que ofrecen mayor superficie de contacto en un menor
volumen.
2.2 Sistemas de Almacenamiento Térmico
El almacenamiento de energía térmica es un tipo de tecnología de recuperación de calor residual pasiva. Su
principio básico de funcionamiento consiste en, como su propio nombre indica, la capacidad de almacenar
energía térmica en ciertos materiales, ya sea en forma de calor sensible, calor latente o a través de reacciones
químicas reversibles.
Este tipo de tecnología es esencial en el campo de las energías renovables debido a la intermitencia de
producción de energía de éstas. Pero también tienen un campo de aplicación dentro de la industria
posibilitando el desacoplamiento del proceso que genera el calor residual, que puede ser discontinuo, y el
posterior uso de la energía, de este modo se puede hacer un uso bajo demanda de un calor residual que se
perdería de otro modo.
Los materiales que componen un sistema de almacenamiento de energía térmica deben cumplir con los
siguientes requisitos:
Un periodo de vida útil elevado, no corrosivo, no toxico y no ser inflamable.
Alta capacidad de almacenamiento de energía
Una adecuada difusividad térmica y alta difusividad de calor
Capacidad para no perder cualidades de almacenamiento durante los ciclos de carga y
descarga
Disponibilidad, fácil manejo y capacidad de ser almacenado en contenedores
Coste asequible
Bajo cambio de densidad con la temperatura
Un criterio importante a la hora de seleccionar un tipo de almacenamiento de energía térmica es su periodo de
almacenamiento. Este periodo puede variar, según el uso que se le quiera dar a esta tecnología, desde horas
hasta meses. A continuación se expone una tabla resumen de las horquillas de periodicidad, capacidad y coste
entre las que se mueven las diferentes tecnologías que se expondrán.

15 Análisis Del Potencial De Recuperación De Calor En La Industria
Tabla 2.1 Referencias de Parámetros de Tecnologías de Almacenamiento Térmico
Tecnología de Almacenamiento Periodo de almacenamiento Capacidad (kWh/t) Coste (€/kWh)
Calor sensible Días/Meses 10-50 0,1-10
Calor latente Horas/Meses 50-150 10-50
Reacciones Químicas Horas/Días 120-250 8-100
En la siguiente ilustración se puede ver un desglose de los diferentes tipos de almacenamiento de energía
térmica:
Ilustración 2.9Tipos de Almacenamiento Térmico
2.2.1 Almacenamiento en forma de calor sensible
El calor sensible es el asociado a un cambio de temperatura en un material. La totalidad de los materiales
tienen la capacidad de absorber y almacenar energía en forma de calor sensible. El calor sensible para una
diferencia de temperaturas dada T = T2-T1 sería:
Qsensible=m*cp*T
Los metales y el grafito son los mejores elementos para este tipo de sistemas gracias a la gran capacidad de
almacenar energía y a la rapidez con la que se pueden cargar y descargar. Otros materiales sólidos presentan
menos ventajas pero su precio es más asequible. Los líquidos presentan la ventaja de poder utilizarse como
medio de almacenamiento o de transporte y los más usados son el agua y los aceites térmicos. En la ilustración

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
16
2.10 se muestran algunas propiedades termofísicas de los materiales más usados para este tipo de
almacenamiento de energía térmica.
Ilustración 2.10 Propiedades de Materiales para el Almacenamiento de Energía Sensible
2.2.2 Almacenamiento en forma de calor latent
Este tipo de sistemas se basan en el cambio de fase de los materiales para el almacenamiento de la energía.
Estos cambios de fase ocurren a las temperaturas de fusión Tf y temperatura de evaporación Tv. Mientras los
cambios de fase ocurren la temperatura de los materiales no se altera, pero se puede almacenar calor más allá
de estos cambios de fase, almacenando la energía en forma de calor sensible. El calor latente se puede definir
como:
Qlat=hf ó hv
De modo que si el material es calentado desde una temperatura inicial T1 hasta una temperatura final T2,
habiendo cambio de fase, el calor almacenado se puede cuantificar de la siguiente manera:
Qtotal = m cp,solido (Tf-T1) + m hf + m cp,liquido (T2-Tf) (Para el caso de un sólido que se funde)
Y
Qtotal = m cp,liquido(Tv-T1) + m hv + m cp,gas (T2-Tv) (Para el caso de un líquido que se vaporiza)

17 Análisis Del Potencial De Recuperación De Calor En La Industria
Una de las ventajas de este tipo de almacenamiento es la capacidad para almacenar calor a temperatura
constante y la posibilidad de seleccionar el material de acuerdo a esta temperatura. En la siguiente ilustracion
se pueden observar las propiedades termofísicas de algunos de los materiales usados para este propósito.
Ilustración 2.11 Propiedades de Materiales para el Almacenamiento de Energía Latente
2.2.3 Almacenamiento químico:
Se usan reacciones químicas reversibles para el almacenamiento de energía térmica. El calor almacenado es
equivalente a la entalpia de la reacción involucrada. El calor se almacena cuando se da una reacción
endotérmica y se libera cuando se produce la reacción exotérmica.
La entalpia de reacción suele ser mucho mayor que las entalpias de cambio de fase y el calor latente que se
puede almacenar en un material en un intervalo de temperaturas razonable. La densidad de almacenamiento
térmico es mayor para el uso de reacciones químicas que para los otros dos tipos de almacenamientos
expuestos.
Para la selección de la reacción implicada se deben tener en cuantos ciertos criterios:
Reversibilidad: La reacción no debe tener reacciones paralelas.
Ratios de reacción: Ambas reacciones deben ocurrir de forma rápida con el fin de poder
almacenar toda la energía disponible.
Controlabilidad: La reacción se debe poder controlar de manera fácil de manera que se pueda
para o continuar con ella cuando se necesite. Esto se puede conseguir con el uso de presión,
temperatura o catalizadores.
Fácilmente almacenable: los productos de la reacción deben ser fácilmente almacenables y no
reaccionar a la temperatura de almacenamiento.
Seguridad.
Coste.

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
18
A continuación se exponen algunas de las reacciones químicas que se utilizan para este propósito y sus
principales propiedades.
Ilustración 2.12Reacciones para el Almacenamiento de Energía
2.3 Cogeneración
La cogeneración se puede definir como la producción combinada de energía mecánica y térmica a partir de
una fuente de energía primaria. Generalmente la energía mecánica se transforma en energía eléctrica y la
energía térmica se aprovecha para la producción de vapor, calefacción o refrigeración.
La importancia de la cogeneración es tanto de ahorro energético como económica, por lo que en cualquier
instalación en la que coincidan altos consumos de energía calorífica y térmica se hace necesario considerar la
viabilidad de la cogeneración.
El principio básico de funcionamiento de este tipo de tecnología se puede esquematizar de la siguiente manera:

19 Análisis Del Potencial De Recuperación De Calor En La Industria
Ilustración 2.13Principio de Funcionamiento de la Cogeneración
Como se puede observar para cubrir las necesidades energéticas, 30 unidades energéticas de electricidad y 50
unidades en forma de calor, usando un sistema de cogeneración se necesitarían 100 unidades energéticas en
forma de combustible, si las necesidades se cubren través del uso de una caldera, para el calor, y de una central
eléctrica se necesitarían 143 unidades energéticas por lo que se observa claramente que el rendimiento usando
un sistema de cogeneración se incrementa de manera notable.
2.3.1 Sistemas de cogeneración
Los sistemas de cogeneración pueden ser clasificados según el uso para el que se destine el uso de la energía
primaria. Si la energía primaria se usa para producir electricidad se denomina ciclo superior (topping cycle) y
si la energía primaria es usada para satisfacer en primer lugar las necesidades de energía térmica de la
instalación se denomina ciclo de cola (bottoming cycle).
Los ciclos superiores son los más comunes. Su funcionamiento se basa en usar combustible para producir
energía mecánica en un motor térmico, trasformando parte de esta energía en electricidad, gracias al uso de un
generador, y utilizando los gases residuales del motor térmico para producir vapor, agua caliente o usarlos en
un secadero. Estos tipos de ciclos se suelen usar en industrias cuyas necesidades de energía térmica no son
muy elevadas.

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
20
Ilustración 2.14Esquema de un Funcionamiento de un Ciclo Superior
En los ciclos de cola (bottoming cycle) la energía primaria se usa para satisfacer la demanda de energía
térmica necesaria en el proceso y se usa la energía térmica residual para producir energía usando generalmente
un ciclo de Rankine de baja temperatura. Estos ciclos están relacionados con instalaciones en los que la
temperatura de proceso sea muy alta como procesos siderúrgicos, petroquímicos o la producción de cemento.
Ilustración 2.15Esquema de Funcionamiento de un Ciclo de Cola
Desde el punto de vista de la recuperación de calor residual en la industria los ciclos de cola suponen una
alternativa tecnológica para dicho fin.
2.3.2 Equipos Para La Cogeneración
Cada sistema de cogeneración puede ser diferente pero todos han de tener ciertos componentes básicos que se
describen a continuación

21 Análisis Del Potencial De Recuperación De Calor En La Industria
2.3.2.1 Máquina Motriz
Estos equipos son los encargados de convertir la energía térmica en energía mecánica que se transmite a través
de un eje conectado al generador. Los equipos más usados para este cometido son: Turbina de gas, turbina de
vapor y motores de combustión alternativos de combustión interna.
Motores Alternativos:
Se usan dos tipos de motores principalmente dependiendo del combustible que se desee
utilizar, si el combustible es líquido se usan motores que siguen un ciclo Diésel y si el
combustible es gaseoso se utilizan motores que siguen un ciclo Otto.
Estos equipos tienen rendimientos altos y pueden trabajar con ciclos continuos y discontinuos
sin que su rendimiento se vea notablemente afectado. El caudal de gases residuales presenta
entre un 20% y un 25% de la energía total y salen a una temperatura entre 350ºC y 550ºC.
Este caudal de gases no es muy elevado pero también se obtiene agua caliente proveniente de
la refrigeración del bloque motor a una temperatura cercana a los 70ºC.
Las aplicaciones para este tipo de máquinas van desde los 50kW hasta los 200MW en ciertas
instalaciones.
Turbinas de gas:
Es una maquina rotativa accionada por la expansión de gases a alta temperatura y presión.
Existen dos tipos de configuración básicos para este tipo de equipos, las turbinas de
combustión interna y de combustión externa. En las turbinas de combustión interna la
combustión se produce con el fluido de trabajo, que tras expandirse en la turbina son cedidos
al ambiente y el compresor vuelve a aportar aire al equipo. En las turbinas de combustión
externa el fluido de trabajo, que puede ser aire o un gas inerte, se encuentra en un ciclo
cerrado, recibiendo y cediendo calor a través de intercambiadores. Este tipo de ciclos permite
el uso de un abanico más amplio de combustibles, al no presentar tantos problemas de
corrosión o desgaste. Este tipo de equipos solo se usan para grandes potencias.
Ilustración 2.16Tipos de Ciclos para las Turbinas de Gas
Turbinas de vapor:
Este tipo de equipos funciona gracias a la expansión de vapor, generado en una caldera, a
través de la turbina. Al usarse vapor como fluido para la expansión su pueden usar un gran

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
22
número de combustibles para este proceso, incluyendo combustibles sólidos y material
residual. Se pueden diferenciar dos tipos de turbinas de vapor según la presión de salida del
vapor del equipo: las turbinas a contrapresión y las turbinas a condensación.
Las turbinas de vapor a condensación se diseñan para que el vapor salga a una presión baja,
menor que la presión atmosférica, y el vapor es condensado en un condensador a una
temperatura cercana a la atmosférica. Este tipo de turbinas están orientadas a generar la
máxima potencia eléctrica posible, la energía que posee el vapor a su salida es muy baja, lo
que hace que su uso para procesos de cogeneración esté limitado al uso de ciclos de cola para
la recuperación de calor.
En las turbinas a contra presión el vapor que sale de la turbina está a una presión superior a la
atmosférica. El vapor de salida del equipo tiene suficiente energía para ser usado como vapor
de proceso o para calefacción.
2.3.2.2 Sistema de Recuperación de Calor
Es indispensable para un sistema de cogeneración un equipo capaz de recuperar el calor proveniente de las
diferentes corrientes. Estos equipos se denominan generadores de vapor recuperadores de calor (HRSG) por
sus siglas en inglés, caldera recuperadora de calor residual (WHRB) o como caldera de gases de escape de
turbina (TEG).
Este tipo de equipos se diseñan para manejar un gran caudal de gases con una mínima caída de presión, esto
permite generar mayor energía eléctrica en la turbina. Para el diseño de estos equipos se deben tener en cuenta
varios puntos:
La Contrapresión admisible: Altas contrapresiones reducen el coste del equipo pero también
reducen el rendimiento en la turbina. Valores típicos se situan entre 25 y 37 kPa.
Presión y temperatura del vapor.
Punto de acercamiento, Pinch: Esto es la diferencia de temperaturas que existe entre la
corriente residual y el líquido, cuando éste último comienza a vaporizarse. Valores típicos se
situan entre los 11 y los 28ºC.
Temperatura de salida de la chimenea: Esta temperatura debe seleccionarse con el fin de
evitar la formación de ácidos, la decisión dependerá en gran medida del combustible usado en
el proceso.
2.3.2.3 Generador de Energía Eléctrica
Un alternador es el equipo que transforma la energía mecánica generada en la máquina motriz en energía
eléctrica. La mayoría de fabricantes de máquinas motrices suministran conjuntamente la máquina motriz y el
generador.
2.3.3 Aplicaciones de la Cogeneración para la Recuperación de Calor
Como ya se ha comentado anteriormente para la recuperación de calor en la industria usando un ciclo de
cogeneración se debe trabajar con un ciclo de cola, tomando un efluente residual de un proceso que posea una

23 Análisis Del Potencial De Recuperación De Calor En La Industria
energía térmica suficiente y usándolo para generar energía eléctrica a través de la expansión de un fluido en
una turbina. Este proceso se rige por el ciclo termodinámico de Rankine.
2.3.3.1 Ciclo de Rankine Ideal:
El funcionamiento del ciclo consiste en utilizar un foco caliente, con suficiente energía para vaporizar agua.
Posteriormente el vapor generado se expande en una turbina provocando movimiento en el eje de ésta,
convirtiendo energía térmica en trabajo. Tras atravesar la turbina el fluido se condensa y se vuelve a bombear
hasta el proceso de vaporización para cerrar el ciclo. Estos procesos se pueden representar sobre un diagrama
T-S para ser analizado.
Ilustración 2.17Ciclo Rankine Ideal
Proceso 1-2:
Se comprime el fluido isentrópicamente en estado líquido. Con un equipo de bombeo se
aumenta la presión del fluido de trabajo hasta la presión de operación de la caldera.
Proceso 2-3:
Se aporta calor al fluido a presión constante. En la primera parte del recorrido el fluido de
trabajo aumenta su temperatura hasta alcanzar la curva de saturación. Una vez alcanzada esta
curva se produce la vaporización del fluido hasta alcanzar el cambio total de fase. Por último
se sigue aportando calor al fluido sobrecalentándolo.
Proceso 3-4:
Expansion isentrópica del fluido en la turbina hasta llegar a la temperatura de funcionamiento
del condensador.
Proceso 4-1:
Se extrae calor al fluido a presión constante, cediéndolo al sistema de refrigeración, hasta
alcanzar el estado de líquido saturado.

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
24
Realizando un análisis al ciclo se pueden establecer las ecuaciones de balance que lo describen:
𝑤𝑏𝑜𝑚𝑏𝑎 = 𝑤𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = ℎ2 − ℎ1
𝑤𝑡𝑢𝑟𝑏𝑖𝑛𝑎 = 𝑤𝑠𝑎𝑙𝑖𝑑𝑎 = ℎ3 − ℎ4
𝑞𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑑𝑜𝑟 = 𝑞𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = ℎ3 − ℎ2
𝑞𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑑𝑜𝑟 = 𝑞𝑠𝑎𝑙𝑖𝑑𝑎 = ℎ4 − ℎ1
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = 𝜂 =𝑤𝑏𝑜𝑚𝑏𝑎 − 𝑤𝑡𝑢𝑟𝑏𝑖𝑛𝑎
𝑞𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑑𝑜𝑟
2.3.3.2 Ciclo de Rankine Real:
El ciclo real de Rankine presenta ciertas variaciones con el caso ideal debido a rozamiento en los equipos y
tuberías, lo que genera pérdidas de presión y a las pérdidas de calor que se producen en el circuito. El ciclo se
modifica ligeramente y existen ciertas diferencias entre las bombas y turbinas reales respecto a las
isentrópicas.
Ilustración 2.18Ciclo Rankine Real
El rendimiento de entre las bombas y turbinas reales y las ideales pueden ser tenidos en cuenta para calcular el
rendimiento isentrópico:
𝜂𝑠,𝑏𝑜𝑚𝑏𝑎 =𝑤𝑠
𝑤𝑎=
ℎ2𝑠 − ℎ1
ℎ2𝑎 − ℎ1
𝜂𝑠,𝑡𝑢𝑟𝑏𝑖𝑛𝑎 =𝑤𝑎
𝑤𝑠=
ℎ3 − ℎ4𝑎
ℎ3 − ℎ4𝑠
Para mejorar el rendimiento térmico del ciclo se busca aumentar el salto entálpico entre los puntos 3 y 4 del

25 Análisis Del Potencial De Recuperación De Calor En La Industria
ciclo, lo que se traduce como el calor entregado por la turbina. Hay varios métodos para conseguir este
objetivo:
Reducción de la presión del condensador: Al reducir la presión de trabajo del condensador se
reduce también la temperatura de trabajo de éste por lo que el trabajo entregado por la turbina
aumenta. Ésta modificación puede ocasionar condensación en la turbina pudiendo dañar los
álabes.
Aumento de la presión de la caldera: Aumentando la presión en la caldera se aumenta la
temperatura de vaporización del fluido por lo que aumenta la temperatura a la que se le cede
calor al ciclo y por consiguiente el rendimiento de la turbina. Como desventaja puede
aparecer excesiva humedad en la turbina.
Aumentar la temperatura de entrada a la turbina: Aumentando el sobrecalentamiento del
vapor se consigue un mayor trabajo en la turbina. La limitación viene por parte de los
materiales involucrados en el ciclo que deben de ser capaces de trabajar a temperaturas más
altas.
Recalentamientos intermedios: La expansión del fluido se realizaría en varias etapas
intercalando procesos de expansión y recalentamiento. Con esto se puede evitar la
condensación del fluido en la turbina y aumentar el trabajo global entregado por el ciclo.
Realizar extracciones de vapor en la turbina: Si se realizan extracciones de vapor en la turbina
y se usa este vapor para aumentar la temperatura de entrada a la caldera se aumenta la
temperatura a la que el calor es introducido al ciclo, provocando un aumento del rendimiento
del mismo.
2.3.3.3 Ciclo Rankine Orgánico (ORC)
En el ciclo Rankine orgánico se sustituye el fluido de trabajo que convencional de un ciclo de Rankine, el
agua-vapor, por un fluido orgánico de elevado peso molecular. El uso de fluidos orgánicos se justifica debido a
su menor temperatura de vaporización, de este modo este tipo de ciclos se puede usar para la recuperación de
energía de fuentes a media o baja temperatura, menores a 400ºC.
El cambio de trabajar con un único fluido de trabajo a tener un gran abanico de fluidos para usar repercute en
un aumento de la versatilidad del ciclo, siendo un punto importante para el diseño del equipo la elección del
fluido de trabajo.
Al igual que los ciclos Rankine convencionales este tipo de ciclos se pueden configurar de diferentes maneras
según las necesidades del proyecto. La configuración más utilizada consiste en usar un único escalonamiento
para la expansión en la turbina y usar regeneradores para recuperar parte del calor del fluido de salida en la
turbina como se puede ver en la imagen.

TECNOLOGÍAS PARA LA RECUPERACION DE CALOR
26
Ilustración 2.19Configuración de un ORC
Como fuente de calor es posible el uso directo del efluente del proceso, aunque la mayoría de equipos
comerciales usan un aceite térmico como fluido intermedio, eliminando la necesidad de la proximidad del
equipo de ORC al proceso y facilitando la instalación del equipo.
Las ventajas principales de un ORC serían:
Gracias al uso de fluidos orgánicos muy diversos y a las diferentes propiedades de éstos es
posible usar focos de calor residual de muy baja temperatura, menores a 400ºC y hasta
alrededor de 70-80ºC, para generar electricidad. En estos rangos de temperatura tan bajas un
ciclo de Rankine convencional sería totalmente ineficaz.
El elevado peso molecular de estos compuestos genera un flujo mucho menor que en un ciclo
convencional lo que como resultado nos ofrece un equipo de menor volumen.
Se trabaja en circuito cerrado por lo que se evitan problemas de corrosión, por las propiedades
de los fluidos de trabajo, y pérdidas de fluido, salvo averías.
Mantiene una buena eficiencia con condiciones variables de entrada. Algunos equipos pueden
mantener un 90% de eficiencia al 50% de la carga.
Son ciclos completamente automatizados en los que no son necesarios un personal altamente
cualificado para su supervisión.
Los rendimientos térmicos de este tipo de ciclos llegan hasta el 98%
El rendimiento eléctrico del ciclo se mueve entre 18-26%
La eficiencia del ciclo esta condicionada enormemente por la elección del fluido de trabajo a utilizar en el
ciclo. Algunas de las características más importantes para determinar el uso de un determinado fluido en un
ciclo son la temperatura normal de ebullición, temperatura crítica, presión crítica, peso molecular, flujo
volumétrico y su coste.
Propiedades como la temperatura de ebullición normal, la temperatura crítica, el calor latente de vaporización
y su calor específico influyen en las curvas de saturación del fluido. Éstas curvas tienen una enorme
importancia para el rendimiento del ciclo. Dependiendo de la formal de la curva, lo que se denomina domo de

27 Análisis Del Potencial De Recuperación De Calor En La Industria
saturación, se pueden clasificar en tres grandes grupos de fluidos.
En el primer grupo se encuadran los fluidos cuya pendiente de vapor saturado es positiva (dT/dS>0). Esto se
traduce que en el proceso de expansión isentrópica en la turbina la expansión termina fuera de la curva de
saturación, en la región de vapor sobrecalentado. A efectos practicos esto se traduce en un menor riesgo de
formación de gotas de vapor en la turbina, que es un efecto indeseado por ocasionar daños al equipo, y la
necesidad de eliminar mayor cantidad de calor en el evaporador. Un ejemplo son fluidos como el n-pentano o
el benceno.
En el segundo grupo se encuentran los fluidos cuya pendiente de vapor saturado es menor que cero (dT/dS<0),
generalmente denominados fluidos húmedos. Estos fluidos requieren ser sobrecalentas para poder expandirse
en la turbina para evitar condensaciones dentro del equipo que puedan causar daños. Como ejemplos de este
tipo de fluidos tenemos el agua, el amoniaco o el R22.
El tercer grupo esta compuesto por fluidos cuya pendiente de vapor saturado es infinita. Esto significa que la
expansión isentrópica se realiza siguiendo la curva de saturación o una línea paralela a esta. Este grupo es muy
limitado y algunos de los fluidos que componen este grupo son el triclorofluorometano y el
diclorodifluorometano.
Ilustración 2.20 Tipos De Curvas De Saturación De Diferentes Fluidos
2.3.3.4 Ciclo Kalina:
El ciclo Kalina es una variación del ciclo Rankine convencional pero en lugar de usar agua/vapor como fluido
de trabajo se trabaja con una mezcla de agua y amoniaco. Con este cambio en el fluido de trabajo se puede
llegar a aumentar la eficiencia térmica del ciclo entre un 10 y un 20% en ciertas circunstancias.
Con respecto al ciclo convencional la caldera se sustituye por un equipo generador de vapor, y el condensador
por un sistema de destilación/condensación.
Como características a destacar de este ciclo es que puede ser usado a menor temperatura que un ciclo Rankine
convencional y que posee una buena respuesta ante la variación de temperatura de entrada en el ciclo. El
principal inconveniente es que es una tecnología con poco desarrollo comparada con las demás alternativas.


29
3 METODOLOGÍA
A continuación se expone la metodología que se va a usar para determinar el potencial de recuperación de
calor en un proceso industrial considerandos las características de que se pueden encontrar en un proceso de
este tipo donde existen efluentes residuales con cierto nivel energético. Para este fin en primer lugar se hará
una breve descripción de lo que se considera potencial de recuperación.
3.1 Potencial de Recuperación de Calor
Cuando se entra a analizar una industria para determinar el potencial de recuperar calor residual en ella hay
que distinguir entre lo que se considera potencial teórico, potencial técnico y potencial económico.
El potencial teórico se centra en las limitaciones físicas que puede presentar el proceso, esto se refiere a si por
ejemplo se emite calor a una temperatura superior a la del ambiente. Esto conlleva a que el calor que es
emitido en forma de radiación en una industria tiene potencial teórico de recuperación, pero no se tiene en
cuenta el método para extraer este calor o el posible aprovechamiento del mismo.
El potencial técnico se refiere a la capacidad técnica que existe para captar estas fuentes de calor residual que
puede tener una industria y aprovecharlas. Este potencial depende de la tecnología que se decida escoger para
la recuperación de calor, ya que estas tecnologías pueden tener limitaciones, como una temperatura mínima o
la necesidad de espacio, este apartado puede ir cambiando con el tiempo según cambie el estado del arte de la
tecnología en cuestión, y también depende de la demanda que pueda tener la industria, ya que se puede dar la
situación hipotética de tener una tecnología capaz de recuperar calor residual pero no se pueda aprovechar esta
energía.
El potencial económico dicta si es económicamente viable el uso de esa tecnología para recuperar el calor
residual. Partiendo de una tecnología y una aplicación que son tecnológicamente viables se requiere hacer un
análisis económico para evaluar el impacto que supondría la implantación de esta tecnología con respecto al
estado inicial.

METODOLOGÍA
30
3.2 Análisis Del Proceso
El primer paso para determinar el potencial de recuperación en un proceso industrial es, evidentemente, el
estudio del proceso. Cada proceso industrial tiene diferentes subprocesos involucrados con equipos específicos
que desarrollan una cierta labor. Para determinar si es posible desde el punto de vista teórico la recuperación
de calor en la industria es necesario conocer todo el proceso e identificar los puntos en los que se pierde
energía en forma de efluentes residuales. Generalmente el proceso con mayor demanda térmica será el que
tenga el mayor potencial para la recuperación de energía, y estos equipos suelen ser hornos, reactores, etc.
3.3 Caracterización de las Emisiones
Una vez que se ha analizado el proceso y se ha identificado un efluente residual que podría ser usado para
recuperar energía se necesitan conocer los parámetros del efluente en cuestión. Es importante además de
conocer la temperatura y el caudal del efluente, que se pueden medir directamente, conocer los perfiles de
temperatura y caudal. Un efluente con un caudal y temperatura estables, con poca variabilidad o variabilidad
conocida, será mejor candidato para realizar un análisis sobre la posibilidad de la recuperación energética en
él. Estos factores suelen depender de la carga del proceso, de las horas de funcionamiento del proceso al día,
de las paradas necesarias para mantenimiento, de la variabilidad en el consumo de combustible por
especificaciones del proceso o de la variabilidad de la composición de estos combustibles.
Otros factores a tener en cuenta es la composición del efluente a recuperar, un efluente con altas
concentraciones de azufre no conllevará las consideraciones técnicas que uno que no presente este
componente. También es importante conocer parámetros como la viscosidad del fluido, su humedad y si
arrastra muchos sólidos en suspensión.
Esta base de datos toma importancia cuando se requiere registrar consumos de combustible, flujos de aire para
combustión, temperaturas de entrada y salida de gases y fluidos involucrados durante un periodo de tiempo
representativo para determinar las condiciones de trabajo habituales del equipo.
Ilustración 3.1 Potenciales de Recuperación

31 Análisis Del Potencial De Recuperación De Calor En La Industria
3.4 Evaluación Técnica
Para un determinado proceso que conlleve efluentes residuales con potencial para ser usados en un proceso de
recuperación de calor pueden existir multitud de alternativas técnicas para llevar a cabo esta operación. En este
documento se nombran algunas de las tecnologías que mayor importancia tienen a la hora de la recuperación
de calor en la industria, ya sean técnicas pasivas, como el uso de intercambiadores de calor directamente como
precalentadores o economizadores en una caldera o el almacenamiento térmico, o técnicas activas, como los
ciclos de transformación de calor residual en potencia, pero para la selección de una determinada tecnología
de recuperación es necesario evaluar las necesidades de la industria estudiada, ya sean necesidades de agua de
proceso, de vapor, térmicas o de energía eléctrica.
Una vez que se conocen las tecnologías disponibles y las necesidades que se pueden cubrir con dichas
tecnologías se puede hacer una selección de una o varias tecnologías para analizar su impacto en la industria
que se está estudiando, realizando una ingeniería básica en la que se determinen todas las modificaciones que
habría que realizar y equipos necesarios para implantar la tecnología de recuperación de calor para
posteriormente determinar su potencial económico.
3.5 Evaluación Económica:
Para determinar la viabilidad de un proyecto para la instalación de un equipamiento que permita la
recuperación de calor de un proceso es determinante realizar una evaluación económica del proyecto. Esta
evaluación económica determinara cuan viable es la implantación del equipamiento que tiene como fin
acarrear un beneficio a la industria con respecto a su estado anterior.
Esta evaluación permite además tomar decisiones con respecto a cómo financiar el proyecto, si es necesario un
inversor externo o es posible hacerse cargo íntegramente del proyecto desde la empresa poseedora de la
industria.
Para este tipo de análisis es necesario conocer datos como la inversión a realizar, los costes de instalación y
puesta en marcha, costes de mantenimiento, costes de operación, etc. Además de los datos propios del
proyecto también son necesarios datos como los índices de inflación o la variación de la tasa de interés. Para
realizar este análisis nos basamos en conceptos como el paybacl, valor actual neto o la tasa interna de retorno.

CASO PRÁCTICO
32
4 CASO PRÁCTICO
El primer paso a realizar en este proyecto para aplicar la metodología anteriormente resumida es seleccionar
un proceso industrial sobre el que realizar el análisis. En este documento se ha decidido optar por realizar el
análisis sobre el proceso industrial de fabricación de cemento.
Las razones principales para realizar esta elección son entre otras la importancia de la industria en España con
respecto a Europa, ya que España es uno de los mayores fabricantes de cemento en la zona, la gran demanda
de recursos del sector, el cual consume alrededor de un 2% de la energía primaria en España, y el amplio
recorrido que tiene la industria, los procesos de producción han sido ampliamente estudiados y existe una gran
disponibilidad de datos sobre los procesos.
4.1 Análisis Del Proceso
En este apartado se realizará una breve explicación del proceso productivo, algo necesario para poder
identificar las emisiones de calor residual que se pueden dar en una industria específica.
La fabricación del cemento industrialmente se basa en unos pasos muy concretos:
Obtención, Almacenamiento y preparación de materias primas
Cocción del crudo en un horno rotatorio para la obtención de clínker de cemento
Almacenamiento y preparación de combustibles
Molienda conjunta del clínker con diversos componentes para la obtención del cemento
Almacenamiento del cemento para su posterior salida
A continuación se detallará más cada uno de los puntos comentados.
4.1.1 Obtención de materias primas
Las materias primas para la fabricación de cemento se obtienen mediante minería, generalmente a cielo
abierto, de la extracción de caliza, marga y arcilla. Tambien se pueden emplear residuos o subproductos como
sustitutos parciales. Los más empleados en España son:
Escoria de alto horno
Cascarillas de hierro
Arenas de fundición
Lodos de papeleras

33 Análisis Del Potencial De Recuperación De Calor En La Industria
Cenizas volantes
Estas materias primas se llevan a la fábrica y se almacenan en silos para su posterior molienda.
La composición química homogénea del crudo y su granulometría es esencial para los posteriores procesos
que se producirán en el horno. Para controlar esto es vital la dosificación durante la molienda del crudo de las
materias primas. Esta parte también es muy importante para la eficiencia energética durante la molienda.
Dependiendo del proceso que siga la fabricación de cemento en la planta a analizar se usaran unos procesos de
molienda u otros.
Para la molienda en los sistemas de vía seca y semiseca los componentes de las materias primas se muelen y se
secan para obtener un polvo fino, haciendo uso principalmente de los gases de salida del horno o del aire de
salida del enfriador de clínker. Como sistemas más habituales tenemos:
Molino de bolas con descarga central
Molino de bolas con barrido por aire
Molino vertical de rodillos
Molino horizontal de rodillos
La granulometría del crudo se controla mediante ajustes en el separador.
Para la molienda en vía húmeda o semihúmeda los componentes de las materias primas se muelen junto con
agua para formar una pasta, usando circuitos cerrados de molienda para obtener las propiedades deseadas de la
pasta.
4.1.2 Almacenamiento y Preparación de combustibles:
Para el proceso se pueden emplear multitud de combustibles diferentes para proporcionar la energía térmica
necesaria en el proceso. La elección del combustible será una decisión basándose en la disponibilidad y
economía. Varios de los combustibles utilizados son:
Coque de petróleo o carbón pulverizado
Fuelóleo pesado
Gas natural
Residuos de otras industrias
Las cenizas de estos combustibles se combinan con las materias primas formando parte del clínker por lo que
hay que tenerlos en cuenta a la hora del cálculo de la composición del crudo.
El carbón y el coque de petróleo se almacenan, generalmente, en almacenes cubiertos. Cuando están
pulverizados es necesario tomar medidas para evitar el riesgo de ignición espontánea, para ello se almacenan
en silos con sistemas de inertizacion.
El fuelóleo se almacena en tanques de acero y es necesario elevar su temperatura para mejorar su fluidez a la
hora de ser bombeado.

CASO PRÁCTICO
34
El gas natural se suministra directamente a través de las redes de distribución y es necesario realizar un
precalentamiento del gas para evitar la congelación al reducir su presión hasta la presión de trabajo necesaria
para el equipo.
Una opción es la valorización de residuos provenientes de industrias ganaderas o agrícolas, de plantas de
depuración de aguas residuales, residuos de papel, etc. Esto es posible gracias a las altas temperaturas y
tiempos de permanencia de los gases en los hornos que ayuda a la destrucción de compuestos orgánicos.
4.1.3 Cocción Del Crudo
La química en la que se basa el proceso de fabricación comienza con la descomposición del carbonato cálcico
(CaCO3) a una temperatura cercana a los 900ºC dando óxido cálcico (CaO) y liberando dióxido de carbono
(CO2), proceso que se conoce como calcinación:
CaCO3 →CaO + CO2
El proceso continúa a temperaturas comprendidas entre 1400 y 1500ºC con la reacción del óxido de calcio con
sílice, alúmina y óxido de hierro, para formar silicatos, aluminatos y ferritos de calcio, que forman parte del
clínker.
Como ya se ha mencionado anteriormente existen cuatro procesos para la obtención de cemento:
Proceso seco: Las materias primas son trituradas y secadas para formar el crudo, que
posteriormente se alimenta a un horno con precalentador y precalcinador.
Proceso semiseco: La harina se peletiza y se alimenta un precalentador de parrilla delante del
horno o un horno largo equipado con cadenas
Proceso semihúmedo: La pasta de crudo se escurre usando filtros presa. Las tortas del filtro
son extruidas en forma de gránulos para alimentar posteriormente a un precalentador de
parrilla o a un secador de tortas de filtrado
Proceso húmedo: Con las materias primas se forma una pasta que es bombeada directamente
al horno o previamente a un secador de pasta.
Dado que en España prácticamente la totalidad, un 93%, de la producción de cemento se realiza a través del
proceso seco, nos centraremos en este tipo de instalaciones. En las instalaciones con proceso seco se usan
hornos rotatorios con precalentador y precalcinador.
El horno rotatorio consta de un tubo de acero con una relación de longitud: diámetro de entre 10:1 a 17:1, con
una inclinación de 2,5 a 4,5% y una velocidad de rotación que oscila entre 0,5 y 4,5 rpm. Estos equipos están
cubiertos en su interior por ladrillos refractarios con la finalidad de proteger el metal de las altas temperaturas.
En ocasiones se pueden producir obstrucciones transitorias dentro del horno lo que puede provocar que
aparezca material mal cocido.

35 Análisis Del Potencial De Recuperación De Calor En La Industria
La alimentación del combustible se puede realizar desde el quemador principal (mechero) situado en la parte
de salida del horno, a través de quemadores secundarios situados en la entrada del horno, a través de
quemadores del precalcinador o a través de la tolva de alimentación del precalcinador. Si se utiliza carbón
como combustible se puede introducir directamente con el aire del molino, lo que se denomina aire primario.
El fuelóleo se inyecta a través de una boquilla de atomización que ocuparía una posición central en el horno.
En los hornos con gas natural el gas reemplaza al aire primario.
El precalentador de suspensión es un intercambiador de calor de ciclones, en el que se consigue el
precalentamiento y la calcinación parcial del crudo seco. Esto se consigue manteniendo en suspensión el crudo
con los gases de salida del horno, que están a gran temperatura. Los gases de salida del horno fluyen a través
de los diferentes ciclones, en los que se separan el sólido del gas, en sentido ascendente, mientras que el sólido
va cayendo hasta el horno. Esta serie de procesos de mezclas y separaciones entre los sólidos y el fluido, cada
vez a mayor temperatura, permite una óptima transferencia entre el calor de los gases procedentes del horno y
la harina cruda. El número de ciclones, normalmente de cuatro a seis, se determinará por el estado de la
alimentación al proceso.
El uso de un precalcinador provoca que la quema del combustible se produzca en dos partes. La combustión
primaria se produce en la zona del mechero del horno y la secundaria en una cámara de combustión, llamada
precalcinador, que se sitúa entre el horno y el precalentador. En ésta cámara se puede llegar a consumir hasta
un 60% del combustible que se usa en el proceso. El sistema de horno con ciclones y precalcinador es la
tecnología típica que se usa en las fábricas de nueva construcción y suelen tener capacidades de entre 3000 y
5000 toneladas al día.
Tras el paso del crudo por el horno obtenemos clínker a una temperatura cercana a los 1450ºC. Es necesario
enfriar el clínker para poder almacenarlo, además un enfriamiento rápido es beneficioso para evitar reacciones
químicas indeseadas, y además es importante recuperar parte del calor del clínker por lo que se hace pasar al
producto por unos enfriadores.
En los enfriadores de parrilla se hace pasar una corriente de aire a través del clínker caliente usando
ventiladores. Parte de este aire se usa en la zona del quemador principal como aire secundario, otra parte se usa
en el precalcinador, es lo que se denomina aire terciario, en ciertas distribuciones parte de este caudal de aire
se usa para mejorar la molienda del molino de carbón, si se usa éste como combustible, y el sobrante es
enviado a un electrofiltro para su posterior vertido a la atmosfera.
De todo el proceso de cocción del crudo se obtienen dos efluentes principales de gases. Uno de los efluentes es
el gas de salida del horno que tras atravesar el sistema de precalentadores en suspensión se lleva hasta un
sistema de acondicionamiento mediante el cual se enfría, usando agua pulverizada, y se hace pasar por filtros
para posteriormente salir por la chimenea del horno. El segundo efluente de gases es el proveniente del
enfriador de clínker, que al igual que ocurre con la salida del horno, se hace pasar por un filtro para poder
emitir este efluente a la atmosfera.

CASO PRÁCTICO
36
4.1.4 Molienda y Almacenamiento De Componentes Del Cemento
Los distintos componentes del cemento se suelen almacenar en silos, naces cerradas o parques al aire libre.
Dependiendo del tipo de cemento que se quiera producir el clínker se molerá con diferentes adiciones. Para
esta molienda tiene gran importancia la molturabilidad, la humedad y la abrasión de los componentes.
Los sistemas de molienda más empleados son:
Molino de bolas en circuito cerrado
Molino vertical de rodillos
Prensa de rodillos
4.1.5 Almacenamiento Del Cemento
El cemento se almacena en silos y es transportado a través de sistemas mecánicos y neumáticos. El sistema
más utilizado es una combinación de transportadores fluidificados o de rosca y elevadores de cangilones. Para
el almacenamiento de los diferentes tipos de cemento se pueden usar diferentes silos o silos multicámaras lo
que permite almacenar más de un tipo de cemento en el mismo silo.
Ilustración 4.1Esquema de un Horno de Clínker

37 Análisis Del Potencial De Recuperación De Calor En La Industria
Ilustración 4.2Esquema Completo de la Producción de Cemento

CASO PRÁCTICO
38
4.2 Caracterización De Las Emisiones
Tras analizar el proceso de fabricación del cemento queda claro que el proceso con mayor potencial para
realizar un análisis sobre la recuperación de calo en él es el proceso de cocción del crudo para formar clínker
de cemento. Como se ha mencionado anteriormente de este proceso tenemos dos efluentes residuales que tras
pasar por sendos sistemas de filtrado son liberados a la atmósfera.
Para caracterizar las emisiones de un proceso se deben tomar medidas para determinar la temperatura, el
caudal y la composición principalmente, además de realizar un histórico para ver si existen grandes
fluctuaciones en las medidas. En el caso de este proyecto académico no se ha tenido la posibilidad de acceder a
información de las medidas realizadas en una fábrica de cemento en concreto por lo que se hará uso de la
extensa bibliografía acerca del proceso y se tomarán valores a partir de los datos que se puedan encontrar en
esta.
4.2.1 Salida Del Sistema De Ciclones
A la salida del sistema de ciclones nos encontraremos con un efluente pulverulento proveniente del horno de
clínker y cuya composición dependerá en gran medida del combustible usado en el horno. Como ya se ha
descrito anteriormente en los hornos de clínker se pueden usar multitud de combustibles y entre ellos residuos
provenientes de otros procesos industriales. Para este proyecto se tomarán datos de referencia para un horno de
clínker en el que se usa fuelóleo como combustible para estimar la composición del efluente. Para la
temperatura del efluente se tomará una horquilla de valores entre los que se mueve este valor en un proceso
típico.
Tabla 4.1Datos a la Salida del Sistema de Ciclones
Tª *K+ 553-723
Compuesto Kg/t Clínker % Peso
N2 1240 60,78
CO2 560 27,45
O2 200 9,80
H2O 40 1,96
Total 2040 100,00

39 Análisis Del Potencial De Recuperación De Calor En La Industria
4.2.2 Salida Del Enfriador De Clínker
El enfriador de clínker funciona haciendo pasar una corriente de aire atmosférico a través del clínker caliente y
como consecuencia se obtienen, como ya se ha comentado anteriormente, varias corrientes: aire secundario
para el horno, aire terciario para el precalcinador, aire para la molienda de carbón y un efluente gaseoso que
sale del proceso.
El efluente gaseoso que sale del enfriador de clínker es básicamente aire que al atravesar el clínker para
enfriarlo aumenta su temperatura y arrastra parte del clínker en su recorrido previo a su vertido a la atmósfera.
Para el estudio a realizar en este proyecto se hará la suposición de que la composición del aire no se altera
durante su contacto con el clínker caliente en el enfriador, por lo que se tomará como composición de este
efluente la composición del aire.
Para determinar la temperatura y caudal de este efluente se deberían tomar medidas en la planta en cuestión
durante un periodo prolongado atendiendo a la posible variabilidad de los parámetros. Ante la imposibilidad de
realizar esta acción en campo para este documento se tomarán los valores que, según la bibliografía,
corresponden a una planta típica de producción de cemento por vía seca y siguiendo el sistema comentado en
apartados anteriores. En la siguiente tabla se exponen los datos que se usarán.
Tabla 4.2 Datos a la Salida del Enfriador
Tª *K+ 523-603
Q *Nm3/t Clínker+ 1200
Compuesto % Volumen
N2 79
O2 21
4.3 Evaluación Técnica
Una vez conocidas y caracterizadas las corrientes que a priori tienen un mayor potencial para ser recuperadas
se deben plantear las alternativas para realizar dicha recuperación de calor.
En la industria del cemento el proceso con mayores requerimientos energéticos es sin duda la cocción del
crudo para producir el clínker de cemento. La industria de la producción de cemento tiene un largo recorrido y
ya se han realizado muchísimos avances para la eficiencia energética del proceso, un ejemplo de esto es el
sistema de ciclones precalentadores que ya se toma como parte fundamental en un proceso de producción por
vía seca, esta eficiencia energética conseguida en este proceso pone de manifiesto que el uso de una tecnología
de recuperación pasiva sería ineficaz a la hora de aumentar el rendimiento energético en el proceso de cocción.

CASO PRÁCTICO
40
La demanda de calor a baja temperatura de este tipo de industrias no es excesiva por lo que la recuperación del
calor de las corrientes implicadas para aportar calor a otros procesos o para la producción de agua caliente y/o
vapor a baja presión no parece buena opción para la recuperación de calor.
La mejor opción para una posible recuperación de calor en las corrientes de salida parece un sistema activo de
recuperación de calor para producir electricidad y reducir el consumo exterior de la planta de este recurso.
Entre las tecnologías aplicables para la producción de electricidad a partir del calor residual del proceso más
viable parece el uso de un ciclo Rankine orgánico, debido a que las temperaturas de salida de gases en las
corrientes no son suficientemente altas como para que un ciclo Rankine convencional tenga una eficacia
considerable.
4.3.1 Descripción De La Instalación
Para comenzar a hacer un prediseño de la instalación para llevar a cabo la recuperación de calor uno de los
primeros pasos es determinar de qué forma se va a recuperar ese calor. En los sistemas de cogeneración
basados en un ORC como ciclo de cola existen dos posibilidades en el esquema para la recuperación de calor:
recuperar directamente sobre el fluido de trabajo del ciclo o llevar a cabo la recuperación de calor sobre un
fluido caloportador.
En el caso de realizar la recuperación directamente sobre el fluido de trabajo del ciclo lo ideal sería poder
situar la instalación de cogeneración lo más cercana posible al punto de la instalación por donde circula el
efluente a recuperar. Como ventaja se tiene un menor coste tanto de inversión como operativo, pero hay cierto
riesgo en que el fluido de trabajo se pueda degradar por un posible aumento brusco de la temperatura en el
efluente.
La recuperación mediante el uso de un fluido intermedio, generalmente se usa un aceite térmico, da la
posibilidad de situar el equipo de cogeneración con mayor libertad dentro de la planta y de realizar la
extracción en una o más corrientes simultáneamente.
En el caso de este estudio se optará por utilizar un fluido intermedio para la recuperación de calor de los
efluentes, de modo que sea posible el uso de un solo sistema de ORC para la recuperación de calor en ambos
efluentes.
Teniendo esta elección en cuenta la instalación consistirá en un sistema de recuperación primario, que
recuperara energía térmica de los efluentes analizados para cederla al fluido caloportador, un sistema de
tuberías, mediante el cual discurra el fluido caloportador hasta el sistema ORC, y el ciclo cerrado ORC.
4.3.2 Cálculo de la Energía a Recuperar
Un cálculo totalmente necesario para el análisis es el de la potencia calorífica que puede ser recuperada de las
corrientes. Para el cálculo de estas potencias se tomará un valor de temperatura de los efluentes del proceso
que sea la media aritmética entre los valores que nos aporta la bibliografía, 365ºC en el caso de la corriente de
salida del sistema de ciclones y 290ºC en el caso de la salida del enfriador de clínker.

41 Análisis Del Potencial De Recuperación De Calor En La Industria
Dado que los datos de estas corrientes están en base a las toneladas de clínker que se generan en el proceso se
opta por fijar una hipotética producción de 3000 toneladas de clínker por día para realizar los cálculos.
La potencia calorífica que se puede extraer de la corriente vendrá dada por la siguiente expresión:
�̇� = �̇� ∫ 𝐶𝑝 𝑑𝑇𝑇𝑒
𝑇𝑠
Dónde:
�̇�: Flujo másico de la corriente
𝐶𝑝: Calor específico de la corriente
Te: Temperatura de entrada
Ts: Temperatura de salida
Realizando los cálculos, que se detallan en los anexos, se obtienen dos tablas de valores, una para cada
corriente, en las que se puede apreciar la energía potencialmente recuperable.
Tabla 4.3 Potencia Recuperable A La Salida De Ciclones
Corriente de Salida de Ciclones
Tª Salida kW
Recuperados
50 23477
70 22015
90 20549
110 19079
130 17606
150 16128
170 14647
190 13162
210 11673
230 10180
250 8683
270 7182

CASO PRÁCTICO
42
Tabla 4.4 Potencia Recuperable A La Salida Del Enfriador
Corriente de Salida del Enfriador
Tª Salida kW Recuperados
50 13410
70 12304
90 11195
110 10085
130 8972
150 7858
170 6741
190 5622
210 4502
230 3379
250 2255
270 1128
4.3.3 Selección Del Aceite Térmico
El aceite térmico será el fluido encargado de recuperar el calor directamente del proceso de fabricación de
cemento. Este tipo de fluidos deben cumplir con ciertas características específicas para realizar la función de
transporte de energía térmica con eficiencia y a bajo coste, tanto de inversión como de funcionamiento.
Algunas de estas características son: poseer buenas propiedades de transferencia de calor, tener gran
estabilidad térmica para funcionar durante largos periodos, baja viscosidad y temperatura de solidificación,
baja corrosión y ser seguros, tanto para el personal de planta como para los equipos, en caso de fugas.
Este tipo de fluidos puede clasificarse en tres grandes grupos según su estructura química:
Aceites sintéticos
Aceites minerales
Otros, incluyendo siliconas
Los aceites sintéticos consisten en estructuras basadas en el benceno. El rango de temperatura de
funcionamiento de este tipo de fluidos puede ir desde los -20ºC hasta los 400ºC.
Si el aceite proviene del refino de petróleo se denomina mineral. La base de estos compuestos se obtiene
directamente de la destilación de crudo y en su mayoría están formados por compuestos parafínicos y
nafténicos. A esta base de hidrocarburos se le añaden aditivos para mejorar sus prestaciones técnicas. La
temperatura de operación de este tipo de fluidos va desde los -10ºC hasta los 315ºC.

43 Análisis Del Potencial De Recuperación De Calor En La Industria
Los fluidos a base de silicona y los híbridos de glicol se usan casi de forma exclusiva para procesos que
requieren compatibilidad proceso/producto, ya que presentan grandes desventajas en rendimiento y costes en
comparativa con los fluidos minerales o sintéticos.
Como criterios principales para seleccionar un fluido de este tipo se podrían destacar cinco:
Estabilidad térmica: Es lo que determina la capacidad del fluido para trabajar a una elevada
temperatura sin que el estrés térmico afecte a sus propiedades. El fabricante aportará, junto
con el resto de parámetros del fluido, una temperatura máxima de funcionamiento. Trabajar
por encima de esta temperatura aumentara la degradación del fluido afectando directamente a
sus propiedades. Por lo que esta temperatura máxima de funcionamiento será un dato
importante a la hora de seleccionar el fluido.
Eficiencia de transferencia de calor: A mayor eficiencia de transferencia de calor se alcanzará
de manera más rápida la temperatura de servicio que requiere el proceso. Esta característica
se compara usando coeficientes de transferencia de calor, y en el caso de los diferentes tipos
de fluidos térmicos pueden diferir hasta en un 25% a una temperatura dada. Hay que tener en
consideración que la degradación del fluido afectará a este parámetro.
Temperatura mínima de bombeo: Es la temperatura mínima a la que el fluido adquiere una
viscosidad tal, 2000cP generalmente, en el que una bomba centrífuga no puede hacer circular
el fluido. Esta temperatura no se alcanzaría en regímenes normales de trabajo pero puede
causar problemas en caso de paradas, ya sean paradas de emergencia o por mantenimiento.
La mayoría de aceites térmicos minerales tienen temperaturas mínimas del orden de -20ºC a -
5ºC. Los fluidos sintéticos para altas con altas temperaturas de servicio pueden tener valores
de entre 5ºC y 15ºC para este parámetro. Para procesos que podrían tener problemas debido a
la temperatura mínima de bombeo se dispondrán tuberías con trazado de aporte de calor.
Medioambiente: Los requisitos medioambientales y la seguridad del personal es un criterio
necesario a tener en cuenta a la hora de seleccionar un fluido.
Coste: Como normal general la temperatura máxima de utilización del fluido marca
enormemente el precio de éste, por lo que un fluido con una temperatura máxima de trabajo
alta encarecerá el coste global.
Teniendo en cuenta los rangos de temperatura entre los que se mueven las corrientes a recuperar se puede
hacer una elección del fluido térmico que se usaría en una instalación de este tipo con los parámetros descritos.
Para esta selección se ha tomado el catálogo de fluidos de transferencia de calor de la empresa DOW y se ha
seleccionado un fluido, el dowtherm A, que cumple con las temperaturas necesarias para el proceso.
4.3.4 Sistema de recuperación de calor primario
La recuperación primaria de calor se hace sobre el aceite térmico, esto da la posibilidad de ubicar el ciclo ORC
en cualquier parte de la industria y realizar la recuperación de energía térmica en varios puntos usando
únicamente un sistema ORC, además de evitar el deterioro del fluido de trabajo del ciclo ORC debido a
cambios bruscos de temperatura en la salida de gases. Como desventaja presenta un mayor coste con respecto
a la recuperación directa sobre el fluido de trabajo del ciclo.
Los recuperadores se situarán en la salida del sistema de ciclones y a la salida del sistema del enfriador de
clínker, aguas arriba de los filtros en cada una de las corrientes mencionadas y trazando un by-pass, que

CASO PRÁCTICO
44
posibilite minimizar problemas por un posible mal funcionamiento en el equipo o para labores de
mantenimiento.
La naturaleza pulverulenta de los fluidos hace indispensable un sistema de limpieza automatizado en el equipo
para evitar acumulaciones de polvo en la superficie de transferencia. El material de los tubos que componen el
equipo debe estar seleccionado para minimizar la adhesión de polvo y evitar la corrosión y abrasión que pueda
causar el fluido.
El flujo de gases deberá ser horizontal, para favorecer la máxima precipitación de sólidos, y el banco de tubos
se dispondrá en posición vertical, reduciendo el espaciado entre los tubos al final del equipo, con el fin de
mantener unas condiciones óptimas de transferencia de calor.
En la parte baja del equipo se dispondrá de una tolva para la recogida de polvo, de tal modo que se pueda
retirar este polvo con el sistema en servicio.
Partiendo de los datos que nos proporciona la empresa fabricante del ciclo ORC y fijando la temperatura de
salida, a la salida del recuperador, de las corrientes residuales en las que se quiere realizar la recuperación de
calor en 150ºC, se pueden representar los diagramas T-H de los dos equipos.
Salida de ciclones:
Ilustración 4.3 Gráfico T-H En El Recuperador A La Salida Del Sistema De Ciclones

45 Análisis Del Potencial De Recuperación De Calor En La Industria
Dónde:
Tgas,e: Temperatura del gas a la entrada, 365ºC
Tgas,s: Temperatura del gas a la salida, este valor lo fijamos en 150ªc
Tace,e: Temperatura del aceite térmico a la entrada del recuperador, 120ºC
Tace,s: : Temperatura del aceite térmico a la salida del recuperador, 270ºC
Con estos datos en el recuperador primario tenemos un pinch de 30ºC, lo que se puede considerar un valor
normal, y una energía recuperada de 16128Kw.
Salida enfriador:
Dónde:
Tgas,e: Temperatura del gas a la entrada, 290ºC
Tgas,s: Temperatura del gas a la salida, este valor lo fijamos en 150ªc
Tace,e: Temperatura del aceite térmico a la entrada del recuperador, 120ºC
Tace,s: : Temperatura del aceite térmico a la salida del recuperador, 270ºC
Con estos datos en el recuperador primario tenemos un pinch de 20ºC y una energía recuperada de 7858Kw.
Ilustración 4.4 Gráfico T-H En El Recuperador A La Salida Del Enfriador

CASO PRÁCTICO
46
4.3.5 Simulacion De La Instalacion
Para determinar la potencia que se podría extraer con un sistema de recuperación de calor de este tipo en una
instalacion con las características descritas se opta en primer lugar por realizar una simulacion con el programa
HYSYS de la instalación, fijando como punto de partida las corrientes residuales. La simulación tendrá en
cuenta la recuperación en las dos corrientes.
Como primer paso se realiza la selección del fluido de trabajo a utilizar en el ciclo. Algunos ejemplos de
fluidos orgánicos usados en ciclos de este tipo se encuentran en la tabla 4.5:
Tabla 4.5Fluidos Orgánicos Para Ciclo ORC
Fluido Tc [K] Pc [Bar] T autoignición P condensación [Bar] Tipo de Fluido
n-Butano 152 38 405 3,792 Seco
n-Octano 296,2 25 220 0,0412 Seco
Isopentano 187,2 34 420 1,513 Seco
Isobutano 134,7 36 460 5,309 Seco
Para realizar la simulación se va a optar por simular un ciclo regenerativo subcrítico usando como fluido de
trabajo el isopentano. El isopentano es un fluido que se comporta como fluido seco, es decir tiene una curva de
saturación en el diagrama T-s positiva, y se adapta bien a las condiciones de nuestro foco caliente.
Se impondrá una pérdida de carga en los intercambiadores de 34 kPa (5 Psi), se seleccionarán
intercambiadores de flujos cruzados y una temperatura mínima de acercamiento de 10ºC. Se fijará la presión
de entrada al evaporador en 2 Bar y la presion de impulsión de la bomba es 25 Bar. La temperatura de entrada
a la turbina se establecerá en 200ºC. Los rendimientos de la turbina y de la bomba se fijan en 85% y 75%
respectivamente.
Para la simulación se selecciona el modelo de Peng-Robinson, que se ajusta a las necesidades de la simulación.
El aceite térmico se modela a partir de los datos aportados por el fabricante, que serán anexados a este
documento, usando la opción que nos da el programa de simulación HYSYS como se ve en la ilustración 4.5.

47 Análisis Del Potencial De Recuperación De Calor En La Industria
Ilustración 4.5Modelado Del Aceite Térmico En HYSYS
Las tablas referentes a los datos de las corrientes obtenidas de la simulacion se anexan al documento. El
circuito simulado se muestra en la ilustración 4.6.
Se puede observar que el calor cedido en el recuperador que actua como evaporador en el ciclo ORC son
24003 kW y la potencia que conseguimos en la turbina son 4775 kW. Tomando el valor de la potencia
necesaria para la bomba que son 286 kW podemos realizar el cálculo del rendimiento del ciclo.
𝜂 =𝑊𝑇𝑢𝑟𝑏𝑖𝑛𝑎 − 𝑊𝐵𝑜𝑚𝑏𝑎
𝑄𝐴𝑝𝑜𝑟𝑡𝑎𝑑𝑜=
4775 − 286
24003= 0.187
Este valor entra dentro de la horquilla de rendimientos que suelen aportar los fabricantes de este tipo de ciclos,
aunque aún es susceptible de ser optimizado para aumentar su rendimiento. En el caso del presente proyecto se
optará por invertir en un ciclo ORC modular de un suministrador con experiencia en el campo.

CASO PRÁCTICO
48
Ilustración 4.6Circuito Simulado En HYSYS

49 Análisis Del Potencial De Recuperación De Calor En La Industria
4.3.6 Sistema de Generación ORC
El ciclo de Rankine orgánico que se valorará será un ciclo modular proveniente de la empresa turboden, al ser
una empresa que ya ha realizado proyectos similares aporta confianza para la elección de este tipo de sistemas.
El equipo de generación se comercializa en patines que contienen todo lo necesario para el funcionamiento del
ciclo. El mantenimiento oscila entre 7500€ y 40000€ al año, necesitando paradas de 4 días al año
aproximadamente para llevarlo a cabo. El ciclo ORC que se suministra incluye:
Precalentador (Aceite térmico/Fluido de trabajo): Intercambiador de calor de placasa e acero soldadas
mediante laser.
Regenerador (Fluido de trabajo/Vapor de fluido de trabajo) : Intercambiador de tubo y aleta.
Intercambiador (Aceite térmico/Fluido de trabajo): Intercambiador sistema tipo SPLIT.
Evaporador (Aceite térmico/ Fluido de trabajo): Intercambiador carcasa-tubo.
Condensador (Fluido de trabajo/Agua) :Intercambiador de carcasa-tubo.
Tuberías y válvulas de regulación.
Bomba para fluido de trabajo.
Generador eléctrico asíncrono.
Turbina y elementos auxiliares
PC para monitorizar y supervisar el sistema.
Fluido orgánico de trabajo.
Si optamos por la recuperación de la corriente del enfriador de clínker se podrían recuperar 7858kw de energía
térmica, de los cuales con un equipo del catálogo que se tiene del fabricante se podría tener una producción
eléctrica de hasta 1650kwe.
La recuperación de la corriente de salida de los ciclones aportaría 16128kw de energía térmica que, según los
datos del fabricante, podría generar, de forma neta, hasta 3226kwe
La última opción es la recuperación en ambas corrientes por lo que tendríamos una potencia recuperada
combinación de las anteriores y que sería de 23986kw. De esta potencia térmica se podría aprovechar
aproximadamente el 20% por lo que se tendría una producción energética neta de 4797 kWe.

CASO PRÁCTICO
50
4.4 Evaluación Económica
El objetivo principal de la evaluación económica de la instalación de una tecnología de recuperación de calor
en una industria determinada es cuantificar la rentabilidad, los beneficios que puede aportar, del proyecto.
La base para realizar esta evaluación consiste en determinar el ahorro que supondría la instalación para la
recuperación de energía, considerando los flujos de dinero desde la adquisición e instalación de los equipos,
contabilizados como inversión inicial, los costes de operación, mantenimiento, etc.
Un dato fundamental para la evaluación económica de una instalación de este tipo es la inversión inicial que
habría que realizar, estos valores son tomados de un proyecto de similares características en el que se usa una
instalación que produce 4MWe por lo que los valores de este apartado pueden variar según el tamaño de la
instalación y con el fin de ser lo más fiable posible se opta por hacer la evaluación económica en el caso de
recuperar calor de las dos corrientes disponibles.
Los costes asociados a un proyecto de este tipo serían los siguientes:
Coste de equipos e instalación: 1061 €/kWe
Consumo eléctrico: 137.5 kWh/t Clínker
Precio medio electricidad (2017): 0.083 €/kWh
Coste mantenimiento: 30000€/año
Encarecimiento mantenimiento: 2,5%/año
Encarecimiento de la electricidad: 3%/año
Impuestos: 36%
Vida útil: 10 años
Consumo ciclo ORC: 240 kW
Con estos datos se puede determinar el pay-back, el VAN y el TIR de la instalación. Se consideran dos
escenarios: el primero para una producción cercana a las que suele haber en España, 500000 toneladas de
clínker al año y el segundo escenario considerariamos una producción máxima durante 11 meses al año, lo que
serían 1005000 toneladas al año.

51 Análisis Del Potencial De Recuperación De Calor En La Industria
Añ
o
01
23
45
67
89
10
Inve
rsion
Inicial
-5089617
Ah
orro
Eléctrico
15926041640382,12
1689593,581740281,39
1792489,831846264,53
1901652,461958702,04
2017463,12077986,99
Man
ten
imie
nto
-30000-30750
-31518,75-32306,7188
-33114,3867-33942,2464
-34790,8025-35660,5726
-36552,0869-37465,8891
Co
nsu
mo
OR
C-79681
-79681,03-79681,0609
-79681,0927-79681,1255
-79681,1593-79681,1941
-79681,2299-79681,2668
-79681,3048
Am
ortizació
n-508961,7
-508961,7-508961,7
-508961,7-508961,7
-508961,7-508961,7
-508961,7-508961,7
-508961,7
Re
sultad
o b
ruto
973961,31020989,39
1069432,071119331,88
1170732,621223679,42
1278218,771334398,54
1392268,051451878,1
Imp
ue
stos
350626,068367556,18
384995,546402959,477
421463,743440524,592
460158,756480383,473
501216,496522676,115
Re
sultad
o tras
imp
ue
stos
623335,232653433,21
684436,527716372,403
749268,877783154,83
818060,011854015,062
891051,549929201,983
Flujo
de
Caja
-5089617623335,232
653433,21684436,527
716372,403749268,877
783154,83818060,011
854015,062891051,549
929201,983
Flujo
de
Caja
Acu
mu
lado
-5089617-4466281,768
-3812848,56-3128412,03
-2412039,63-1662770,75
-879615,922-61555,9106
792459,1521683510,7
2612712,68
VA
N (TA
SA 7%
)
TIR
Pay-B
ack
188.485,18 €
Po
ten
cia Instalació
n[kW
e]
8%
8 Añ
os
Pro
du
cción
500kt clínke
r /año
4797
Re
cup
eracio
n e
n las d
os lín
eas
Tab
la 4.6
Cálcu
los E
conóm
icos P
ara Una P
roducció
n D
e 500000 T
onelad
as Al A
ño

CASO PRÁCTICO
52
Añ
o
01
23
45
67
89
10
Inve
rsion
Inicial
-5089617
Ah
orro
Eléctrico
3201134,043297168,06
3396083,13497965,6
3602904,563710991,7
3822321,453936991,1
4055100,834176753,85
Man
ten
imie
nto
-30000-30750
-31518,75-32306,7188
-33114,3867-33942,2464
-34790,8025-35660,5726
-36552,0869-37465,8891
Co
nsu
mo
OR
C-160157,8
-79681,03-79681,0609
-79681,0927-79681,1255
-79681,1593-79681,1941
-79681,2299-79681,2668
-79681,3048
Am
ortizació
n-508961,7
-508961,7-508961,7
-508961,7-508961,7
-508961,7-508961,7
-508961,7-508961,7
-508961,7
Re
sultad
o b
ruto
2502014,542677775,33
2775921,592877016,08
2981147,353088406,6
3198887,763312687,59
3429905,773550644,96
Imp
ue
stos
900725,2344963999,119
999331,7731035725,79
1073213,051111826,37
1151599,591192567,53
1234766,081278232,19
Re
sultad
o tras
imp
ue
stos
1601289,3061713776,21
1776589,821841290,29
1907934,311976580,22
2047288,162120120,06
2195139,72272412,77
Flujo
de
Caja
-50896171601289,306
1713776,211776589,82
1841290,291907934,31
1976580,222047288,16
2120120,062195139,7
2272412,77
Flujo
de
Caja
Acu
mu
lado
-5089617-3488327,694
-1774551,482038,33654
1843328,633751262,94
5727843,167775131,32
9895251,3812090391,1
14362803,8
VA
N (TA
SA 7%
)
TIR
Pay-B
ack
8.294.208,60 €
33%
3 Añ
os
Pro
du
cción
1000kt clínke
r /año
Po
ten
cia Instalació
n[kW
e]
4797
Re
cup
eracio
n e
n las d
os lín
eas
Tab
la 4.7
Eco
nóm
icos P
ara Una P
roducció
n D
e 1005000 T
onelad
as Al A
ño

53 Análisis Del Potencial De Recuperación De Calor En La Industria
Se puede observar en las tablas que para una producción de 500000 toneladas de clínker al año la inversión en
una instalación de este tipo se recupera al octavo año de realizar la inversion inicial, esto supone el 80% de la
vida útil que se ha estimado en este proyecto para la instalación. Con una tasa del 7% obtenemos un VAN de
188485, 18 € y un TIR del 8% lo que nos demuestra que sería una inversión factible pero habría que
considerar si ofrece una mejora de competitividad a la empresa tal que merezca el riesgo de la inversión.
Para el caso en el que la producción de clínker es de 1005000 toneladas al año el tiempo estimado para
recuperar la inversión es de 3 años, un periodo corto teniendo en cuenta la vida útil de la instalación. Se
obtiene, además un VAN de 8294208.60€ y un tir de un 33% lo que deja patente que es una inversión que
sería idónea si se dispone de la capacidad financiera para abordarla.
Comparando los dos casos se comprueba como la viabilidad de este tipo de proyectos de recuperación de calor
esta muy condicionado a la producción del producto y por consiguiente al mercado asociado a ello. Es por
tanto necesario realizar un estudio sobre la evolución del mercado del cemento para poder tomar una decisión
bien fundamentada.

CONCLUSIONES
54
5 CONCLUSIONES
En este proyecto se han presentado algunas de las alternativas tecnológicas para la recuperación de calor en la
industria, con el fin de llevar a cabo un análisis del potencial que tiene una industria en concreto para usar una
de éstas tecnologías para recuperar parte de la energía térmica que no aprovecha.
Se ha presentado una forma de abordar el análisis del potencial de recuperación de calor en la industria, con el
cual, basándose en datos obtenidos de la industria, se puede hacer una selección de la tecnología de
recuperación adecuada para el proceso y aplicar una evaluación técnica y económica.
Tomando como referencia la industria cementera se han seguido los pasos para llevar a cabo el análisis del
potencial de recuperación de calor que se han plasmado en el proyecto. Se ha realizado una visión global del
proceso de la producción de cemento y se ha llegado a la conclusión que la mejor tecnología aplicable para la
recuperación de calor en la industria cementera es el uso de un ciclo de cogeneración de cola, en el caso de este
proyecto un ciclo orgánico de Rankine.
Con los datos disponibles se han analizado dos posibles corrientes en las que realizar la recuperación
describiendo su potencia a recuperar y la tecnología aplicada para ello, que consistiría en una recuperación
primaria de calor desde los efluentes hasta un aceite térmico y posteriormente el intercambio de calor entre
este aceite térmico y un ciclo ORC, realizando además una simulación de la instalación usando el software
HYSYS en la que se compueba la potencia generada por un posible ciclo ORC.
Los sistemas ORC modulares seleccionados tendrían una eficiencia eléctrica neta del 20% aproximadamente
generando alrededor del 30% de la energía eléctrica necesaria para el proceso, lo que supone un gran beneficio
económico.
Calculando el periodo de recuperación de la inversión del proceso se ha podido determinar que para grandes
producciones de clínker de cemento la inversión se hace prácticamente necesaria teniendo una tasa de
recuperación de la inversión mínima, mientras que para plantas con producciones más cercanas a la media de
las instalaciones españolas esta tasa de recuperación de la inversión aumenta hasta los 8 años, teniendo en
cuenta que la vida útil de este tipo de instalaciones puede llegar a los 20 años, sigue siendo una inversión muy
a tener en cuenta.

55 Análisis Del Potencial De Recuperación De Calor En La Industria

CONCLUSIONES
56
BIBLIOGRAFIA
1. Goswami, D. Y., & Kreith, F. (2007). Handbook of Energy Efficiency and Renewable Energy.
Boca Raton: CRC Press.
2. Elías Castells, X., & E-libro, C. (2012). Tratamiento y valorización energética de residuos.
Madrid: Ediciones Díaz de Santos.
3. Sarah Brückner, Selina Liu, Laia Miró, Michael Radspieler, Luisa F. Cabeza, Eberhard
Lävemann, Industrial waste heat recovery technologies: An economic analysis of heat
transformation technologies, Applied Energy, Volume 151, (2015), Pages 157-167,
4. Shah, R. K., Mueller, A. C. and Sekulic, D. P. (2015). Heat Exchangers, 1. Fundamentals and
General Design Methodology. In Ullmann's Encyclopedia of Industrial Chemistry, (Ed.).
doi:10.1002/14356007.b03_02.pub2
5. http://files.pfernandezdiez.es/CentralesTermicas/PDFs/30CT.pdf
6. E Macchi, M Astolfi. (2016) Organic Rankine Cycle (ORC) Power Systems: Technologies and
Applications. Elsevier Science.
7. Waste Heat Recovery for the Cement Sector:Market and Supplier Analysis (2014).
8. Sanjuán, Barbudo, Miguel Ángel, and Yepes, Servando Chinchón. Introducción a la fabricación
y normalización del cemento Portland, Publicacions Universitat Alacant, 2004.
9. José Ignacio Linares Hurtado (Doctor Ingeniero Industrial del ICAI. Profesor Propio Ordinario
en el ICAI,)” Valorización de calores residuales en aplicaciones industriales mediante ciclos de
cola con tecnología ORC”. Anales [en línea], Nº21
10. Tamme, R. , Bauer, T. and Hahne, E. (2009). Heat Storage Media. In Ullmann's Encyclopedia of
Industrial Chemistry, (Ed.). doi:10.1002/14356007.a12_b30.pub2

57 Análisis Del Potencial De Recuperación De Calor En La Industria
ANEXO A.1
Cálculo de la Potencia Calorífica en la Corriente del Enfriador
Para calcular la potencia calorífica que se puede extraer de la corriente de salida de enfriadores tenemos los
siguientes datos de partida:
Tª *K+ 523-603
Q *Nm3/t Clínker+ 1200
Compuesto % Volumen
N2 79
O2 21
Para el cálculo se toma una temperatura media entre los valores de los que se dispone, es decir, 290ºC (563K),
y se supondrá una producción media de 3000 toneladas de clínker por día.
En primer lugar calculamos cual sería nuestro caudal volumétrico por segundo en condiciones normales:
𝑄𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 =1200𝑁𝑚3
𝑡𝐶𝑙í𝑛𝑘𝑒𝑟
3000𝑡𝐶𝑙í𝑛𝑘𝑒𝑟
𝑑í𝑎
1 𝑑í𝑎
24ℎ
1 ℎ
3600𝑠= 41.67
𝑁𝑚3
𝑠
El siguiente paso es transformar este caudal volumétrico en los caudales másicos de los distintos componentes:
�̇�𝑂2 =41.67𝑁𝑚3
𝑠
0.21𝑁𝑚𝑂23
𝑁𝑚3
32 𝑘𝑔𝑂2
𝑘𝑚𝑜𝑙𝑂2
1 𝑘𝑚𝑜𝑙𝑂2
22.4𝑁𝑚𝑂23 = 12.51
𝑘𝑔𝑂2
𝑠
�̇�𝑁2 =41.67𝑁𝑚3
𝑠
0.79𝑁𝑚𝑁23
𝑁𝑚3
28 𝑘𝑔𝑁2
𝑘𝑚𝑜𝑙𝑁2
1 𝑘𝑚𝑜𝑙𝑁2
22.4𝑁𝑚𝑁23 = 41.17
𝑘𝑔𝑁2
𝑠

CONCLUSIONES
58
Los calores específicos en función de la temperatura, el valor de ésta deberá estar en K, se obtienen de tablas y
serían los siguientes:
𝑂𝑥í𝑔𝑒𝑛𝑜 → 𝐶𝑝𝑂2 = 0.9203 + 0.0001065 𝑇
𝑁𝑖𝑡𝑟𝑜𝑔𝑒𝑛𝑜 → 𝐶𝑝𝑁2 = 1.024 + 0.00008855 𝑇
Siendo el calor extraíble de la corriente:
�̇�𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 = �̇�𝑂2 ∫ 𝐶𝑝𝑂2 𝑑𝑇𝑇𝑒
𝑇𝑠
+ �̇�𝑁2 ∫ 𝐶𝑝𝑁2 𝑑𝑇𝑇𝑒
𝑇𝑠
Sustituyendo los valores de todos los parámetros de la ecuación e integrando se puede hacer una tabla de
valores de calor recuperables según la temperatura a la que salga del recuperador de calor la corriente en
cuestión y usando como temperatura de entrada 290ºC:
Tª Salida kW
Recuperados
50 13410
70 12304
90 11195
110 10085
130 8972
150 7858
170 6741
190 5622
210 4502
230 3379
250 2255
270 1128

59 Análisis Del Potencial De Recuperación De Calor En La Industria
ANEXO A.2
Cálculo de la Potencia Calorífica en la Corriente de Salida del Sistema de Ciclones
Los datos de partida para este cálculo son los siguientes:
Tª *K+ 553-723
Compuesto Kg/t Clínker % Peso
N2 1240 60,78
CO2 560 27,45
O2 200 9,80
H2O 40 1,96
Total 2040 100,00
En este caso se volverá a tomar una temperatura media entre las dos temperaturas que se tienen como datos,
365ºC (638K), y se supondrá una producción media de 3000 toneladas de clínker al día.
Haciendo uso de estos datos se determina el caudal másico de los compuestos en la corriente siguiendo la
siguiente fórmula:
�̇�𝑖 =𝑘𝑔𝑖
𝑡𝑐𝑙𝑖𝑛𝑘𝑒𝑟
3000𝑡𝐶𝑙í𝑛𝑘𝑒𝑟
𝑑í𝑎
1 𝑑í𝑎
24ℎ
1 ℎ
3600𝑠
Realizando los cálculos obtenemos la siguiente tabla:

CONCLUSIONES
60
Compuesto kg/t Clínker kg/s
N2 1240 43,06
CO2 560 19,44
O2 200 6,94
H2O 40 1,39
Los calores específicos en función de la temperatura serían los siguientes:
𝑂𝑥í𝑔𝑒𝑛𝑜 → 𝐶𝑝𝑂2 = 0.9203 + 0.0001065 𝑇
𝑁𝑖𝑡𝑟𝑜𝑔𝑒𝑛𝑜 → 𝐶𝑝𝑁2 = 1.024 + 0.00008855 𝑇
𝐷𝑖ó𝑥𝑖𝑑𝑜 𝑑𝑒 𝐶𝑎𝑟𝑏𝑜𝑛𝑜 → 𝐶𝑝𝐶𝑂2 = 0.8654 + 0.0002443 𝑇
𝑉𝑎𝑝𝑜𝑟 𝑑𝑒 𝐴𝑔𝑢𝑎 → 𝐶𝑝𝐻2𝑂 = 1.833 + 0.0003111 𝑇
Siendo el calor extraíble de la corriente:
�̇�𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 = �̇�𝑂2 ∫ 𝐶𝑝𝑂2 𝑑𝑇𝑇𝑒
𝑇𝑠
+ �̇�𝑁2 ∫ 𝐶𝑝𝑁2 𝑑𝑇𝑇𝑒
𝑇𝑠
+ �̇�𝐶𝑂2 ∫ 𝐶𝑝𝐶𝑂2 𝑑𝑇𝑇𝑒
𝑇𝑠
+ �̇�𝑉𝑎𝑝𝑜𝑟 𝑑𝑒 𝐴𝑔𝑢𝑎 ∫ 𝐶𝑝𝑉𝑎𝑝𝑜𝑟 𝑑𝑒 𝐴𝑔𝑢𝑎 𝑑𝑇𝑇𝑒
𝑇𝑠
Realizando el cálculo pertinente, usando como temperatura de entrada del fluido 365ºC, se obtiene una tabla
de los valores de la potencia recuperable en la corriente según la temperatura de salida en el recuperador:
Tª Salida kW
Recuperados
50 23477
70 22015
90 20549
110 19079
130 17606
150 16128
170 14647
190 13162

61 Análisis Del Potencial De Recuperación De Calor En La Industria
210 11673
230 10180
250 8683
270 7182

CONCLUSIONES
62
ANEXO A.3
En este anexo se incluyen los usados provenientes de empresas externas para la realización del presente
proyecto.
Tabla 5.1Tabla De Propiedades Aceite Térmico Dowtherma

63 Análisis Del Potencial De Recuperación De Calor En La Industria
Tab
la 5.2
Tab
la Dato
s Ciclo
s OR
C T
urb
oden

CONCLUSIONES
64
ANEXO A.4
En el siguiente anexo se detallan todo los valores introducidos y obtenidos en la simulación del proceso con
HYSYS, además del circuito usado para la simulación.
Tabla 5.3Composicion De Las Corrientes En La Simulación
Tabla 5.4Propiedades De Las Corrientes En La Simulación
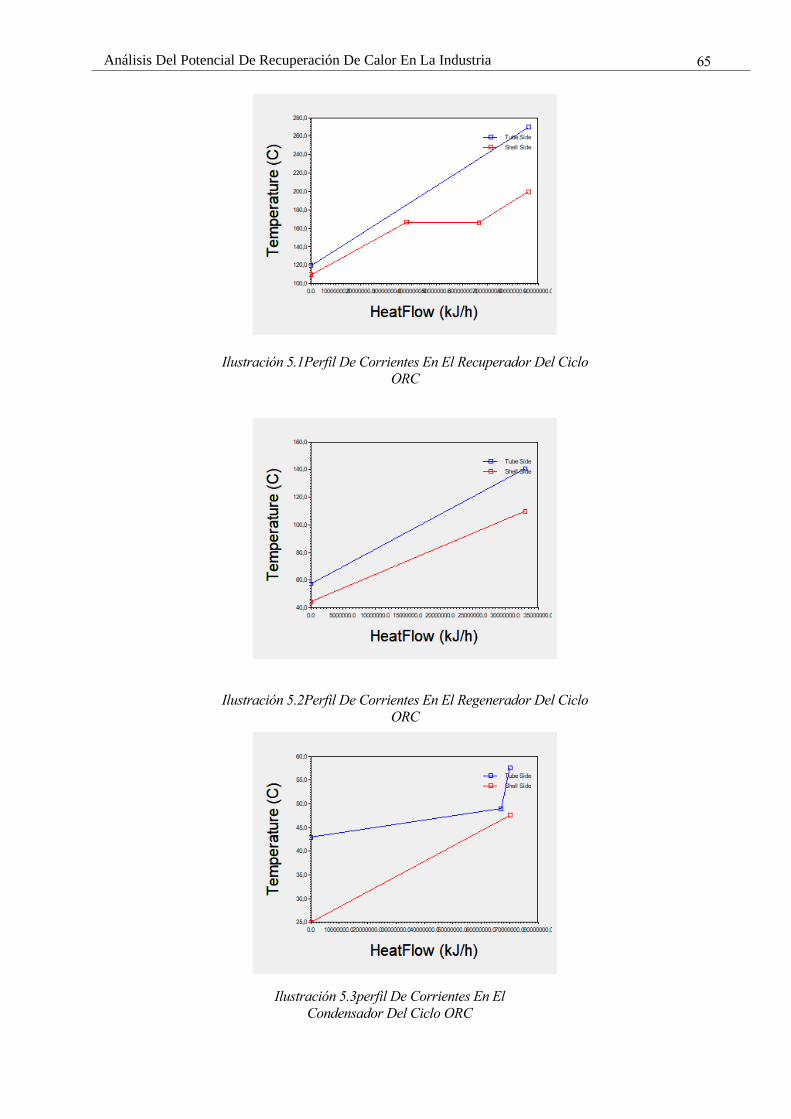
65 Análisis Del Potencial De Recuperación De Calor En La Industria
Ilustración 5.1Perfil De Corrientes En El Recuperador Del Ciclo
ORC
Ilustración 5.2Perfil De Corrientes En El Regenerador Del Ciclo
ORC
Ilustración 5.3perfil De Corrientes En El
Condensador Del Ciclo ORC

CONCLUSIONES
66

67 Análisis Del Potencial De Recuperación De Calor En La Industria