sep seit dgit instituto tecnolÓgico de cd. juÁrez · el sistema de tiempos predeterminados es una...
TRANSCRIPT
SEP SEIT DGIT
INSTITUTO TECNOLÓGICODE CD. JUÁREZ
DIVISIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“VALORACIÓN DEL SISTEMA DE TIEMPOSPREDETERMINADOS MOST EN TRABAJADORES DE
DIFERENTE EDAD Y GÉNERO, DESARROLLANDOOPERACIONES FÍSICAS REPETITIVAS”
TESISQUE PRESENTA:
HUGO ALBERTO GURROLA RODRÍGUEZ
COMO REQUISITO PARCIALPARA OBTENER EL GRADO DE
MAESTRO EN CIENCIAS EN INGENIERÍA INDUSTRIAL
CD. JUÁREZ, CHIH. DICIEMBRE DEL 2009

i

ii
DEDICATORIAS
A mi madre, que es mi inspiración para no desistir y seguir creciendo
como profesionista y como persona, así como a mi esposa Yanet, que es mi
principal fuente de motivación para seguir adelante en la vida.

iii
AGRADECIMIENTOS
Deseo expresar mis agradecimientos a dios por haberme dado fuerza y
salud para concluir esta investigación, así como a todas las personas que
colaboraron en la realización de la misma.
El autor expresa su agradecimiento muy en especial a los Doctores César
Omar Balderrama Armendáriz y Jorge de la Riva Rodríguez, por haberme
brindado la oportunidad de trabajar con ellos y por todo el apoyo que me
otorgaron durante el desarrollo del presente proyecto y así culminar con este
objetivo planteado en mi vida, así como al Dr. Jaime Sánchez Leal por
orientarme y guiarme en gran parte de este proyecto.
A la empresa Toshiba, en especial a los ingenieros Pedro Chacón y Luis
Ramírez por confiar en mí y haberme dado todas las facilidades y recursos para
iniciar con mis estudios de posgrado, así como por todo el apoyo para el
desarrollo de este proyecto.
iv
“VALORACIÓN DEL SISTEMA DE TIEMPOS PREDETERMINADOS MOST EN
TRABAJADORES DE DIFERENTE EDAD Y GÉNERO, DESARROLLANDO
OPERACIONES FÍSICAS REPETITIVAS”
RESUMEN
La creación de un proceso de manufactura eficaz y eficiente, es parte
fundamental en el éxito o fracaso de cualquier empresa que manufactura
productos, por lo tanto, la aplicación de sistemas de tiempos predeterminados es
una herramienta clave para lograrlo y más aún si es aplicado adecuadamente.
Muchas de las veces al balancear un proceso de producción a través de
la aplicación de los sistemas de tiempos predeterminados, no se considera el
gasto energético consumido por el trabajador al desarrollar la operación, así
como tampoco se considera la edad, género ni el tipo de actividad física, lo cual
puede traer como consecuencias: bajo rendimiento, exceso de fatiga, retrasos
en las operaciones, etc.
En el presente trabajo se realiza un estudio del sistema de tiempos
predeterminados MOST aplicado a operaciones físicas repetitivas, clasificadas
en actividades físicas ligeras, actividades físicas moderadas y actividades físicas
pesadas; las cuales son desarrolladas por un grupo de trabajadores de diferente

v
género y de diferente edad, con la finalidad de evaluar el desempeño físico en
cada una de dichas actividades, a través de la medición del gasto energético
determinado, en base al consumo de oxígeno (VO2).
El siguiente estudio demostró que el sistema de tiempos predeterminados
MOST, no es recomendable a nivel energético en todas las personas por igual y
se deberá de tener algún tipo de consideración (como agregar tolerancias al
tiempo estándar calculado, disminuir la jornada laboral, proporcionar descansos
programados a los trabajadores, etc., dependiendo de la edad, género y tipo de
actividad física a desarrollar.

vi
CONTENIDO
DEDICATORIAS……………………………………………………………………......... iiAGRADECIMIENTOS……………………………………………………………………. iii
RESUMEN……………………………………………………………………………….... ivLISTADO DE TABLAS………………………………………………………………….. viiiLISTADO DE FIGURAS…………………………………………………….…………… ix1. INTRODUCCIÓN………………………………………………………….…….......... 1
2. PLANTEAMIENTO DEL PROBLEMA.……………………………………............. 5
2.1 Definición del Problema……………………………………………………..….. 5
2.2 Objetivos…………………………………………………………………............. 6
2.3 Preguntas de Investigación………………………………………………..…… 6
2.4 Hipótesis……………………………………………………………………….…. 7
2.5 Justificación……………………………………………………………….……... 7
2.6 Limitaciones………………………………………………………………...……. 9
2.7 Supuestos……………………………………………………………….….……. 9
3. MARCO TEÓRICO……………………………………………………………………. 10
3.1 Tiempo Estándar………………………………………………………………… 10
3.2 Estudio de Tiempos……………………….……………………………............. 12
3.2.1 Estudio de Tiempos por Cronómetro………………………………….... 13
3.2.2 Tiempo Real…………………………..…………………………………… 18
3.2.3 Tiempo Normal………………………….………………………………… 18
3.2.4 Ritmo de Trabajo……………………...………………………………….. 19
3.2.5 Muestreo del Trabajo……………………………………………………... 23
3.2.6 Visión por Computadora…………………………………………………. 25
3.2.7 Medición del Trabajo por Video……………………………………........ 26
3.3 Tiempos Predeterminados………………..................................................... 30

vii
3.3.1 Sistema MTM……………………………………………………………… 32
3.3.2 Sistema Ready Work Factor…………………………………………….. 35
3.3.3 Sistema MODAPTS………………………………………………………. 38
3.3.4 Sistema MOST……………………………………………………………. 40
3.4 Carga de Trabajo………………………………………………………………… 53
. 3.4.1 Carga Máxima de Trabajo……………………………………………….. 56
3.4.2 Medición del Gasto Energético en la Tarea……………………............ 59
3.4.3 Método de Manero...……………………………………………………… 71
3.5 Diseño Experimental en Parcelas Divididas………………………………….. 73
3.6 Análisis de Varianza…………………………………………………………….. 78
3.7 Prueba de T Pareada para Dos Muestras…..………………………………... 80
3.8 Análisis de Regresión…………………………………………………………… 83
4. MATERIALES Y MÉTODOS………………………………………………………… 86
4.1 Materiales………………………………………………………………………… 86
4.2 Método………………………………………………………………………….… 88
5. DESARROLLO………………………………………………………………………… 92
5.1 Desarrollo…………………………………………………………………………. 92
6. RESULTADOS………………………………………………………………………… 105
6.1 Resultado de la Prueba Submáxima de Laboratorio……..……………….… 105
6.2 Resultados en el Experimento Exploratorio …….……………………………. 110
6.3 Análisis sobre las Hipótesis…………………………………………………..... 112
7. CONCLUSIONES……………………………………………………………………... 126
7.1 Conclusiones Sobre la Edad……..…………………………………………..... 126
7.2 Conclusiones Sobre el Género………………………………………..…….…. 127
7.3 Conclusiones Generales…………………………………………………….….. 128
8. BIBLIOGRAFÍAS……………………………………………………………………… 129
APÉNDICE………………………………………………………………………………… 133

viii
LISTADO DE TABLAS
Tabla Página
3.1 MOST Básico Técnica de Medida del Trabajo……………………………… 44
3.9 Intensidad de Trabajo……………………………………………….…………. 59
3.10 Rangos de la Capacidad Aeróbica Máxima…………………………………. 64
5.1 Datos Iniciales de los Participantes…………………………………............. 98
5.2 Obtención de VO2 max por Método de Manero……………………………. 102
6.1 Medición de VO2 en las Diferentes Actividades……………………………. 111

ix
LISTADO DE FIGURAS
Figura Página
3.1 Comportamiento de la Fatiga Durante un Turno de Trabajo………………. 56
3.2 Sistema Suunto Team POD…………………………………………………… 68
3.3 Análisis de Datos en el Programa Training Manager…………….…….…… 69
3.4 Colocación del Analizador Telemétrico Cosmed K4 b2………..…………… 70
3.5 Sistema de Escalones para Prueba de Manero………………….…..…….. 72
3.6 Secuencia de Subida y Bajada para Prueba de Manero………….…..….... 73
3.7 Diagrama de Dispersión…..………………………………………….………... 85
4.1 Pasos para llevar a cabo el Modelo Propuesto………………………….….. 88
5.1 Estaciones de Ensamble Electrónico………………………………………… 94
5.2 Utilización del Sistema Cosmed K4b2 en Reposo………………………….. 100
5.3 Prueba Submáxima con Equipo K4b2…………………………………..…… 101
5.4 Diseño de las Parcelas Divididas…………………………………………….. 104
6.1 Comparación de VO2max por Dos Métodos…………………………….….. 106
6.2 Resultados de la Comparación de Método para Obtener VO2max….….… 108
6.3 Análisis de Normalidad de los Residuales……………………………….….. 109
6.4 Análisis de Residuales para la Regresión………………………………..….. 109
6.5 Prueba de Normalidad a la Diferencia de V02………………………….…… 112
6.6 Comparación Actividad 1 vs Rango de Edad 1………………………….….. 114
6.7 Comparación Actividad 2 vs Rango de Edad 1………………………..……. 114
6.8 Comparación Actividad 3 vs Rango de Edad 1………………………..……. 115
6.9 Comparación Actividad 1 vs Rango de Edad 2……………………….…….. 115
6.10 Comparación Actividad 2 vs Rango de Edad 2……………………….…...... 116
6.11 Comparación Actividad 3 vs Rango de Edad 2………………………..….… 116
6.12 Comparación Actividad 1 vs Rango de Edad 3……………………….…….. 117
x
6.13 Comparación Actividad 2 vs Rango de Edad 3…………………………….. 117
6.14 Comparación Actividad 3 vs Rango de Edad 3……………………………. 118
6.15 Comparación Actividad 1 vs Rango de Edad 4…………………………….. 118
6.16 Comparación Actividad 2 vs Rango de Edad 4…………………………….. 119
6.17 Comparación Actividad 3 vs Rango de Edad 4…………………………….. 119
6.18 Comparación Actividad 1 vs Género Femenino……………………………. 122
6.19 Comparación Actividad 2 vs Género Femenino…………………………… 122
6.20 Comparación Actividad 3 vs Género Femenino…………………………… 123
6.21 Comparación Actividad 1 vs Género Masculino…………………………… 123
6.22 Comparación Actividad 2 vs Género Masculino…………………………… 124
6.23 Comparación Actividad 3 vs Género Masculino…………………………… 124
1
1. INTRODUCCIÓN
El sistema de tiempos predeterminados es una técnica de medición del
trabajo en la que se utilizan tiempos para los movimientos humanos básicos, a
fin de establecer el tiempo requerido por una tarea efectuada según una norma
dada de ejecución, la cual se ha ido perfeccionando a través del tiempo, tanto
así, que en el pasado, la forma o herramienta más común con la cual se medía
el trabajo, era el “margen de ganancia”.
Mientras que la empresa obtuviera mejor margen de ganancia, no había
problema acerca de los niveles de producción. Pero si la empresa estaba
perdiendo dinero, usualmente no se sabía cómo detener esa racha y se
abandonaba el negocio; debido a esto, se vio en la necesidad de medir el
trabajo, es por eso que utilizando un sistema de tiempos predeterminados, el
proceso de planear y presupuestar, podría ser efectuado conociendo el tiempo
para producir y ensamblar varias partes y/o componentes.
De esta manera, un administrador podía determinar el costo total de
mano de obra del producto, el número de operadores de producción que se
requerían, el número de máquinas necesarias, los tiempos de entrega del
material, el programa de producción fijaba metas y se conocía el costo anual de
2
manufactura, entre otros. El verdadero innovador, Frederick Taylor, vio el trabajo
como algo que podría ser controlado. No tenía que ser una repetición fortuita de
lo que había pasado antes; de hecho, los trabajadores podrían ser instruidos en
la mejor forma de realizar ciertas tareas cortas, que podían ser arregladas y
administradas para producir un trabajo más eficiente, productivo y menos
fatigoso.
Cada elemento fue estudiado para determinar cuál era productivo y cuál
era inútil; manteniendo solamente los elementos productivos. Se usó un
cronómetro para determinar el tiempo de cada uno, el tiempo grabado fue el
tiempo real utilizado por un individuo en particular, para realizar una cierta tarea
bajo condiciones específicas.
Para hacer transferibles esos tiempos a otros trabajadores y otras
situaciones, se tuvo que determinar el tiempo para el trabajador promedio bajo
condiciones promedio; Frank y Lilian Gilbreth descubrieron que todas las
operaciones manuales eran combinaciones de elementos básicos; los Gilbreth
aislaron e identificaron estos elementos inicialmente, de forma que los métodos
pudieron ser explicados más exactamente y mejorados. Ellos pensaron que al
reducir la cantidad de movimientos de una tarea, se reduciría el esfuerzo y el
tiempo para realizarla y por lo tanto, el resultado sería una producción más alta.

3
Los seguidores de Taylor practicaron estudios de tiempos, mientras que
los seguidores de los Gilbreth practicaron estudios de movimientos. Un tercer
partido entró y unió lo mejor de ambas técnicas; de esta unión de estudio de
tiempos y movimientos, nacieron los sistemas de tiempos y movimientos
predeterminados por sus siglas en inglés (PMTS); en la práctica, cuando se
utiliza el sistema de tiempos y movimientos, se enfoca exclusivamente a estudiar
la cantidad de movimientos y el tiempo en el cual se desarrolla cierta actividad u
operación, pero es necesario también considerar el gasto energético del
trabajador.
Los sistemas de tiempos predeterminados, son una de las principales
herramientas que utilizan actualmente las empresas manufactureras para
calcular el tiempo estándar que necesita un operario calificado, para realizar una
tarea u operación determinada siguiendo un método preestablecido; el
conocimiento del tiempo estándar que se necesita para la ejecución de un
trabajo es muy necesario en la industria, debido a que le permiten resolver
problemas relacionados con los procesos de fabricación.
La investigación propuesta estudió el sistema de tiempos
predeterminados MOST y evaluará si es aplicable a todos los trabajadores por
igual al desarrollar operaciones físicas ligeras, moderadas y pesadas por
trabajadores de diferente edad y género, a través de la medición del gasto

4
energético determinado, en base al consumo de oxígeno (VO2) en condiciones
controladas de laboratorio.
La investigación nació con un problema a resolver dentro de un conjunto
de circunstancias operacionales básicas, en el entorno del estudio de tiempos y
movimientos. En esta sección se abordan los siguientes aspectos relativos al
problema y su entorno: planteamiento del problema, objetivos, preguntas de
investigación, hipótesis, delimitaciones y supuestos.

5
2. PLANTEAMIENTO DEL PROBLEMA
El siguiente capítulo establece las bases que generaron el desarrollo de
este trabajo, las cuales son expuestas a través de la definición del problema, el
cual da origen a los objetivos, preguntas de investigación, hipótesis y
justificación, las cuales son desarrolladas a continuación.
2.1 Definición del Problema
El estudio de tiempos predeterminados MOST, proporciona la suficiente
información para la determinación de estándares, que otorguen cargas justas de
trabajo a los operadores, pero no considera el gasto energético en la tarea ni
hace diferencia respecto a la edad y género de la persona, lo cual debería ser
considerado para el desarrollo normal de la persona.
El problema que aborda esta investigación, es determinar si el sistema de
tiempos predeterminados MOST es adecuado para su adopción, considerando
el gasto energético en la tarea, en trabajadores de diferente edad y género,
realizando operaciones físicas repetitivas con diferente nivel de carga y con un
tiempo estándar determinado para cada una, en condiciones controladas de
laboratorio.
6
2.2 Objetivos
El objetivo principal de esta investigación, consiste en evaluar la
efectividad del sistema de tiempos predeterminados MOST en trabajadores de
diferente género y edad, al realizar operaciones físicas repetitivas considerando
el requerimiento metabólico de la operación.
En donde los objetivos específicos del proyecto son:
• Validar la efectividad de la estimación del consumo de oxígeno a
través de la medición de la frecuencia cardíaca.
• Determinar en qué rangos de edad, es más apropiado el sistema de
tiempos predeterminados MOST.
• Determinar en qué género es más apropiado el sistema de tiempos
predeterminados MOST.
• Determinar qué tipo de actividades físicas son las más adecuadas
para el uso de MOST.
2.3 Preguntas de Investigación
1.- ¿Cómo podemos comprobar que el sistema de tiempos predeterminados
MOST es adecuado para su aplicación, a nivel energético en trabajadores
de diferente edad, realizando operaciones físicas repetitivas?
7
2.- ¿Cómo podemos comprobar que el sistema de tiempos predeterminados
MOST, es adecuado para su aplicación a nivel energético, en trabajadores
de diferente género, realizando operaciones físicas repetitivas?
2.4 Hipótesis
A continuación se presentan las hipótesis que enmarcan el tema de
investigación:
1.- Los tiempos predeterminados calculados por el sistema MOST, no son
adecuados en todos los casos para trabajadores de diferente edad, que realizan
operaciones físicas repetitivas, con diferente nivel de carga de trabajo.
2.- Los tiempos predeterminados calculados por el sistema MOST, no son
adecuados en todos los casos para trabajadores de diferente género que
realizan operaciones físicas repetitivas, con diferente nivel de carga de trabajo.
2.5 Justificación
Actualmente, dentro de la industria se obtienen los tiempos de operación
basados en un operador promedio; por lo tanto, cuando un trabajador de
diferente edad, género y con diferentes habilidades realiza la misma operación,
éste se puede ver seriamente afectado físicamente, debido a la operación y por
lo tanto, surge la necesidad de conocer si los tiempos predeterminados son
8
aplicables a todos los trabajadores por igual, dependiendo de la carga física de
la operación.
La fatiga física del trabajador, provocada por un consumo energético
considerado elevado debido al desgaste natural del trabajador, puede ocasionar
múltiples errores en el desarrollo de las tareas operacionales, que traen como
consecuencia la generación de mala calidad y/o desperdicio de materia prima;
así como tiempos muertos y el incremento de materiales de retrabajo. Dentro de
algunos años, el sector industrial tendrá la necesidad de contratar dentro de su
planta laboral, personal de todas las edades y tendremos la necesidad de
asignar cargas de trabajo equitativas de acuerdo a la edad y el género.
La población de trabajadores mayores serán beneficiados debido a que
mejorarán las condiciones laborales, ya que las habilidades físicas disminuyen
con el tiempo; por tanto, las cargas de trabajo deben de tener un tiempo de
recuperación satisfactorio. El poder proporcionar un sustento que demuestre que
los trabajadores de diferente edad y género, pueden desarrollar cualquier
operación de manufactura con diferente consumo de nivel energético y pueden
abrir camino a las necesidades de trabajo de acuerdo a la edad.
9
2.6 Limitaciones
En la presente investigación únicamente se evaluó el sistema de tiempos
predeterminados MOST. Debido a que este estudio se desarrolló en un
laboratorio de ergonomía, no fue posible incluir ambientes industriales y
únicamente se evaluaron actividades físicas ligeras, moderadas y pesadas. Esta
investigación estuvo limitada, toda vez que la evaluación se realizó bajo factores
ambientales controlados y esto puede traer como consecuencia, que los factores
ambientales extremos puedan modificar las mediciones.
2.7 Supuestos
El presente estudio supone que:
a) El flujo del proceso no se verá afectado, por lo tanto las operaciones
serán repetitivas.
b) Los participantes seleccionados para el estudio se consideran operadores
normales para el desarrollo de las operaciones.
c) Las estaciones de trabajo para los participantes dentro del proceso de
manufactura del laboratorio, cumplirán con las mismas condiciones que
se manejan en un ambiente industrial.

10
3. MARCO TEÓRICO
En este capítulo se presenta la revisión bibliográfica de donde se obtuvo
suficiente información referente al estudio de tiempos, la cual será de gran
utilidad para el desarrollo de esta investigación, así como información necesaria
para llevar a cabo los análisis estadísticos.
3.1 Tiempo Estándar
El tiempo estándar es el patrón que mide el tiempo requerido para
terminar una unidad de trabajo, utilizando método y equipo estándar, por un
trabajador que posee la habilidad requerida, desarrollando una velocidad normal
que pueda mantener día tras día, sin mostrar síntomas de fatiga (García Criollo
1998). El tiempo estándar para una operación dada es el tiempo requerido para
que un operario de tipo medio, plenamente calificado y adiestrado, y trabajando
a un ritmo normal, lleve a cabo la operación (Niebel, 1990).
El tiempo estándar es el tiempo que se concede para efectuar una tarea.
En él están incluidos los tiempos de los elementos cíclicos (repetitivos,
constantes, variables), axiales, como los elementos casuales o contingentes que
fueron observados durante el estudio de tiempos. A estos tiempos ya valorados

11
se les agregan los suplementos o tolerancias siguientes: personales, por fatiga y
especiales (García, 2005).
El tiempo estándar es el número de minutos que debe tardar una persona
calificada, convenientemente adiestrada y experimentada, en ejecutar una
determinada operación o tarea, cuando trabaja a un ritmo normal (Barnes,
1979).
¿Cómo se calcula el tiempo estándar?
Para obtener el tiempo estándar se determina:
Tiempo Real
nXiTR Σ
=
Ritmo de Trabajo
RT = Tiempo del elemento x (Actuación en %)
Tiempo normal
RTTRTN ×=
Tiempo estándar
( )FNDPRTTRTE +××= 1
12
3.2 Estudio de Tiempos
La revolución Industrial dio origen a la producción en masa, por lo que fue
necesaria la subdivisión de las tareas. Para lograr esto, se realizó un análisis
detallado de los elementos de la tarea, para lograr una carga uniforme en las
estaciones de trabajo, de acuerdo a un tiempo de ciclo. A este análisis, Federico
W. Taylor lo denominó estudio de tiempos y el primer estudio lo realizó en el
taller de la Midvale Steel Company de Filadelfia, en 1881 (Barnes, 1979).
Existen antecedentes de que ya se practicaban estudios de tiempos en Europa.
Dos de ellos fueron desarrollados por el francés Perronet en 1760 y el inglés
Charles Babbage en 1830 (Niebel, 1990). Tambien, Henry Fayol en 1990
determina las cinco funciones y catorce principios universales de la
administración-organización y uno de los principios que menciona es la
subdivisión del trabajo (Fred, 1980).
Posteriormente, Frank B. Gilbreth y su esposa Lilian, desarrollaron la
técnica moderna del estudio de movimientos del cuerpo humano, que se dio a
conocer por primera vez en 1912 en una reunión de la Sociedad Americana de
Ingenieros Mecánicos. Los Gilbreth desarrollaron los estudios de
micromovimietos, originando las técnicas de análisis ciclográfico y
cronociclográfico que sirven para estudiar las trayectorias de los movimientos
efectuados por un operador al realizar la tarea (Barnes, 1979).

13
Este es el origen de los estudios de tiempos y movimientos, actualmente
se le conoce como estudio de tiempos y consiste en examinar el trabajo humano
en todos sus contextos, investigando sistemáticamente todos los factores que
influyen en la eficiencia y economía de la situación estudiada, con el fin de
efectuar mejoras. Existen varias técnicas para obtener un tiempo estándar las
cuales se detallan a continuación:
3.2.1 Estudio de Tiempos por Cronómetro
El Sistema de Tiempos Cronometrados, es más usado durante los
análisis de métodos o procesos, en el cronometraje cada lectura de tiempo de
ejecución, va acompañada de la anotación de un factor corrector del tiempo
observado que está íntimamente relacionado con la actuación del operador
(Castanyer, 1988).
El equipo mínimo que se requiere para llevar a cabo un programa de
estudio de tiempos, comprende un cronómetro, un tablero o paleta, formatos
impresos y calculadora de bolsillo, o por su conveniencia equipo de cómputo.
Además de lo anterior, ciertos instrumentos registradores de tiempo que se
emplean con éxito y tienen algunas ventajas sobre el cronómetro, son las
máquinas registradoras de tiempo, las cámaras cinematográficas y el equipo de
videocinta (Niebel, 1990).

14
El primer paso para iniciar un estudio de tiempos se hace a través del jefe
del departamento o del supervisor de línea. Después de revisar el trabajo en
operación, tanto el jefe como el analista de tiempos, deben estar de acuerdo en
que el trabajo está listo para ser estudiado. Si más de un operario está
efectuando el trabajo para el cual se van a establecer sus estándares, deberán
ser tomadas en cuenta varias consideraciones, en la selección del operario que
usará para el estudio.
En general, el operario de tipo normal o el que está algo más arriba del
promedio, permitirá obtener un estudio más satisfactorio que el efectuado con un
operario poco experto o con uno altamente calificado. El operario normal
realizará el trabajo consistente y sistemáticamente. Su ritmo tenderá a estar en
el intervalo aproximado de lo normal, facilitando así al analista de tiempos el
aplicar un factor de actuación correcto (Niebel, 1990).
El operador deberá estar bien entrenado en el método a utilizar, tener
gusto por su trabajo e interés en hacerlo bien. Debe estar familiarizado con los
procedimientos del estudio de tiempos y su práctica, y tener confianza en los
métodos de referencia, así como en el propio analista. Es deseable que el
operario tenga espíritu de cooperación, de manera que acate con agrado las
sugerencias hechas por el supervisor y el analista (Mundel, 1994).

15
Algunas veces el analista no tendrá oportunidad de escoger a quién
estudiar, cuando la operación es ejecutada por un solo trabajador. En tales
casos el analista debe ser muy cuidadoso al establecer su calificación de
actuación, pues el operario puede estar actuando en uno u otro de los extremos
de la escala. En trabajos en que participa un solo operario, es muy importante
que el método empleado sea el correcto y que el analista aborde al operario con
mucho tacto (Freivalds, 2004).
Para facilitar la medición, la operación se divide en grupos conocidos
como "elementos". A fin de descomponer la operación en sus elementos, el
analista debe observar al trabajador durante varios ciclos. Sin embargo, si el
ciclo es relativamente largo, (más de 30 minutos), el observador debe escribir los
elementos mientras realiza el estudio (Niebel, 1990).
De ser posible, los elementos en los que se va a dividir la operación
deben determinarse antes de comenzar el estudio. Dichos elementos deben
dividirse en partes lo más pequeñas posibles, pero no tan finas que se sacrifique
la exactitud de las lecturas. Divisiones elementales de aproximadamente 2.4
segundos son las más pequeñas y son susceptibles de ser leídas
consistentemente por un analista de tiempos experimentado (Freivalds, 2004).
Para identificar el principio y el final de los elementos y desarrollar consistencia

16
en las lecturas cronométricas de un ciclo a otro, deberá tenerse en
consideración tanto el sentido auditivo como el visual (Freivalds, 2004).
De este modo los puntos terminales de los elementos pueden asociarse a
los sonidos producidos, como cuando una pieza terminada en fundición, cuando
una broca irrumpe en la pieza que se taladra y cuando un par de micrómetros se
dejan en el banco o mesa del trabajo. Cada elemento debe registrarse en su
orden o secuencia apropiados e incluir una división básica del trabajo que
termine con un sonido o movimientos distintivos (Barnes, 1980).
Los analistas de tiempos o ingenieros de procesos de una misma
compañía, adoptan frecuentemente una división estándar de elementos para
determinadas clases de máquina, con el objeto de asegurar uniformidad al
establecer puntos terminales. El tener elementos estándares como base para la
división de una operación, es de especial importancia en el establecimiento de
datos estándares (Castanyer, 1988).
Las reglas principales para efectuar la división en elementos son (Niebel, 1990):
a) Asegúrese de que son necesarios todos los elementos que se efectúan.
Si se descubre que algunos son innecesarios, el estudio de tiempos
debería interrumpirse y llevar a cabo un estudio de métodos para obtener
el método apropiado.
17
b) Conservar siempre por separado los tiempos de máquina y los
correspondientes a ejecución manual.
c) Seleccionar elementos de manera que sea posible identificar los puntos
terminales por algún sonido característico.
d) Seleccionar los elementos de modo que puedan ser cronometrados con
facilidad y exactitud.
Al dividir un trabajo en elementos, el analista debe conservar por
separado el tiempo de máquina o de corte, del tiempo de esfuerzo o
manipulación. Del mismo modo, los elementos constantes, o sea, aquellos
elementos cuyos tiempos no varían dentro de un intervalo de trabajo específico,
deberían mantenerse separados de los elementos variables, aquellos cuyos
tiempos varían en un intervalo especificado (Mundel, 1994).
Una vez que se realiza la adecuada separación de todos los elementos
que constituyen una operación, será necesario que se describa cada elemento
con toda exactitud. El final o terminación de un elemento es, automáticamente,
el comienzo del que le sigue y suele llamarse "punto terminal" (Niebel, 1990). La
descripción de este punto terminal debe ser tal, que pueda ser reconocido
fácilmente por el observador. Esto es especialmente importante cuando el
elemento no incluye sonido alguno en su terminación. Tratándose de elementos
de operaciones de corte, la alimentación, la velocidad, la profundidad y la

18
longitud del corte, deben anotarse inmediatamente después de la descripción del
elemento (Freivalds, 2004).
3.2.2 Tiempo Real
El tiempo real se define, como el tiempo medio del elemento empleado
realmente por el operario durante un estudio de tiempos (Niebel 1980). El tiempo
real también se define como la suma de tiempos cronometrado de cada uno de
los elementos que conforman una operación, dividido entre el número total de
ciclos.
3.2.3 Tiempo Normal
La definición de tiempo normal se describe como el tiempo requerido por
el operario normal para realizar la operación cuando trabaja con velocidad
normal, si ninguna demora por razones personales o circunstancias inevitables,
mientras el observador está realizando un estudio de tiempos, se fijará, con todo
cuidado, en la actuación del operario durante el curso del mismo.
Muy rara vez esta actuación será conforme a la definición exacta de lo
que es la " normal “. De aquí se desprende que es esencial hacer algún ajuste al
tiempo medio observado, a fin de determinar el tiempo que se requiere para que
un individuo normal ejecute el trabajo a un ritmo normal. El tiempo real que
emplea un operario superior al estándar para desarrollar una actividad, debe
19
aumentarse para igualarlo al del trabajador normal; del mismo modo, el tiempo
que requiere un operario inferior estándar para desarrollar una actividad, debe
aumentarse para igualarlo al del trabajador normal.
Del mismo modo, el tiempo que requiere un operario inferior al estándar
debe reducirse al valor representativo de la actuación normal. Sólo de esta
manera es posible establecer un estándar verdadero en función de un operario
normal.
Cálculo de tiempo normal
TN= Tiempo normal
RTTRTN ×=TR= Tiempo Real
RT= Ritmo de Trabajo
3.2.4 Ritmo de Trabajo
El ritmo de trabajo lo determina la persona que está realizando el estudio
de la operación, y se refiere a la velocidad y esfuerzo con la que el operador
está trabajando. El ritmo de trabajo de una operación depende mucho del juicio
del observador, así como del método que utilice para determinar la velocidad
normal de ejecución; sin embargo, invariablemente el observador tiene que
comparar la velocidad del operador con su propio concepto de velocidad normal
20
de ejecución, para finalmente determinar un ritmo de trabajo dado en porcentaje,
donde el 100% representa la velocidad normal de ejecución de la operación.
Las variaciones del tiempo efectivo que lleva un elemento dado, puede
deberse a factores que dependan del operador o que sean ajenos a su voluntad.
Los factores que influyen en el ritmo de trabajo son (Oficina Internacional del
Trabajo 1997).
• Las variaciones de la calidad del material utilizado.
• La mayor o menor eficacia de las herramientas o del equipo de trabajo,
dentro de su vida normal.
• Los pequeños cambios inevitables en los métodos o condiciones de
ejecución.
• Las variaciones en la concentración mental necesaria para ejecutar
ciertos elementos.
• Los cambios de clima y otros factores del medio ambiente, como luz,
temperatura, etc.
Según Barnes (1979), existen seis sistemas para determinar el ritmo de
trabajo de un operador:
a) Valoración según habilidad y esfuerzo: Hacia 1966, Charles E. Bedaux
introdujo en los Estados Unidos el sistema Badaux de pagos de salarios y

21
de control de la mano de obra. Su plan estaba basado en el estudio de
tiempos, expresando los tiempos estándares en puntos o “Bes”. Un punto
o B era simplemente otro nombre de lo que ahora llamamos minuto
estándar. Su procedimiento de estudio de tiempos tenía en cuenta la
valoración de la habilidad y el esfuerzo del obrero y el empleo de una
tabla de suplementos por fatiga. Bedux valoraba en 60 puntos la
actuación normal, o dicho de otro modo, un obrero trabajando a ritmo
normal debía producir 60 puntos por hora y para alcanzar la primera
media, de 70 a 80 puntos por hora.
b) Sistema Westinghouse de valoración: Para valorar la actuación del
obrero, se ideó un sistema de 4 factores, que fue publicado por primera
vez en 1927. Estos cuatro factores son: habilidad, esfuerzo, condiciones
de trabajo y regularidad. Para cada factor existe una escala de valores
numéricos dispuestos en forma tabular y el tiempo elegido obtenido del
estudio de tiempos, se normaliza multiplicándolo por la suma de las
evaluaciones de los cuatro factores.
c) Valoración Sintética: Se le da este nombre a un método para valorar la
velocidad del operario partiendo de valores predeterminados de los
tiempos empleados en los movimientos. El procedimiento consiste en
hacer un estudio de tiempos por el método corriente y comparar luego el
tiempo real de tantos movimientos como sea posible, con los valores
predeterminados para los mismos elementos, pudiendo establecer una

22
relación entre el valor predeterminado del tiempo para cada elemento y su
valor real. Esta relación en el índice de actuación, factor de valoración o
ritmo de trabajo para el operador es lo que se refiere a un elemento.
d) “Valoración Objetiva”: En primer lugar, la velocidad del operador se
compara con un ritmo estándar, que es independiente de la dificultad de
la tarea. El observador se limita a valorar la velocidad de los movimientos
o ritmo de la actividad, sin prestar atención al trabajo mismo. Una vez
valorado el ritmo, se añade un suplemento según la dificultad de la tarea,
en la cual se consideran seis clases, a la que corresponde una tabla de
porcentajes. Los seis factores que se tienen en cuenta son: 1) la amplitud
de movimientos del cuerpo; 2) uso de pedales; 3) trabajo con ambas
manos; 4) coordinación de los ojos y manos; 5) exigencia de
manipulación; 6) peso.
e) Valoración fisiológica del nivel de actuación: Se han hecho muchos
estudios acerca de la relación entre el trabajo físico y la cantidad de
oxígeno consumida por el sujeto. Más recientemente se ha descubierto
que la variación en el ritmo cardíaco, es también una fuente fidedigna de
la actividad muscular y, además, mucho más fácil de realizar que la del
consumo de oxígeno, pudiendo emplearse un estetoscopio ordinario y un
cronómetro. El procedimiento consiste en que la persona cuyo trabajo se
estudia, realice su tarea durante cierto tiempo; medir su ritmo cardíaco al
término de ese período y nuevamente uno, dos y tres minutos después de
23
cesar el trabajo, mientras el sujeto descansa sentado. Parece posible
determinar un ritmo cardíaco normal o básico, en cuyo caso podrán
medirse nuevas tareas, tomando aquel valor como referencia. Así, por
ejemplo; si un operador, trabajando según un método determinado, tornea
cinco piezas en diez minutos, el cambio de su ritmo cardíaco (a partir del
estado en reposo) será un índice del esfuerzo requerido para esa tarea
determinada.
f) Valoración de la actuación: En Estados Unidos, el sistema más empleado
es el de valorar un solo factor: velocidad o ritmo del operador. La cifra 100
representa el desempeño estándar. Si el analista opina que la operación
se está realizando a una velocidad inferior a la que en su concepto es la
normal, aplicará un factor menor a 100, por ejemplo 90 ó 75, o lo que le
parezca representar la realidad. Si, en cambio, opina que el ritmo efectivo
de trabajo es superior a la norma, aplicará un factor superior a 100 por
ejemplo 110 ó 120.
3.2.5 Muestreo del Trabajo
El muestreo del trabajo es definido como un método para encontrar un
porcentaje de ocurrencia de una cierta actividad por muestreo estadístico y
observaciones al azar (I.L.O.G., 1979). Otra definición dada por Niebel (1990) es
que es una técnica que se utiliza para investigar las proporciones del tiempo
24
total, dedicadas a las diversas actividades que componen una tarea, actividad o
trabajo.
También se puede definir como una técnica en la cual se realiza un gran
número de observaciones, a un grupo de máquinas, procesos u operarios
durante un período de tiempo. Cada observación registra lo que está ocurriendo
en ese instante y el porcentaje de observaciones registrado para una actividad
particular o demora, es una medida del porcentaje de tiempo durante el cual esta
actividad o demora ocurren. El porcentaje de tiempo dedicado a una actividad
particular se establece a partir de un número de observaciones realizadas al
azar.
La utilización del muestreo de trabajo es considerado como un método
adecuado para ser utilizado en estudios, donde la operación no es repetitiva o
que se producen con irregularidad cuando no se dispone de descripciones
completas de los métodos y frecuencias. Esto es debatible, ya que la utilización
del muestreo dependerá del tipo de muestreo seleccionado para llevar a cabo el
estudio. Salvendry (1991) menciona cuatro tipos de muestreo al azar que son:
sistemático, estratificado continuo, estratificado no continuo y restringido. A
pesar de que el muestreo de trabajo no es recomendado para establecer
estándares de trabajo a la mano de obra directa, si es posible llevarlo a cabo si
se selecciona el tipo de muestreo adecuado.

25
Un tiempo estándar mediante muestreo de trabajo puede ser determinado
mediante la siguiente fórmula:
OPTPcRcAFTE
××××
=100
TE = Tiempo estándar
AF = Factor de tolerancia = (1 + valor/100)
Rc = Calificación promedio del ritmo de trabajo sobre la base de 100
Pc = Porcentaje de observaciones del elemento
T = Tiempo total del estudio
OP = Número de piezas producidas durante el estudio
Y su precisión está dada por:
2)1(Pr
NPcPcPc −
+=
Pr = Precisión del estudio con respecto a los puntos fuera de área en tanto por
uno.
N = Número de observaciones totales del estudio.
3.2.6 Visión por Computadora
El sistema de Determinación del Tiempo Estándar por Visión por
Computadora, tiene la finalidad de determinar un tiempo estándar de una
operación de producción, mediante el tratamiento y análisis de una serie de

26
imágenes digitales, que como resultado arroja dos puntos por imagen (los dos
puntos representan a la mano izquierda y derecha del operador), mismos que se
almacenan en una base de datos, que posteriormente se clasifican y se utilizan
para el cálculo del tiempo estándar. El proceso total puede ser dividido en tres
módulos que son (De la Riva, 2000):
• Procesamiento de la imagen. Con la cámara de video (conectada a la
computadora) se toman imágenes de la tarea que se está estudiando y se
procesan, con la finalidad de generar a lo máximo dos coordenadas por
cada una de las imágenes, correspondientes a cada mano del operador.
Al realizar el estudio, la secuencia de imágenes que se toman se van
procesando y al mismo tiempo se va creando un archivo con las
coordenadas del par de puntos.
• Análisis de los puntos. Se identifica y clasifica cada punto contenido en un
archivo creado en la sección de procesamiento de la imagen, de acuerdo
a la secuencia y los elementos del proceso de trabajo.
• Cálculo del tiempo estándar. Se calculan los tiempos normales de cada
elemento y el tiempo estándar de la operación; además se muestrea la
estadística del comportamiento del método de ejecución de la tarea.
3.2.7 Medición del Trabajo por Video
El pionero del Método de la Medición del Trabajo por Video fue el Dr.
James M. de la Universidad de Notre Dame. Este método utiliza equipo de

27
cómputo y video para la determinación del tiempo estándar, respetando los
principios de F.W. Taylor (Daschbach, 1980).
Inicialmente el video sólo se utilizó para entrenamiento de los operadores
mediante la repetición de la grabación, hasta que el operador se aprendía el
método en que debía ejecutarse la tarea; posteriormente se integró un sistema
de video para medir el trabajo. Este consiste en una cámara de video, que
integra un gatillo (que se opera manualmente) el cual al ser oprimido envía una
señal a la computadora, indicando el final y/o inicio de cada elemento de la
tarea; además, cuenta con sensores de reconocimiento de voz por medio de los
cuales, la computadora capta las indicaciones de las actividades fuera de la
secuencia de operación como interrupciones, retardos y elementos fuera de
secuencia.
Con el auxilio de un mezclador de video, en el monitor de la computadora
se despliega una imagen compuesta de la toma en vivo de la cámara, a la cual
se sobrepone en forma gráfica la información generada por la computadora
durante el estudio. La información desplegada durante el estudio es: los tiempos
del elemento anterior-actual-siguiente, el número del elemento de la tarea, la
palabra activada por el detector de voz por la demora, el estado-gráficas-
símbolos de los tiempos de demora, los tiempos de demora, los sensores de

28
producción por los que se corta directamente el elemento y por último una
escala variable del ritmo de trabajo que se alimenta por el teclado.
Toda la información se va almacenando en la computadora
proporcionando al final un reporte impreso con la información del estudio, en el
cual está incluido, entre otros datos, el tiempo estándar de cada elemento y de la
tarea completa. Una de las ventajas principales del sistema es que cuenta con el
video para verlo cuantas veces sea necesario para su análisis, para ser utilizado
para entrenamiento y registro de las condiciones del medio ambiente del lugar
de trabajo (Daschbach y Henry, 1980).
Existe otro paquete llamado Sistema de Video por Multimedia (“MTVA”)
que fue recientemente lanzado al mercado. Fue desarrollado por Robert G.
Radwin y Thomas Yen de la universidad de Wisconsin-Madison con la
cooperación de industrias y consorcios gubernamentales (Nexgen Ergonomics,
1999). El sistema facilita al usuario identificar los eventos (elementos)
interactivamente utilizando puntos de interrupción (“break points”) en el video,
éstos señalan el inicio y terminación de un evento.
El video puede ser analizado a diferentes velocidades y en cualquier
secuencia (tiempo real, movimiento lento-rápido o cuadro por cuadro). MTVA
produce los reportes del estudio de tiempos, frecuencia de ocurrencias para

29
cada evento y análisis de posturas. El sistema opera mediante un menú
principal, desarrollado en Windows, el cual está compuesto de una serie de
ventanas que son: la de análisis de multimedia en video, la imagen (video) y
control de video.
A la ventana donde se realizan la mayoría de las operaciones del sistema,
se le llamó análisis de multimedia en video. En ésta se definen las actividades
que se van a analizar, la subdivisión de los elementos de cada actividad, así
como el establecimiento de los puntos de interrupción de cada elemento. El
establecimiento de los puntos de interrupción, es realizado manualmente
mediante la observación del video. Este sistema no es capaz de identificar
automáticamente en cada ciclo los puntos de interrupción que se establecen en
el primer ciclo.
Hay que congelar la imagen cada vez que se llega a un punto de
interrupción (definido) y señalarle a qué tipo de elemento corresponde en cada
ciclo. El tiempo de cada elemento es representado en la ventana de análisis de
multimedia de video, mediante una barra horizontal que representa cada uno de
los elementos que componen la tarea. Estos son identificados por medio de
colores, además, en esta ventana muestra otra información como es el número
de la imagen que se está viendo en la ventana y el tiempo del estudio. La
información generada por el sistema consiste en el tiempo de cada elemento,

30
frecuencia de los elementos en el estudio y datos estadísticos. Cuando se
selecciona un sistema de éste tipo en una aplicación industrial, se debe poner
atención a la sensibilidad de la cámara y al manejo de ésta (Schantz, 1981); las
primeras compañías en utilizar este método fueron Joy Manufacturing, Sibley
Machine and Foundry Corporation y Hobart Company of Troy.
3.3 Tiempos Predeterminados
Es la "colección de tiempos válidos asignados a movimientos y a grupos
de movimientos básicos, que no pueden ser evaluados con exactitud con el
procedimiento ordinario del estudio cronométrico de tiempos. Son el resultado
del estudio de un gran número de muestras de operaciones diversificadas, con
un dispositivo para tomar el tiempo, tal como la cámara de cine, que es capaz de
medir elementos muy cortos (Barnes, 1979). Los tiempos de movimientos son un
grupo de tiempos estándares asignados a movimientos fundamentales y grupos
de movimientos que no pueden ser evaluados precisamente con los
procedimientos ordinarios de estudios de tiempos con cronómetro (Freivalds,
2004).
Los sistemas de tiempos predeterminados, usan elementos para su
estudio como: Dedos de la mano, brazo, tronco, pie; también por otro lado
manejan tipos de control: factor de trabajo para detención definida, para control
direccional, etc. este tipo de diferentes factores permite análisis detallados y

31
precisos (García, 1998); por sus características, estos movimientos básicos se
pueden agrupar adecuadamente hasta formar los elementos completos de
operaciones, pudiendo cuantificar el tiempo de éstos sin necesidad del
cronómetro.
El sistema de tiempos predeterminados se utilizan para sintetizar las
estimaciones hechas, puesto que las diferentes operaciones manuales consisten
en combinaciones y permutaciones de un número limitado de movimientos de
los miembros del cuerpo, tales como mover la mano hacia un objeto, tomarlo,
trasladarlo y dejarlo, y debido a que cada una de estas pequeñas subdivisiones
son comunes a un gran número de operaciones manuales, es posible, técnica y
económicamente, obtener un tiempo esperado de ejecución para cada una de
ellas.
Por medio de estas subdivisiones básicas, conocidas simplemente como
movimientos, y sus tiempos de ejecución asociados, es posible llegar a:
a. Establecer los diferentes movimientos requeridos por un método dado.
b. Consultar las tablas de los valores de tiempos, para obtener el tiempo
esperado de ejecución de cada uno de estos movimientos.
c. Sumar estos tiempos para obtener un tiempo total esperado de ejecución
de ese método.
32
Los principales sistemas para el estudio de tiempos predeterminados son:
a. MTM ( Medición de Tiempos de Método)
b. READY WORK FACTOR
c. MODADPTS
d. MOST
El sistema MTM es considerado el estereotipo de este tipo de sistemas.
3.3.1 Sistema MTM
Es un procedimiento que analiza cualquier operación manual o método
por los movimientos básicos necesarios para ejecutarlos, asignando a cada
movimiento un tiempo tipo predeterminado, que se define por la índole del
movimiento y las condiciones en que se efectúa (García Criollo, 1998).
Este sistema no se basa sólo en tablas de tiempos para movimientos
básicos, sino que también establece las leyes sobre la secuencia de estos
movimientos. El MTM reconoce 8 movimientos manuales, nueve movimientos de
pie y cuerpo y dos movimientos oculares, el tiempo para realizar cada uno de
ellos se ve afectado por una combinación de condiciones físicas y mentales. La
ley por la que se rige el uso de los movimientos es llamado el " principio de la
reducción de movimientos".

33
El sistema MTM tiene varias limitaciones como el hecho de que no abarca
elementos controlados mecánicamente, ni movimientos físicamente restringidos
de proceso. El MTM es el único sistema de tiempos predeterminados que ha
publicado sus datos en el libro, “La medida racional del trabajo- MTM y sistemas
de tiempos predeterminados”, de D.W. Karger y F.H. Bayha. Es un
procedimiento para perfeccionar los métodos y establecer los tiempos de
producción como resultado de reconocer, clasificar y describir los movimientos
empleados o requeridos para ejecutar una operación dada y asignarles tiempos
normales predeterminados; hay diferentes versiones del MTM (MTM-1, MTM-2,
MTM-3) siendo la más potente de ellas el MTM-1, puesto que es la que llega al
más bajo nivel en la descomposición de los movimientos necesarios para
realizar una operación dada.
Para asignar estos tiempos antes referidos se descomponen las operaciones
en movimientos elementales que en el caso del MTM-1 son:
a) Movimientos de los miembros superiores. Elementos básicos: alcanzar,
mover, coger, posición, soltar y desmontar.
b) Movimientos secundarios: girar, aplicar presión y manivela
c) Movimiento de los miembros inferiores: movimiento del pie y movimiento
de la pierna.
d) Movimientos del Cuerpo.

34
• Desplazamientos: andar y paso lateral.
• Flexión: giro del cuerpo, doblarse, agacharse, sentarse, poner una
rodilla en el suelo, arrodillarse, levantarse.
e) Movimientos visuales: Enfoque ocular y recorrido ocular.
El MTM fue creado por tres ingenieros norteamericanos llamados: H.B.
Maynard, D.J.Stegemerten y J.L. Schawb en la década de los cuarenta, después
de haber realizado estudios preliminares en Westinghouse Electric Corporation.
En 1945 el “Methods Engineering Council” permite terminar los estudios
iniciados en este campo y después de 1947 el MTM es difundido primero en los
EE.UU. y después en el resto del mundo.
Maynard, Stegemerten y Schawb comenzaron el estudio de un sistema
para determinar los métodos precisos de realización de una producción antes de
que ésta comenzara. Si los operarios ya estaban preparados de antemano, en el
mejor método, las posibilidades de mejora posterior serían menores y por tanto,
el producto más rentable desde un principio, aparte de los gastos de formación
que serían menores.
Se decidieron a estudiar las operaciones comunes con el fin de obtener
fórmulas de métodos y comenzaron observando las operaciones realizadas en

35
una taladradora sensitiva. Los resultados obtenidos les sorprendieron incluso a
ellos, porque se dieron cuenta de que después de usarlos en otros trabajos
diferentes y de haber obtenido resultados correctos, habían, separado
verdaderos movimientos de base y establecido tiempos correctos para cada uno
de ellos.
El MTM es un lenguaje universal de símbolos, de tal forma que dos
personas formadas convenientemente, que no conozcan el idioma de su
interlocutor, son capaces de comprender sin hablarse, los trabajos realizados
por este método de cualquiera de ellos. Para velar por la buena aplicación de
este método y su universalidad, existe un consejo mundial MTM y asociaciones
en diversos países, adheridas a éste. Los investigadores crearon una nueva
unidad de tiempo que facilitaba los cálculos y que denominaron TMU (Time
Measurement Unit) cuyo valor es de 0.00001 horas, 0.0006 minutos, 0.036
segundos.
3.3.2 Sistema Ready Work Factor
El sistema Work-Factor ha alcanzado flexibilidad, desarrollando tres
diferentes procedimientos de aplicación, dependiendo de los objetivos del
análisis y de la exactitud requerida. Estos procedimientos son las técnicas
Detailed, Ready y Brief. Cada sistema es autosuficiente y no depende de
sistemas de más alto o más bajo nivel. Sin embargo, los sistemas
36
completamente compatibles pueden ser combinados. Además, una cuarta
técnica, Mento-Factor, proporciona estándares precisos para actividad mental.
El Detailed Work-Factor contiene estándares de tiempo precisos para
mediciones de trabajo por día o para planes de pago con incentivos, ya que
proporciona una herramienta precisa para el análisis de método. Se usa
principalmente para operaciones de ciclo corto y trabajo repetitivo. También se
emplea comúnmente para el desarrollo de datos estándar.
El Detailed Work-Factor contiene ocho descripciones elementales. Su
tabla de tiempos de movimientos tiene 764 valores de tiempo y es el más
detallado de todos los sistemas modernos de tiempos predeterminados de
movimientos. El Ready Work-Factor es apropiado para operaciones que no
requieren un análisis tan preciso como el Detailed Work-Factor. Generalmente
se aplica en trabajos con volúmenes de producción medianos.
El analista puede tener estándares de tiempos fáciles (ready), alrededor
de un tercio del tiempo requerido por el Detailed; la pérdida en exactitud
normalmente no excede de +5%. El Ready Work-Factor es también útil para
entrenar supervisores y obreros en simplificación del trabajo y conceptos de
tiempo de trabajo, porque muchos de sus tiempos y reglas pueden ser
memorizados rápidamente. El sistema Ready Work-Factor tiene nueve
37
descripciones elementales y su tabla de tiempos de movimientos tiene 154
valores de tiempo.
El Brief Work-Factor ofrece la tabla de tiempos de movimientos más
simples, combinando los diversos elementos estándares en segmentos de
trabajo. Se aplica a tareas que requieren menciones mucho menos detalladas,
como producciones de corrida corta, la porción manual de operaciones que son
principalmente realizadas por la máquina y operaciones no repetitivas con ciclos
largos de tiempo que suceden en el mantenimiento del taller, oficinas y muchas
otras funciones de mano de obra indirecta.
Los análisis Brief Work-Factor toman alrededor de un décimo del tiempo
requerido para un análisis Detailed y varían respecto de él en +-10%.
Frecuentemente los tiempos de operación se establecen a medida que se
ejecutan las operaciones y los tiempos se basan en observaciones de solamente
uno o dos ciclos. El Brief Work-Factor tiene cinco descripciones elementales y su
tabla de tiempos de movimientos tiene solamente 32 valores. Un subconjunto del
Brief Work-Factor, llamado Abridged Brief, tiene solamente cinco valores de
tiempos; sin embargo, posee una exactitud similar al Brief regular.
Todos los sistemas Work-Factor contienen valores de tiempo
suficientemente exactos para la pequeña cantidad de trabajo mental, asociada

38
con la mayor parte del trabajo productivo. Sin embargo, cuando el trabajo mental
representa una gran parte de la tarea, puede usarse el sistema Detailed Mento-
Factor. Este sistema mide la actividad mental; el Detailed o el Ready Work-
Factor miden las porciones manuales de la operación. El Detailed Mento-Factor
proporciona tiempos elementales para todos los procesos mentales
identificables requeridos en un trabajo útil. Puede usarse cuando hay necesidad
de mediciones precisas para funciones mentales que ocurren en operaciones de
inspección (auditiva, visual), lectura, corrección de pruebas tipográficas, cálculo,
uso de una computadora, igualación de colores y operaciones similares. Sus
tablas de tiempo abarcan 14 procesos básicos y tiene 710 valores de tiempo.
3.3.3 Sistema MODAPTS
La base de datos original para MODAPTS fue desarrollada por G.C.
Hiede en la actualidad miembro de la junta directiva de la Internacional
MODAPTS Board. Este investigador había estado utilizando Master Estándar
Data (MSD), creado por Dick Crossan y Harold Nance en 1962. Sin embargo
deseaba utilizar un método que permitiera el desarrollo de estándares sólidos,
más fácil y rápidamente. Llegó a familiarizarse con el MTM-2 a principios de la
década de 1960, y utilizándolo como base desarrolló un sistema que contenía
sólo valores de tiempo enteros y podría ser memorizado con facilidad. Luego se
introdujo MODAPTS en 1966. Esta denominación es un acrónimo de Modular

39
Arrangement of Predetermines Times Estándar. Actualmente, la base de datos
MODAPTS tiene 44 elementos.
El sistema está fundado en la idea de que todos los movimientos
corporales pueden expresarse en función de múltiplos de una unidad de tiempo
llamado MODE. Un MODE se define como el tiempo normal requerido para
efectuar íntegramente un movimiento simple de dedo y se le asigna un valor de
0.129 s, o sea .00215 min. Todo movimiento se identifica con una codificación
compuesta de dos partes; la primera es una letra que identifica la parte del
cuerpo implicada, y la segunda es un número multiplicador del valor de un
MODE, que permite obtener el tiempo que requiere terminar esa actividad.
Los elementos de MODAPTS se presentan en tres grupos: elementos de
movimientos, terminales y de apoyo (o soporte). Existen elementos para
objetivos pequeños y ligeros, así como para objetivos grandes y pesados; una
secuencia de movimientos representativa podría ser codificada como
M3G3M40P0. Esto representa un movimiento con el brazo para asir un objeto
plano (M3G3). Después el objeto se mueve hacia una localización general, como
podría ser a la otra mano (M4P0). El tiempo normal para esta secuencia sería 10
MODS, o sea 0.0215 min.
40
Ventajas del sistema:
• El sistema es simple de entender, así como fácil de aprender y usar.
• Las actividades de un trabajo se identifican fácilmente en función de los
elementos base de MODAPTS.
• Los datos pueden ser memorizados fácilmente por el analista como una
imagen y en consecuencia, la lectura de los datos de la tarjeta será
necesaria sólo en las primeras etapas de su uso por el analista experto.
• Existen menos cálculos que con otros sistemas.
3.3.4 Sistema MOST
El concepto MOST (Maynard Operation Sequence Technique) es un
sistema simplificado que elaboró Kjell B. Zandin y que fue originalmente aplicado
en Saa-Scania, Suecia, en 1967.
El MOST utiliza bloques más grandes de movimientos fundamentales que
el MTM y en consecuencia, el analista del contenido de trabajo de una operación
puede hacerse con más rapidez. El MOST utiliza 16 fragmentos de tiempos, e
identifica tres modelos de secuencia básicos y tres modelos de uso de equipo:
a) Secuencia de Mover General. Para movimiento espacial de un objeto que
está libremente en el aire.
b) Secuencia de Mover Controlado. Para el movimiento de un objeto cuando
se queda en contacto con una superficie, o se junta a otro objeto.

41
c) Secuencia de utilización de herramientas.
d) Secuencia de uso de Grúa Manual.
e) Secuencia de uso de Grúa Eléctrica.
f) Secuencia de uso de Montacargas.
Para identificar la forma exacta de cómo se ejecuta un movimiento general, los
analistas consideran 4 sub-actividades: distancia de acción, movimientos
corporales, obtener control y colocación.
• A. Distancia de Acción, la cual es primordialmente una distancia
horizontal e incluye cualesquier movimiento espacial de los dedos, manos
o pies. Ya sea con carga o sin carga. Cualesquier control externo de
estas acciones requiere el uso de otros parámetros.
• B. Movimiento del cuerpo (Body), incluye cualesquier movimiento
vertical, hacia arriba o hacia abajo, del cuerpo; o las acciones necesarias
para superar una obstrucción para el movimiento del cuerpo.
• G. Obtener control (Get), incluye cualesquier movimiento manual,
principalmente de los dedos, manos y pies, que se requiere para obtener
el control manual de los objetos y más tarde abandonar el control. Este
parámetro incluye varios movimientos cortos, cuyo objetivo es lograr el
control total del objeto antes de moverlo a otra ubicación.

42
• P. Colocar (Put), incluye cualesquier movimiento de la etapa final del
desplazamiento de un objeto, con el propósito de alinear, orientar, o
encajar el objeto con otro, antes de abandonar el control.
Estas actividades se ordenan en un modelo de la secuencia de la técnica
MOST, que consiste en una serie de parámetros organizados en una secuencia
lógica. Los analistas asignan números índices relacionados con tiempo a la sub-
actividad aplicable. El MOST utiliza como números índices 0, 1, 3, 6, 10 y 16. Es
relativamente fácil memorizar estos valores y su aplicación a las cuatro sub-
actividades de desplazamiento general.
El desplazamiento espacial de un objeto ocurre en tres fases distintas:
Obtener Poner Volver
A B G A B P A
Obtener: A B G
Describe cada una de las acciones usadas para llegar al objeto, los
movimientos del cuerpo y lograr el control del objeto:
43
A Indica la distancia que se desplaza la mano o el cuerpo para llegar al objeto.
B Representa la necesidad para el movimiento del cuerpo.
G El grado de dificultad para obtener el control del objeto.
Poner: A B P
Describe cada una de las acciones necesarias para mover el objeto de
una locación a otra:
A Indica la distancia que la mano o el cuerpo viaja con el objeto.
B Describe la necesidad de movimientos del cuerpo durante el mover, antes de
colocar el objeto.
P Representa la manera en la cual se coloca el objeto.
Volver: A
Indica la distancia recorrida por el operador para volver al sitio de trabajo,
después de colocar algún objeto. En la tabla 3.1 podemos observar cada uno de
los modelos de secuencias del sistema de tiempos predeterminados MOST.

44
Tabla 3.1 MOST Básico Técnica de Medida del Trabajo.
Actividad Modelo de Secuencia Sub-actividades
Mover General A B G A B P A A. Acción a distancia
B. Movimiento del cuerpo
G. Obtener control
P. Colocar
Mover Controlado A B G M X I A M. Movimiento controlado
X. Tiempo del proceso
I. Alineación
Uso/Manejo de
Herramientas
A B G A B P * A B P A F. Apretar
L. Soltar
C. Cortar
S. Tratar superficie
M. Medir
R. Registrar
T. Pensar
Uso de Grúa Manual A T K F V L V P T A A. Distancia de Acción
T. Transportar grúa vacía
K. Enganchar y desenganchar
F. Liberar objeto
V. Movimiento vertical
L. Mover con Carga
P. Colocar
Uso de Grúa Eléctrica A T K T P T A A. Distancia de acción
T. Transporte
K. Enganchar y desenganchar
P. Colocar
Uso de Montacargas A S T L T L T A A. Distancia de acción
S. Arrancar y parar
T. Transportar
L. Cargar o descargar
45
Secuencia de Mover General, consiste en las siguientes etapas:
a) Alcanzar con una o dos manos los objetos, con movimientos del cuerpo, o
sin ellos; con pasos o sin pasos.
b) Obtener control manual del objeto.
c) Mover el objeto a una distancia hacia el punto donde ha de colocarse, con
movimientos del cuerpo, o sin ellos; con pasos o sin pasos.
d) Colocar el objeto en una posición temporal o final.
e) Volver al lugar inicial.
(Tarjetas de datos del mover general apéndice tabla 1)
Ejemplo de una secuencia de movimientos, con Mover General:
Un hombre camina cuatro pasos para levantar una maleta del piso, y sin
moverse más, la coloca sobre una mesa que está a su alcance.
A6 B6 G1 A1 B0 P1 A0
(6 + 6 + 1 + 1 + 0 + 1 + 0) * 10 = 150 TMU
A6 Caminar cuatro pasos hasta la ubicación del objeto.
B6 Agacharse y levantarse.
G1 Obtener control de un objeto liviano.
A1 Dentro del alcance.
B0 No hay movimiento del cuerpo.
P1 Colocar la maleta sobre la mesa.
A0 No vuelve a su lugar inicial.

46
La secuencia de desplazamiento controlado cubre operaciones manuales
como hacer girar, tirar de una palanca de arranque, accionar un volante de
dirección o activar un interruptor de arranque. En la ejecución de las secuencias
de desplazamiento controlado pueden prevalecer las siguientes sub-actividades:
Distancia de acción, movimiento corporal, obtener control, movimiento
controlado, tiempo de proceso y alineación:
• M Movimiento controlado.
• X Tiempo del proceso.
• I Alineación.
(Tarjetas de datos de movimientos controlados apéndice tabla 2)
Ejemplo de una secuencia de movimientos, con mover controlado:
Un operador que está situado frente a un torno, camina seis pasos hacia
una pieza pesada que está sobre el suelo. Toma la pieza, vuelve a la máquina y
mediante varios ajustes, la coloca en el mandril de tres mordazas. La pieza debe
introducirse 10 cm. (4 pul.) dentro de las mordazas.
A10 B6 G3 A10 B0 P3 A0
A0 B0 G0 M1 X0 I0 A0
(10 + 6 + 3 + 10 + 0 + 3 + 0) * 10 = 320 TMU
(0 + 0 + 0 + 1 + 0 + 0 + 0) * 10 = 10 TMU
---------------
330 TMU
47
Sea una actividad:
Alcanzar una palanca, moverla y engranarla con la palanca de alimentación.
A1 B0 G1 M1 X0 I0 A0
Donde:
A1 Alcanzar una palanca.
B0 No hay movimiento del cuerpo.
G1 Obtener control de un objeto liviano.
M1 Mover la palanca hasta 30 cm. para meter la alimentación.
X0 Tiempo del proceso de aproximadamente 3.5 seg.
I0 No hay alineación.
A0 No volver al lugar inicial.
Mover controlado, representa cerca del 33% de las actividades que
ocurren en un taller de maquinaria.
La secuencia en MOST de uso de equipo y/o herramientas como cortar,
calibrar, sujetar y escribir o grabar herramientas están cubiertas por esta
secuencia. El modelo de uso de herramientas/uso de equipo abarca una
combinación de actividades de desplazamiento controlado. Otras sub-
actividades únicas para esta actividad incluyen: sujetar, aflojar, cortar, tratar
superficie, registrar pensar y medir.
(Tarjetas de datos del uso de Herramientas apéndice tabla 3)

48
(Tarjetas de datos del manejo de herramientas apéndice tabla 4)
Ejemplo de una secuencia de utilización de herramientas:
Sea una actividad: Uso de una llave de tuercas.
A1 B0 G1 A1 B0 P3 F10 A1 B0 P1 A0
(10 + 0 + 10 + 10 + 0 + 30 + 10 + 10 + 0 + 10 + 0) = 90 TMU.
Donde:
A1 Alcanzar la llave de tuercas.
B0 No hay movimiento del cuerpo.
G1 Obtener control de la llave.
A1 Mover la llave a un cerrador dentro del alcance.
B0 Tiempo del proceso de 3.5 seg.
P3 Colocar la llave sobre el cerrador.
F10 Apretar el cerrador con la llave.
A1 Mover la llave a una distancia dentro del alcance.
B0 No hay movimiento del cuerpo.
P1 Colocar la llave sobre el cerrador.
A0 No volver al lugar inicial.
Las unidades de tiempo usadas en MOST se llaman unidades de medida
de tiempo, TMU (Time Measurement Unit).
49
La equivalencia en tiempo son las siguientes:
1 TMU equivale a: 0.00001 hora.
1 TMU equivale a: 0.0006 minutos
1 TMU equivale a: 0.036 segundos.
El modelo de secuencia de uso de grúa manual, trata con el movimiento
de objetos, usando una grúa transversal manual. El modelo de secuencia es
apropiado para una grúa que pueda ser de brazo o una de puente de acero,
siempre que la grúa se mueva lateral y longitudinalmente con la mano, y no con
la electricidad.
Así como la secuencia de movimiento general, todas las operaciones
manuales pueden ser identificadas con una cierta secuencia de eventos los
cuales se repiten de ciclo en ciclo, independientemente de la descripción tamaño
o nombre del objeto que se mueve y la secuencia es descrita de la siguiente
manera:
A T K F V L V P T A
• A Distancia de acción
• T Transportar grúa vacía
• K Enganchar y desenganchar
• F Liberar objeto
• V Movimiento vertical

50
• L Mover con carga
• P Colocar
(Tarjetas de datos de uso de grúa manual apéndice tabla 5)
Ejemplo de una secuencia de uso de grúa manual:
Un operador de máquina camina 3 mts. a una grúa y la transporta
manualmente hacia un escantillón de 30 kg localizado a 2 mts. El escantillón, el
cual se encuentra sobre un pallet, es enganchado a la grúa con un enganche
sencillo y movido 4.5 mts hacia una mesa de trabajo que está a 1 mt. más alta
que el pallet. El escantillón es bajado 10 cm y colocado encima de la mesa. El
operador transporta la grúa vacía 1 mt y regresa hasta la mesa.
A6 T16 K24 F3 V16 L24 V3 P3 T10 A3
(60 + 160 + 240 + 30 + 160 +240 + 30 + 30 + 100 + 30) = 1080 TMU.
El modelo de secuencia de uso de grúa eléctrica, trata con el movimiento
de objetos usando una grúa transversal eléctrica. El modelo de secuencia es
apropiado para una grúa aérea de puente, siempre y cuando se mueva
lateralmente y longitudinalmente con electricidad. Este modelo de secuencia es
descrito de la siguiente manera:
A T K T P T A
• A Distancia de Acción
51
• T Transporte
• K Enganchar y Desenganchar
• P Colocar
(Tarjetas de datos de uso de grúa eléctrica apéndice tabla 6)
Ejemplo de una secuencia de uso de grúa eléctrica:
Un operador camina 27 mts. hacia el panel de control de una grúa
eléctrica y transporta la grúa hacia una parte que está a 0.8 mts. La parte se
conecta con un gancho y una banda y es transportada 0.5 mts donde es
colocada con un doble cambio de dirección. El operador entonces mueve la grúa
3 mts fuera del camino de regreso hacia la parte.
A6 T16 K24 T10 P16 T16 A1
(600 + 1600 + 2400 + 1000 + 1600 + 100) = 8900 TMU.
La secuencia de montacargas concierne primeramente con el trasporte
horizontal de material de un lugar a otro usando un “dispositivo”. El equipo
cubierto por esta secuencia cae dentro de dos categorías generales:
Montacargas operados desde una posición de “manejo” y aquellos que requieren
caminar.

52
Montacargas de Manejo: Montacargas con motor, almacenador en alto.
Montacargas para caminar: Carretones de mano (dos a cuatro ruedas),
levantador de plataforma sencilla, almacenador bajo.
El modelo de secuencia para uso de Montacargas es descrito de la siguiente
manera:
A S T L T L T A
• A Distancia de Acción
• S Arrancar y Parar
• T Transportar
• L Cargar o Descargar
(Tarjetas de datos de uso Montacargas apéndice tabla 7)
Ejemplo de una secuencia de uso de Montacargas:
Un operador camina 36 m hacia un montacargas, sube al asiento y
enciende el motor. La maneja 4 mts, donde una tarima es levantada del suelo y
transportada 23 mts y colocada en un estante de tarimas. El montacargas se
estaciona luego a 9 mts de retirado, y el operador regresa 18 mts hacia el área
de trabajo.
A6 S6 T1 L6 T6 L10 T3 A3
(600 + 600 + 100 + 600 + 600 + 1000 + 300 + 300) = 4100 TMU.

53
La medida del trabajo se utiliza cuando se quiere saber el tiempo
requerido para cumplir la planificación, la determinación de la calidad de la
ejecución y establecer los costos. Así, para la fabricación de un producto nuevo,
se podría:
a) Determinar el costo laboral total del producto y la cantidad de obreros que
se requieren.
b) Precisar el número de máquinas, la cantidad de materiales requeridos y
cuándo se deben de recibir.
c) Determinar el programa total de producción y el establecimiento de
metas.
d) Llevar hasta el final la producción y el cumplimiento de las metas.
e) Comprobar la eficiencia del departamento o de individuos.
f) Conocer los gastos reales de producción y pagar de acuerdo con
resultados.
3.4 Carga de Trabajo
La carga de trabajo es cualquier actividad laboral que exige determinadas
capacidades físicas y mentales del trabajador, para alcanzar los objetivos
establecidos en la planificación de la producción de bienes y servicios. El INSHT
(Instituto Nacional de Seguridad e Higiene en el Trabajo) define la carga de
trabajo como el conjunto de requerimientos psicofísicos a los que se ve sometido
el trabajador a lo largo de su jornada laboral, para realizar una valoración
54
correcta de dicha carga o actividad del individuo frente a la tarea, hay que
valorar los dos aspectos reflejados en la definición, o sea, el aspecto físico y el
aspecto mental, dado que ambos coexisten en proporción variable, en cualquier
tarea.
Para Nogareda (2006), el trabajo es una actividad humana a través de la
cual el individuo, con su fuerza y su inteligencia, transforma la realidad. La
ejecución de un trabajo implica el desarrollo de unas operaciones motoras y
unas operaciones cognoscitivas. El grado de movilización que el individuo debe
realizar para ejecutar la tarea, los mecanismos físicos y mentales que debe
poner en juego, determinará la carga de trabajo.
La ejecución de un trabajo cubre un doble fin: por una parte conseguir los
objetivos de producción y por otra, desarrollar el potencial del trabajador. Es
decir, que a partir de la realización de la tarea, el individuo puede desarrollar sus
capacidades. En estos términos no suele hablarse del trabajo como una "carga”;
normalmente este concepto tiene una connotación negativa y se refiere a la
incapacidad o dificultad de respuesta en un momento dado; es decir, cuando las
exigencias de la tarea sobrepasan las capacidades del trabajo.
Una carga de trabajo relativamente alta puede determinar una
recuperación insuficiente tras la jornada laboral, produciendo efectos negativos
55
en la salud a largo plazo, como la fatiga crónica o los trastornos músculo
esqueléticos. Estos efectos, a su vez, pueden afectar de manera negativa a la
capacidad física del trabajador (Tortosa et al. 2004). Cuando la carga es
excesiva, aparece la fatiga, que es la disminución de la capacidad física y mental
de una persona, después de haber realizado un trabajo durante un período
determinado, esta fatiga puede ser física y/o mental.
La fatiga física está determinada por los esfuerzos físicos, las posturas
de trabajo inadecuadas, los movimientos y la manipulación de cargas realizadas
de forma incorrecta. La fatiga mental o nerviosa obedece a una exigencia
excesiva de la capacidad de atención, análisis y control del trabajador, por la
cantidad de información que recibe y a la que, tras analizarla e interpretarla,
debe dar respuesta.
Determinadas tareas administrativas, de control y supervisión, de
regulación de procesos automáticos, de introducción de datos en máquinas, la
conducción de vehículo, son causantes de sobrecarga mental, que se traduce en
estrés laboral. Ramírez (1991), expresa que la fatiga es un estado de ánimo
humano que causa modificaciones fisiológicas del cuerpo, o cansancios
psicológicos, como consecuencia de lo cual, la disminución del rendimiento en el
trabajo se hace presente. Su influencia en la productividad es doblemente
negativa: por una parte la fuerza del trabajo disminuye, con lo que el rendimiento

56
baja; y en segundo lugar es causa de una serie de accidentes laborales, lo que
se traduce en pérdida de tiempo, material, disminución de la producción y gastos
médicos.
Si se toman en cuenta los tiempos asignados por tarea más los tiempos
de reposo y la cantidad de tiempos, a partir de la cual se comienza a sentir fatiga
o cansancio, una combinación de estos pudiera disminuir considerablemente el
esfuerzo. La fatiga se presenta a partir de las 2 ½ horas de trabajo y por la tarde
decrece más o menos una hora antes de terminar el ciclo laboral (Ramírez,
1986).
100%
80%
60%
40%
20%
0%7 8 9 10 11 12 13 14 15 16 17
Horas de Trabajo
Rendimiento
FatigaRendimiento
Fatigacomida
Figura 3.1: García, R. (1998), Comportamiento de la Fatiga Durante un
Turno de Trabajo
3.4.1 Carga Máxima de Trabajo
El VO2max (consumo de oxígeno máximo) no debe exceder del 50%
suponiendo que existe la posibilidad de tener descansos y suponiendo que no se
pueden realizar descansos el VO2max no debe de exceder el 33% (IImarinen,
57
2002). Es importante que las cargas físicas de trabajo disminuyan con la edad,
debe de haber ejercicio regular para mantener la capacidad cardiovascular para
llegar al menos al promedio, debido a la edad; las demandas de trabajo
cardiovascular deben de ser al menos 20% para mujeres de edad avanzada que
para hombres en la misma situación. Bink (1962), propuso un límite aceptable de
gasto de energía de 5.33Kcal/min para un día de trabajo de 8 horas. Este
número corresponde a un tercio del gasto máximo de energía del hombre
promedio en los Estados Unidos (para mujeres sería 1/3 de 12 = 4 Kcal/min).
En cuatro años el VO2max puede disminuir o incrementarse en un 25%
en hombres y mujeres después de los 45 años. Estos cambios son fuertemente
dependientes del ejercicio aeróbico o falta del mismo durante los siguientes
años. Mujeres con 45 años de edad con promedio de 2.01 l/min pueden trabajar
en puestos en donde el VO2max no exceda de 1.01 l/min, volúmenes de 0.751
de oxígeno por minuto representa una posición sentada o liviana (llmarinen
2002).
La frecuencia cardíaca promedio en el trabajador se puede comparar con
la frecuencia cardíaca de descanso, en donde se propone que un incremento
aceptable es de 40 pulsaciones/min por 1 Kcal/min. Así, una carga de trabajo de
5.33 Kcal/min produce un aumento de 40 pulsaciones/min (Grandjean, 1988). En
Nievel y Freivalds, (2004) estudios previos recomiendan que las exigencias para
58
una actividad física debieran estar entre 30 y 50% de la capacidad máxima del
trabajador. Jorgersen (1985) sugiere el 30-35% de esfuerzo aeróbico para el
trabajo físico combinado, incluyendo operaciones de manejo de materiales, los
estudios de Binks, (1962) sugieren en general que 1/3 de la capacidad aérobica
máxima sea aceptable durante 8 horas de trabajo.
Astrand, (1964) ha enfatizado no exceder del 50% para evitar efectos de
tensión en grupos musculares grandes, ya que al sobrepasar este porcentaje,
disminuye el peso corporal, la frecuencia cardíaca no alcanza un estado de
uniformidad y la incomodidad subjetiva aumenta a lo largo del día. (Ferrer et. Al.
1997) mencionan que es importante no sobrepasar la mitad de la capacidad
aeróbica ya que el metabolismo entra en juego, por lo que es necesario diseñar
las tareas por debajo de este consumo.
Kroemer et. Al., (2003), afirman que si la carga de trabajo se encuentra
por abajo del 50% de la capacidad máxima del consumo de oxígeno del
trabajador, entonces este consumo de oxígeno, el ritmo y compromiso cardíaco
podrán alcanzar y mantenerse en el nivel de suministro requerido. Del mismo
modo IImarinen, (1992) concluye como una recomendación internacional que el
trabajo físico no puede requerir más de la mitad del máximo VO2max (Consumo
de oxígeno máximo).
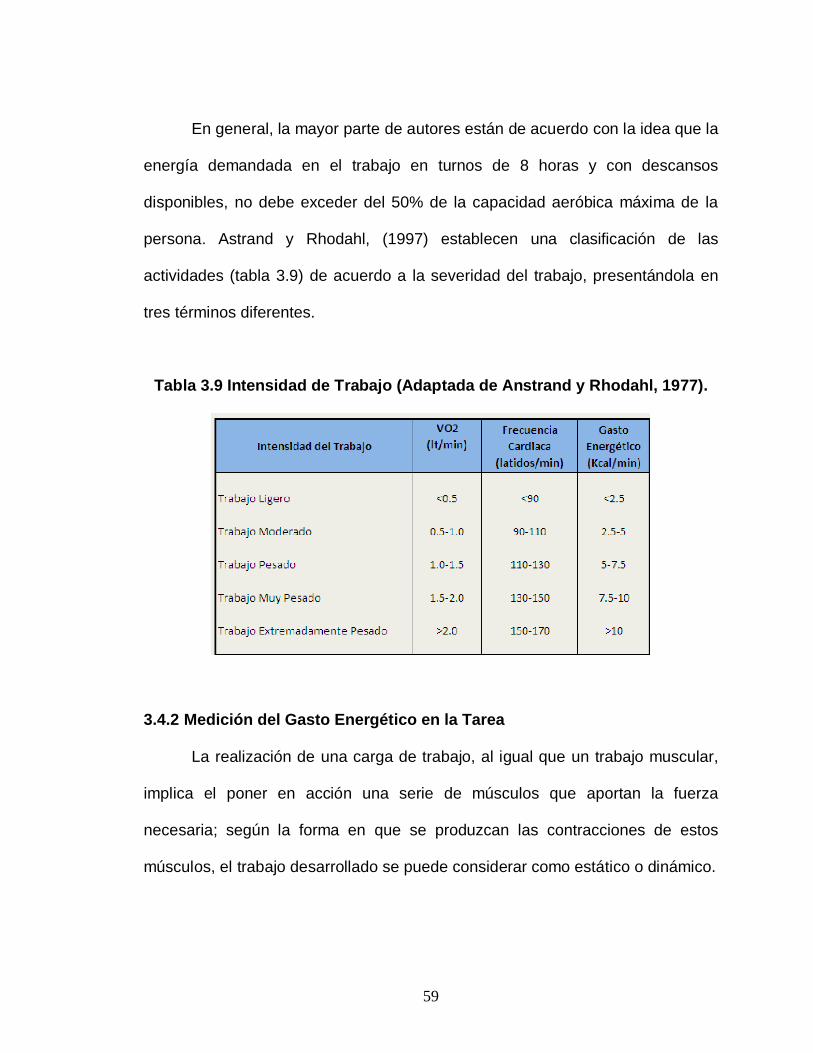
59
En general, la mayor parte de autores están de acuerdo con la idea que la
energía demandada en el trabajo en turnos de 8 horas y con descansos
disponibles, no debe exceder del 50% de la capacidad aeróbica máxima de la
persona. Astrand y Rhodahl, (1997) establecen una clasificación de las
actividades (tabla 3.9) de acuerdo a la severidad del trabajo, presentándola en
tres términos diferentes.
Tabla 3.9 Intensidad de Trabajo (Adaptada de Anstrand y Rhodahl, 1977).
3.4.2 Medición del Gasto Energético en la Tarea
La realización de una carga de trabajo, al igual que un trabajo muscular,
implica el poner en acción una serie de músculos que aportan la fuerza
necesaria; según la forma en que se produzcan las contracciones de estos
músculos, el trabajo desarrollado se puede considerar como estático o dinámico.

60
El trabajo muscular se denomina estático cuando la contracción de los
músculos es continua y se mantiene durante un cierto período de tiempo
mientras que el trabajo dinámico, por el contrario, produce una sucesión
periódica de tensiones y relajamientos de los músculos activos, todas ellas de
corta duración, aunque en la práctica, excepto en casos muy característicos, la
frontera entre trabajo estático y dinámico no es fácil de determinar, es importante
mantener esta distinción por las consecuencias que se derivan de uno y otro tipo
de trabajo.
La consecuencia fundamental viene determinada por las diferencias que
se producen en la irrigación sanguínea de los músculos, que es la que en
definitiva, fija el límite en la producción del trabajo muscular. Dicha irrigación es
fundamental por dos motivos: porque la sangre aporta la energía necesaria al
músculo y porque, además, la sangre evacúa los residuos de la reacción de
oxidación de la glucosa, del músculo, producidos como consecuencia del trabajo
(ácido láctico).
Para la determinación de la carga física de una tarea, se pueden utilizar
básicamente tres criterios de valoración:
• Consumo de energía por medio de la observación de la actividad a
desarrollar por el operario, descomponiendo todas las operaciones en
61
movimientos elementales y calculando, con la ayuda de tablas, el
consumo total.
• Medida del consumo de oxígeno del operario durante el trabajo, ya que
existe una relación lineal entre el volumen de aire respirado y el consumo
energético.
• El tercer criterio, parte del análisis de la frecuencia cardíaca para calcular
el consumo energético.
El hombre transforma la energía química de los alimentos en energía
mecánica, por medio de un proceso biológico, que utiliza para realizar sus
actividades. Este consumo de energía se expresa generalmente en kilocalorías
(Kcal) siendo 1 kilocaloría la cantidad de calor necesaria para elevar la
temperatura de un litro de agua de 14.5ºC. a 15.5ºC.
El consumo energético de mayor interés, es debido a la realización del
trabajo, es decir el "metabolismo de trabajo". Sin embargo; si se quiere calcular
o definir la actividad física máxima, es necesario establecer el consumo
energético total, que incluye los siguientes factores:
• Metabolismo basal
• Metabolismo extra profesional o de ocio
• Metabolismo de trabajo.

62
El metabolismo basal, que depende de la talla, el peso y el sexo, y es
proporcional a la superficie corporal, es el consumo mínimo de energía
necesario para mantener en funcionamiento los órganos del cuerpo,
independientemente de que se trabaje o no. Experimentalmente se ha calculado
(Scherrer, 1967) que para un hombre de 70 Kgs. es aproximadamente de 1700
Kcal/día y para una mujer de unos 60 Kgs. de unas 1400 Kcal/día. Dentro del
metabolismo basal se incluye el metabolismo llamado de reposo, que se refiere
al consumo energético necesario para facilitar la digestión y la termorregulación.
El metabolismo extra profesional o de ocio, es el debido a otras
actividades habituales, como puede ser el aseo, vestirse, etc. y que como media
se estima (Lehmann, 1960) un consumo de unas 600 Kcal/día para el hombre y
de 500 Kcal/día para la mujer.
El metabolismo de trabajo se calcula teniendo en cuenta dos factores:
• Carga estática (posturas)
• Carga Dinámica:
o Desplazamiento
o Esfuerzos musculares
o Manutención de cargas.

63
Respecto a los límites, en relación al consumo de energía, se admite que
para una actividad física profesional repetida durante varios años, el
metabolismo de trabajo no debería pasar de 2000-2500 Kcal/día (Scherrer, 1967
y Grandjean, 1969).
Los cambios en la capacidad de trabajo físico regularmente se concentran
en los sistemas cardiovasculares y músculo esqueléticos y a importantes
sistemas sensoriales. El consumo máximo de oxígeno (VO2max) en términos
absolutos (l/min) y relativos (ml/min/kg), muestran un decline claro y lineal con la
edad entre los hombres y mujeres. El decline en VO2max empieza después de
haber alcanzado una madurez física completa, al menos después de los 30 años
de edad (Shwartz, 1990). El VO2 es la fracción de O2 consumido por el
metabolismo del músculo en movimiento, la capacidad máxima de los sistemas
cardiovasculares y pulmonares restringen esta entrega de O2 (Pollice et al.,
1998).
También el máximo VO2 es considerado el factor de mayor precisión para
evaluar la intensidad de la capacidad aeróbica, que es útil para la valoración de
deportistas, pacientes o trabajadores, del cual es requerido para saber el nivel
de la buena forma física cardio-respiratoria necesaria en una tarea física.

64
A fin de determinar el VO2max por caminos físicos directos, hay tres tipos
de pruebas físicas: Correr en una caminadora de rodillos, ejercitar en una
bicicleta estacionaria o utilizar una prueba de escalones. Los exámenes
realizados por estos métodos, pueden ser máximos o sub-máximos. La
Asociación Americana del Corazón publica una relación entre la edad y el
género, y su relación con el consumo de VO2, de acuerdo a la edad de la
persona (Tabla 3.10).
Tabla 3.10 Rangos de la Capacidad Aeróbica Máxima, de Acuerdo alGénero y Edad (Tomada de Mital A. y Shell R. 1986).

65
Link, (1962) propuso un límite aceptable de gasto de energía de
5.33kcal/min para un día de trabajo de 8 horas. Este número corresponde a un
tercio del gasto máximo de energía del hombre promedio en los Estados Unidos
(para mujeres sería 12 = 4 Kcal/min). En cuatro años el VO2max puede
disminuir o incrementarse en un 25% en hombres y mujeres después de los 45
años.
Estos cambios son fuertemente dependientes del ejercicio aeróbico o falta
de éste durante los siguientes años. Mujeres con 45 años de edad con promedio
de 2.01 l/min pueden trabajar en puestos en donde el VO2max no exceda de
1.01 l/min; recomendaciones internacionales dicen que el trabajo físico no debe
de requerir más del 50% de VO2max. Volúmenes de .751 de oxígeno por minuto
representan posiciones a una posición sentada o liviana (IImarinen, 2002). El
Vo2max no debe de exceder del 50% suponiendo que existe la posibilidad de
tener descansos. El VO2max no debe de exceder el 33% suponiendo que no se
pueden realizar descansos (Ilmarinen, 2002).
Es importante que las cargas físicas de trabajo disminuyan con la edad,
debe de haber ejercicio regular para mantener la capacidad cardiovascular para
llegar al menos al promedio debido a la edad, las demandas de trabajo
cardiovascular y musculoesquelético deben de ser al menos del 20% para
mujeres de edad avanzada que para hombres en la misma situación.

66
Una medida indirecta alternativa del gasto de energía es el nivel de
frecuencia cardíaca. Como el corazón bombea, la sangre que lleva el oxígeno a
los músculos que trabajan, cuanto más sea el gasto de energía, mayor será la
frecuencia cardíaca correspondiente. La medición de la frecuencia cardíaca es
más apropiada para trabajo dinámico que involucra a los músculos grandes a
niveles relativamente altos (40% del máximo) y puede variar mucho entre
individuos, según su condición física y edad (Nievel y Freivalds, 2004).
Para la estimación del metabolismo puede realizarse a partir de sistemas
de recolección continua de la frecuencia cardíaca (FC) fiables, simples y
aceptables para el trabajador. Si conocemos la relación FC-Metabolismo,
mediante una prueba de esfuerzo, conocemos el metabolismo máximo (Ergo
Prevención, 2006). Una forma de estimación es mediante la fórmula:
FCmax= 220 – Edad
Groover, (2006) reporta que la cantidad de oxígeno consumida por el
cuerpo, es proporcional al latido del corazón, al menos en un estado en reposo.
La cantidad de oxígeno consumido en actividades físicas es aproximadamente
proporcional a la cantidad gastada de energía. Un consumo de 4.8 Kcal requiere
en promedio 1 litro de oxígeno para ser consumido por el cuerpo humano.

67
En la actualidad existen diversos equipos con diferentes tecnologías para
poder medir la frecuencia cardíaca y el consumo de oxígeno, entre los cuales
tenemos el sistema Suunto Team POD el cual se utilizó en esta investigación
para medir la frecuencia cardíaca y el equipo Cosmed K4b2 que se utilizó para
medir y registrar el consumo de oxígeno.
El sistema Suunto Team POD Figura 3.2 permite la transmisión
inalámbrica de datos de frecuencia cardíaca de la correa transmisora (colocada
en la persona a evaluar) al PC del analista. De esta manera, el analista puede
controlar el rendimiento de las personas, en tiempo real.
El Suunto Team POD utiliza un USB para conectarse al PC y se puede
usar con el software Suunto Training Manager. Con el Suunto Team POD es
posible supervisar la frecuencia cardíaca de todo un grupo de personas (siempre
y cuando se cuente con las correas suficientes) al mismo tiempo y a unos 100
metros (330 pies de distancia), los datos serán recibidos directamente a la PC
del analista los cuales son enviados inalámbricamente por las correas de FC que
llevan puestas todos los participantes en contacto con la piel a la altura del
pecho y sujeta con una liga elástica.
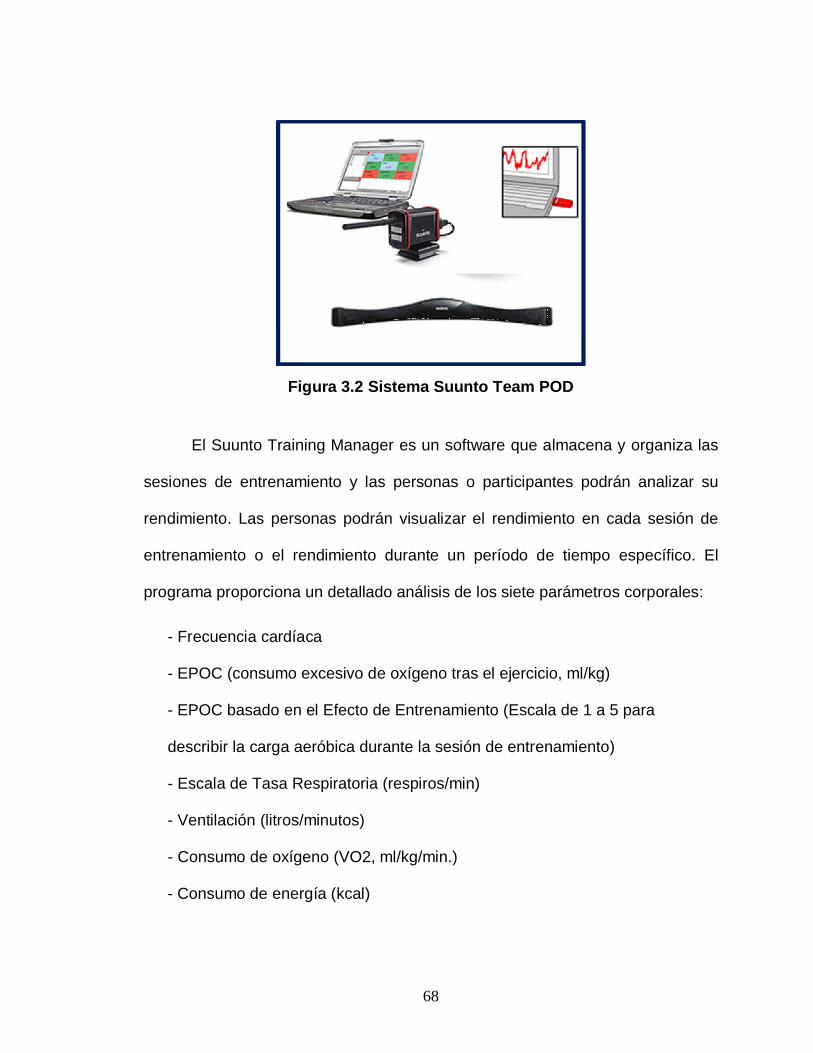
68
Figura 3.2 Sistema Suunto Team POD
El Suunto Training Manager es un software que almacena y organiza las
sesiones de entrenamiento y las personas o participantes podrán analizar su
rendimiento. Las personas podrán visualizar el rendimiento en cada sesión de
entrenamiento o el rendimiento durante un período de tiempo específico. El
programa proporciona un detallado análisis de los siete parámetros corporales:
- Frecuencia cardíaca
- EPOC (consumo excesivo de oxígeno tras el ejercicio, ml/kg)
- EPOC basado en el Efecto de Entrenamiento (Escala de 1 a 5 para
describir la carga aeróbica durante la sesión de entrenamiento)
- Escala de Tasa Respiratoria (respiros/min)
- Ventilación (litros/minutos)
- Consumo de oxígeno (VO2, ml/kg/min.)
- Consumo de energía (kcal)

69
El software Suunto Training Manager utiliza un algoritmo especial,
apéndice tabla 11, desarrollado por la compañía First beat Technologies, el cual
está basado en la tasa de respiración que es derivada del tiempo entre los
intervalos del latido del corazón, en donde la tasa de respiración y el VO2 tienen
una fuerte correlación, y por lo tanto, la tasa de respiración puede distinguir entre
los cambios metabólicos y no-metabólicos del corazón. El software (Figura 3.3)
reduce el error de las ecuaciones lineales, considerando las diferencias de la
relación FC-VO2 durante diferentes etapas del ejercicio (Firstbeat Technologies,
2007).
Figura 3.3 Análisis de Datos en el Programa Training Manager
El analizador telemétrico Cosmed K4b2 (Figura 3.4) consiste en un ergo
espirómetro portátil, que permite monitorear la función cardiorrespiratoria de las

70
personas respiro a respiro al desarrollar alguna actividad física, además, mide
con precisión más de 30 parámetros fisiológicos, incluyendo V02, VCO2,
frecuencia cardíaca y ventilación. El equipo está compuesto por una unidad
portable, la cual es colocada en la persona mediante un arnés, en donde el
analizador de gases se ubica en la parte de enfrente de nuestro cuerpo y la
batería por detrás.
Figura 3.4 Colocacion del Analizador Telemétrico Cosmed K4b2
En la unidad portable memoriza hasta 16,000 respiraciones registradas
por medio de una máscara facial, las cuales pueden ser descargadas a una PC
para su análisis o la información puede ser transmitida telemétricamente a una
unidad receptora, donde la unidad receptora debe estar conectada por un cable
serial a la PC lo que permitiría visualizar el test en forma gráfica en tiempo real.
71
La masa total del equipo (analizador de gases y batería) es de 475 g, lo que
hace fácil de ser transportado por cualquier persona.
La prueba y la calibración son procedimientos fáciles de hacer, que
pueden llevarse a cabo por medio de la PC o del teclado de la unidad portátil,
además, el K4b2 ha sido diseñado para ser preciso y confiable bajo cualquier
condición; las características principales de este equipo son: Intercambio de
Gases Pulmonares (VO2, VCO2), Tecnología Respiración a Respiración,
Transmisión Telemétrica de Datos, Calorimetría Indirecta, Sistema GPS
Integrado, Saturación de Oxígeno (SaO2), ECG de Esfuerzo de 12 Derivaciones,
Software entorno Windows. El equipo cosmed K4b2 utiliza un software Windows
que permite al usuario manejar los datos en forma de tabla o gráfico, e incluye
herramientas para la detección de umbral anaeróbico, cálculo de cinética de
oxígeno, gasto energético con metabolismo de sustratos y costo de oxígeno.
3.4.3 Método de Manero
Esta prueba fue creada en 1991 por el Dr. Rogelio Manero del Instituto de
Medicina del Trabajo Cubano y está basada en la prueba de escalón de Astrand.
El desarrollo consiste en un método indirecto para la determinación de la
capacidad física, mediante la estimación del consumo máximo de oxígeno
(VO2max). Se basa principalmente en la aplicación de tres cargas físicas
escalonadas en un banco (Fig. 3.5) a un ritmo de subida y bajada específico y
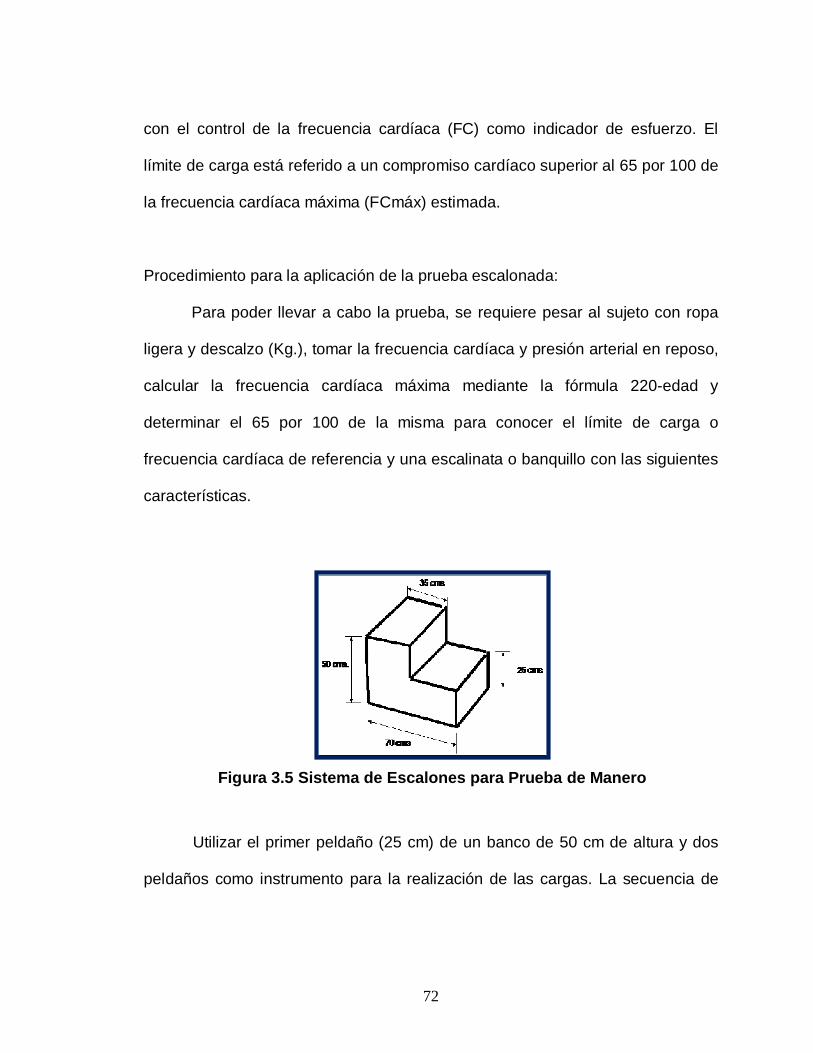
72
con el control de la frecuencia cardíaca (FC) como indicador de esfuerzo. El
límite de carga está referido a un compromiso cardíaco superior al 65 por 100 de
la frecuencia cardíaca máxima (FCmáx) estimada.
Procedimiento para la aplicación de la prueba escalonada:
Para poder llevar a cabo la prueba, se requiere pesar al sujeto con ropa
ligera y descalzo (Kg.), tomar la frecuencia cardíaca y presión arterial en reposo,
calcular la frecuencia cardíaca máxima mediante la fórmula 220-edad y
determinar el 65 por 100 de la misma para conocer el límite de carga o
frecuencia cardíaca de referencia y una escalinata o banquillo con las siguientes
características.
Figura 3.5 Sistema de Escalones para Prueba de Manero
Utilizar el primer peldaño (25 cm) de un banco de 50 cm de altura y dos
peldaños como instrumento para la realización de las cargas. La secuencia de
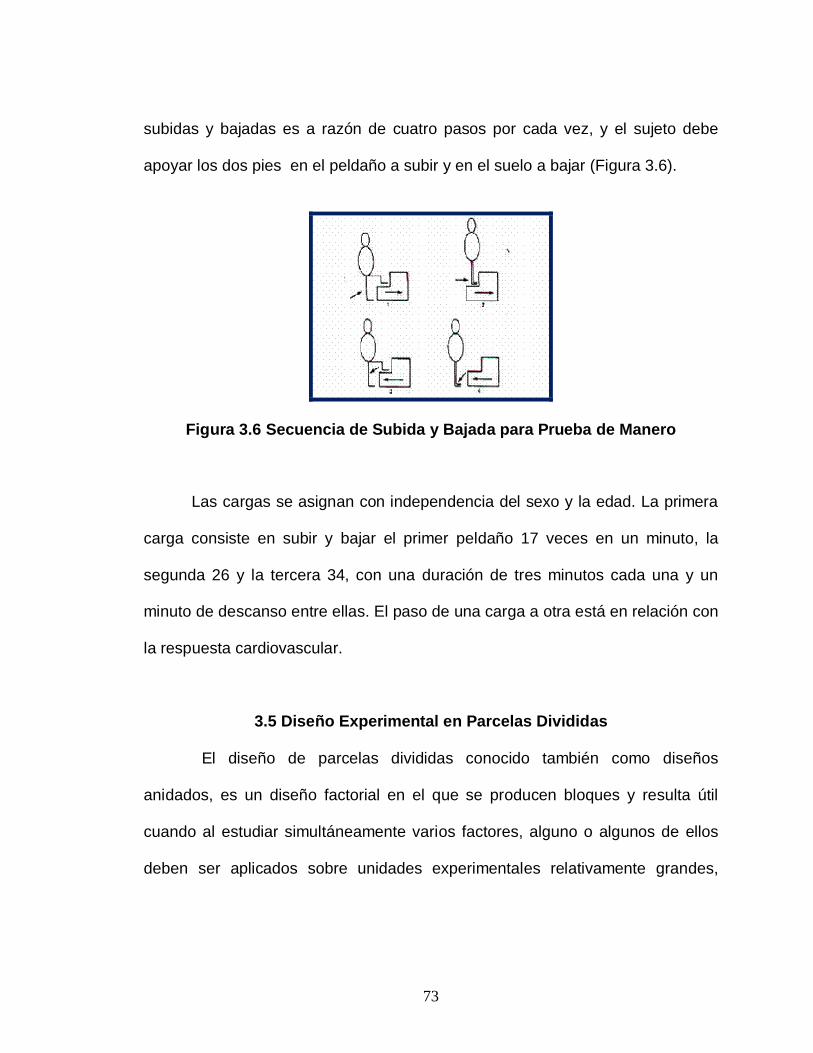
73
subidas y bajadas es a razón de cuatro pasos por cada vez, y el sujeto debe
apoyar los dos pies en el peldaño a subir y en el suelo a bajar (Figura 3.6).
Figura 3.6 Secuencia de Subida y Bajada para Prueba de Manero
Las cargas se asignan con independencia del sexo y la edad. La primera
carga consiste en subir y bajar el primer peldaño 17 veces en un minuto, la
segunda 26 y la tercera 34, con una duración de tres minutos cada una y un
minuto de descanso entre ellas. El paso de una carga a otra está en relación con
la respuesta cardiovascular.
3.5 Diseño Experimental en Parcelas Divididas
El diseño de parcelas divididas conocido también como diseños
anidados, es un diseño factorial en el que se producen bloques y resulta útil
cuando al estudiar simultáneamente varios factores, alguno o algunos de ellos
deben ser aplicados sobre unidades experimentales relativamente grandes,
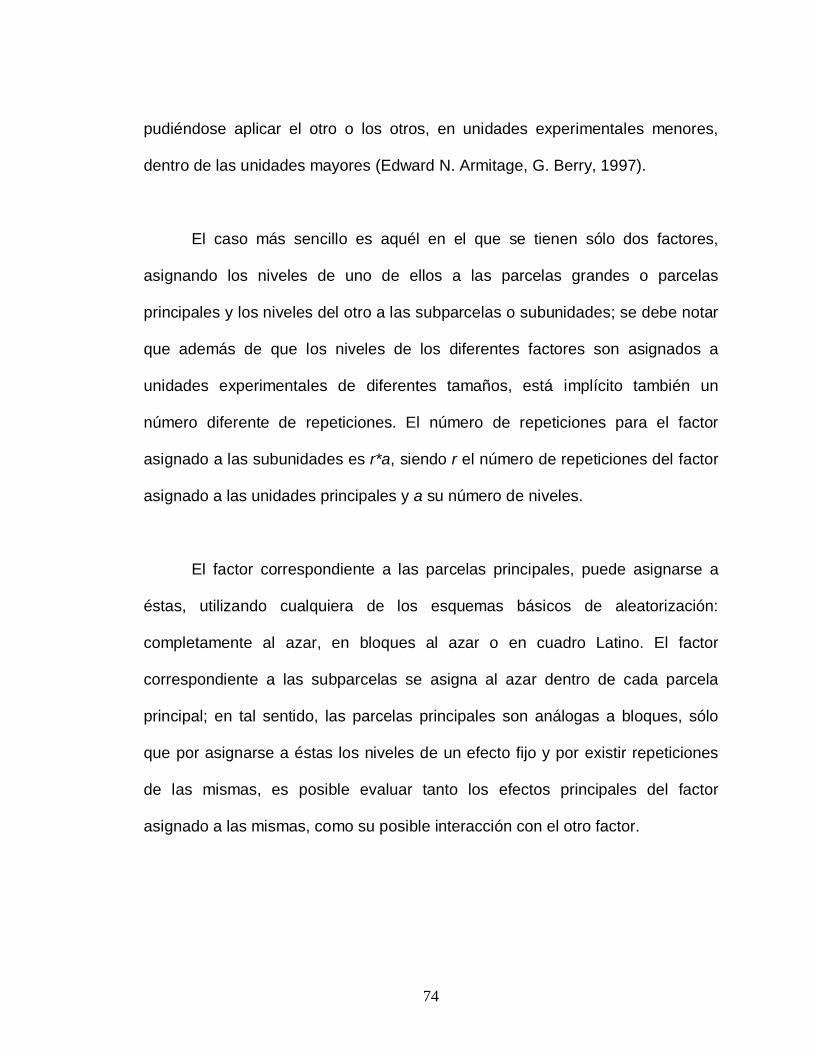
74
pudiéndose aplicar el otro o los otros, en unidades experimentales menores,
dentro de las unidades mayores (Edward N. Armitage, G. Berry, 1997).
El caso más sencillo es aquél en el que se tienen sólo dos factores,
asignando los niveles de uno de ellos a las parcelas grandes o parcelas
principales y los niveles del otro a las subparcelas o subunidades; se debe notar
que además de que los niveles de los diferentes factores son asignados a
unidades experimentales de diferentes tamaños, está implícito también un
número diferente de repeticiones. El número de repeticiones para el factor
asignado a las subunidades es r*a, siendo r el número de repeticiones del factor
asignado a las unidades principales y a su número de niveles.
El factor correspondiente a las parcelas principales, puede asignarse a
éstas, utilizando cualquiera de los esquemas básicos de aleatorización:
completamente al azar, en bloques al azar o en cuadro Latino. El factor
correspondiente a las subparcelas se asigna al azar dentro de cada parcela
principal; en tal sentido, las parcelas principales son análogas a bloques, sólo
que por asignarse a éstas los niveles de un efecto fijo y por existir repeticiones
de las mismas, es posible evaluar tanto los efectos principales del factor
asignado a las mismas, como su posible interacción con el otro factor.

75
a3 a1 a2
a1 a2 a3
En adelante se concentrará en el caso más sencillo de un diseño,
parcelas divididas, es decir aquél con sólo dos factores. Supóngase que se
quiere realizar un experimento que involucre dos factores: el primero con tres
niveles y el segundo con dos, así:
a1 b1
a a2 ba3 b2
Se muestran a continuación posibles esquemas, suponiendo que ambos
factores tienen igual importancia relativa y que se desean evaluar tanto sus
efectos principales como su posible interacción, es decir, descartando la opción
de tomar alguno de éstos como factor de bloqueo.
a) Diseño parcelas divididas con el factor a, asignado a las parcelas principales,
distribuido completamente al azar.
b1 b2 b2 b1 b2 b1
b2 b1 b1 b2 b1 b2
b) Diseño parcelas divididas con el factor a, asignado a las Parcelas Principales,
distribuido en bloques completos al azar.
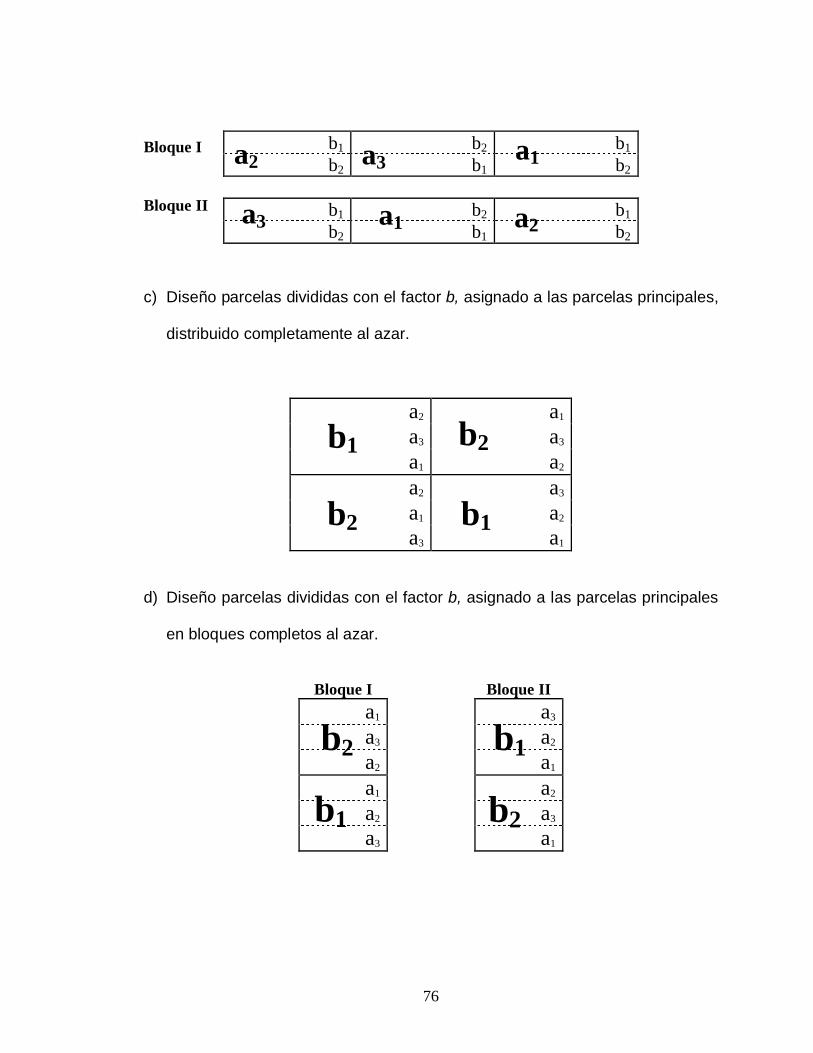
76
b1
b1b2
b2
a1 a2a3
a2 a1a3
b2
b2
b1
b1
Bloque I
Bloque II
c) Diseño parcelas divididas con el factor b, asignado a las parcelas principales,
distribuido completamente al azar.
d) Diseño parcelas divididas con el factor b, asignado a las parcelas principales
en bloques completos al azar.
b1 b2 b1b2 b1 b2
b1 b2 b1b2 b1 b2
a2 a1
a3 a3
a1 a2
a2 a3
a1 a2
a3 a1
Bloque I Bloque IIa1 a3
a3 a2
a2 a1
a1 a2
a2 a3
a3 a1

77
Es importante aclarar que la importancia relativa entre los dos factores a
la que se hace referencia anteriormente, tiene que ver básicamente con el hecho
de que ninguno de éstos se tome como factor de bloqueo.
Usos:
a) Cuando uno de los factores, por su naturaleza, exige parcelas
relativamente grandes, por ejemplo; sistemas de labranza, de irrigación,
distancias entre surcos, niveles de luz o de temperatura; mientras que el
otro factor permite su aplicación sobre unidades experimentales más
pequeñas como variedades, distancia entre plantas, dosis de fertilizantes,
etc.
b) Cuando en un experimento se toman varias mediciones sobre la misma
unidad experimental a través del tiempo y tales mediciones son
independientes, puede considerarse el conjunto de las mediciones
realizadas sobre una misma unidad experimental, como la unidad
principal y cada una de las lecturas realizadas en el tiempo como las
subunidades. El análisis es análogo al de un diseño de parcelas divididas
(en el espacio), por lo que se le designa a este diseño como parcelas
divididas en el tiempo.
c) Si luego de iniciado el experimento se desea incluir otro factor —y su
naturaleza lo permite—, pueden dividirse las unidades experimentales y

78
realizar la aleatorización de los niveles del segundo factor en las
subunidades resultantes.
d) Debido a que el factor asignado a las subparcelas cuenta con más
repeticiones, los efectos relacionados con éste, se estiman con mayor
precisión. Aunque muchos autores relacionan esta característica como
uno de los criterios para escoger un Diseño Parcelas Divididas, se
considera que éste no debería condicionar la escogencia del diseño y se
menciona aquí más como una consecuencia del uso del mismo, cuando
se elija con base en alguno de los tres primeros criterios.
3.6 Análisis de Varianza
En general, al realizar una investigación se pregunta si las muestras, que
se consideran independientes, pertenecen a una misma población. Los valores
de las muestras comúnmente difieren, el problema sería determinar si a pesar
de estas diferencias, las poblaciones son iguales y las variaciones son debidas
al azar como consecuencia de la aleatoriedad del muestreo.
La prueba paramétrica más usada para verificar si dos o más medias
muestrales proceden de la misma población, es el análisis de varianza ANOVA.
El ANOVA al ser un método general, puede ser extendido a más de dos
muestras y se puede demostrar que coincide con la t de Student si sólo se
tienen dos muestras (Salvarrey, 2000, Azzimonti, 2003).
79
Para la aplicación de un ANOVA es necesario cumplir los siguientes
supuestos:
• Las muestras son aleatorias
• Las muestras son independientes
• La distribución de la población de donde fueron extraídas es normal
• Sus varianzas son iguales.
El ANOVA calcula la variación de las medias y estima la variación
“natural” de la población, para luego hacer una comparación entre ambas. La
variación natural se mide por medio de la “intravarianza” o “variación del error”.
Si las muestras son de una misma población, la varianza de las medias es la
enésima parte de la varianza de la población. Si se descarta esa situación es
porque, aparte del azar, algo más diferencia a las muestras.
Si las diferencias son sólo debidas al azar, las dos variaciones corregidas
por sus grados de libertad son del mismo orden y su coeficiente vale más o
menos a uno. El cociente de varianzas corregidas tiene distribución f, por lo que
se busca en tablas de distribución f si las relaciones obtenidas son aceptables
(Salvarrey, 2000).
Se pueden realizar varios tipos de análisis de varianza entre los cuales son:
• Análisis de varianza univariante de un factor

80
• Análisis de varianza univariante con varios factores.
• El análisis de varianza multivariante, en los que, además de varios
factores, también se pueden considerar algunas variables dependientes.
3.7 Prueba de T Pareada para dos Muestras
Este procedimiento calcula la prueba t para dos muestras, la prueba U de
Mann-Whitney y la prueba de Kolmogorov-Smirnov de datos contenidos ya sea
en dos variables (columnas) o en una variable indexada por una variable
secundaria (agrupadora).
Una de las tareas de investigación más comunes es comparar dos
poblaciones (grupos). Se puede querer comparar el nivel de ingreso de dos
regiones, el contenido de nitrógeno de dos lagos o la efectividad de dos
medicamentos. La primera pregunta que salta es qué aspectos (parámetros) de
las poblaciones debemos comparar. Podríamos considerar comparar los
promedios, las medianas, las desviaciones estándar las formas distributivas
(histograma) o los valores máximos. Dependiendo del problema particular, se
define el parámetro a comparar.
Tal vez la comparación más simple que podemos hacer, es entre las
medias de dos poblaciones. Si podemos mostrar que la media de la población A
es diferente de la población B, podemos concluir que las poblaciones son

81
diferentes. Otros aspectos de las dos poblaciones pueden (y deberían)
considerarse, pero la media es normalmente el punto de inicio. Si se desea
asumir que otras características de las dos poblaciones (como que están
normalmente distribuidas y que sus varianzas son iguales), podemos usar la
prueba de t de dos muestras para comparar las medias de las muestras
aleatorias obtenidas de esas dos poblaciones. Si esas suposiciones se violan, la
prueba U de Mann-Whitney o la prueba de Kolmogorov-Smirnov pueden usarse.
Las siguientes suposiciones se hacen al realizar las pruebas descritas en
esta sección. Una de las razones de la popularidad de las pruebas t es su
robustez en caso de que las suposiciones se violen. Sin embargo, si una
suposición no se cumple, los niveles de significancia y de la potencia de la
prueba t son inválidos. Desafortunadamente, en la práctica es común que no
sólo una, sino varias suposiciones no se cumplan. Por esto, hay que realizar los
pasos adecuados para revisar las suposiciones antes de que se tomen
decisiones importantes basadas en estas pruebas. Ya que las salidas del
programa incluyen factores que permiten investigar sobre estas suposiciones,
siempre deben considerarse.
Suposiciones de la prueba de t de dos muestras: Las suposiciones de la
prueba de t de dos muestras son:
a. Los datos son continuos (no discretos)
82
b. Los datos tienen una distribución normal
c. Las varianzas de las dos poblaciones son iguales (si no, se debe usar la
prueba de Aspin-Welch para varianzas desiguales)
d. Las dos muestras son independientes. No hay relación entre los
individuos en una muestra, cuando se comparan con la otra (como
sucede en la prueba t para datos pareados).
e. Ambas muestras son aleatorias simples de sus poblaciones respectivas.
Cada individuo en la población tuvo la misma probabilidad de ser
seleccionado para la muestra.
Suposiciones de prueba U de Mann-Whitney: Las suposiciones de la
prueba U de Mann-Whitney son:
a. La variable de interés en continua (no discreta). La escala de medición es
al menos ordinal.
b. Las distribuciones de probabilidades de las dos poblaciones son
idénticas, excepto por su localización.
c. Las dos muestras son independientes.
d. Ambas muestras son aleatorias simples de sus respectivas poblaciones.
Cada individuo en la población tiene una probabilidad igual de que lo
seleccionen para la muestra.
83
Suposiciones de la prueba Kolmogorov-Smirnov: Las suposiciones de la
prueba Kolmogorov-Smirnov son:
a. La escala de medición es al menos ordinal.
b. Las distribuciones de probabilidad son continuas
c. Las dos muestras son mutuamente independientes.
d. Ambas muestras son aleatorias simples de sus poblaciones respectivas.
Hay pocas limitaciones cuando se usan estas pruebas. Los tamaños de
las muestras pueden variar de unos cuantos a varios cientos. Si los datos son
discretos con al menos cinco valores únicos, se puede ignorar la suposición de
variable continua. Posiblemente la restricción más grande sea que los datos
provengan de una muestra aleatoria de la población. Si no se tiene una muestra
aleatoria, los niveles de significancia serán definitivamente incorrectos.
3.8 Análisis de Regresión
En un Análisis de Regresión simple existe una variable respuesta o
dependiente (y) que puede ser el número de especies, la abundancia o la
presencia-ausencia de una sola especie y una variable explicativa o
independiente (x). El propósito es obtener una función sencilla de la variable
explicativa, que sea capaz de describir lo más ajustadamente posible la
variación de la variable dependiente.

84
Como los valores observados de la variable dependiente difieren
generalmente de los que predice la función, ésta posee un error. La función más
eficaz es aquella que describe la variable dependiente con el menor error posible
o, dicho en otras palabras, con la menor diferencia entre los valores observados
y predichos. La diferencia entre los valores observados y predichos (el error de
la función) se denomina variación residual o residuos. Para estimar los
parámetros de la función, se utiliza el ajuste por mínimos cuadrados.
Es decir, se trata de encontrar la función en la cual la suma de los
cuadrados de las diferencias entre los valores observados y esperados sea
menor. Sin embargo, con este tipo de estrategia es necesario que los residuos o
errores estén distribuidos normalmente y que varíen de modo similar a lo largo
de todo el rango de valores de la variable dependiente. Estas suposiciones
pueden comprobarse, examinando la distribución de los residuos y su relación
con la variable dependiente.
Cuando la variable dependiente es cuantitativa (por ejemplo, el número
de especies) y la relación entre ambas variables sigue una línea recta, la función
es del tipo y= c + bx, en donde c es el intercepto o valor del punto de corte de la
línea de regresión con el eje de la variable dependiente (una medida del número
de especies existente cuando la variable ambiental tiene su mínimo valor) y b es
la pendiente o coeficiente de regresión (la tasa de incremento del número de
85
especies con cada unidad de la variable ambiental considerada). Si la relación
no es lineal pueden transformarse los valores de una o ambas variables para
intentar linearizarla. Si no es posible convertir la relación en lineal, puede
comprobarse el grado de ajuste de una función polinomial más compleja.
La función polinomial más sencilla es la cuadrática (y= c + bx + bx2) que
describe una parábola, pero puede usarse una función cúbica u otra de un orden
aún mayor capaz de conseguir un ajuste casi perfecto a los datos. Cuando la
variable dependiente se expresa en datos cualitativos (presencia-ausencia de
una especie) es aconsejable utilizar las regresiones logísticas (y= [ exp (c + bx)] /
[ 1 + exp (c + bx)] ) (Osborne & Tigar, 1992).
Figura 3.7 Diagrama de Dispersión
86
4. MATERIALES Y MÉTODOS
En el siguiente capítulo se presenta el método a seguir para la solución
de nuestro problema, el cual se muestra paso a paso así como los materiales
utilizados para la realización de este trabajo.
4.1 Materiales
Para llevar a cabo la realización del modelo, fue necesario contar con los
medios para la medición del trabajo de acuerdo con la actividad a desarrollar. Se
utilizaron seis estaciones de trabajo ergonómicas fijas, similares a las utilizadas
en la industria maquiladora, en las cuales se procesaron las tareas y se tomaron
los tiempos.
Se utilizaron materiales electrónicos como tablillas, transistores,
capacitores, diodos y cables, mesas, sillas, contenedores, herramientas
manuales (como pinzas de corte y seguetas para fierro) las cuales se utilizaron
de acuerdo a la instrucción del trabajo que se elaboró para cada tarea; para la
toma de tiempos se utilizaron cronómetros digitales en milésimas de segundo,
así como un contador visual electrónico para señalar al trabajador el tiempo
estándar necesario en cada tarea.
87
Además de contar con un espacio con clima artificial bajo condiciones
controladas para lo cual se utilizaron: detectores de temperatura, medidores del
porcentaje de humedad, la intensidad de luz en lúmenes y de ruido en decibeles;
un aparato Cosmed K4b2 para medir el gasto metabólico y el volumen de
consumo de oxígeno del cuerpo en litros/min, el cual consiste en un sistema
portable que mide la ventilación respiro por respiro, detectando con precisión
más de 30 parámetros fisiológicos incluyendo el VO2, VCO2 y la frecuencia
cardíaca, así como el uso de una prueba en la cual se utilizaron escalones de
madera de 25 cm. de altura y 35 de profundidad para efectuar las pruebas
submáximas de esfuerzo y detectar la capacidad aeróbica. Una videocasetera y
una televisión para marcar el ritmo de las cargas dinámicas.
La frecuencia cardíaca en latidos/min fue medida y grabada mediante un
pulsómetro pectoral de la marca Suunto, el cual consiste de un recibidor
telemétrico que monitorea en tiempo real directo a la computadora portátil, una
cámara de video digital grabará todas las actividades para su adecuada revisión.
Software especializado Training Manager® y Sunnto Monito® fue usado
para el proceso de datos durante las pruebas, así como para el análisis
estadísticos de datos MINITAB® y Microsoft Office Excel® como base de datos
de los participantes, con la finalidad de reducir los errores de cálculo y optimizar
tiempo. Computadora portátil y de escritorio con impresora serán importantes
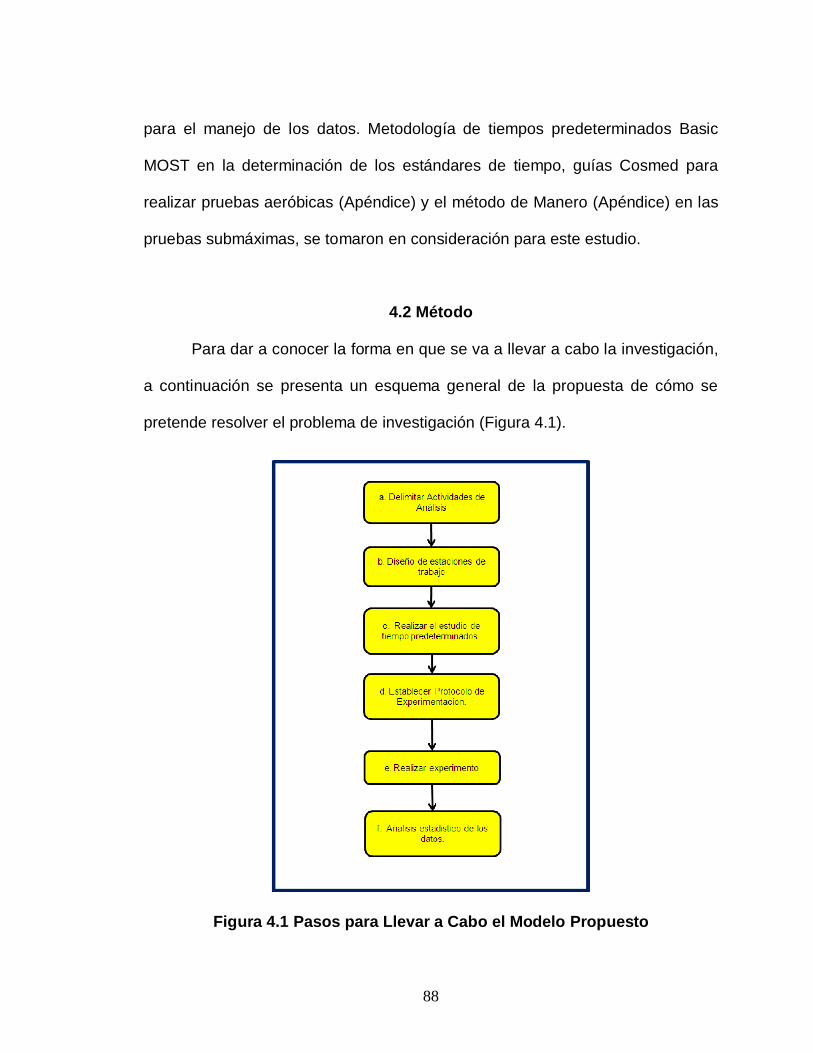
88
para el manejo de los datos. Metodología de tiempos predeterminados Basic
MOST en la determinación de los estándares de tiempo, guías Cosmed para
realizar pruebas aeróbicas (Apéndice) y el método de Manero (Apéndice) en las
pruebas submáximas, se tomaron en consideración para este estudio.
4.2 Método
Para dar a conocer la forma en que se va a llevar a cabo la investigación,
a continuación se presenta un esquema general de la propuesta de cómo se
pretende resolver el problema de investigación (Figura 4.1).
Figura 4.1 Pasos para Llevar a Cabo el Modelo Propuesto
89
a. Delimitar actividades de análisis.
La primera etapa propuesta que es delimitar las actividades de análisis,
consiste en clasificar e interpretar la información que se extraiga de la revisión
bibliográfica, con la finalidad de dar a conocer los sistemas de tiempos
predeterminados y seleccionar uno de los métodos para su estudio; una vez
seleccionado el método de tiempos predeterminados que será estudiado, se
aplicará a operaciones físicas repetitivas, las cuales se deberán clasificar según
la actividad que se desarrolle para su evaluación.
b. Diseño de Estaciones de Trabajo.
En la segunda etapa se diseñarán las estaciones de trabajo en base a lo
obtenido en la fase anterior, con el objetivo de evaluar el desempeño de cada
participante al realizar las operaciones, sin importar su edad o género. Las
estaciones de trabajo deberán de ser diseñadas dentro de un espacio en donde
podamos controlar los factores de iluminación, temperatura, humedad y ruido.
c. Realizar Estudio de Tiempos Predeterminados.
En la tercera etapa se desarrollará el estudio de tiempos predeterminados
para cada actividad a evaluar y se determinará el tiempo estándar de cada
operación, secuencias, así como el desarrollo de procedimientos y elaboración
de las instrucciones de trabajo.

90
d. Establecer Protocolo de Experimentación.
En la cuarta etapa se establecerá el protocolo de experimentación a
seguir, donde se deberá llenar una ficha de datos en la cual se indicarán los
patrones personales necesarios en la experimentación, también se les tomará su
peso y estatura así como la temperatura en el oído y la presión arterial, los
cuales resultan un requerimiento para poder efectuar las pruebas. De igual
manera se les noticiará a los participantes el evitar tomar alimentos, fumar o
consumir productos con cafeína dos horas antes del experimento; también se les
dará una plática a través de una presentación electrónica, el motivo del estudio y
la forma cómo debe usarse el equipo electrónico.
e. Realizar experimento.
La quinta etapa consiste en llevar a cabo la realización del experimento,
midiendo la frecuencia cardíaca para determinar el consumo de oxígeno por
minuto, llevando a cabo las estaciones de trabajo previamente diseñadas. Al
inicio del experimento es importante remarcar que el equipo de medición será
sometido a calibración en cada una de las pruebas, con la finalidad de dar
confianza a las mediciones. Los participantes serán clasificados en 4 rangos de
edad y divididos por género. Se determinará un período piloto para que los
participantes verifiquen el proceso donde se proporcionarán las ayudas visuales,
las tablas de descripción de operaciones así como los tiempos estándar, con la

91
finalidad de dar oportunidad de adiestrar a las personas involucradas en el
mismo.
f. Análisis de los datos.
En la sexta etapa se realizará el análisis estadístico de los datos. Un
análisis de los resultados de la prueba del modelo se llevará a cabo, para lo cual
se reunirá la información obtenida y se determinará si existen diferencias entre
los rangos de edades seleccionados y su variación con los parámetros de salida
medidos. Análisis de variancia, de regresión o pruebas pareadas pueden
llevarse a cabo para determinar diferencias significativas entre las medias de los
resultados obtenidos entre cada uno de los rangos de edades y su aplicación
normal. La recopilación de los datos y las características presentadas durante el
proceso, serán introducidas a un software de análisis estadístico, con el
propósito de dar precisión y velocidad al experimento.
92
5. DESARROLLO
En el presente capitulo se describe de manera detallada el desarrollo del
experimento exploratorio, donde se trabajará exclusivamente con operaciones
repetitivas bajo el concepto internacional de no exceder de más de la mitad de la
energía disponible del trabajador.
5.1 Desarrollo
Para dar a conocer la forma en que se va a llevar a cabo el desarrollo de
nuestro experimento, a continuación se presenta el desarrollo fase por fase de
cada una de las actividades realizadas para resolver el problema de
investigación.
a. Delimitar Actividades de Análisis.
En la primera fase se delimitaron las actividades y basándonos en la
revisión bibliográfica se eligió trabajar con el sistema de tiempos
predeterminados MOST, debido a que es el sistema que más considera el
esfuerzo físico del trabajador, ya que la base de los movimientos fundamentales
están calculados bajo el concepto físico de trabajo, es decir fuerza por distancia
igual a trabajo.

93
Para poder evaluar este sistema se consideró trabajar solamente en
actividades físicas donde se desarrollen operaciones repetitivas, esto debido a
que estas operaciones poseen cargas aeróbicas importantes para el análisis del
balanceo metabólico, además, las operaciones repetitivas son controladas en la
industria por medio del tiempo estándar, a los cuales se podrían aplicar
fácilmente la metodología del sistema de tiempos predeterminados
seleccionado; utilizando el modelo propuesto por Astrand y Rhodahl, (1997), el
cual clasifica las actividades físicas, obtuvimos el siguiente orden que se
desarrolló dentro del experimento: Actividad física ligera, de menos de 2.5
Kcal/min; actividad física media de 2.5 a 5 Kcal/min; y actividad física pesada de
5 a 7.5 Kcal/min, las cuales fueron elegidas por considerarse de las más
comunes dentro del ramo industrial. Actividades para trabajo muy pesado y
extremadamente pesado (más de 7.5 Kcal/min) no fueron consideradas por
riesgo al esfuerzo de los participantes.
b. Diseño de Estaciones de Trabajo.
En la fase dos se diseñaron las estaciones de trabajo, de acuerdo a la
clasificación investigada en la fase anterior y simulando condiciones reales de
operaciones repetitivas; la primera estación de ensamble (Figura 5.1) se diseñó
para realizar un trabajo repetitivo con actividad física ligera (menos de 2.5
Kcal/min).

94
El procedimiento fue el de desarrollar una operación de ensamble de
capacitores, resistencias y cables, además de preformar con unas pinzas de
corte un transistor para posteriormente ser ensamblado, al igual que los
componentes electrónicos anteriores, en esta estación la persona realiza la
operación sentada, utilizando ambas manos para el ensamble y para el manejo
de la herramienta, el tiempo de ciclo de la operación es proyectado en la pantalla
de una computadora portátil, con la finalidad de que el operador cumpla con el
tiempo estándar y regrese a cero el cronómetro a través del teclado de la
computadora ciclo a ciclo.
Figura 5.1 Estaciones de Ensamble Electrónico
En la segunda estación se diseñó una actividad física moderada (2.5 a 5
Kcal/min), donde el procedimiento es desarrollar una operación de corte de un

95
trozo de madera circular, de una pulgada de diámetro y cincuenta pulgadas de
largo, posteriormente se realiza una operación de corte de una pulgada del trozo
de madera inicial dando 25 pasadas con una segueta; la persona tiene que
depositar la sección de madera cortada en un contenedor de plástico sujeto a la
orilla de la mesa.
Una vez realizado el primer corte, el operador reinicia la operación
nuevamente, el tiempo de ciclo de la operación es proyectado en la pantalla de
una computadora de escritorio, con la finalidad de que el operador cumpla con el
tiempo estándar y regrese a cero el cronómetro a través del teclado ciclo a ciclo,
en esta estación la persona realiza la operación de pie y utiliza ambas manos
para sujetar y apoyar la herramienta durante el corte.
Y por último, la tercera estación de trabajo se diseñó para una actividad
física pesada (5 a 7.5 Kcal/min), donde la operación consistió en subir 10
escalones y agacharse a ensamblar un arnés (arnés 1), después la persona
bajaba los 10 escalones y se agachaba a ensamblar otro arnés (arnés 2) con
ambas manos, posteriormente la persona subía nuevamente los 10 escalones y
se agachaba a desensamblar el arnés (arnés 1) y colocarlo en una mesa a 30cm
del ensamble y bajaba para desensamblar el otro (arnés 2) y también colocarlo
sobre una mesa con la misma ubicación que la otra.

96
Posteriormente la operación de subir y bajar para desensamblar y
ensamblar ambos arneses se repetía ciclo a ciclo, el tiempo estándar de la
operación es proyectado en la pantalla de una computadora de escritorio, con la
finalidad de que el operador cumpla con el tiempo estándar y regrese a cero el
cronómetro a través del teclado, ciclo a ciclo, apegándose a cumplir con el
tiempo de la operación.
c. Realizar Estudio de Tiempos Predeterminados.
En la fase tres se realizó el estudio de tiempos predeterminados, para
establecer el tiempo estándar a través de la aplicación de MOST para cada una
de las estaciones de trabajo anteriormente mencionadas, el cual arrojó un
tiempo de 25.6 segundos para la estación de trabajo número uno, la cual
podemos observar en el apéndice tabla 8, correspondiente a la actividad física
ligera, un tiempo de ciclo de 27.4 segundos para la segunda estación de trabajo,
la cual podemos observar en el apéndice tabla 9, correspondiente a una
actividad física media y un tiempo de ciclo de 23 segundos para la última
estación de trabajo, la cual podemos observar en el apéndice tabla 10,
correspondiente a la actividad física pesada; los tiempos predeterminados
MOST fueron calculados por un ingeniero de procesos y posteriormente
revisados y validados por un experto certificado por MOST.

97
d. Establecer Protocolo de Experimentación.
En la cuarta fase se utilizó el protocolo de experimentación establecido
en el cual fueron recibidos 31 voluntarios para participar en el estudio, 19
mujeres y 12 hombres con diferentes profesiones, como maestros, estudiantes,
amas de casa, vendedores, técnicos y personas retiradas, donde al inicio de las
pruebas les fue solicitado llenar una ficha de datos, la cual podemos observar en
el apéndice tabla 12, en donde se indican los patrones personales necesarios
en la experimentación, también se les tomó su peso y estatura así como la
temperatura en el oído y la presión arterial, los cuales resultan un requerimiento
para poder efectuar las pruebas. Problemas cardiovasculares severos o
enfermedades que pusieran en riesgo al participante fueron tomados en cuenta
para descartar individuos. También les fue notificado el evitar tomar alimentos,
fumar o consumir productos con cafeína dos horas antes del experimento. Las
edades de los participantes convocados en la comunidad, fluctuaron entre los 20
y los 58 años de edad y donde todos dieron su consentimiento para llevar a cabo
las pruebas. Las principales características recopiladas se muestran en la tabla
5.1.
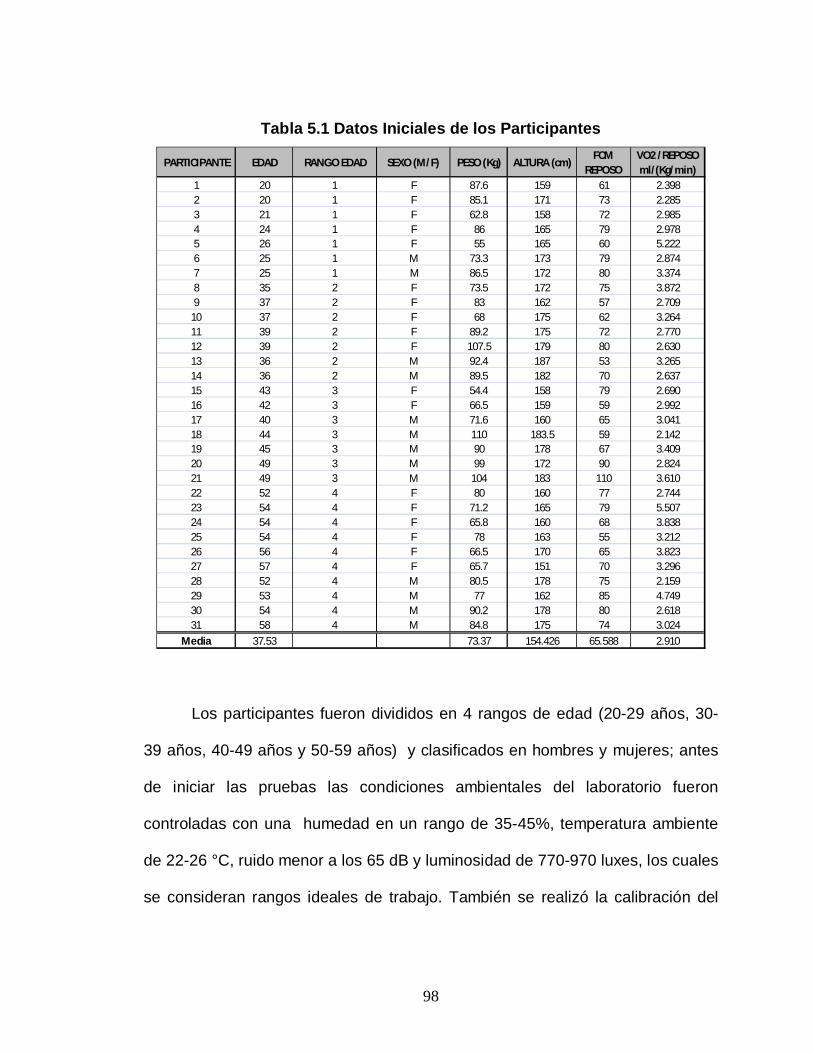
98
Tabla 5.1 Datos Iniciales de los Participantes
PARTICIPANTE EDAD RANGO EDAD SEXO (M/F) PESO (Kg) ALTURA (cm)FCM
REPOSOVO2 /REPOSOml/(Kg/min)
1 20 1 F 87.6 159 61 2.3982 20 1 F 85.1 171 73 2.2853 21 1 F 62.8 158 72 2.9854 24 1 F 86 165 79 2.9785 26 1 F 55 165 60 5.2226 25 1 M 73.3 173 79 2.8747 25 1 M 86.5 172 80 3.3748 35 2 F 73.5 172 75 3.8729 37 2 F 83 162 57 2.709
10 37 2 F 68 175 62 3.26411 39 2 F 89.2 175 72 2.77012 39 2 F 107.5 179 80 2.63013 36 2 M 92.4 187 53 3.26514 36 2 M 89.5 182 70 2.63715 43 3 F 54.4 158 79 2.69016 42 3 F 66.5 159 59 2.99217 40 3 M 71.6 160 65 3.04118 44 3 M 110 183.5 59 2.14219 45 3 M 90 178 67 3.40920 49 3 M 99 172 90 2.82421 49 3 M 104 183 110 3.61022 52 4 F 80 160 77 2.74423 54 4 F 71.2 165 79 5.50724 54 4 F 65.8 160 68 3.83825 54 4 F 78 163 55 3.21226 56 4 F 66.5 170 65 3.82327 57 4 F 65.7 151 70 3.29628 52 4 M 80.5 178 75 2.15929 53 4 M 77 162 85 4.74930 54 4 M 90.2 178 80 2.61831 58 4 M 84.8 175 74 3.024
Media 37.53 73.37 154.426 65.588 2.910
Los participantes fueron divididos en 4 rangos de edad (20-29 años, 30-
39 años, 40-49 años y 50-59 años) y clasificados en hombres y mujeres; antes
de iniciar las pruebas las condiciones ambientales del laboratorio fueron
controladas con una humedad en un rango de 35-45%, temperatura ambiente
de 22-26 °C, ruido menor a los 65 dB y luminosidad de 770-970 luxes, los cuales
se consideran rangos ideales de trabajo. También se realizó la calibración del
99
equipo (utilizado para la medición del metabolismo) en cada participante para
descartar diferencias de operación, así como la verificación del correcto
funcionamiento de los cinturones de frecuencia cardíaca.
Los voluntarios fueron provistos del equipo portátil, de intercambio de
gases cosmed K4b2 y de dos correas pectorales para la toma de frecuencia
cardíaca, así como gel dieléctrico para facilitar el contacto de la correa con la
piel, los cuales eran limpiados y desinfectados para cada persona, se les explicó
a los participantes mediante una exposición, el motivo de estudio y la forma
correcta de usar el equipo electrónico.
Posteriormente se realizaron las mediciones del VO2 y de la FC en
reposo, a cada uno de los participantes, utilizando el protocolo de Cosmed
(2003) presentado en el apéndice tabla 13. Se les permitió acostumbrarse a la
máscara de medición de gases así como a relajarse por 20 minutos en un sofá
(Figura 5.2) antes de las mediciones, posteriormente se desarrolló la prueba
submáxima de la siguiente manera:

100
Figura 5.2 Utilizacion del Sistema Cosmed K4b2 en Reposo
a).- Prueba Submáxima
La prueba submáxima llamada prueba de Manero (1991), consistió en
utilizar un escalón de madera para realizar cargas aeróbicas, en donde las
cargas son asignadas de acuerdo al género y la edad (Figura 5.3). La secuencia
de bajar y subir está dada por una serie de cuatro pasos en cada ocasión y la
persona tiene que mantener los dos pies en el escalón a la hora de bajar y de
igual forma en el piso a la hora de subir.
101
Figura 5.3 Prueba Submáxima con Equipo K4b2
La primera carga consistió en ir arriba y abajo del escalón a una tasa de
17 veces por minuto, la segunda carga 26 veces y la tercera 34, con una
duración de tres minutos de descanso entre ellas. La velocidad de la prueba es
marcada por medio de un video que indica el ritmo de ejercicio, el cual fue
proyectado en un televisor de 32 pulgadas. Cuando termina cada carga es
necesario medir la frecuencia cardíaca en los siguientes 15 segundos de
recuperación y la prueba tiene que detenerse si se excede del 65% de la
capacidad máxima de ritmo cardíaco calculado. El resultado de la frecuencia
cardíaca de cada una de las cargas se observa en la tabla 5.2 en donde
obtuvimos el consumo de VO2max medido.

102
Tabla 5.2 Obtención de VO2max por Método de Manero
EDAD GENERO FC 65%FC
1a CARGAFC
2a CARGAFC
3a CARGAVO2
VO2 MAXL/min
20 F 130.0 113 137 446 4.4620 F 130.0 113 151 296 2.9621 F 129.4 101 124 146 333 3.3324 F 127.4 130 258 2.5826 F 126.1 124 153 219.5 2.19525 M 126.8 83 103 137 371 3.7125 M 126.8 107 118 148 367 3.6735 F 120.3 116 129 349 3.455137 F 119.0 126 264 2.481637 F 119.0 123 238 2.237239 F 117.7 98 137 346.7 3.2589839 F 117.7 119 366.5 3.445136 M 119.6 91 101 127 502 4.718836 M 119.6 93 104 140 423 3.976243 F 115.1 105 133 269 2.394142 F 115.7 117 271.5 2.4163540 M 117.0 85 102 127 423 3.976244 M 114.4 89 115 556 4.948445 M 113.8 96 125 396.5 3.5288549 M 111.2 121 284 2.41449 M 111.2 131 251 2.133552 F 109.2 102 122 449 3.59254 F 107.9 97 134 324 2.59254 F 107.9 106 137 298 2.38454 F 107.9 88 109 483 3.86457 F 106.0 117 272 2.067252 M 109.2 107 115 411 3.28853 M 108.6 107 120 370 2.9654 M 107.9 107 123 404.36 3.2348858 M 105.3 109 314 2.3864
Se midieron signos en reposo y en actividad física, con la finalidad de
determinar la ecuación de regresión lineal de cada individuo, de la relación
frecuencia cardíaca consumo de oxígeno (FC-VO2) y calcular el consumo
máximo de oxígeno (VO2max). Todos los parámetros contemplados en la
medición se realizaron de acuerdo a las condiciones normales de trabajo, y se

103
desarrollaron cada una de las actividades previamente diseñadas con la
finalidad de evaluar el desempeño del participante en la prueba.
e. Realizar Experimento.
En la quinta fase se llevó a cabo el experimento donde se entrenó el
tiempo suficiente a los participantes en cada una de las estaciones de trabajo
antes de las pruebas, esto con el objetivo de que se familiarizaran con los
procesos y desarrollar cada una de las estaciones de trabajo, hasta que las
personas se sintieran capacitadas para poder cumplir con el tiempo estándar
establecido para cada una de ellas. El tiempo considerado entre cada prueba
permitió regresar el ritmo cardíaco a un estado de reposo para reiniciar
nuevamente. Todas las pruebas fueron midiendo únicamente la FC y se requería
que se respetará el tiempo de ciclo hasta completar la prueba y en el momento
en que la persona quisiera abandonar la prueba lo podía hacer sin ninguna
presión para continuar; los participantes contaban con las ayudas visuales, así
como las tablas del cálculo de los tiempos predeterminados MOST, los cuales
pueden ser observados en el apéndice tabla 8, 9 y 10.
f. Análisis Estadísticos de los Datos.
En la sexta fase se determinó el diseño estadístico para realizar el
estudio; donde se utilizó un diseño en parcelas divididas, debido a que es un
diseño factorial en el que se producen bloques y resulta útil cuando se estudian

104
simultáneamente varios factores, la unidad experimental fue cada una de la
personas. Se utilizaron tres parcelas principales que fueron los tres tipos de
actividad física, a su vez cada parcela principal se dividía en dos subparcelas
que era el género (masculino y femenino) y cada subparcela de género fue
dividida en cinco subparcelas de edad (Figura 5.4); para poder determinar si
existe diferencia entre las actividades laborales y los factores de ejecución del
género y edad, además de buscar una interacción entre los factores observados.
Figura 5.4 Diseño de las Parcelas Divididas
Posteriormente las personas se citaban cada media hora, en un salón y
se les daba un número aleatorio, el cual era para determinar la actividad con la
que debería de iniciar el experimento, después al terminar dicha actividad se
generaba otro número aleatorio para saber con cuál actividad debería de
continuar y así sucesivamente, hasta completar las tres actividades, con la
finalidad de darle una aleatoriedad al experimento. Una vez realizadas las
pruebas se aplicó un análisis de t-pareada para determinar diferencias en cada
estación de trabajo con respecto a la cantidad máxima permitida.

105
6. RESULTADOS
En este capítulo se expresan los resultados de la investigación en
relación a las preguntas, objetivos e hipótesis planteadas en el capítulo dos. A
continuación se muestra el análisis estadístico de los datos obtenidos en la
prueba submáxima, así como en el experimento desarrollado.
6.1 Resultado de la prueba submáxima de laboratorio
Todos los participantes pudieron completar al menos una de las cargas
usadas en la prueba submáxima. Solo seis personas tuvieron la capacidad de
completar la tercera carga de la prueba, cinco hombres y una mujer con edades
por debajo de los 40 años completaron todas las cargas. Adicionalmente doce
personas completaron la segunda carga y doce la primera carga. La edad
resultó ser un factor remarcable en el cumplimiento de las cargas. En la tabla 5.2
podemos observar las diferencias.
La finalidad de aplicar la prueba submáxima, fue para poder seleccionar
sólo aquellos voluntarios con capacidad física en un rango normal. Al finalizar
esta prueba, resultó que sólo un participante de sexo femenino, estuvo por fuera
de rango, al demostrar una condición física superior a la considerada en el rango

106
de edad 4. Es por este motivo que el número de participantes para las pruebas
subsecuentes se redujo a 30.
Una vez obtenidas las mediciones del VO2 y de la FC, se procedió a
determinar la condición física de la persona por medio del cálculo del consumo
máximo de oxígeno, así como establecer la ecuación lineal de la relación
frecuencia cardíaca-consumo de oxígeno por medio de regresión lineal. La
siguiente gráfica (Figura 6.1) fue requerida para llevar a cabo un análisis de
regresión, en donde se tomó la medición directa como la forma más adecuada
de obtener el VO2max, para así comparar la efectividad del método Suunto.
Figura 6.1 Comparación de VO2max por Dos Métodos

107
El análisis estadístico arroja como resultado que ambos métodos para la
estimación de consumo de oxígeno max, son iguales.
HIPÓTESIS
Ho: No hay regresión (Kb4 Suunto)
Ha: Si hay regresión (Kb4 = Suunto)
ESTADÍSTICO DE PRUEBA
i
bt i
βσβ
)
)0−
=
REGLA DE DECISIÓN
Valor-p<0.05 entonces rechazar hipótesis nula.
CÁLCULOS
Por lo tanto, en la (Figura 6.2) se muestra el análisis de regresión con un nivel
de confianza del 95%, donde se obtiene un p-value = 0 y coeficiente r = 1.00998
por lo tanto, no existe evidencia para decir que los dos métodos son diferentes.

108
Figura 6.2 Resultados de la Comparación de Método para Obtener VO2max
En la (Figura 6.3) se muestra un análisis de normalidad para los
residuales, donde se obtiene un p-value = 0.633, por lo tanto, no existe evidencia
para decir que los datos no son normales.

109
Figura 6.3 Análisis de Normalidad de los Residuales
En la (Figura 6.4) se muestran las gráficas correspondientes al análisis de
regresión.
Figura 6.4 Análisis de Residuales para la Regresión
110
6.2 Resultados en el Experimento Exploratorio
De acuerdo al diseño de experimentos desarrollado, se pudo obtener que
de las 3 actividades físicas repetitivas consideradas, sólo la actividad 1 ó de
carga de trabajo ligera, pudo ser completada por el total de los participantes. Por
otro lado, la actividad 2 de carga moderada, no pudo ser completada por 1 mujer
del rango de edad 4, debido a problemas de artritis. En general, las mujeres
mayores de 30 años mostraron visualmente dificultad para completar las
actividades 2 y 3.
Los datos obtenidos de las mediciones en las estaciones de trabajo se
presentan en la tabla 6.1. La columna FCM representa la frecuencia cardíaca
media de la persona durante la actividad, la columna VO2 TAREA es el
consumo de oxígeno calculado mediante la ecuación de regresión y la columna
del VO2Max permitido es el consumo de oxígeno concedido para la persona
evaluada.
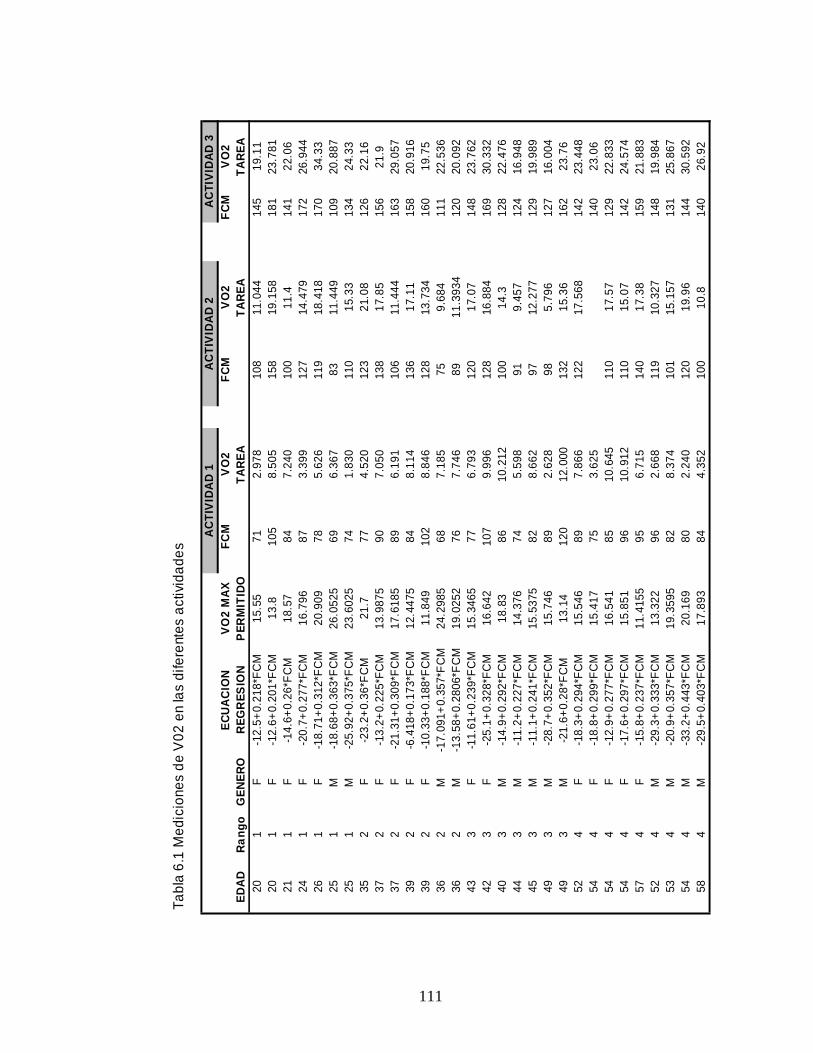
111
Tabl
a 6.
1 M
edic
ione
s de
V02
en
las
dife
rent
es a
ctiv
idad
es
ECU
AC
ION
VO2
MAX
FCM
VO
2FC
MV
O2
FCM
VO
2ED
ADRa
ngo
GEN
ERO
REG
RES
ION
PER
MIT
IDO
TARE
ATA
REA
TARE
A20
1F
-12.
5+0.
218*
FCM
15.5
571
2.97
810
811
.044
145
19.1
120
1F
-12.
6+0.
201*
FCM
13.8
105
8.50
515
819
.158
181
23.7
8121
1F
-14.
6+0.
26*F
CM
18.5
784
7.24
010
011
.414
122
.06
241
F-2
0.7+
0.27
7*FC
M16
.796
873.
399
127
14.4
7917
226
.944
261
F-1
8.71
+0.3
12*F
CM
20.9
0978
5.62
611
918
.418
170
34.3
325
1M
-18.
68+0
.363
*FC
M26
.052
569
6.36
783
11.4
4910
920
.887
251
M-2
5.92
+0.3
75*F
CM
23.6
025
741.
830
110
15.3
313
424
.33
352
F-2
3.2+
0.36
*FC
M21
.777
4.52
012
321
.08
126
22.1
637
2F
-13.
2+0.
225*
FCM
13.9
875
907.
050
138
17.8
515
621
.937
2F
-21.
31+0
.309
*FC
M17
.618
589
6.19
110
611
.444
163
29.0
5739
2F
-6.4
18+0
.173
*FC
M12
.447
584
8.11
413
617
.11
158
20.9
1639
2F
-10.
33+0
.188
*FC
M11
.849
102
8.84
612
813
.734
160
19.7
536
2M
-17.
091+
0.35
7*FC
M24
.298
568
7.18
575
9.68
411
122
.536
362
M-1
3.58
+0.2
806*
FCM
19.0
252
767.
746
8911
.393
412
020
.092
433
F-1
1.61
+0.2
39*F
CM
15.3
465
776.
793
120
17.0
714
823
.762
423
F-2
5.1+
0.32
8*FC
M16
.642
107
9.99
612
816
.884
169
30.3
3240
3M
-14.
9+0.
292*
FCM
18.8
386
10.2
1210
014
.312
822
.476
443
M-1
1.2+
0.22
7*FC
M14
.376
745.
598
919.
457
124
16.9
4845
3M
-11.
1+0.
241*
FCM
15.5
375
828.
662
9712
.277
129
19.9
8949
3M
-28.
7+0.
352*
FCM
15.7
4689
2.62
898
5.79
612
716
.004
493
M-2
1.6+
0.28
*FC
M13
.14
120
12.0
0013
215
.36
162
23.7
652
4F
-18.
3+0.
294*
FCM
15.5
4689
7.86
612
217
.568
142
23.4
4854
4F
-18.
8+0.
299*
FCM
15.4
1775
3.62
514
023
.06
544
F-1
2.9+
0.27
7*FC
M16
.541
8510
.645
110
17.5
712
922
.833
544
F-1
7.6+
0.29
7*FC
M15
.851
9610
.912
110
15.0
714
224
.574
574
F-1
5.8+
0.23
7*FC
M11
.415
595
6.71
514
017
.38
159
21.8
8352
4M
-29.
3+0.
333*
FCM
13.3
2296
2.66
811
910
.327
148
19.9
8453
4M
-20.
9+0.
357*
FCM
19.3
595
828.
374
101
15.1
5713
125
.867
544
M-3
3.2+
0.44
3*FC
M20
.169
802.
240
120
19.9
614
430
.592
584
M-2
9.5+
0.40
3*FC
M17
.893
844.
352
100
10.8
140
26.9
2
AC
TIV
IDA
D 1
AC
TIV
IDA
D 2
AC
TIVI
DAD
3

112
Para verificar la validez del experimento, se realizó una prueba de
normalidad a los valores obtenidos de la diferencia del VO2max permitido y el
medido en la actividad. En la (Figura 6.5) se observa una gráfica de normalidad
de los datos, obteniendo un valor p=0.208, lo que nos indica que no existe
evidencia para decir que los datos no son normales.
Figura 6.5 Prueba de Normalidad a la Diferencia de V02
6.3 Análisis sobre las Hipótesis
Una vez analizados los datos de los experimentos, se desea saber el
grado en que se aseveran o rechazan cada una de las hipótesis propuestas en
el planteamiento del problema. Para lograr esto se realiza un análisis estadístico
de la información más relevante, que sirve como sustento de las conclusiones
finales a este tema de investigación.

113
Hipótesis 1:
Los tiempos predeterminados calculados por el sistema MOST no son
adecuados en todos los casos para trabajadores de diferente edad que realizan
operaciones físicas repetitivas, con diferente nivel de carga de trabajo.
HIPÓTESIS
El consumo de oxígeno medido es mayor o igual al permitido en el diferente
rango de edad
H0: µM µP
Ha: µM < µP
ESTADÍSTICO DE PRUEBA:
ns
xtd
0µ−=
Valor-p<0.05 entonces rechazar hipótesis nula.
CÁLCULOS:
En las Figura 6.6, 6.7, 6.8, 6.9, 6.10, 6.11, 6.12, 6.13, 6.14, 6.15, 6.16, 6.17 se
presentan los cálculos realizados por medio del software estadístico.

114
Figura 6.6 Comparación Actividad 1 vs Rango de Edad 1
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 1 el VO2 medido no es mayor al VO2 recomendado para desarrollar la
actividad 1.
Figura 6.7 Comparación Actividad 2 vs Rango de Edad 1
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 1 el consumo de VO2 medido, no es mayor al VO2 recomendado para
desarrollar la actividad 2.

115
Figura 6.8 Comparación Actividad 3 vs Rango de Edad 1
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 1 el consumo de VO2 medido, es mayor al VO2 recomendado para
desarrollar la actividad 3.
Figura 6.9 Comparación Actividad 1 vs Rango de Edad 2
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 2, el consumo de VO2 medido, no es mayor al VO2 recomendado para
desarrollar la actividad 1.
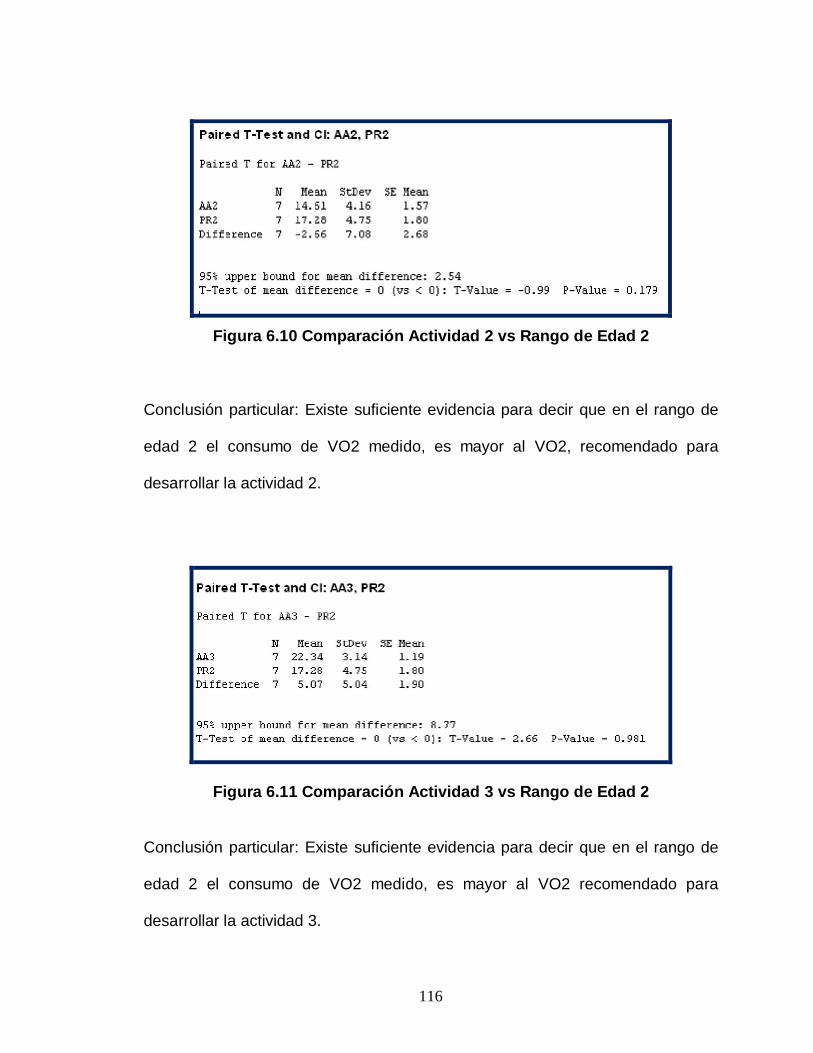
116
Figura 6.10 Comparación Actividad 2 vs Rango de Edad 2
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 2 el consumo de VO2 medido, es mayor al VO2, recomendado para
desarrollar la actividad 2.
Figura 6.11 Comparación Actividad 3 vs Rango de Edad 2
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 2 el consumo de VO2 medido, es mayor al VO2 recomendado para
desarrollar la actividad 3.

117
Figura 6.12 Comparación Actividad 1 vs Rango de Edad 3
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 3, el consumo de VO2 medido, no es mayor al VO2 recomendado para
desarrollar la actividad 1.
Figura 6.13 Comparación Actividad 2 vs Rango de Edad 3
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 3, el consumo de VO2 medido, es mayor al VO2 recomendado para
desarrollar la actividad 2.
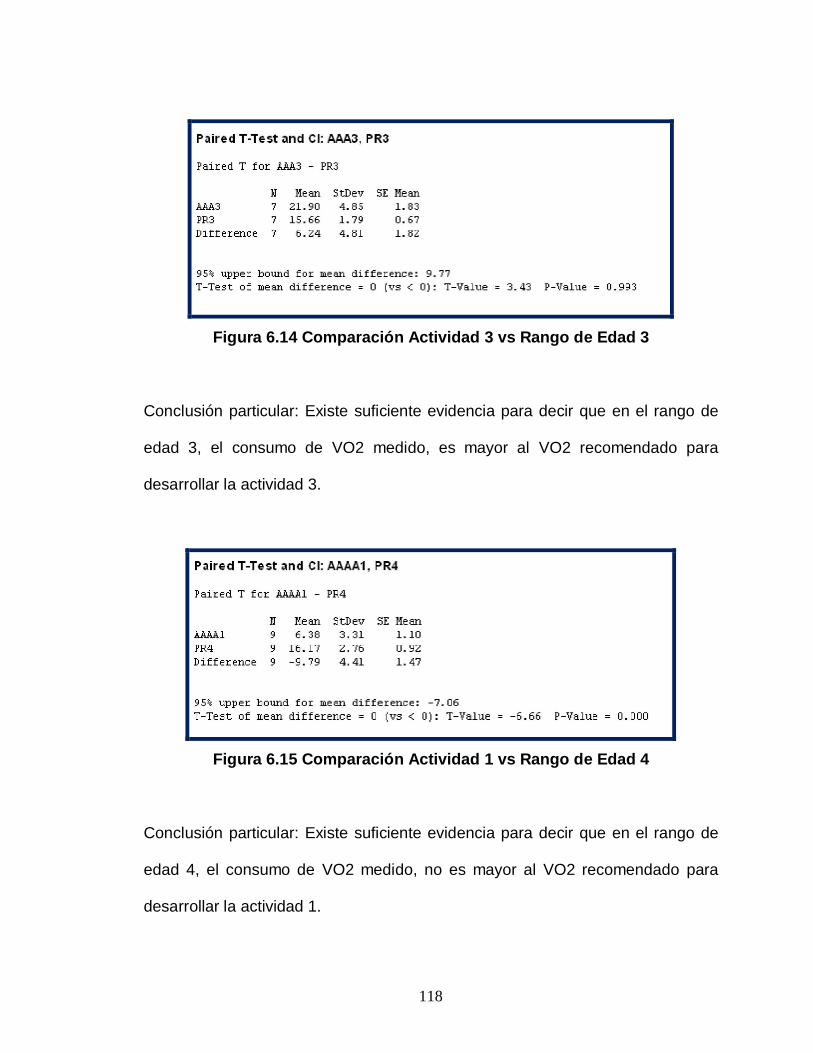
118
Figura 6.14 Comparación Actividad 3 vs Rango de Edad 3
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 3, el consumo de VO2 medido, es mayor al VO2 recomendado para
desarrollar la actividad 3.
Figura 6.15 Comparación Actividad 1 vs Rango de Edad 4
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 4, el consumo de VO2 medido, no es mayor al VO2 recomendado para
desarrollar la actividad 1.

119
Figura 6.16 Comparación Actividad 2 vs Rango de Edad 4
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 4, el consumo de VO2 medido, es mayor al VO2 recomendado para
desarrollar la actividad 2.
Figura 6.17 Comparación Actividad 3 vs Rango de Edad 4
Conclusión particular: Existe suficiente evidencia para decir que en el rango de
edad 4, el consumo de VO2 medido, es mayor al VO2 recomendado para
desarrollar la actividad 3.
120
REGLA DE DECISIÓN:
El valor-p<0.05 entonces rechazar hipótesis nula
CONCLUSIONES RESPECTO A LA EDAD:
Existe suficiente evidencia para decir que las personas con rangos de edad 1, 2,
3 y 4 que desarrollan operaciones físicas repetitivas ligeras, así como las
personas con rango de edad 1, que desarrollan operaciones físicas repetitivas
moderadas con un tiempo determinado por el sistema de tiempo
predeterminados MOST, no excede el consumo VO2 recomendado.
Existe suficiente evidencia para decir que las personas con rangos de edad 2, 3
y 4 que desarrollan operaciones físicas repetitivas moderadas, con un tiempo
determinado por el sistema de tiempo predeterminados MOST, excede el
consumo de VO2 recomendado.
Existe suficiente evidencia para decir que las personas con rangos de edad 1, 2,
3 y 4 que desarrollan operaciones físicas repetitivas pesadas, con un tiempo
determinado por el sistema de tiempos predeterminados MOST, exceden el
consumo de VO2 recomendado.

121
Hipótesis 2:
Los tiempos predeterminados calculados por el sistema MOST no son
adecuados en todos los casos para trabajadores de diferente género, que
realizan operaciones físicas repetitivas con diferente nivel de carga de trabajo.
HIPÓTESIS
El consumo de oxígeno medido, es mayor o igual al permitido en diferente
género.
H0: µM µP
Ha: µM µP
ESTADÍSTICO DE PRUEBA:
ns
xtd
0µ−=
Valor-p<0.05 entonces rechazar hipótesis nula.
CÁLCULOS:
En la figura 6.18, 6.19, 6.20, 6.21, 6.22, 6.23 se presentan los cálculos
realizados por medio del software estadístico.
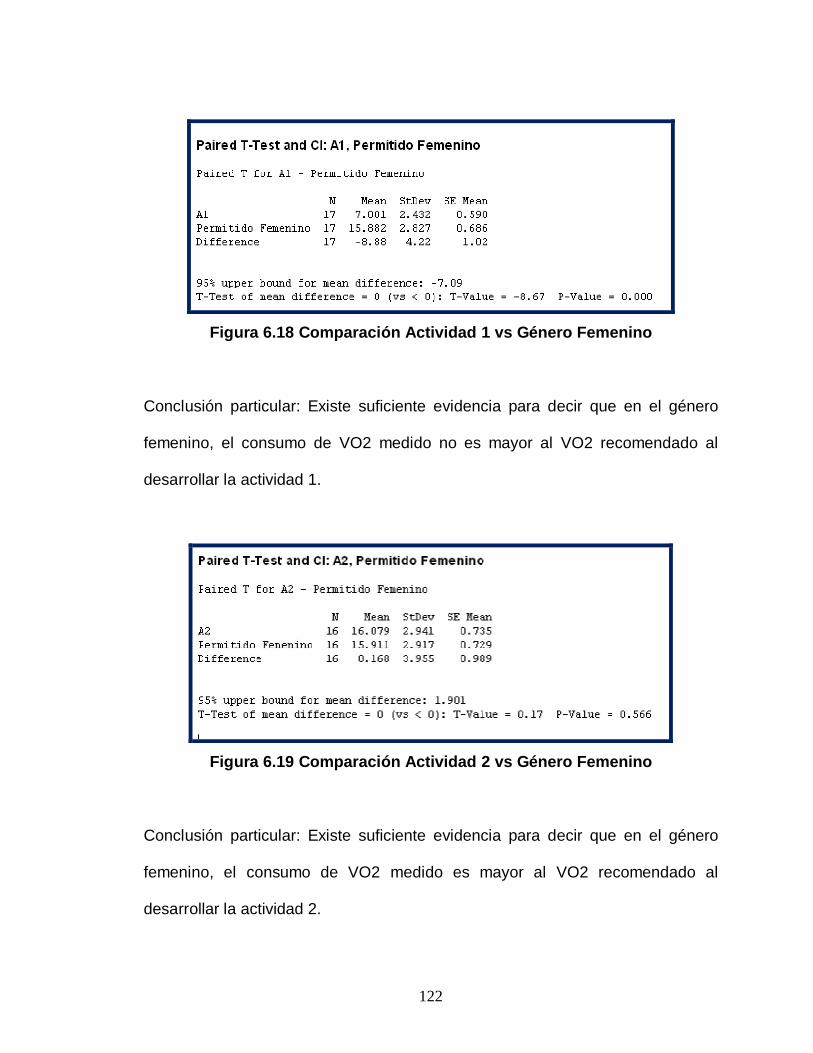
122
Figura 6.18 Comparación Actividad 1 vs Género Femenino
Conclusión particular: Existe suficiente evidencia para decir que en el género
femenino, el consumo de VO2 medido no es mayor al VO2 recomendado al
desarrollar la actividad 1.
Figura 6.19 Comparación Actividad 2 vs Género Femenino
Conclusión particular: Existe suficiente evidencia para decir que en el género
femenino, el consumo de VO2 medido es mayor al VO2 recomendado al
desarrollar la actividad 2.

123
Figura 6.20 Comparación Actividad 3 vs Género Femenino
Conclusión particular: Existe suficiente evidencia para decir que en el género
femenino, el consumo de VO2 medido es mayor al VO2 recomendado al
desarrollar la actividad 3.
Figura 6.21 Comparación Actividad 1 vs Género Masculino
Conclusión particular: Existe suficiente evidencia para decir que en el género
masculino, el consumo de VO2 medido no es mayor al VO2 recomendado al
desarrollar la actividad 1.

124
Figura 6.22 Comparación Actividad 2 vs Género Masculino
Conclusión particular: Existe suficiente evidencia para decir que en el género
masculino, el consumo de VO2 medido, no es mayor al VO2 recomendado al
desarrollar la actividad 2.
Figura 6.23 Comparación Actividad 3 vs Género Masculino
Conclusión particular: Existe suficiente evidencia para decir que en el género
masculino, el consumo de VO2 medido es mayor al VO2 recomendado al
desarrollar la actividad 3.
125
REGLA DE DECISIÓN:
El valor-p<0.05 entonces rechazar hipótesis nula
CONCLUSIONES RESPECTO AL GÉNERO:
Existe suficiente evidencia para decir que las personas de ambos géneros que
desarrollen operaciones físicas repetitivas ligeras, así como las personas de
género masculino que desarrollan operaciones físicas repetitivas moderadas con
un tiempo determinado por el sistema de tiempo predeterminados MOST, no
excede el consumo VO2 recomendado.
Existe suficiente evidencia para decir que las personas de género femenino que
desarrollen operaciones físicas repetitivas moderadas y pesadas, así como las
personas de género masculino que desarrollan operaciones físicas repetitivas
pesadas con un tiempo determinado por el sistema de tiempo predeterminados
MOST, excede el consumo VO2 recomendado.

126
7. CONCLUSIONES
En el presente capítulo se expresan las conclusiones obtenidas durante la
presente investigación, a través de la prueba de las hipótesis planteadas.
En base a los resultados de la prueba submáxima podemos decir que el
método de medición por frecuencia cardíaca, es un buen estimador al
metabolismo medido en base al consumo de oxígeno, debido a que es más fácil
el uso de equipo de frecuencia cardíaca en lugar del aparato cosmed.
7.1 Conclusiones Sobre la Edad
En base a los resultados obtenidos en el capítulo anterior, se concluye
que el sistema de tiempos predeterminados MOST, resultó ser apto para su
aplicación a nivel energético en todos los trabajadores que fluctúen en un rango
de edad de 20 a 59 años al desarrollar operaciones físicas repetitivas, con un
consumo calórico menor a 2.5 Kcal/min, las cuales son consideradas como
actividades físicas ligeras.
Para el desarrollo de actividades físicas repetitivas con un consumo
calórico de 2.5 a 5 Kcal/min, las cuales son consideradas actividades físicas
moderadas el sistema de tiempos predeterminados MOST, resultó no ser apto
127
para su aplicación a nivel energético, en trabajadores que se encuentren en un
rango de edad de 30 a 59 años.
Para el desarrollo de actividades físicas con un consumo calórico de 5 a
7.5 Kcal/min las cuales son consideradas como actividades físicas pesadas, el
sistema de tiempos predeterminados MOST no fue apto para su aplicación a
nivel energético en trabajadores de 20 a 59 años.
7.2 Conclusiones Sobre el Género
En base a los resultados obtenidos en el capítulo anterior, se concluye
que el sistema de tiempos predeterminados MOST resultó ser apto para su
aplicación a nivel energético, en todos los trabajadores de ambos géneros
masculino y femenino, al desarrollar operaciones físicas repetitivas con un
consumo calórico menor a 2.5 Kcal/min, las cuales son consideradas como
actividades físicas ligeras.
Para el desarrollo de actividades físicas repetitivas con un consumo
calórico de 2.5 a 5 Kcal/min, las cuales son consideradas actividades físicas
moderadas, el sistema de tiempos predeterminados MOST resultó no ser apto
para su aplicación a nivel energético, en trabajadores de género femenino.

128
Para el desarrollo de actividades físicas con un consumo calórico de 5 a
7.5 Kcal/min las cuales son consideradas como actividades físicas pesadas, el
sistema de tiempos predeterminados MOST no fue apto para su aplicación a
nivel energético, en trabajadores de género femenino y masculino.
7.3 Conclusiones Generales
De acuerdo a esta investigación, se concluye que al utilizar el sistema de
tiempos predeterminados MOST para balancear un proceso de producción o
para calcular el tiempo estándar de cualquier operación física repetitiva, estos
tiempos determinados deberán ser revisados minuciosamente en su aplicación
cuando existan cargas aeróbicas en la operaciones de trabajo.
En esta investigación se eligió trabajar con el sistema de tiempos
predeterminados MOST, debido a que es el sistema que más considera el
esfuerzo físico, así como la energía gastada del trabajador al realizar una
actividad, ya que la base de los movimientos fundamentales están calculados
bajo el concepto físico de trabajo, es decir fuerza por distancia igual a trabajo.
En esta investigación se concluye que es recomendable el considerar el uso de
factores o tolerancias aplicables, al tiempo estándar calculado de una operación,
tomando en cuenta las características físicas de los trabajadores que las
desarrollarán, así como el considerar descansos programados y/o reducción de
las jornadas laborales.

129
8. BIBLIOGRAFÍAS
Astrand P-O y Rodahl K. (203). Textbook of Work Physiology. McGraw Hill. 3ªEdición. pp. 272-292)
Azzimonti, JC. (2003). Bioestadística Aplicada a Bioquímica y Farmacia.Universidad Nacional de Misiones. Editorial Universitaria Argentina
Barnes, R. (1979). Estudio de movimientos y tiempos, Estados Unidos, AguilarEdiciones, 5ª. Edición.
Barnes, R. (1980). Motion and time study, Design and measurement of work,Estados Unidos, Woodbine, 7ª. Edición.
Bink, B. (1962). The Physical Working Capacity in Relation to Working Time andAge, Ergonomics, 5, London. Pp. 25-28
Castanyer, F. (1988). Control de movimientos y tiempos, España, Marcombo, 1ª.Edición.
COSMED (2003). K4b2 User Manual. Cosmed Srl, XI Edition, Italy.
Daschbach, J. M. y Henry, E. W. (1980). Computerized Video WorkMeasurement. Comput. & Indus. Engng. Vol. 4.
De la Riva (2000). Tiempos Estándar y Visión por Computadora.
Edward, N., Armitage, P., Berry, G. (1997). Estadística Para la InvestigaciónBiomédica. Tercera Edición Harcourt Brace.
Ergo Prevención (2006). Evaluación de la Carga Física.
Fred, L. (1980). Introducción a la Administración un Enfoque de Contingencia.Mac Graw. Hill
Freivalds, A. (2004). Ingeniería Industrial, Métodos, Estándares y Diseño delTrabajo, Estados Unidos, Alfaomega, 11ª. Edición.
Firstbeat Technologies (2007). An Energy Expenditure Estimation Base on HeartRate Measurement, Firstbeat Techonologies. pp. 1-4

130
García, C. (2005). Estudio del trabajo, Ingeniería de métodos y medición deltrabajo, México, McGraw-Hill, 2ª. Edición.
García, R. (1998). Estudio del trabajo e ingeniería de métodos, México, McGraw-Hill, 1ª. Edición.
García Criollo. (1998). Estudio del trabajo, Vol II. 1ª. Ed. Ed. Mc Graw – Hill,México.
Grandjean, E. (1988). Precis d’ Ergonomie. Les d’ editions d’ Organization. Paris.
Groover M. (2006). Work Systems and the Methods, Measurement, andManagment of Work. Pearson Prentice Hall. 1ª Edition. pp. 581-593.
Ilmarinen. (2002). Physical Requirements Associated with the Work of AgingWorkers en the European Union. Experimental Aging Research. Vol 28.pp. 7-10.
IImarine, J. (1999). Job Design for the Aged with Regard to Decline in theirMaximal Aerobic Capacity: Part I Guidelines for the Practitioner,Intenational Journal of Industrial Ergonomics, vol. 10. Pp. 53-63.
International Labor Office of Geneva (1979).Introduction to Work Study. ThirdEdition (Revised).
Jorgersen, K, (1985). Permissible Loads Based on Energy ExpenditureMeasurements. Ergonomics, 28(1). Pp. 365-369.
Kramer M., Dehner C., Hartwig E., Volker H., Sterk J., Elbel M., Weikert E.,Gerngrob H., Kinzl L., Willy C. (2005). Intramuscular Pressure, TissueOxygenation and EMG Fatigue mesasured During Isometric Fatigue-Inducing Contraction of the Multifdius Muscle. European Spine Journal.Vol 14. pp. 578-579.
Lehmann, G. (1960). Fisiología Práctica del Trabajo. Aguilar. Madrid.
Link, G (1962). Carga física de trabajo.
Manero, R., (1992). Capacidad física y actividad laboral, Mapfre Medicina. Vol. 3,241-248.
Manero, R. y Manero, J. (1991). Dos Alternativas para el Estudio y Promoción dela Capacidad Física de los Trabajadores, MAPFRE Seguridad, 44. pp. 31-35.

131
Mundel, M., Daner, D. (1994). Motion and time study, Improving productivity,Estados Unidos, Prentice Hall, 7ª. Edición.
Mundel M. (1975). Estudio de Tiempos y Movimientos. Compañía EditorialContinental, S.A. pp. 365-368.
Nexgen Ergonomics (1999). The Global Sources & Instrumentation forErgonomics, Biomechanics & Medicine.
Niebel, B. (1990). Ingeniería industrial, métodos, tiempos y movimientos, México,Alfaomega, 8ª. Edición.
Nievel B. y Freivalds A. (2004). Ingeniería Industrial, Métodos Estándares yDiseño del Trabajo. Alfaomega. pp. 395-398.
Nogareda, C. (2006). La Carga Mental del Trabajo. Ministerio del Trabajo yAsuntos Sociales de España. NTP 179. Pp. 1 – 4.
Oficina Internacional del Trabajo, (1997). Introducción al estudio del trabajo, 4ªed. Ginebra, Suiza.
Osborne & Tigar (1992). Análisis de Regresión.
Pollice J., Balbarrey H., Ciafardoni P., Cerri M., Travolini S. (1998). MedidaDirecta del Consumo de Oxígeno en la Prueba Cardiopulmonar delEjercicio Comparada con la Medición Indirecta en Ergometría. RevistaFederal Argentina de Cardiología, vol. 27, pp. 207-213
Ramírez, C. (1986). Seguridad Industrial, Perú, Noriega Editores, 1ª. Edición.
Ramírez, C. (1991), Ergonomía y Productividad, Perú, Noriega Editores, 2a.Edición.
Sánchez, L., Lineamiento para la Elaboración, Presentación y Publicación deTrabajos de Investigación, ITCJ, Juárez, México.
Salvarrey, L, (2000). Curso de Estadística Básica. Universidad de la Repúblicade Uruguay.
Salvendry, G. (1991). Manual de Ingeniería Industrial. Vol. II, Editorial Limusa.Schantz, R. (1981). BBN Systems and Technologies.
Scherrer, J. (1967). Physiologie du Travail. Tomo 1. Masson. París.

132
Shwartz, E. y Reibold, R. (1990). Aerobic Fitness Norms for Males and FemalesAged 6 to 75 years: a Review. Aviation, Space Enviromental Medicine.
Tortosa, L., García, C., Page, A., Fereras, A., Castello, P., Piedrabuena, A.(2004). Trabajo y Envejecimiento. Mejora de las CondicionesErgonómicas de la Actividad Laboral para la Promoción de unEnvejecimiento Saludable. Ministerio del Trabajo y Asuntos Sociales deEspaña. Pp. 1-5.
133
APÉNDICE
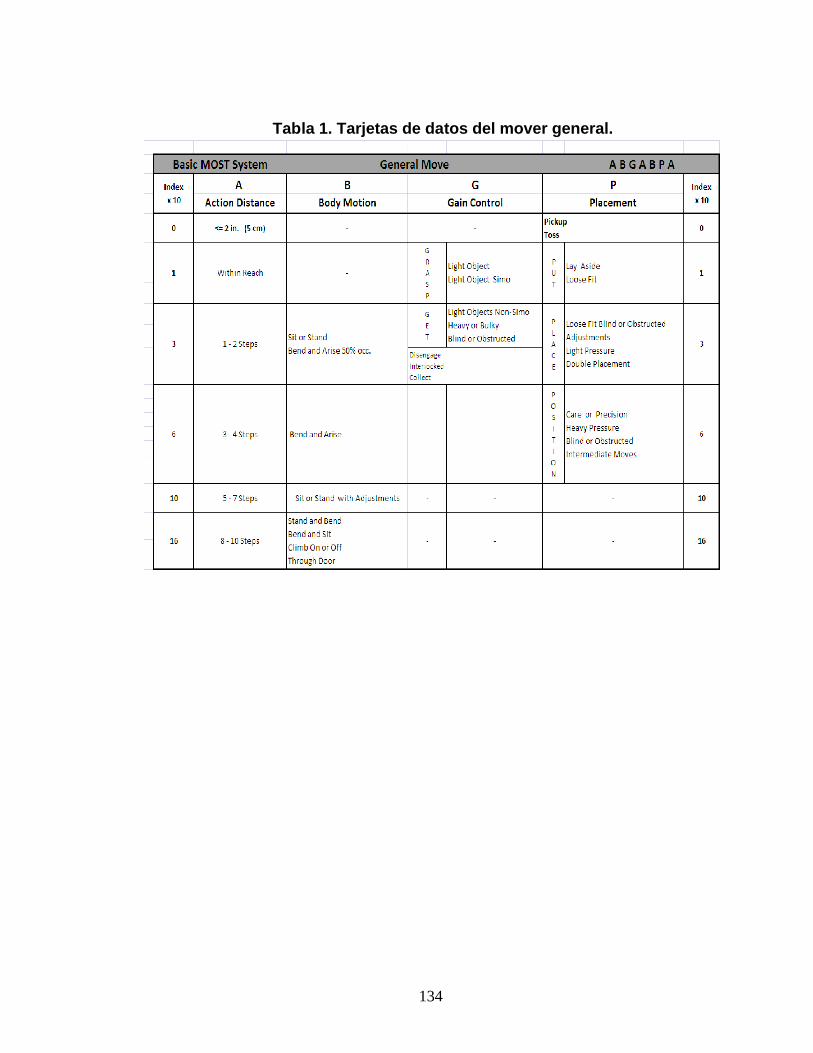
134
Tabla 1. Tarjetas de datos del mover general.

135
Tabla 2. Tarjetas de datos de movimientos controlados.
Tabla 3. Tarjetas de datos de uso de herramientas.
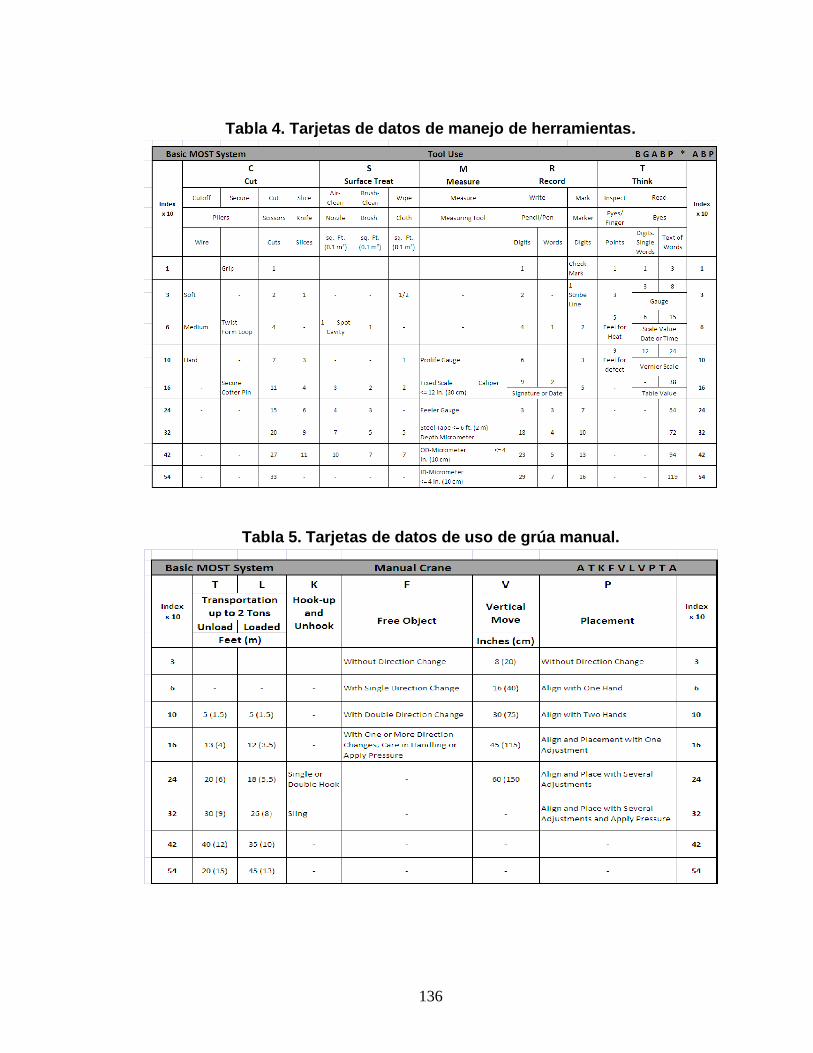
136
Tabla 4. Tarjetas de datos de manejo de herramientas.
Tabla 5. Tarjetas de datos de uso de grúa manual.

137
Tabla 6. Tarjetas de datos de uso de grúa eléctrica.

138
Tabla 7. Tarjetas de datos de uso montacargas.

139
Tabla 8. Estudio de tiempos MOST para actividad ligera.

140
Tabla 9. Estudio de tiempos MOST para actividad media.
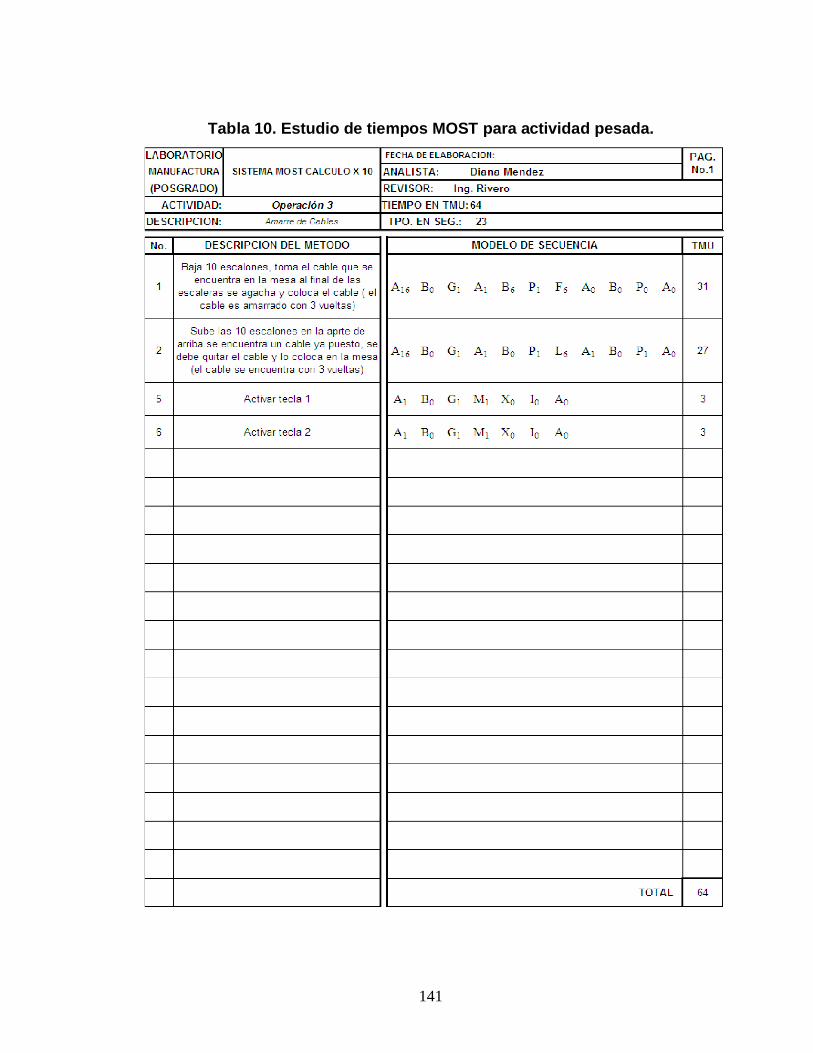
141
Tabla 10. Estudio de tiempos MOST para actividad pesada.

142
Tabla 11. Tecnología First Beat.

143

144

145
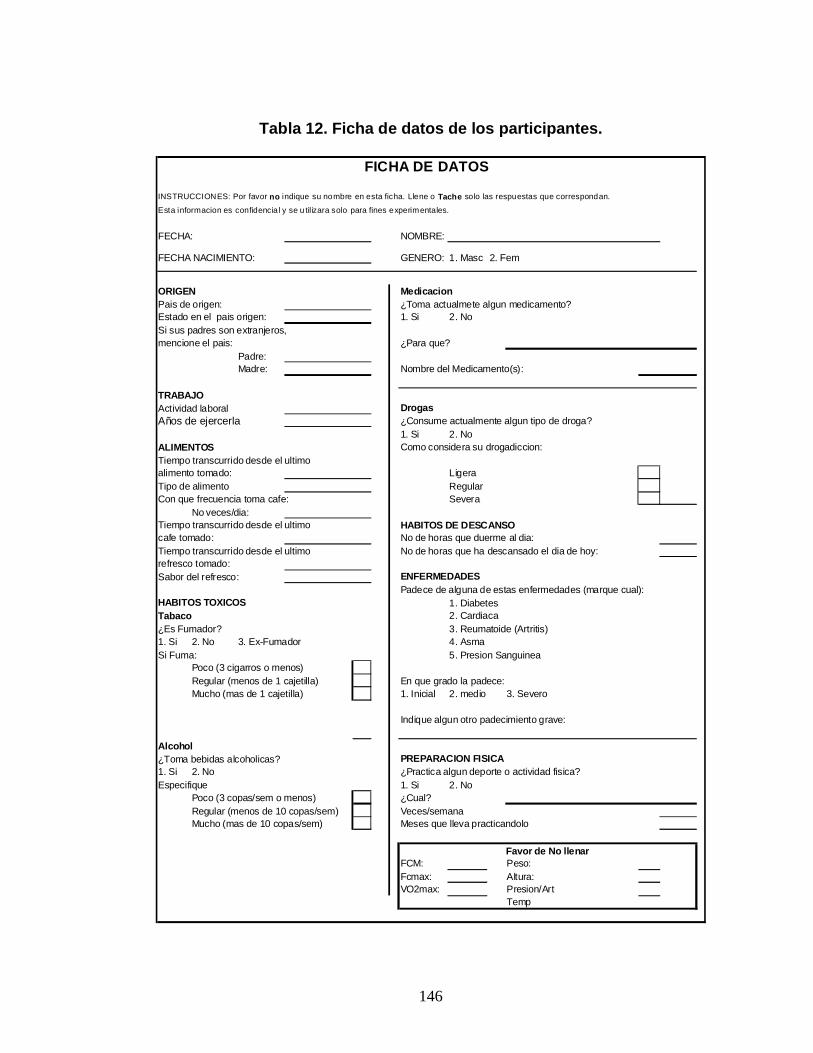
146
Tabla 12. Ficha de datos de los participantes.
INSTRUCCIONES: Por favor no indique su nombre en esta ficha. Llene o Tache solo las respuestas que correspondan.
Esta informacion es confidencia l y se u tilizara solo para fines experimentales.
FECHA: NOMBRE:
FECHA NACIMIENTO: GENERO: 1. Masc 2. Fem
ORIGEN MedicacionPais de origen: ¿Toma actualmete algun medicamento?Estado en el pais origen: 1. Si 2. NoSi sus padres son extranjeros,mencione el pais: ¿Para que?
Padre:Madre: Nombre del Medicamento(s):
TRABAJOActividad laboral DrogasAños de ejercerla ¿Consume actualmente algun tipo de droga?
1. Si 2. NoALIMENTOS Como considera su drogadiccion:Tiempo transcurrido desde el ultimoalimento tomado: LigeraTipo de alimento RegularCon que frecuencia toma cafe: Severa
No veces/dia:Tiempo transcurrido desde el ultimo HABITOS DE DESCANSOcafe tomado: No de horas que duerme al dia:Tiempo transcurrido desde el ultimo No de horas que ha descansado el dia de hoy:refresco tomado:Sabor del refresco: ENFERMEDADES
Padece de alguna de estas enfermedades (marque cual):HABITOS TOXICOS 1. DiabetesTabaco 2. Cardiaca¿Es Fumador? 3. Reumatoide (Artritis)1. Si 2. No 3. Ex-Fumador 4. AsmaSi Fuma: 5. Presion Sanguinea
Poco (3 cigarros o menos)Regular (menos de 1 cajetilla) En que grado la padece:Mucho (mas de 1 cajetilla) 1. Inicial 2. medio 3. Severo
Indique algun otro padecimiento grave:
Alcohol¿Toma bebidas alcoholicas? PREPARACION FISICA1. Si 2. No ¿Practica algun deporte o actividad fisica?Especifique 1. Si 2. No
Poco (3 copas/sem o menos) ¿Cual?Regular (menos de 10 copas/sem) Veces/semanaMucho (mas de 10 copas/sem) Meses que lleva practicandolo
FCM: Peso:Fcmax: Altura:VO2max: Presion/Art
Temp
FICHA DE DATOS
Favor de No llenar
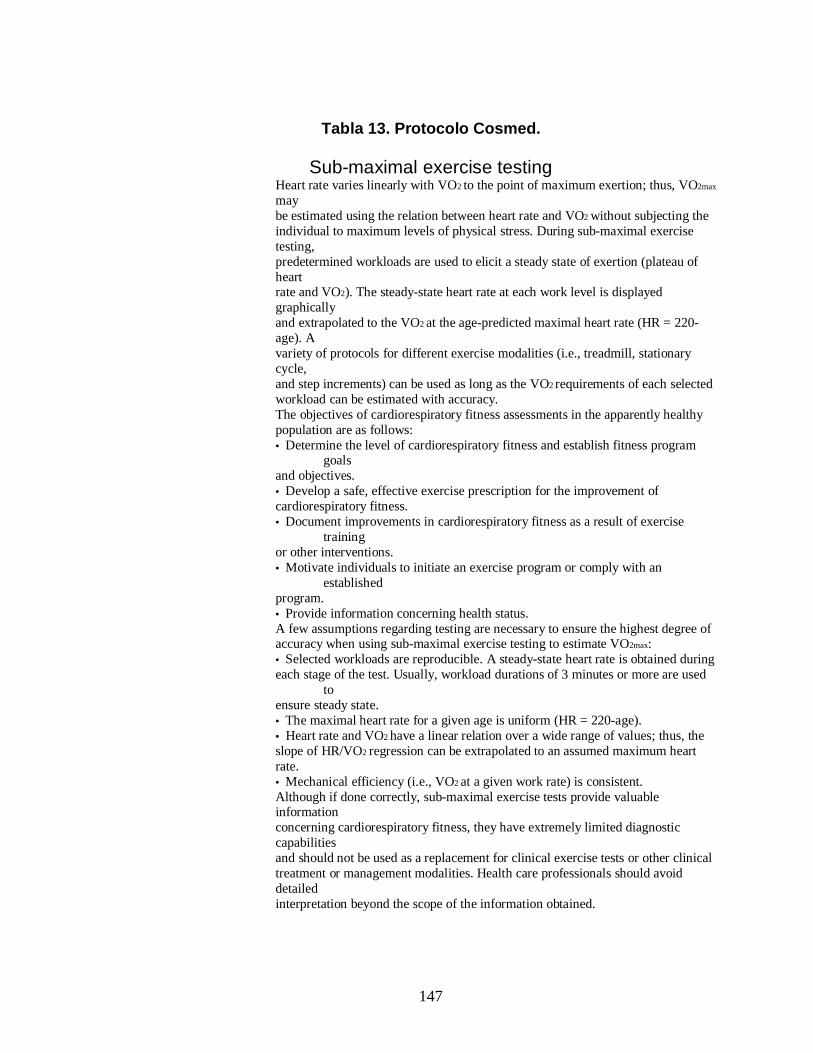
147
Tabla 13. Protocolo Cosmed.
Sub-maximal exercise testingHeart rate varies linearly with VO2 to the point of maximum exertion; thus, VO2max
maybe estimated using the relation between heart rate and VO2 without subjecting theindividual to maximum levels of physical stress. During sub-maximal exercisetesting,predetermined workloads are used to elicit a steady state of exertion (plateau ofheartrate and VO2). The steady-state heart rate at each work level is displayedgraphicallyand extrapolated to the VO2 at the age-predicted maximal heart rate (HR = 220-age). Avariety of protocols for different exercise modalities (i.e., treadmill, stationarycycle,and step increments) can be used as long as the VO2 requirements of each selectedworkload can be estimated with accuracy.The objectives of cardiorespiratory fitness assessments in the apparently healthypopulation are as follows:• Determine the level of cardiorespiratory fitness and establish fitness program
goalsand objectives.• Develop a safe, effective exercise prescription for the improvement ofcardiorespiratory fitness.• Document improvements in cardiorespiratory fitness as a result of exercise
trainingor other interventions.• Motivate individuals to initiate an exercise program or comply with an
establishedprogram.• Provide information concerning health status.A few assumptions regarding testing are necessary to ensure the highest degree ofaccuracy when using sub-maximal exercise testing to estimate VO2max:• Selected workloads are reproducible. A steady-state heart rate is obtained duringeach stage of the test. Usually, workload durations of 3 minutes or more are used
toensure steady state.• The maximal heart rate for a given age is uniform (HR = 220-age).• Heart rate and VO2 have a linear relation over a wide range of values; thus, theslope of HR/VO2 regression can be extrapolated to an assumed maximum heartrate.• Mechanical efficiency (i.e., VO2 at a given work rate) is consistent.Although if done correctly, sub-maximal exercise tests provide valuableinformationconcerning cardiorespiratory fitness, they have extremely limited diagnosticcapabilitiesand should not be used as a replacement for clinical exercise tests or other clinicaltreatment or management modalities. Health care professionals should avoiddetailedinterpretation beyond the scope of the information obtained.

148
Considerations with sub-maximal exercise testingConsiderations for selection of protocol and equipment include any physical orclinicallimitations that may preclude certain types of exercise (i.e., age, weight, arthritis,orthopaedic complications, individual comfort, level of fitness, type of exercisetrainingthat will be performed, and individual preference).For example, some individuals may perform better on a non-weight-bearingmodality(cycle versus treadmill), while others may not have the required range of motion inthehip or knee to pedal and may perform better walking. Deconditioned, weak, orelderlypersons may have to start the test at a low work level and increase the workload insmallincrements. Also, field tests may not be appropriate for those who require strictsupervision during testing, who do not understand the concept of pacing, or whocannotbe expected to put forth a good effort. More consistent results may be obtained bytesting in a controlled environment such as a laboratory setting. Creativity whenselecting protocols may allow adaptations of commonly used protocols toaccommodateathletes competing in specific sports. Regardless of the type of exercise andprotocolselected, the same type of exercise and protocol should be used for repeat testing ifbetween-test comparisons are important.
StaffingStaff members should be able to do the following:1. Establish rapport with the subject and make him or her feel comfortable.2. Recognize normal acute and chronic responses to exercise.3. Recognize abnormal signs and symptoms during exercise.4. Provide basic life support measures competently.5. Adhere to established procedures and protocols.6. Clearly explain test results to the individual.
Test terminationSub-maximal tests should be terminated according to ACSM or other acceptedguidelines (see table in the following). In the event of an abnormal response, thetestshould be terminated, the medical director of the facility and the individual sprimarycare physician notified, and all specified follow-up procedures performed. In theeventof mechanical or electrical failure that may compromise the accuracy of the testresultsor monitoring capabilities, the test should be terminated until the problem iscorrected.General Indications for Stopping an Exercise Test in Apparently Healthy AdultsOnset of angina or angina-like symptomsSignificant drop (20 mmHg) in systolic blood pressure or a failure of the systolicblood

149
pressure to rise with an increase in exercise intensityExcessive rise in blood pressure: systolic pressure >260 mmHg or diastolicpressure>115 mmHgSigns of poor perfusion: tight-headedness, confusion, ataxia, pallor, cyanosis,nausea, orcold and clammy skinFailure of heart rate to increase with increased exercise intensityNoticeable change in heart rhythmSubject requests to stopPhysical or verbal manifestations of severe fatigueFailure of the testing equipmentAssuming that testing is non-diagnostic and is being performed without directphysicianinvolvement or electrocardiographic monitoring.