supercritical boiler technology.pdf
DESCRIPTION
Superficiality BoilerTRANSCRIPT
LEADING THE INDUSTRYIN SUPERCRITICAL
BOILER TECHNOLOGY
Alstom is a global leader in the world of power generation, setting the
benchmark for clean, innovative technologies to create customer value.
We supply major equipment in 25% of the installed base worldwide.
And we’ve developed an unmatched level of expertise in steam
generation and fuel combustion technology, having supplied more
than 400 GWe of boilers around the world.
Our boilers convert fuel into steam for the generation of electricity –
cleanly, cost-effectively, reliably. As the No 1 supplier of boilers
worldwide, we can meet your project requirements today and in the
future with the design, manufacture and supply of state-of-the-art
systems and equipment.
HIGH-EFFICIENCYSUPERCRITICAL TECHNOLOGY
Alstom pioneered supercritical steam generation and today leads
the industry in supercritical boiler technology. We have directly
supplied more than 80,000 MWe of supercritical boilers world-
wide. In addition we’ve trained and licensed other companies to
install an additional 72,000 MWe of Alstom supercritical boiler
technology. Globally, we have unmatched experience in tailoring
boiler designs to fuel properties.
FOR CLEAN POWER TODAY!
Leading Through TechnologyToday, our advanced high-efficiency pulverized coal supercriticalboilers offer plant owners many benefits. The technology’s highersteam temperature and pressure parameters deliver the mosteconomical way to improve plant efficiency and operatingflexibility, achieve fuel cost savings, and reduce emissions for eachkWh of electricity generated. Alstom’s Advanced Supercriticaltechnology reduces all emissions, including CO2.In fact, an efficiency improvement of 1 percentage point equals2%-3% less CO2 emitted.
Alstom is also driving the development and deployment of thenext generation of clean coal combustion technologies. We areinvesting in the future of clean power – across 22 developmentcenters and 13 laboratories around the world – with the expressgoal of minimizing environmental impact. One Alstom combustiontechnology currently in the pilot plant demonstration phase
enables the captureof CO2 emissionsfrom fossil fuels,including pulverizedcoal boilers. Knownas oxy-fuel firing,this technology isbeing tested in a 30MWth pilot at theSchwarze PumpePower Station in Germany. Oxy-fuel firing is especially promisingfor “CO2 -free” supercritical generation in the near term.
In addition to our own R&D activities, we participate in anumber of public development projects and partnerships,including those sponsored by the European Union and the USDepartment of Energy, as well as nearly all joint boiler materialsdevelopment programs.
Why Alstom AdvancedSupercritical?
• Superior environmentalperformance
• Highest unit efficiency
• Operating flexibility
• Design tailored to fuel choice
• Fuel cost savings
Once-through supercritical technology offers important benefitsto plant owners, including:
• Increased efficiency• Lower emissions levels• Lower operating costs• Greater operating flexibility
These benefits are possible because of the higher steam pressuresand temperatures which are a hallmark of the technology.
Understanding Supercritical TechnologyWater/steam circulation systems are divided into two mainclassifications: once-through, in which the water and steamgenerated in the furnace waterwalls passes through only once;and drum-type boilers, in which water/steam separation occurs,and water is recycled back to the waterwalls.
Supercritical conditions occur when the boiler pressure increasesabove the critical pressure of 3,208 psi / 221.2 bar. Above thispoint, two phase mixtures of water and steam cease to exist, andare replaced by a single supercritical fluid. This eliminates the needfor water/steam separation in drums during operation, and allowsa simpler separator to be employed during start-up conditions.
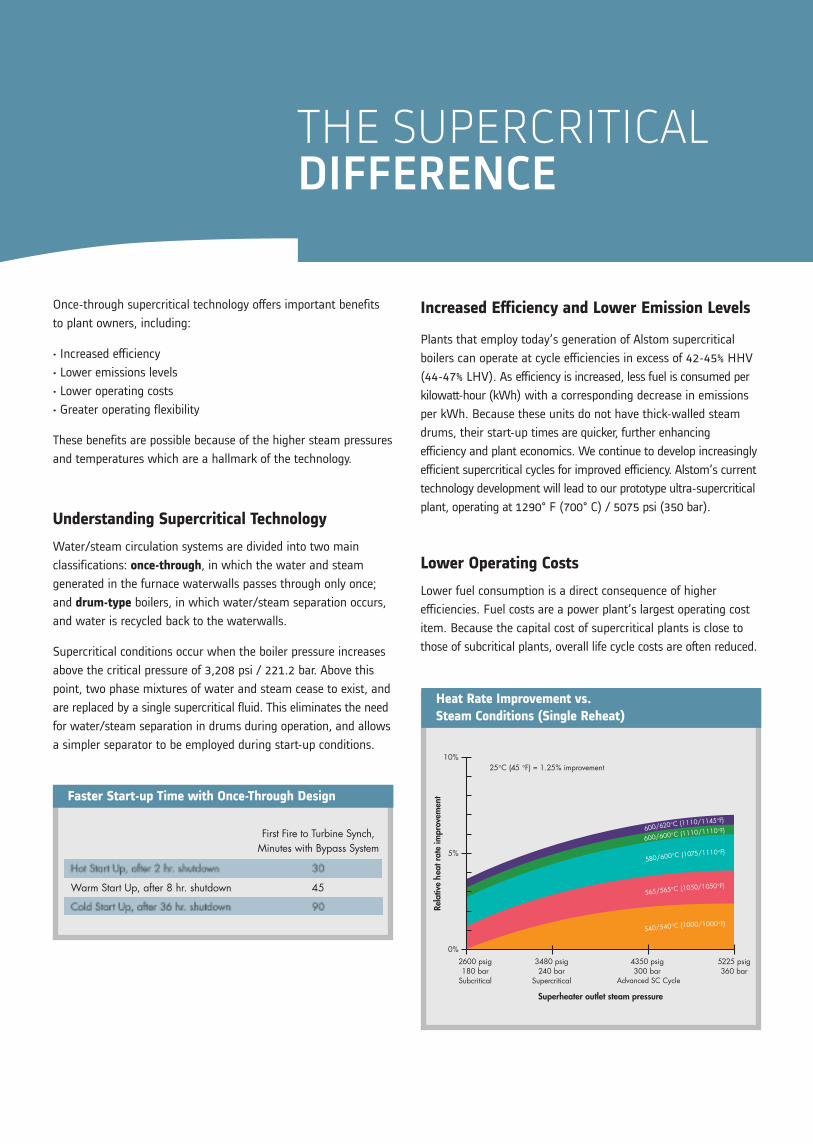
Increased Efficiency and Lower Emission Levels
Plants that employ today’s generation of Alstom supercriticalboilers can operate at cycle efficiencies in excess of 42-45% HHV(44-47% LHV). As efficiency is increased, less fuel is consumed perkilowatt-hour (kWh) with a corresponding decrease in emissionsper kWh. Because these units do not have thick-walled steamdrums, their start-up times are quicker, further enhancingefficiency and plant economics. We continue to develop increasinglyefficient supercritical cycles for improved efficiency. Alstom’s currenttechnology development will lead to our prototype ultra-supercriticalplant, operating at 1290° F (700° C) / 5075 psi (350 bar).
Lower Operating CostsLower fuel consumption is a direct consequence of higherefficiencies. Fuel costs are a power plant’s largest operating costitem. Because the capital cost of supercritical plants is close tothose of subcritical plants, overall life cycle costs are often reduced.
THE SUPERCRITICALDIFFERENCE
Heat Rate Improvement vs.Steam Conditions (Single Reheat)
Faster Start-up Time with Once-Through Design
Greater Operational FlexibilityToday’s market realities demand that units are not only designedfor baseload operation, but are capable of cycling and/or two-shiftoperation. Units must be designed for rapid response times.Alstom once-through supercritical boilers have the ability torespond and adjust to changes in load demand while maintainingtight control of steam temperatures.
Alstom’s supercritical boilers operate in the sliding pressuremode, where pressure is reduced with load. This allows themaintenance of relatively constant first-stage turbine temperature,reducing the thermal stress on components as the unit is cycled.Less stress translates into less maintenance and higher availability.Today’s generation of supercritical boilers boast high availabilities,comparable to those of subcritical units, as well as improved plantefficiency at lower loads.
Unlike drum boilers, once-through units do not have afixed evaporative point: thefinal evaporation occurs in thefurnace wall systems with steamthat is leaving the furnacewalls being superheated to acertain degree. Since theevaporation point is not fixed,heat duties can be shiftedbetween the furnace and thesuperheaters, allowing foradjustment to changingslagging and foulingconditions caused bychanging fuel properties.
Sliding Pressure Operationfor Once-Through Boilers
1. Constant pressure operation2. Modified sliding pressure operation3. Pure sliding pressure operation
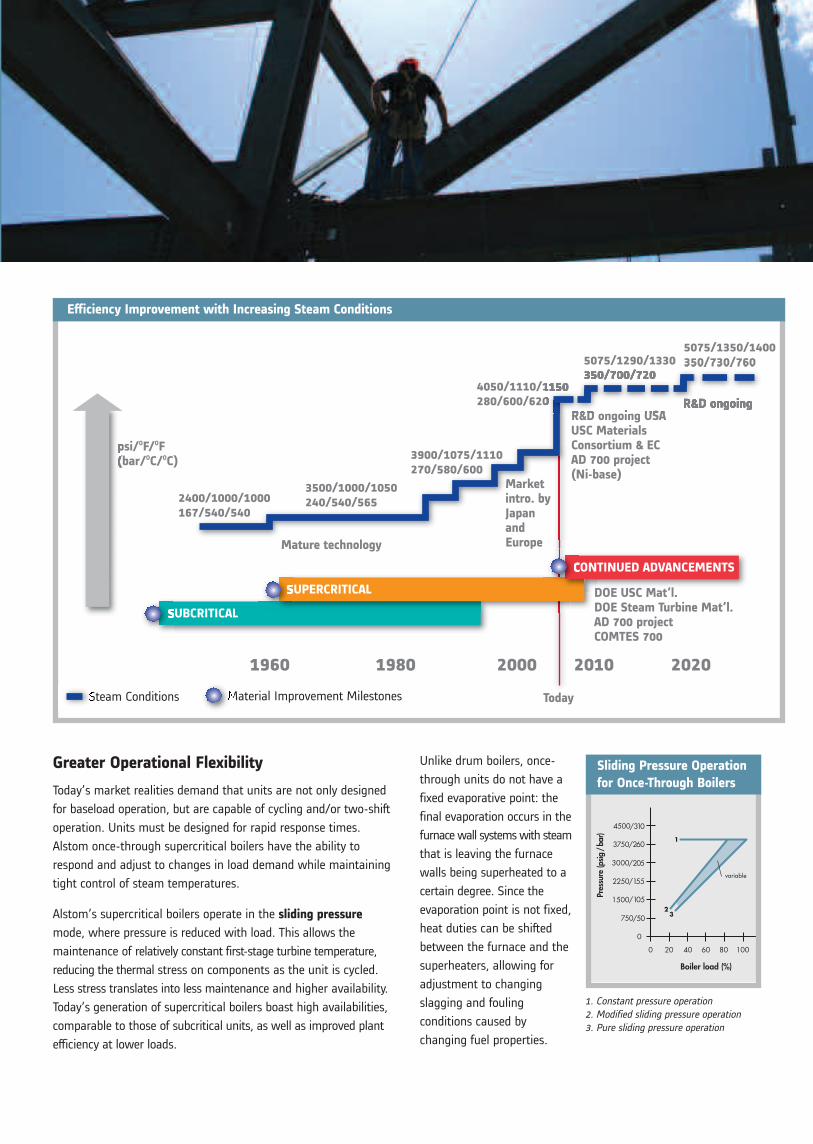
Efficiency Improvement with Increasing Steam Conditions
Today
psi/OF/OF(bar/OC/OC)
SUBCRITICAL
Material Improvement Milestones
1960 1980 2000 2010 2020
Effic
ienc
yIn
crea
se
5075/1350/1400350/730/760
SUPERCRITICAL
Mature technology
CONTINUED ADVANCEMENTS
Steam Conditions
2400/1000/1000167/540/540
3500/1000/1050240/540/565
3900/1075/1110270/580/600
4050/1110/1150280/600/620
5075/1290/1330350/700/720
R&D ongoing USAUSC MaterialsConsortium & ECAD 700 project(Ni-base)
R&D ongoing
Marketintro. byJapanandEurope
DOE USC Mat’l.DOE Steam Turbine Mat’l.AD 700 projectCOMTES 700
Alstom technologies deliver realistic solutions for reliable cleancoal generation now. Our advanced supercritical boiler designs areat the heart of today’s state-of-the art plants, meeting the diverserequirements of projects all over the globe and firing the fullrange of international coals.
With Alstom’s supercritical boiler design advantages, coal isclean, economical and secure.
ADVANCEDBOILER DESIGNS
1 x 750 MWe, US
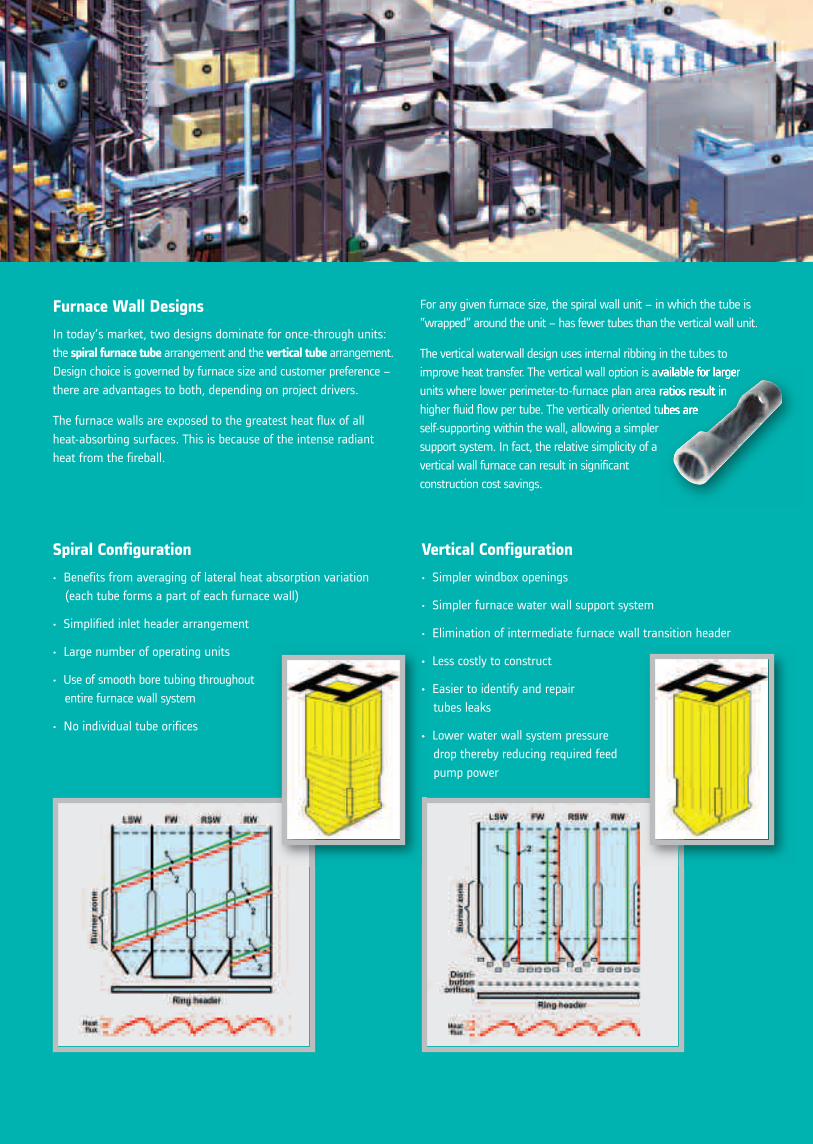
Spiral Configuration• Benefits from averaging of lateral heat absorption variation
(each tube forms a part of each furnace wall)
• Simplified inlet header arrangement
• Large number of operating units
• Use of smooth bore tubing throughoutentire furnace wall system
• No individual tube orifices
Vertical Configuration• Simpler windbox openings
• Simpler furnace water wall support system
• Elimination of intermediate furnace wall transition header
• Less costly to construct
• Easier to identify and repairtubes leaks
• Lower water wall system pressuredrop thereby reducing required feedpump power
Furnace Wall DesignsIn today’s market, two designs dominate for once-through units:the spiral furnace tube arrangement and the vertical tube arrangement.Design choice is governed by furnace size and customer preference –there are advantages to both, depending on project drivers.
The furnace walls are exposed to the greatest heat flux of allheat-absorbing surfaces. This is because of the intense radiantheat from the fireball.
For any given furnace size, the spiral wall unit – in which the tube is“wrapped” around the unit – has fewer tubes than the vertical wall unit.
The vertical waterwall design uses internal ribbing in the tubes toimprove heat transfer. The vertical wall option is available for largerunits where lower perimeter-to-furnace plan area ratios result inhigher fluid flow per tube. The vertically oriented tubes areself-supporting within the wall, allowing a simplersupport system. In fact, the relative simplicity of avertical wall furnace can result in significantconstruction cost savings.
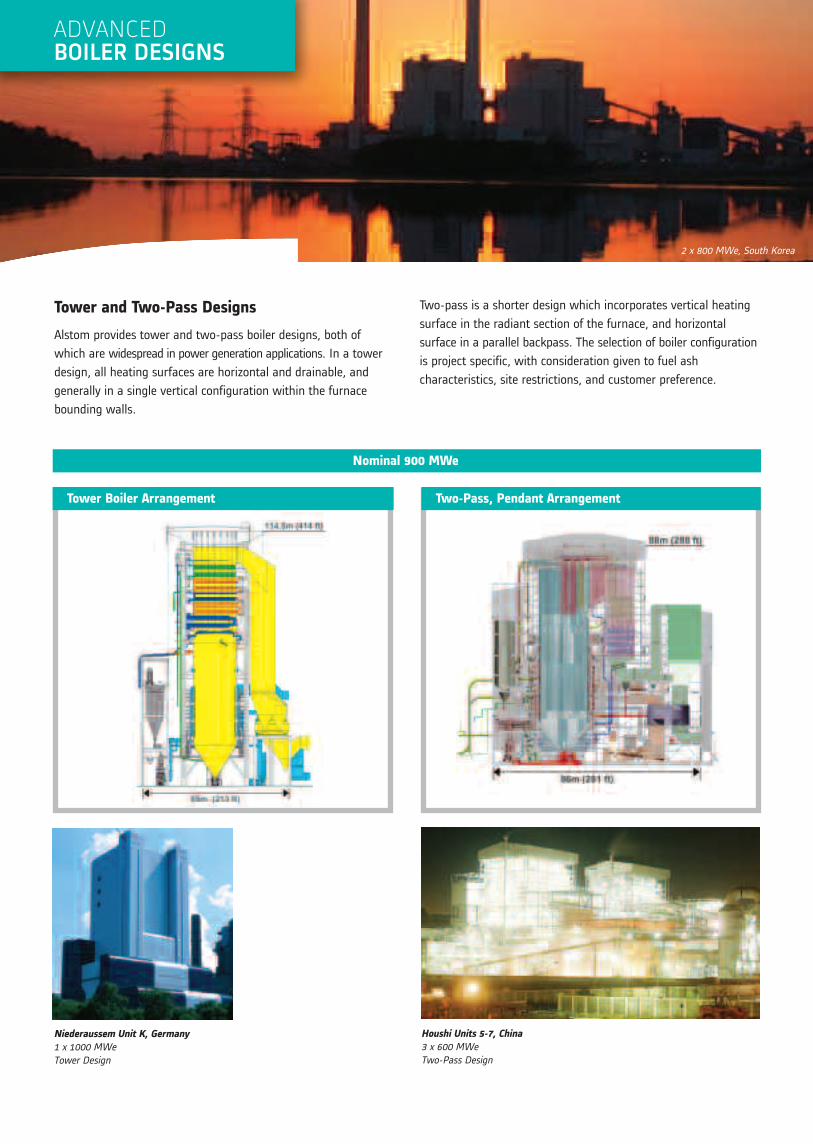
Two-Pass, Pendant ArrangementTower Boiler Arrangement
Tower and Two-Pass DesignsAlstom provides tower and two-pass boiler designs, both ofwhich are widespread in power generation applications. In a towerdesign, all heating surfaces are horizontal and drainable, andgenerally in a single vertical configuration within the furnacebounding walls.
Niederaussem Unit K, Germany1 x 1000 MWeTower Design
Houshi Units 5-7, China3 x 600 MWeTwo-Pass Design
Two-pass is a shorter design which incorporates vertical heatingsurface in the radiant section of the furnace, and horizontalsurface in a parallel backpass. The selection of boiler configurationis project specific, with consideration given to fuel ashcharacteristics, site restrictions, and customer preference.
ADVANCEDBOILER DESIGNS
Nominal 900 MWe
2 x 800 MWe, South Korea
Advanced MaterialsHigh temperature materials enable the steam conditions – andcorresponding thermal efficiency – of advanced supercriticalsteam cycles. Ideally, materials used in steam generator pressureparts combine high temperature strength with reasonableresistance to oxidation. In addition, the workability of thematerials and corrosion behavior are important attributes.
The increase of steam conditions primarily affects the waterwalls,final superheater and reheater tubing, and the thick-walledcomponents, mainly the high pressure outlet headers and pipingto the turbine. Classes of materials include conventional andadvanced ferritic steel, austenitic steel, and nickel alloys.
Several boiler materials with improved mechanical propertieshave been developed recently, and new materials still in the R&Dstages will enable higher ultra-supercritical steam cycles than aretoday commercially available. Most materials development isbeing conducted under national or internationally coordinatedprograms. Alstom participates in nearly all cooperative materialsdevelopment programs, including the AD 700 / COMTES 700program funded by the European Commission, and the USUltra-Supercritical Materials Consortium sponsored by theUS Department of Energy.
Material Development Stages – and Related Steam Parameter Limits
Membrane Wall
FutureOptions
Current
Past
Tubes SH Outlet Header
T92Nickel Alloy
Nickel Alloy Nickel Alloy
Austenitic NF 12,SAVE 12, VM12
7 CrMo VTiB 10 10HCM 2S
Austenitic E 911, P 92, P 122
Bar SHO0C - SH Temp0C - RH Temp
Austenitic P 9113 CrMo 4 4
260550570
270580600
290600620
300630650
350700720
260550570
270580600
290600620
300630650
350700720
260550570
270580600
290600620
300630650
350700720
9-12%Cr-Steels
X 20CrMoV 121
X 20CrMoV 121
Waterwall Tubes SH Outlet Header
BEIJIANG – CHINA
2 x 1000 MWeChinese BituminousOwner: Tianjian Guotou Jinning
Power Generation Ltd.Commercial operation: 2010
• Most advanced steamconditions for China
COMANCHE 3 – US
1 x 814 MWePowder River Basin coalOwner: Xcel EnergyCommercial operation: 2009
• Will achieve one of thelowest NOx levels in US
Recent ReferencesAlstom Advanced Supercritical Boiler Technology
A WORLD OFSUCCESS STORIES
BELCHATOW – POLAND
1 x 833 MWeLigniteOwner: BOT Elektrownia
Belchatow SACommercial operation: 2010
• Highest efficiency level ofany brown coal-fired plantin the country
IATAN 2 – US
1 x 920 MWePowder River Basin coalOwner: Kansas City Power
& LightCommercial operation: 2010
• Features advanced verticalwall construction
NEURATH F & G – GERMANY
2 x 1100 MWeLigniteOwner: RWE Power AGCommercial operation: 2010
• CO2, SO2, NOx and dustemissions reduced by 31%compared to existinglignite-fired plants
PEE DEE – US
1 x 640 MWeEastern BituminousOwner: Santee CooperCommercial operation: 2011
• Designed to fire up to30% petcoke
YONGHUNG – SOUTH KOREA
2 x 800 MWeInternational coalOwner: KEPCOCommercial operation: 2004
• First units based on the new800 MWe Korean StandardThermal Power Plant
NING HAI – CHINA
2 x 1000 MWeRange of Chinese coalsOwner: Zhejiang Guohua Zheneng
Power Generation Co.Commercial operation: 2009
• Another addition to China’shighest-efficiency fleet
WAI GAO QIAO PHASE II – CHINA
2 x 900 MWeRange of Chinese coalsOwner: Shanghai Municipal
Electric CompanyCommercial operation:2003-2004
• Design replicated in Wai GaoQiao Phase III 2 x 1000 MWe,scheduled to enter commercialoperation in 2008
1954: Earliest Extant Supercritical Generating Unit in the World
Alstom laid the foundation for today’s Advanced Supercritical fleet atPhiladelphia Electric Company’s Eddystone Unit 1 (US). Eddystonepushed the technology for steam generating electric plants, pioneeringsubstantial increases in steam pressure, steam temperature and unitsize. At the time of start up, the 394 MWe Eddystone 1 wasthe most efficient plant in the United States. It is still operatingat advanced steam conditions.
Initial steam cycle: 5293 psig, 1200/1050/1050 °F365 bar, 649/566/566 °C
Current steam cycle: 5200 psig, 1130/1030/1030 °F359 bar, 610/554/554 °C
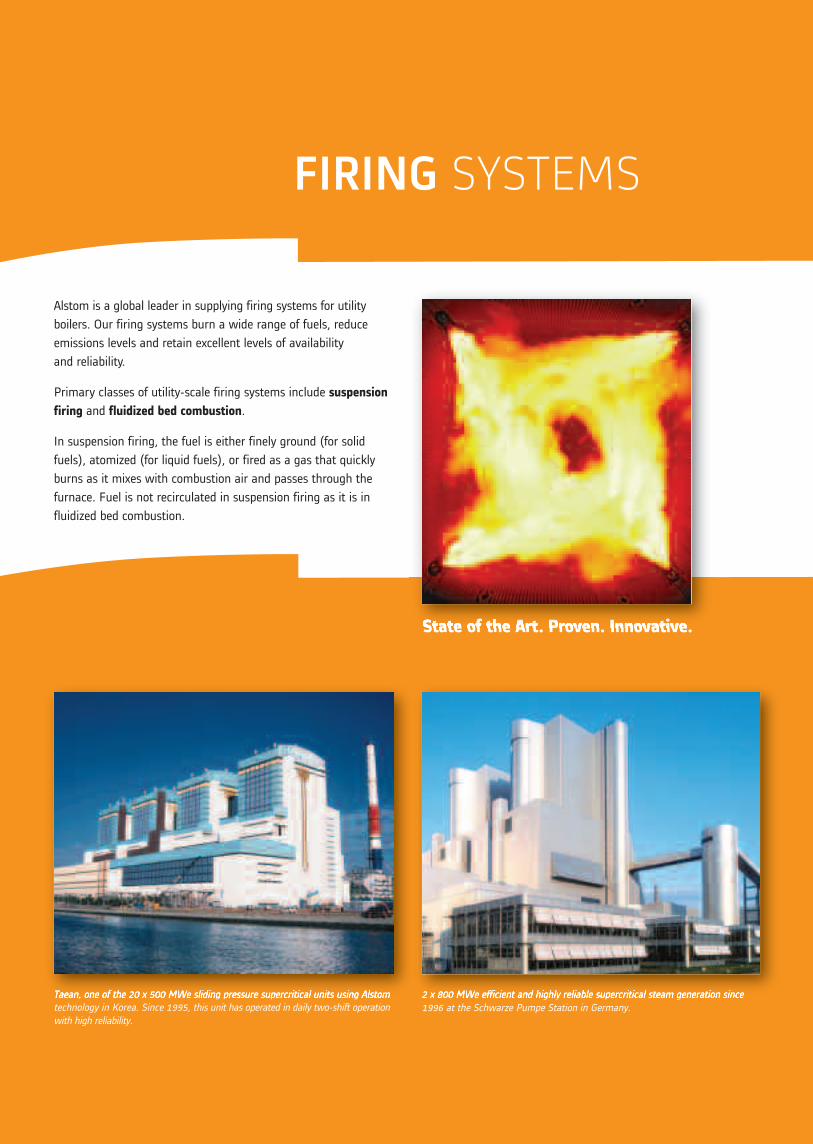
Alstom is a global leader in supplying firing systems for utilityboilers. Our firing systems burn a wide range of fuels, reduceemissions levels and retain excellent levels of availabilityand reliability.
Primary classes of utility-scale firing systems include suspensionfiring and fluidized bed combustion.
In suspension firing, the fuel is either finely ground (for solidfuels), atomized (for liquid fuels), or fired as a gas that quicklyburns as it mixes with combustion air and passes through thefurnace. Fuel is not recirculated in suspension firing as it is influidized bed combustion.
FIRING SYSTEMS
Taean, one of the 20 x 500 MWe sliding pressure supercritical units using Alstomtechnology in Korea. Since 1995, this unit has operated in daily two-shift operationwith high reliability.
State of the Art. Proven. Innovative.
2 x 800 MWe efficient and highly reliable supercritical steam generation since1996 at the Schwarze Pumpe Station in Germany.
TangentialFiringAlstom’s preeminentsuspension firingsystem is tangential(corner) firing,with a track record of reliable performance, efficient combustion,and very low nitrogen oxide emissions.
With tangential firing, a stable fireball is formed in the center ofthe furnace over the entire operating range. Heat absorptionprofiles are more predictable. As boiler load changes, correspondingfuel elevations are deployed. Tangential firing has the additionaladvantage of a stable flame pattern with any combination offuel elevations in service. Unbalances are minimized, and thepredictable lateral heat absorption profiles allow a moreconservative design of furnace wall circuits.
Alstom’s family of TFS2000™ firing systemsemploys both horizontal
and vertical staging of combustion air to produce ultra-low NOxemissions. The latest addition to this product line is the TFS-XPsystem, delivering enhanced performance to owners of newpulverized coal units. Vortex control improvements to this designresult in better gas mixing, lower combustible gaseous emissions,and uniform furnace outlet energy.
Circulating Fluidized BedAlstom’s most popular fluidized bed combustion system is theCirculating Fluid Bed (CFB). Used especially for more difficult toburn fuels, CFBs also reduce NOx emissions because of theirlower combustion temperatures. Longer residence time of fuel inthe boiler is key – unburned fuel is captured and recirculated forfurther combustion. The addition of a sorbent (generally limestone)also allows SO2 capture within the boiler – for reduced SO2emissions without post-combustion capture.
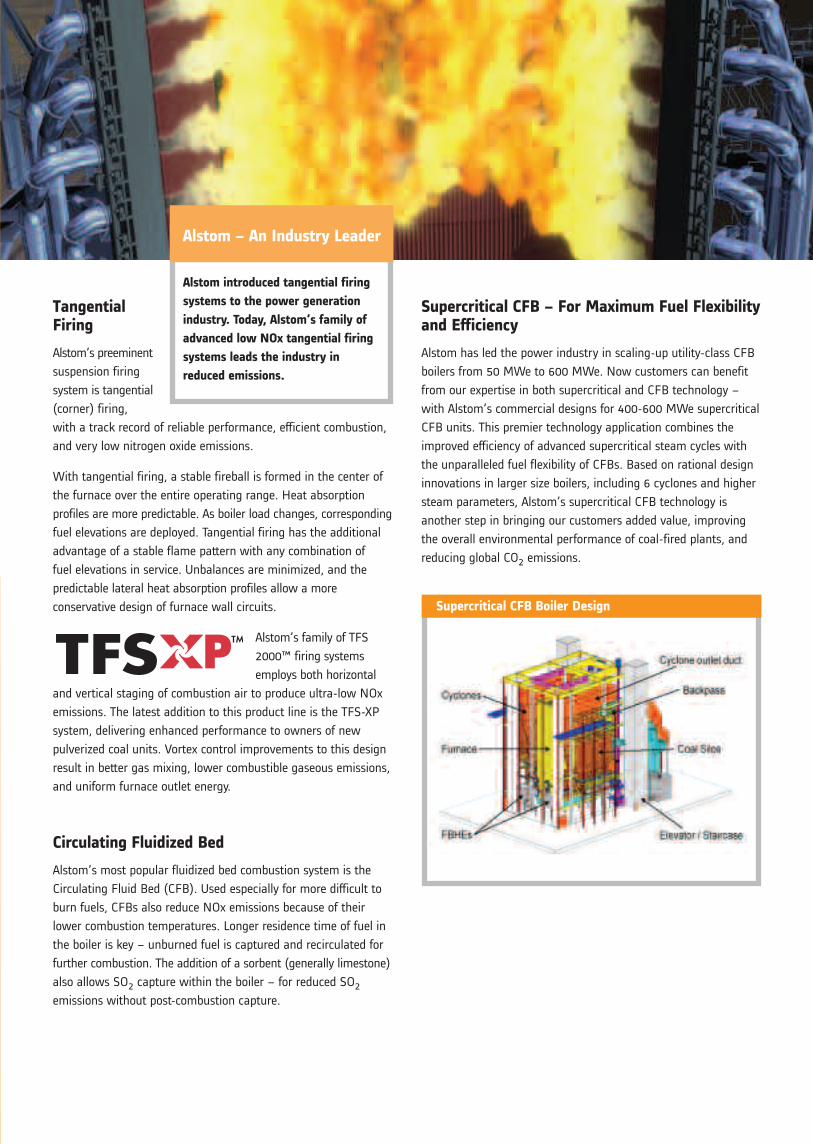
Supercritical CFB – For Maximum Fuel Flexibilityand EfficiencyAlstom has led the power industry in scaling-up utility-class CFBboilers from 50 MWe to 600 MWe. Now customers can benefitfrom our expertise in both supercritical and CFB technology –with Alstom’s commercial designs for 400-600 MWe supercriticalCFB units. This premier technology application combines theimproved efficiency of advanced supercritical steam cycles withthe unparalleled fuel flexibility of CFBs. Based on rational designinnovations in larger size boilers, including 6 cyclones and highersteam parameters, Alstom’s supercritical CFB technology isanother step in bringing our customers added value, improvingthe overall environmental performance of coal-fired plants, andreducing global CO2 emissions.
Alstom – An Industry Leader
Alstom introduced tangential firingsystems to the power generationindustry. Today, Alstom’s family ofadvanced low NOx tangential firingsystems leads the industry inreduced emissions.
Supercritical CFB Boiler Design
Alstom has the expertise and experience to make today’s energyproduction as clean and efficient as it can be. We are a world-leading provider of integrated environmental solutions for power,petrochemical and industrial plants – including ways to improvethe performance and lifespan of your existing units.
In addition to high-efficiency boilers, Alstom's supercritical plantoffering includes supercritical turbines, mills, air heaters and post-combustion equipment. Alstom’s in-furnace and post-combustiontechnologies can help meet today’s strictest requirements for NOx,SOx, VOCs, mercury, CO and particulates. And our integratedboiler/backend designs will optimize your unit’s sizing andperformance criteria, all with the lowest installed and operating costs.
Renewable targets? Alstom’s experts in biomass co-firing canreduce your carbon footprint and help your bottom-line.
Alstom’s unparalleled breadth of product offering in Air QualityControl (AQS) systems and Energy Recovery systems means wecan meet your toughest project requirements. With the largestinstalled base in the world for air preheaters and coal pulverizers,our customers benefit from superior performance, increasedefficiencies, and reliable service. And with more than 70 yearsof experience in customizing AQS systems for new and existingplants, you can depend on Alstom to deliver sustainable,high-quality solutions at a competitive cost and performance ratio.
MORE SOLUTIONSFOR CLEAN POWER
1 x 1000 MWe, Germany

For further information,please contact one of ourRegional Offices or [email protected]
Western Europe/South America/Africa/Middle EastSales RegionTel: +33 (0)1 46 29 16 32Fax: +33 (0)1 46 29 16 70
Central and Eastern Europe/IndiaSales RegionTel: +49 711 917 1269Fax: +49 711 917 1222
Tel: +91 124 4221 100Fax: +91 124 4221 660
Asia PacificSales RegionTel: +33 (0)1 46 29 15 85Fax: +33 (0)1 46 29 16 70
North America/Mexico/Central America/CaribbeanSales RegionTel: +1 860 285 2348Fax: +1 860 285 4172
Ref: PWER/BPROB/BOILERTECHNO/eng/BUBB/12.07/US/3329 © ALSTOM 2007. Alstom, theAlstom logo and any alternative version thereofare trademarks and service marks of Alstom.The other names mentioned, registered or not,are the property of their respective companies.Please note: The information in this brochure isof a general nature, and may not be applicable foruse in any specific application. Reprinted 2007.
www.power.alstom.com