quality control in fabric manufacturing - copy
TRANSCRIPT

Mousumi Rahaman HashiSenior Lecturer
Dept. of Textile EngineeringFaculty of Engineering
Quality Control in Fabric Manufacturing

Points to be maintained for quality winding
Appropriate winding tension Free from different count mixing Winding machine should be free from mechanical fault (For
example, Free from defective traversing motion, fault free yarnguide etc.)
The knots & splices must have sufficient strength and stability. Winding should be carried out at high speed in order to get high
productivity. At high speed less time & auto coner will be required.

Factors affecting the quality of warping
Condition of the beam flange: If the beam flange get damaged thenunwinding at the two edges will not be satisfactory. There will also beproblem in sizing and weaving. Beam flange get damaged due toimproper handling and improper storage. Empty bobbin should bechecked on a regular basis and repairmen should be done on a regularbasis.

Factors affecting the quality of warping
Stop motion: Stop motion should be capable of stopping the machineimmediately after any end break. Sometimes flying dust and tufts getsstuck in the stop motion so that the machine does not stop even afterany end break. Creel fans should work properly.
Beam barrel diameter: Smaller dia gives high unwinding tensionduring sizing, though it can accommodate more yarns.

Factors affecting the quality of warpingCondition of the driving drum: Driving drum is used to drive thewarp beam by means of frictional force. In case of modern machinesthe warp beam is driven directly, however a drum is used to stop therotating beam instantly. Any roughness of the drum is thereforedangerous for the safety of the yarn.
Factors affecting the quality of warping
Density of the beam: In order to obtain satisfactory result the warpbeam must be sufficiently compacted. The compactness should notbe achieved by means of yarn tension rather it has to be achieved bymeans of creating pressure by drum.
Length measuring motion: This device should work properly. Missrepresentation of the actual length may cause unnecessary wastageor shortage of yarn. The size% calculated from the length of theyarn. So a wrong length measuring will lead to incorrect estimationof the size%.

Factors influencing size pick up %
Viscosity of the size paste in the size box Squeezing pressure & condition of squeezing nip.Yarn tensionYarn twist Speed of the sizing machineDuration of immersion in the size paste Level of size pasteDensity of the warpDia of the yarns

Factors influencing drying efficiencySpeed of sizing
No. of end in warp sheet (density)
Pick up % of size to be applied
Linear density of warp
Temperature of the drying cylinder
Area of contact around the cylinder

Woven Fabric Defects Bad or defective selvage:
Bad selvage in woven fabrics due to faulty weaving. Here, the warp ends being set too far apart for the thickness of the yarn or in the finished fabric.
Broken ends or warp:
A defect in the woven fabrics caused by a warp yarn that was broken during weaving or finishing.
Broken picks or weft:
A filling yarn that is broken in the weaving of fabric.

Loose warp:
This type of fault is produced in woven fabrics when the tension of warp yarn is slow.
Loose weft or snarl:
It is produced in woven fabrics due to the looseness of filling yarn.
Double ends:
This kind of fault is produced in woven fabrics when the two ends of warp sticks get together after sizing.

Tight ends:
If the tension of warp yarn is more than the other ends present in the loom then this type of fault is produced in woven fabrics.
Float of warp:
If someone pulls the fabric together with the cloth roller intentionally or unintentionally then this kind of defect is produced in woven fabrics.
Wrong end color:
It is produced in the woven fabric due to the wrong drawing of colored yarn.

Miss pick:
This kind of defect is produced in the woven fabric when the operator starts a stopped machine without picking the broken weft from the shade.
Double pick:
It is produced in the woven fabric when the cutter doesn’t work properly.
Weft bar:
When the count of yarn varies from one cone to another cone then a bar of weft will be appeared in the fabric after weaving.
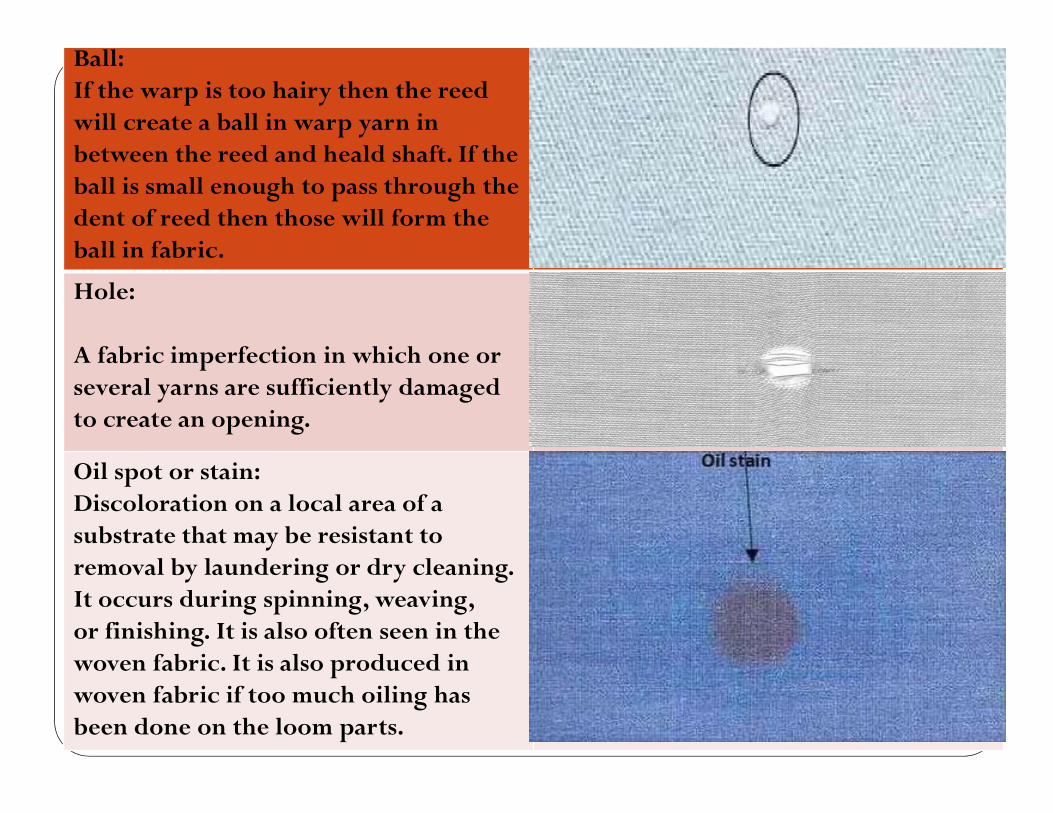
Ball:If the warp is too hairy then the reed will create a ball in warp yarn in between the reed and heald shaft. If the ball is small enough to pass through the dent of reed then those will form the ball in fabric.
Hole:
A fabric imperfection in which one or several yarns are sufficiently damaged to create an opening.
Oil spot or stain:Discoloration on a local area of a substrate that may be resistant to removal by laundering or dry cleaning. It occurs during spinning, weaving, or finishing. It is also often seen in the woven fabric. It is also produced in woven fabric if too much oiling has been done on the loom parts.
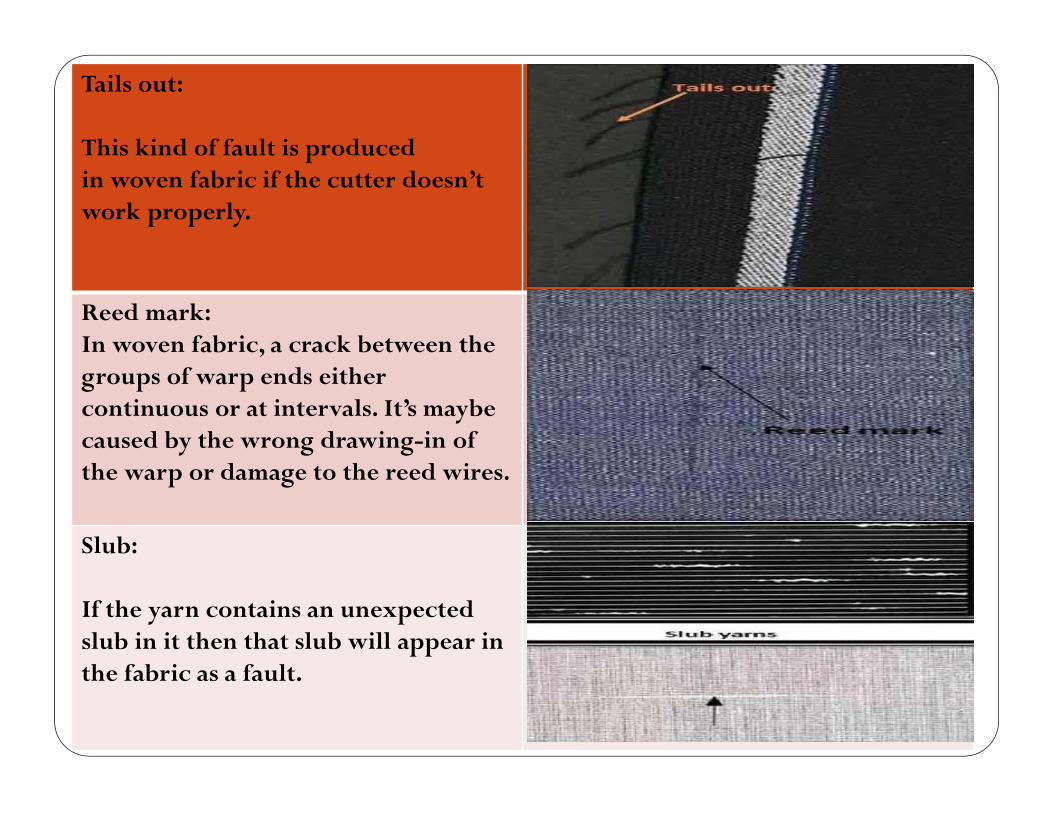
Tails out:
This kind of fault is produced in woven fabric if the cutter doesn’t work properly.
Reed mark:In woven fabric, a crack between the groups of warp ends either continuous or at intervals. It’s maybe caused by the wrong drawing-in of the warp or damage to the reed wires.
Slub:
If the yarn contains an unexpected slub in it then that slub will appear in the fabric as a fault.

Thick and thin place:
Fabric defect in which fabric countvaries more than a specifiedpercentage from the intended count. Ifthe thick or thin place is more thanone inch (2.54cm) wide then it isconsidered a major defectin fabric grading.
A segment of yarn at least ¼ inch(0.6cm) long that is noticeably thickerthan adjacent portions of yarn iscalled the thick place. A segment ofyarn at least 25% smaller in diameterthan adjacent portions of yarn iscalled the thin place.

Knit Fabric Defects
Fault name
Causes Remedies Picture
Hole:
Holes of the same or different size which appear as defects in the Knitted fabrics.
Holes are the results of yarn breakage or yarn cracks.
During loop formation the yarn breaks in the rejoin of the needle hook.
If the yarn count is not correct on regarding structure, gauge, course and density.
Badly knot or splicing. Yarn feeder badly set.
Yarn strength must be sufficient to withstand the stretch as well as uniform.
Use proper count of yarn.
Correctly set of yarn feeder.
Knot should be given properly.

Knit Fabric Defects
Fault name Causes Remedies Picture
Needle Mark:
Defects caused by the broken needles show prominently as vertical lines parallel to the Wales. There are no loops formed in the Wale which has a broken needle
When a needlebreaks down thenneedle markcomes along thefabrics.
If a needle orneedle hook isslightly bendsthen needle markcomes on thefabrics.
Needle should bestraight as well asfrom broken latch.
Bent needle shouldbe changed

Knit Fabric DefectsFault name Causes Remedies Picture
Drop Stitches
Defective needle. If yarn is not
properly fed during loop formation i.e. not properly laid on to the needle hook.
Take-down mechanism too loose.
Insufficient yarn tension.
Badly set yarn feeder.
Needle should be straight & well.
Proper feeding of yarn during loop formation.
Correct take up of the fabric & correct fabric tension.
Yarn tension should be perfect.
Knit Fabric Defects
Fault name Causes Remedies Picture
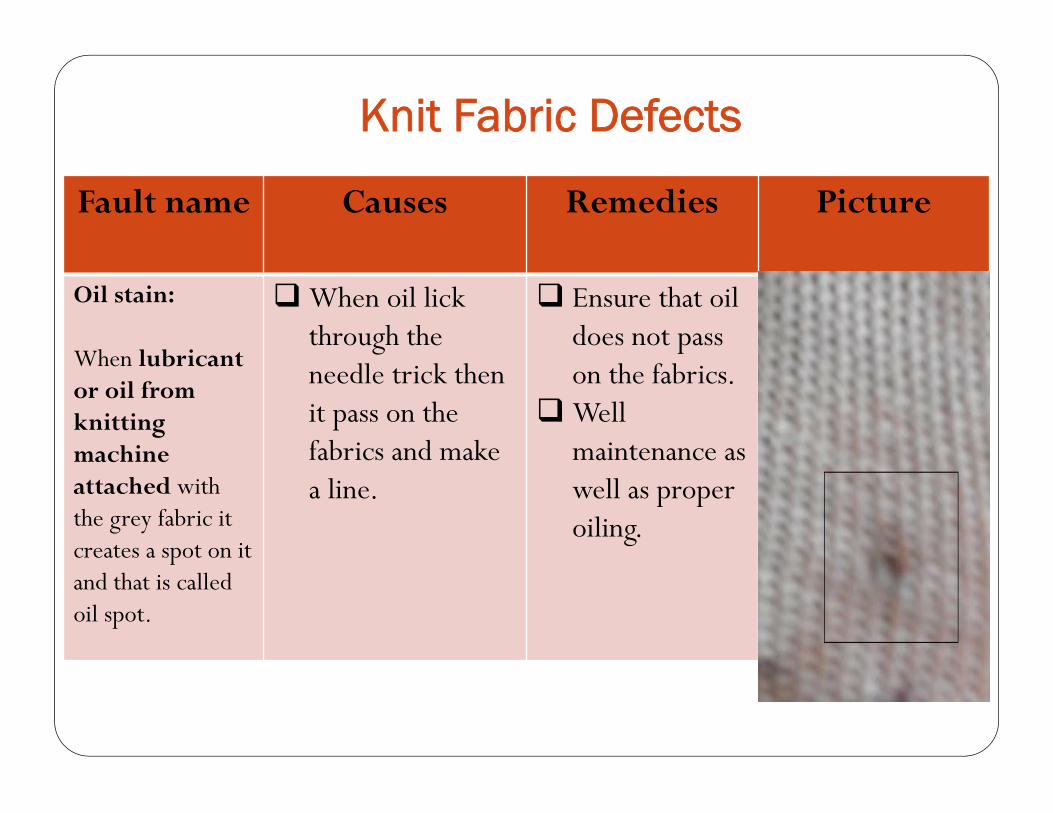
Oil stain:
When lubricant or oil from knitting machine attached with the grey fabric it creates a spot on it and that is called oil spot.
When oil lick through the needle trick then it pass on the fabrics and make a line.
Ensure that oil does not pass on the fabrics.
Well maintenance as well as proper oiling.

Knit Fabric DefectsFault name Causes Remedies Picture
Fly dusts:
This fault is occurwhen the flyingor projectingyarn get mixedwith the yarnduring knitting
In knitting section too much lint is flying to and fro that are created from yarn due to low twist as well as yarn friction. This lint may adhere or attaches to the fabric surface tightly during knit fabric production.
Blowing air for cleaning and different parts after a certain period of time.
By cleaning the floor continuously.
By using ducting system for cleaning too much lint in the floor.
Over all ensure that lint does not attach to the fabric.

Knit Fabric Defects
Fault name Causes Remedies Picture
Yarn contamination
If yarn contains foreign fiber then it remains in the fabric even after finishing.
If lot, count mixing occurs.
By avoiding lot, count mixing.
Fault less spinning.

Knit Fabric Defects
Fault name Causes Remedies Picture
Patta/Barre:
Thick or thin places visible in grey fabric in certain distance is called Barre or Patta.
Yarn count variation
Yarn tension variation
Proper yarn count & tension should be maintained.

Knit Fabric Defects
Fault name Causes Remedies Picture
Lycra out:
This fault is occurred if the machine is not immediately after the breakage of lycra during production.
Breakage of Lycra yarn & uneven tension of Lycra.
To maintain uniform tension.

Thanks