solvent free glass fiber reinforced epoxy tank -re re
TRANSCRIPT

Edition 07.2014 Identification No. P - 24
1 .Description:
A two component solvent -free epoxy reinforced with glass fiber mat to be used for lining and re-bottoming of storage tanks .its resistant to chemicals, oils petroleum also it can be produced as a heat resistant lining which can withstand temperature up to 170° C under the trade name PROLINE CERAMIC EP.
2 .Scope:
Steel storage tanks containingcorrosive fluids need to be internally lined to prevent corrosion of the substrate and contamination of the liquid stored within. There are many reliable organic lining systems available, typically epoxy based, which can be used at new building; however, in general, these will need to be maintained to ensure the tank achieves its design life. These same systems can also be used for maintenance painting. But what if corrosion has started in the tank base, leading to thinning of beneath steel plate or even the development of holes? The owner has two options: to replace the corroded steel, which is expensive and involves a long shutdown of the tank, or to use a reinforced lining. There are a host of different types of reinforced tank-lining systems that can greatly influence the duration of shutdown time required to apply the lining, financially benefit the end user in the long run, and allow linings to be applied to tanks that have suffered significant amounts of corrosion damage.
Solvent Free Glass Fiber Reinforced Epoxy Tank
-RE Bottoming System RE- Guide

Edition 07.2014 Identification No. P - 24
5. How to use:
5.1. Surface preparation: The tank is desludged and cleaned with detergents to remove all the traces of the content.
The area to be coated is sandblasted to the clean metal, and then vacuum cleaned (Swedish
standard SIS 05.59.00-1967:Sa 2,5-3).
The Pits are either patched by welding, followed by sand blasting Of weld area , or they are
patched with a putty conveniently system with some dry and clean Quartz flour.
Welded Tanks Dry sand – blast the tank floor and the tank wall (shell plates) to a height of about 1-1.5
meter. A dull grey metal finish. Swedish standards Associations SIS 05 59 00 grade Sa 2 ½
or steel structures paint council, USA standards SP 6-63 , is suitable.
The height up to which the treatment of walls is
carried depends on the particular use of the tank.
In dehydration tanks or others containing water
bottom, it may be necessary to apply the laminate
depth of water likely to be encountered in service.
Remove blast-cleaning products and apply a
conventional two-pack EPOXY resin/amine adduct
or polyamide curing agent primer immediately after
sand-blasting. The manufacturer's instructions on mixing, thinning, application rates and
working life of the paint should strictly followed.
The use of clean brushes and a vacuum cleaner to remove dust ,ect.
Application of the primer is recommended. the freshly sand-blasted surface should be
primed as soon as possible , especially in humid conditions , preferably no more than 4 to 6
hours after blasting to prevent further corrosion .
Under no conditions should the sand-blasted surface be left uncoated overnight.
Metallic pigmented primers (Zinc-rich or lead –rich)
are not recommended, they are intended for different
services conditions over coated with paint.
Under the thicker and more rigid layer of a laminate
than when a conventionally pigmented EPOXY resin
primer is used.
Ventilate the tank adequately during the application
and drying of the primer to remove solvent vapors.

Edition 07.2014 Identification No. P – 24
Any holes greater than about 1 cm diameter in the bottom of the tank should be covered with
a sand-blasted and primed steel plate which can be stuck down using the laminating resin
system as an adhesive. Holes smaller than 1 cm diameter and any pitted areas should be
filled with an EPOXY resin based putty (EPOXY PUTTY).
Fill all overlap welds with the EPOXY resin based putty to give a smooth surface
on which to apply the laminate without bridging.
Fill the curb angle between floor and plates with a sand-filled EPOXY resin
system , again to give a smooth surface on which to apply the laminate without
bridging over an air gap.
A tack coat of unfilled resin mix can be applied to the areas of plate on which the Filler is to
be applied shortly before the sand-filled mix is trowelled into place, this facilitate application
of the filler mix and improves it's adhesion , any
other fixed
Protuberances should be treated similarly.
Patch any severely pitted and holes areas by
applying a laminate consisting of an EPOXY resin
system, reinforced with two layers of chopped strand
mat.
Apply laminate over the whole of the tank floor and
the cleaned and primed part of the tank wall. This laminate consists of one or two
layers of chopped strand glass.
Ensure that the primed steel is grease and dust free before applying the laminate. Abrade
the surface of any patches applied. Typically laminate would consist of two layers of 300
g/m² chopped strand mat or one layer of 450 gm/m² chopped strand mat, although
circumstances may arise where a thicker mat 450 g/ m² is considered desirable , a glass
surfacing tissue 300 micron is generally used.
A minimum overlap between adjacent strips of
mat of 5 cm is desirable. However to avoid ridges
and simplify the laying procedures, it is better to
have a 50% overlap.

Edition 07.2014 Identification No. P - 24
In laying the laminate, apply a layer of resin mix by brush or roller and onto this place one
layer of chopped strand mat reinforced.
Compact by rolling with split washer rollers this displaces the air in the mat out wards, apply
further resin mix, then the second layer of chopped stand mat and consolidate as before
repeat for the surfacing tissue.
Typically the weight of resin mix required per unit area in a hand layup laminate is roughly 3
times the total weight of reinforcement per unit area plus about 300 gm/m² for the surfacing
tissue
The laminate applied to the shell plates may either be applied before or after the main
laminate onto the tank floor. The technique used is the same as for floor laminate but the
resin may be suitably modified to reduce resin drainage on the vertical surfaces. For
convenience the mat is generally applied vertically then horizontally.
In floating roof tank where legs are attached to the underside of the roof the legs should be
jacked up and the laminate applied underneath them in the usual way. While the resin
system is still wet, a sand blasted and primed steel plates a 45 cm square by about 12 mm
thick should be placed on the laminate under leg, then the leg is lowered.
When the resin system cures, the steel plates are firmly bonded to the laminate and prevent
the legs curing into the laminate each time the tank is emptied.
Once the laminate is hard enough to walk on (about 24 hours). Check for Porpoises
using a spark tester (holiday detector) or similar equipment, with high voltage spark testing
equipment, a voltage in the region 10-12 kv. is recommended. If a higher voltage is used
there is a danger of creating holes in the laminate.
It porous areas are found, roughen the surface of the cured laminate over an appropriate
area and remove all dust. Apply a further laminate consisting of one or two layers of chopped
strand mat and surface tissue.
Where a pigment overseal is required. This should be applied after the laminate has been
checked for pinholes and, if necessary made good. The overseal should either be based on
the amine adduct cured system of suitable quality.
If the required tank is to be used for fuels, the overseal must of course have approval for
this service.
Allow a minimum cure time of one week before putting the tank into service.
Edition 07.2014 Identification No. P – 24
Riveted Tanks
In riveted tanks where leakage is only occurring along the seams and through loose rivets, only
a seam repair is necessary. If, however, the floor plates are hold and pitted the complete tank
bottom should be repaired.
The tank should be structurally sound and there must not be relative movement between plates
that is the plates springing or sliding relative to one another.
Seam Repairs Only,
Sand-blast the rows of rivet heads and
about 30 cm on either side,
to a dull grey finish grade
Sa 2½ Swedish Standard Association
SIS 05 59 00.Remove all sand and dust by brush
and vacuum cleaner.
Apply a conventional two-pack EPOXY resin primer (KEMPRIM M) immediately after
sand blasting as before, a zinc primer is not recommended under a laminate.
Apply an EPOXY resin based putty or a sand-filled EPOXY resin system (EPOXY
PUTTY)over all the rivet heads, to give a smooth surface on which to apply the
laminate. A tack coat of unfilled resin mix may be first applied to improve adhesion
and facilities application of filled mix.
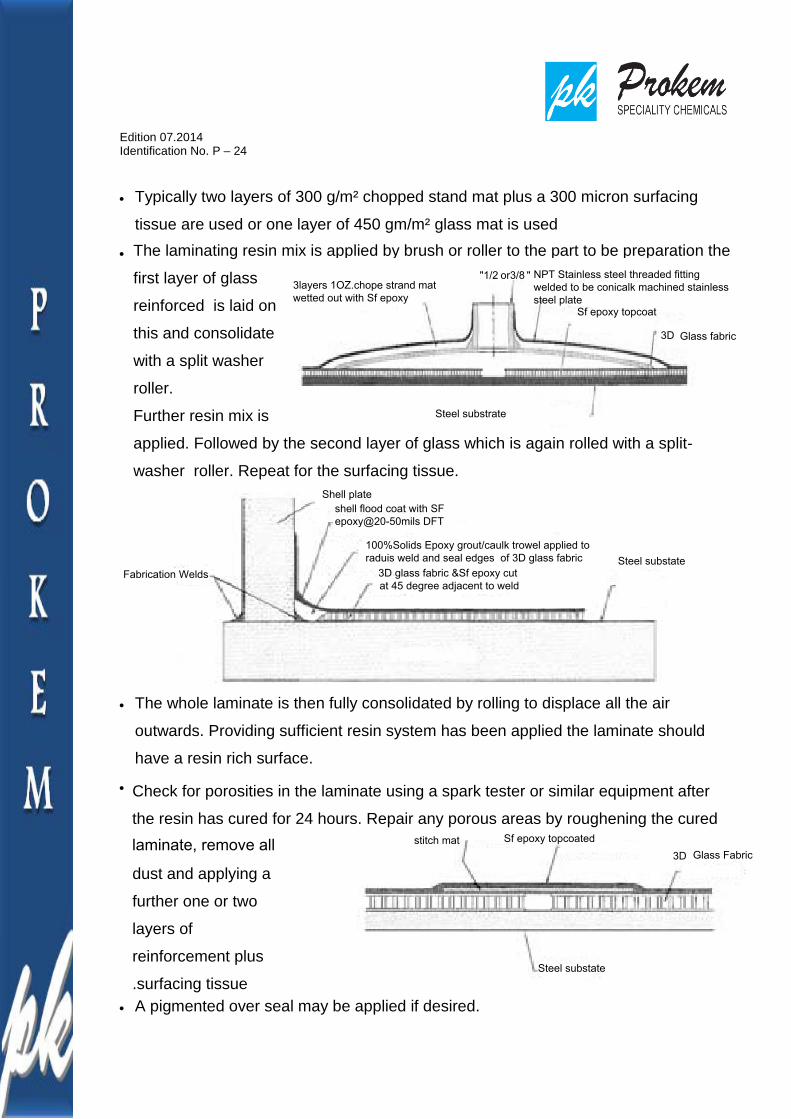
Apply a laminate consisting of EPOXY resin
Laminating repair system with either two layers
of chopped strand mat plus surfacing tissue or
two layers or woven glass tape plus surface
tissue. Over the whole of smooth filled surface
and extending to about 10 cm on either side.
On vertical surfaces, a modified resin mix
containing a suitable thixotropic agent may be
necessary to prevent resin drainage.
Edition 07.2014 Identification No. P – 24
Typically two layers of 300 g/m² chopped stand mat plus a 300 micron surfacing
tissue are used or one layer of 450 gm/m² glass mat is used
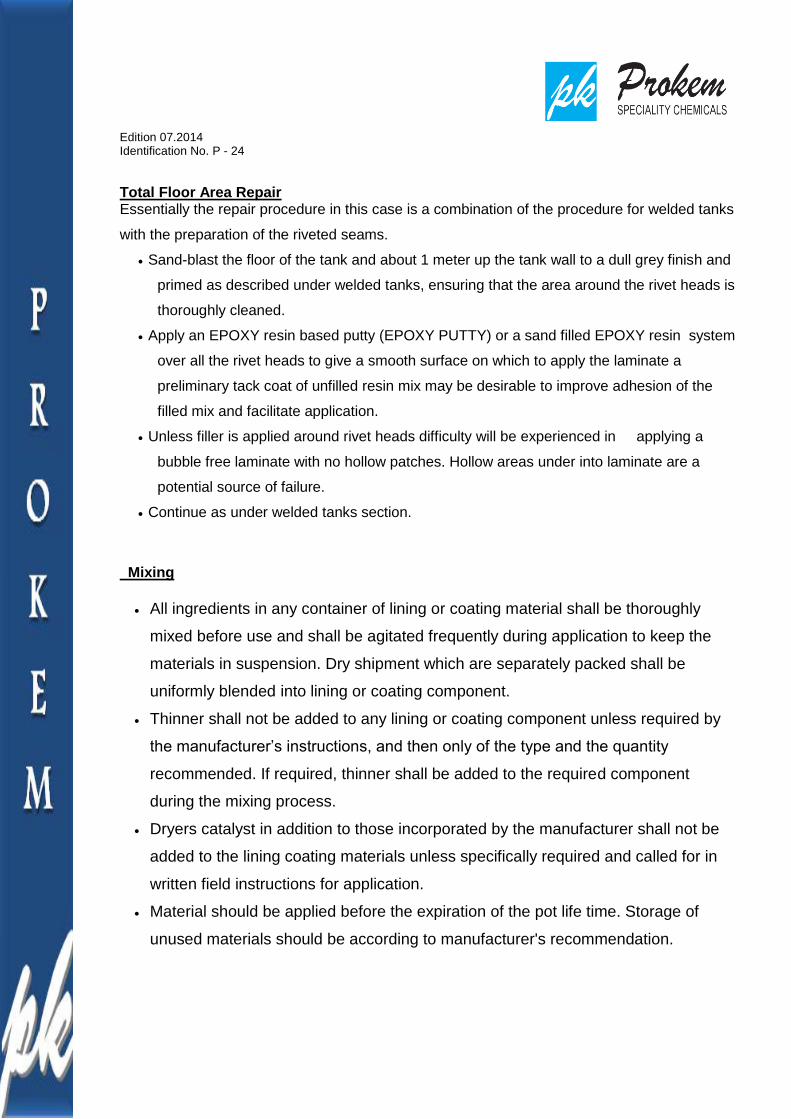
The laminating resin mix is applied by brush or roller to the part to be preparation the
first layer of glass
reinforced is laid on
this and consolidate
with a split washer
roller.
Further resin mix is
applied. Followed by the second layer of glass which is again rolled with a split-
washer roller. Repeat for the surfacing tissue.
The whole laminate is then fully consolidated by rolling to displace all the air
outwards. Providing sufficient resin system has been applied the laminate should
have a resin rich surface.
Check for porosities in the laminate using a spark tester or similar equipment after
the resin has cured for 24 hours. Repair any porous areas by roughening the cured
dust and applying a
further one or two
layers of
reinforcement plus
.surfacing tissue
A pigmented over seal may be applied if desired.
Shell plate shell flood coat with SF epoxy@20-50mils DFT
100%Solids Epoxy grout/caulk trowel applied toraduis weld and seal edges of 3D glass fabric
Fabrication Welds 3D glass fabric &Sf epoxy cut at 45 degree adjacent to weld
3layers 1OZ.chope strand mat wetted out with Sf epoxy
Steel substrate
"1/2 or3/8 " NPT Stainless steel threaded fitting welded to be conicalk machined stainlesssteel plate
Sf epoxy topcoat
3D Glass fabric
3D Glass Fabric
Steel substate
laminate, remove all stitch mat Sf epoxy topcoated
Steel substate
Edition 07.2014 Identification No. P - 24
Total Floor Area Repair Essentially the repair procedure in this case is a combination of the procedure for welded tanks
with the preparation of the riveted seams.
Sand-blast the floor of the tank and about 1 meter up the tank wall to a dull grey finish and
primed as described under welded tanks, ensuring that the area around the rivet heads is
thoroughly cleaned.
Apply an EPOXY resin based putty (EPOXY PUTTY) or a sand filled EPOXY resin system
over all the rivet heads to give a smooth surface on which to apply the laminate a
preliminary tack coat of unfilled resin mix may be desirable to improve adhesion of the
filled mix and facilitate application.
Unless filler is applied around rivet heads difficulty will be experienced in applying a
bubble free laminate with no hollow patches. Hollow areas under into laminate are a
potential source of failure.
Continue as under welded tanks section.
Mixing
All ingredients in any container of lining or coating material shall be thoroughly
mixed before use and shall be agitated frequently during application to keep the
materials in suspension. Dry shipment which are separately packed shall be
uniformly blended into lining or coating component.
Thinner shall not be added to any lining or coating component unless required by
the manufacturer’s instructions, and then only of the type and the quantity
recommended. If required, thinner shall be added to the required component
during the mixing process.
Dryers catalyst in addition to those incorporated by the manufacturer shall not be
added to the lining coating materials unless specifically required and called for in
written field instructions for application.
Material should be applied before the expiration of the pot life time. Storage of
unused materials should be according to manufacturer's recommendation.

Edition 07.2014 Identification No. P - 24
Prime Coating
The cleaned and repaired area is then protected with a thin layer of conservation
primer. The dry film thickness of this primer must be between 50-75 microns
To preserve the rough pattern of sand-blasting .This to ensure the best possible
adhesion between primer and laminate .
For this application we recommend conventional epoxy primer, as long as its
viscosity permits the obtaining of the thickness specified.
We recommend the primer to be applied by spray-gun spray application will ensure
particularly even distribution.
Laminating
After the primer has properly cured, the laminating can start.
The first batch of the chosen laminating system is mixed. Batches should preferably not
exceed a total of 10 kg, as time must not suffice to apply greater amounts at elevated
temperatures
Immediately after the mixture each batch is applied by a paint of the vertical surface and
then pass on to the adjoining floor area.
Immediately after the first application of the liquid system, place one layer of glass
mat(450 g/m²) on to using it and work the resin mix well through the glass mat using a
metal disc or other laminating roller. This is to avoid entrapping of air in laminate. An
overlapping of 3-5 cm between mat strips gives optimal results.
Immediately after applying the laminate layer cover it with a surfacing tissue (ca. 25
gm/m²) and work it well into the wet laminate, using a metal disc roller. Surfacing tissue is
to prevent glass fibers of the mat from protruding through the surface coat.
Ideal recoating time in hours, i.e minimum and maximum curing time the coating must
have, in order to achieve ideal interlayer adhesion to next coat. After maximum time has
elapsed, coat must be roughened (sand-paper) to assure inter-layer adhesion.
At 20 degree C 65% relative humidity 20-40 h
At 40 degree C7-15 h

Edition 07.2014 Identification No. P – 24
After this last layer has cured roll on an ultimate abundant surface coat of the liquid
laminating system.
Curing Allow the whole laminated lining to cure thoroughly for at least 3 days before refilling the
tank.
Cleaning Flush equipment with manufacturer's approved solvents before and after use.
Job conditions
Primer or paint shall not be applied when any of the following conditions prevail:
When it is wet.
When heavy fog or mist are present.
When the relative humidity will cause condensation on carbon steel surfaces operation at
ambient temperature.
Minimum and maximum temperature and relative humidity for application of the materials
shall be within the following table.
When the surface temperature are less than 3 degree C (5 degrees F) above the ambient
dew point.
Thinners are to be approved for field use according to manufacturer's recommendations.
Cleaning solvents are to be provided by paint applications.
Tank should be equipped with fans of sufficient capacity to keep solvent vapors below 20%
of the lower explosive limit (LEL).
Explosion proof lights and electrical equipment shall be used.
Non-sparking shoes and tools for workers shall be used.
Theoretical Coverage KEMPRIM M : 0.15 kgm/M² (D.F.T 125 microns)
EPOXY PUTTY: 0.3-0.5 kgm/ M²
Epoxy Laminating (KEMCOAT E81,KemCoat E43,CermicCoat ):2 kgm/ M² (D.F.T 1250
microns)Glass Mat Or KemFelt :(450 gm/ M²): 0.5 kgm/ M²
Finish Coat (KEMCOAT E81 KemCoat E43,CermicCoat): 0.3-0.5 kgm/ M² (D.F.T 250 microns)

Edition 07.2014 Identification No. P – 24
Packaging 1,5 kgm. cans( A&B) KEMCOAT E81- KemCoat E43-CermicCoat
100 LM rolls Glass Mat Or KemFelt
Shelf life & Storage PROLINE EP has a shelf life of 12 months if kept in original packs in a dry condition.