syu tank welder
TRANSCRIPT

SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967
Product Catalogue• Girth SAW Welder is a self-propelled submerged arc welding system applicable for bottom-up and Top-down constructed wall storage tanks. This type Of machine can serve both construction methods.
Specification: width of plate :1.4-3.2 m adjustable seam :horizional and girth seamdiameter of tank :> 4 m current :300-550A welding speed :10-3000mm/min Votage :20-40Vthickness of plate: 8-80mm power set : 380v/50HzType of steel :all steel stucture shape of groove: V or K
Working on bottom-up construction state working on Top-down construction state
Applicable for •Bottom-up •Top-down•Single wall•Double wall •Inside •Out side
SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967
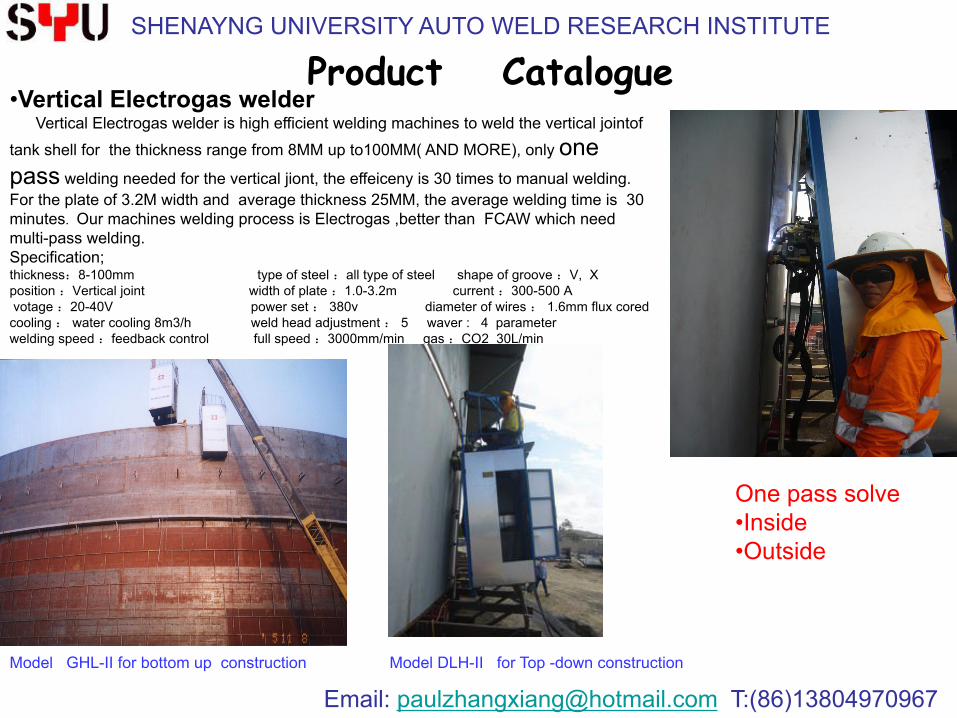
Product Catalogue•Vertical Electrogas welder Vertical Electrogas welder is high efficient welding machines to weld the vertical jointof
tank shell for the thickness range from 8MM up to100MM( AND MORE), only one pass welding needed for the vertical jiont, the effeiceny is 30 times to manual welding. For the plate of 3.2M width and average thickness 25MM, the average welding time is 30 minutes. Our machines welding process is Electrogas ,better than FCAW which need multi-pass welding. Specification; thickness:8-100mm type of steel :all type of steel shape of groove :V, X position :Vertical joint width of plate :1.0-3.2m current :300-500 A votage :20-40V power set : 380v diameter of wires : 1.6mm flux cored cooling : water cooling 8m3/h weld head adjustment : 5 waver : 4 parameter welding speed :feedback control full speed :3000mm/min gas :CO2 30L/min
Model GHL-II for bottom up construction Model DLH-II for Top -down construction
One pass solve •Inside •Outside

SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967
Product Catalogue•Fillet&Butt SAW Welder Fillet&Butt SAW Welde mainly applied in the auto welding of inner fillet & outer fillet, butt seam and lap on the bottom plate of large oil storage tank erection project.SpecificationRated welding current: 600A\ 1000AMinimum diameter of Inner fillet : >5M Minimum diameter of outer fillet :>5MSpeed: 0—2000mm/min Diameter of wire: standard: 3.2 Optional: 2.4、、4.0、4.8/5.0 Wire reel specification/weight inner D. 300mm/25kg Control cable:15m/piece ( standard ) Welding cable: 15m/piece + ground wire 3m/piece , 120 mm2/piece Weight of tractor: 45kg
Size of tractor: 980mm×535mm×830mm
Butt welding
Fillet welding

SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967
Tank fabrication methodBottom –up The machines hang on the wall of tank ,riding on the edge of shell, bottom layer is fabricated first ,and then crane the machines to ride on the seond layer To weld the seam between the two layers, one layer after another

SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967
Tank fabrication method
Top –Down fabricate the top layer, and then use jacks lift up this layer make a gap for the beneathLayer ,put the next layer fill out the gap and use Machines to weld the seam,the machines are Ranning on the rails mounted in the ground
Lift up the upper layer
Weld the seam
Jack system

SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967
Project DEMO
Australia working site Sudan working site
Uruguay working site Peru working site india working site
• THE END • More information and VEDIO • pls go to • www.tankwelder.com
SHENAYNG UNIVERSITY AUTO WELD RESEARCH INSTITUTE
Email: [email protected] T:(86)13804970967