tesi walter mauri
TRANSCRIPT
1 Introduzione
1 INTRODUZIONE Dal secondo dopoguerra agli anni settanta, Lecco è stato uno dei più importanti poli a livello nazionale per la produzione di manufatti in ferro. La disponibilità di manodopera a basso costo nei paesi in via di espansione, unita allo sviluppo dei sistemi di trasporto e all'intensificarsi degli scambi a livello mondiale, hanno inciso negativamente sulla competitività delle grandi aziende italiane; in particolare ne hanno risentito molte delle aziende un tempo specializzate nelle produzioni su larga scala di prodotti in ferro, quali la SAE (Società Anomima Elettrificazione) e la Badoni di Lecco. La Beco viene fondata con atto pubblico il 17 Luglio del 1986 e diventa produttiva il 1 Maggio 1987 rilevando, in seguito allo smembramento di molti dei reparti di cui era un tempo costituita la SAE, l'impianto di produzione e zincatura dei bulloni oltre che molti macchinari per la produzione di stampati e piegati per le Ferrovie dello Stato e per l’Enel . Per sopravvivere in un mercato globale caratterizzato da un’elevata concorrenza, la Beco ha dovuto focalizzare le sue forze nello sviluppo del proprio settore commerciale e della propria competenza nella vendita a terzi, rivolgendosi a tutto il mercato potenziale pur rimanendo come fornitore di riferimento per la SAE. La garanzia di durata dei prodotti, unita alla possibilità di fornire manufatti zincati secondo richieste specifiche, ha portato la Beco ad accrescere, in questo decennio, il proprio portafoglio clienti sino a divenire una produttrice di bulloni zincati riconosciuta ed apprezzata a livello internazionale. La Beco è l’unica azienda che presenta al suo interno tutti i passaggi necessari alla produzione di bulloni zincati, caratteristica questa che le permette di offrire ai propri clienti un prodotto in cui la costanza di qualità sulla totalità della fornitura è sinonimo di qualità dichiarata. La possibilità di gestire l'impianto di zincatura della Beco anche in modo non automatico permette di zincare anche particolari di notevole lunghezza, fermo restando uno standard qualitativo elevato. Lo scopo del mio elaborato è quindi determinare la fattibilità di alcune modifiche che potrebbero migliorare la già notevole funzionalità dell'impianto di zincatura permettendo, ottimizzando tutte le componenti di cui è composto, una riduzione dei costi ed un implemento della quantità prodotta. L'avvento di nuove tecnologie di produzione e lavorazione dei metalli e delle leghe ha permesso, negli ultimi decenni, una piccola rivoluzione delle aziende che devono confrontarsi ogni giorno con ambienti di lavoro altamente aggressivi. Per questo motivo l'impianto della Beco ben si presta a modifiche che utilizzino le nuove conoscenze acquisite nel settore dei materiali cosiddetti "speciali" e soprattutto la loro effettiva disponibilità sul mercato.
1

1 Introduzione
Questo operato non vuole quindi risultare una serie di progetti definiti nei particolari, ma vuole invece indicare quali possono essere le soluzioni da sviluppare al fine di risolvere i problemi di produttività e di costi di produzione.
2
2 Linea d’azione
2 LINEA D’AZIONE
2.1 FILOSOFIA PROGETTUALE
L’impianto di zincatura della Beco è stato costruito alla fine degli anni sessanta, in pieno boom economico. L’ambiente della zincheria risulta essere particolarmente aggressivo a causa delle numerose vasche contenenti soluzioni di HCl o sali o altri acidi decapanti. Per questo motivo, durante la sua vita ultradecennale, l’impianto è stato sottoposto ad una serie di modifiche tali da permettergli di ottenere, nonostante l’ambiente in cui è collocato, un’affidabilità più che discreta. Osservando le soluzioni adottate e confrontandomi con le maestranze responsabili della manutenzione riguardo i problemi più comuni dell’impianto, ho definito una filosofia progettuale tesa a limitare al massimo i problemi di gioventù che sembrano caratterizzare gli impianti di zincatura. La concorrenza insegna infatti che, nonostante la moderna e razionale progettazione e costruzione, è sovente necessario per i nuovi impianti un lungo periodo di messa a punto e modifica tesa al raggiungimento dell’affidabilità richiesta. Per questo motivo la filosofia progettuale da me seguita si basa su alcuni concetti molto semplici:
MASSIMA SEMPLICITA’
COSTRUTTIVA
USO DI SOLUZIONI
ESISTENTI E COLLAUDATE
AFFIDABILITA’
Per questo motivo ho cercato di eseguire tutti i movimenti necessari utilizzando dei normali motori elettrici asincroni, che sono risultati:
• resistenti • flessibili
3

2 Linea d’azione
• facili e veloci da sostituire • economici
Accoppiati a gruppi pulegge-cinghia o a riduttori (presenti in gran numero nell’azienda), hanno dimostrato di essere la migliore soluzione per l’attuazione di un movimento. Pur essendo certamente interessanti, soluzioni che presentano bracci robotizzati o ancora particolari meccanici complessi non sono da ritenersi una soluzione valida a causa della criticità del fattore affidabilità: un esempio evidente dell’aggressività dell’ambiente sono alcuni quadri elettrici contenenti normali schede elettroniche che, nonostante siano dotati di chiusura stagna, presentano spesso problemi legati alla corrosione causata dall’atmosfera della zincheria.
2.2 MOLTEPLICITA’ DI SOLUZIONI
Al fine di ottenere un miglioramento della produttività dell’impianto, ho cercato soluzioni in tutte le direzioni e con tutte le metodologie applicabili all’impianto. Ho così definito diverse soluzioni che ho poi valutato e confrontato mettendo in
evidenza, per ognuna di esse, i pregi ed i difetti che le caratterizzano.
Soluzione2
Soluzione 3
Soluzione 1
VERIFICA E CONFRONTO
SOLUZIONE ADOTTATA
In questo modo penso di avere trovato soluzioni che, seppur in maniera molto diversa, rispondono agli obiettivi preposti.
4

2 Linea d’azione
2.3 SOLUZIONI PROPOSTE
I problemi riscontrati nell’impianto non ne compromettono sicuramente il corretto funzionamento anche se ne limitano chiaramente la produttività. In particolare, tutte le operazioni manuali sono dipendenti dall’efficienza e dalla solerzia degli operatori e sono per questo soggette a variazioni di efficienza legate alle prestazioni offerte dal personale addetto. Un’automatizzazione dei processi (sia con ciclo semi-automatico sia, a maggior ragione, con ciclo automatico) permetterebbe una razionalizzazione delle operazioni e dei tempi con conseguente ottimizzazione del ciclo integrale di zincatura.
Pesatura e caricamento automatico
Automatizzazione movimentazione
carrelli
Modifica dei cestelli
Au co tomatizzazione del caridei cestelli
OTTIMIZZAZIONE GENERALE DEL CICLO DI ZINCATURA
Esistendo già in azienda alcuni progetti riguardanti l’impianto di pesatura, ho focalizzato la mia attenzione sugli anelli mancanti della catena illustrata nella pagina precedente. Ho individuato e sviluppato le seguenti tematiche di carattere specifico:
• Stato dell’arte della zincatura a caldo e rilevamento delle condizioni e delle caratteristiche dell’impianto della Beco.
5

2 Linea d’azione
• Analisi dei materiali utilizzabili nell’impianto in rapporto alle condizioni presenti (nella zincheria e nel bagno fuso).
• Definizione della movimentazione orizzontale dei carrelli di trasporto del materiale.
• Definizione di un sistema atto allo scarico dei carrelli e quindi al carico dei cestelli di zincatura.
• Utilizzo di un sistema di vibrazione che permetta il corretto e completo scarico dei carrelli.
• Modifica dei materiali e della geometria dei cestelli di zincatura, al fine di aumentare gli intervalli tra le spogliature e la durata totale.
6

3 La zincatura a caldo alla Beco
3 LA ZINCATURA A CALDO ALLA BECO
3.1 TEORIA DELLA ZINCATURA A CALDO
Il rivestimento realizzato con il processo di zincatura a caldo difende l'acciaio dalla corrosione superficiale salvaguardandolo per un lungo tempo dall'attacco degli agenti esterni, in particolare l’esposizione all’aperto ed in ambienti aggressivi. Seguendo tecnologie appropriate le proprietà meccaniche del materiale base così trattato non subiscono modifiche significative e/o tali da pregiudicarne l’impiego, salvo nel caso di prodotti con caratteristiche particolari. Il procedimento si basa sulle caratteristiche singole e combinate del ferro e dello zinco e si realizza con l'immersione del manufatto in acciaio nello zinco fuso ad una temperatura di 440-465°C previa un’adeguata preparazione della sua superficie. La permanenza del manufatto a questa temperatura per un determinato tempo forma un rivestimento costituito da leghe ferro-zinco e generalmente anche da zinco puro. Questo strato è composto da quattro fasi del diagramma di stato dei due metalli che in successione dall'interno verso l'esterno sono definite: • Fase γ, con il 21-28% di ferro. • Fase δ, con il 7-11.5% di ferro. • Fase ζ, con il 5-6% di ferro. • Fase η, zinco puro.
La consistenza e la presenza di queste fasi dipende da diversi fattori; tra i più significativi vanno indicati: • l'intensità e la durata della reazione tra ferro e zinco; • la temperatura del bagno di zinco; • il tempo di immersione del materiale nella vasca; • la composizione chimica della base da zincare; • la modalità e la velocità di estrazione dal bagno; • le modalità di raffreddamento e trattamento.
Tutte queste variabili rendono difficoltosa l’esatta realizzazione dello spessore di rivestimento previsto. Si possono comunque ottenere risultati in un “range” molto più ristretto con un impianto completamente automatico. La composizione del materiale base è fondamentale per il risultato del rivestimento per cui deve essere sempre valutata prima di zincare a caldo. E’ preferibile aggiungere al bagno zinco elettrolitico o comunque con un massimo dell’1.5 % di impurità, contenute entro limiti previsti dalle norme. Di seguito sono riportate le caratteristiche dei tipi più diffusi:
7

3 La zincatura a caldo alla Beco
Zn Pb Cd Fe Sn Al 99,99 0,003 0,003 0,002 0,001 0,001 99,95 0,02 0,02 0,01 0,001 0,002 99,5 0,5 0,15 0,02 0,002 0,002
3.1.1 IL PIOMBO Il piombo esercita una proprietà emolliente sulla superficie del ferro agevolando l'ancoraggio del rivestimento. Sul fondo è previsto della vasca uno strato di Pb sufficientemente consistente che ha lo scopo di facilitare l’estrazione delle mattes (leghe ferro-zinco) che si depositano sul fondo . La sua concentrazione nel bagno dipende dalla temperatura di lavoro e dalla sua percentuale contenuta nello zinco aggiunto. La solubilità del piombo nello zinco a 450°C é dell'1.2%.
3.1.2 IL CADMIO E' opportuno che il cadmio sia presente solo in tracce per motivi ecologici. La sua presenza agevolerebbe l'attacco dei pezzi e della vasca, facendo aumentare sensibilmente le mattes nella vasca di zinco. Per contro migliorerebbe la resistenza alla corrosione dello zincato.
3.1.3 IL FERRO Può essere contenuto nello zinco in pani e può essere trascinato nel bagno dal materiale sporco di sali di Fe. Reagendo con lo zinco forma delle leghe anche a causa della reazione dei prodotti da zincare e della vasca stessa. Il ferro ha una solubilità nello zinco a 450°C dello 0.018%. Una percentuale elevata di ferro nel bagno produce un eccessivo aumento delle mattes che possono anche prendere parte al rivestimento. Se il processo è tenuto correttamente sotto controllo, le mattes precipitano nel fondo del bagno.
3.1.4 LO STAGNO Lo stagno, il cui apporto nel bagno avviene con lo Zn aggiunto, deve essere presente in quantità limitate ed assolutamente inferiori allo 0.5%. La sua presenza peggiora il rivestimento diminuendone la flessibilità ed aumentandone lo spessore.
3.1.5 L’ALLUMINIO L'alluminio presente nel bagno non deve essere considerato un’impurità in quanto sino ad un massimo dello 0.01% può risultare utile per conferire duttilità e brillantezza al deposito e agevolare il drenaggio dello zinco fuso dai pezzi. E’ necessario aggiungere periodicamente una piccola quantità di alluminio al bagno introducendo pani costituiti da una lega Zn-Al contenente il 5% di Al. E' sconsigliabile aggiungere pani di elemento puro in quanto la diversità del suo peso
8
3 La zincatura a caldo alla Beco
specifico (2.6 rispetto a quella dello zinco, 7) e la diversità del punto di fusione da quella dello zinco (658° C contro 419° C) causerebbero l'addensamento dell'alluminio negli strati più alti del bagno e quasi assenza dal fondo della vasca. Si evita l’inconveniente introducendo nel bagno leghe Zn-Al con tenori di alluminio del 5-10% che presentano una temperatura di fusione di 380° C che ne assicura una celere fusione. La scelta dello zinco da aggiungere nel bagno ed il controllo del bagno di zinco fuso devono tener conto di tutte le indicazioni sopra esposte.
3.2 IL PROCEDIMENTO DI ZINCATURA A CALDO
3.2.1 IL FLUSSO La zincatura a caldo può essere effettuato con due procedimenti distinti: ad umido o a secco. Prima di entrare nei dettagli, introduciamo i concetti di "flusso", "flussaggio" e "preflussaggio". Si definiscono flusso il sale o l'insieme di sali, normalmente cloruri di zinco-ammonio, utilizzati per l'ultimo trattamento della superficie da zincare, mentre il flussaggio é l'operazione con cui si trattano i materiali mediante il flusso. Nella zincatura a secco il “preflussaggio” consiste nell’immersione per un dato periodo di tempo del materiale in una soluzione di cloruro di zinco-ammonio e del suo successivo drenaggio.
3.2.2 PREPARAZIONE DEI MATERIALI Sia nel procedimento ad umido che in quello a secco, é indispensabile un trattamento di preparazione delle superfici particolarmente accurato e tale da eliminare nel modo più radicale ogni traccia di grasso, vernice, ruggine o di qualsiasi altra impurità che possa inibire la reazione ferro-zinco Le operazioni di preparazione alla zincatura a secco sono, nell'ordine:
• sgrassaggio; • risciacquo; • decapaggio; • risciacquo; • flussaggio; • preriscaldamento.
Nella zincatura in umido, invece, le due ultime operazioni non vanno effettuate.
3.2.3 LO SGRASSAGGIO Lo sgrassaggio è un’operazione che rimuove dai pezzi da zincare, ogni traccia di oli, morchie o altri residui di lavorazione del materiale. Per pezzi molto oliati e/o
9

3 La zincatura a caldo alla Beco
ingrassati deve essere ripetuto in due fasi successive la cui prima fase prevede la permanenza del materiale in un liquido contenente sgrassante per un tempo prefissato. La seconda prevede un accurato drenaggio e risciacquo in acqua corrente per evitare l’inquinamento del successivo bagno di decapaggio.
3.2.4 IL DECAPAGGIO Questa operazione é indispensabile per l'eliminazione dell'ossido di ferro dalle superfici dei materiali da trattare. L'ossido di ferro (Fe2O3), comunemente detto "ruggine", può essere eliminato immergendo il materiale in un bagno costituito da una soluzione di HCl a 22 gradi Baumé diluita con acqua a temperatura ambiente. Alla soluzione acida deve essere aggiunto un inibitore di corrosione per evitare che la soluzione acida possa attaccare anche il ferro. I tempi di decapaggio possono variare nell’ordine dei 20/30 minuti, in funzione della tipologia dei materiali, dal rapporto peso-superficie dei manufatti e dallo stato del bagno (concentrazione dell'acido, del ferro e degli eventuali grassi). I consumi di HCl sono nell'ordine dei 18/20 Kg per tonnellata di materiale decapato mentre, in linea teoria, per dissolvere 1 Kg di ossido di ferro sono necessari circa 4 Kg di HCl 22° Bé (ρ=1.18). La presenza di calamina (FeO), difficilmente solubile in HCl, potrebbe rendere necessario il ricorso all’utilizzo di una soluzione di acido solforico 66° Bé, diluito al 15/18% del volume, a temperature comprese fra i 60 ed i 70°C. In seguito al decapaggio é necessario eseguire un lavaggio molto accurato per evitare il trascinamento del ferro nelle fasi successive.
3.2.5 FLUSSAGGIO E PREFLUSSAGGIO Abbiamo visto precedentemente il significato dei termini che ricorrono, in genere, nella zincatura ad umido e nella zincatura a secco. Gli scopi principali dei sali flussanti sono inibire l'ossidazione del ferro prima dell'immersione nello zinco fuso e aiutare la reazione Zn-Fe. Nella zincatura ad umido il flusso ricopre la superficie del bagno ed i pezzi passano attraverso di essa durante l'immersione. Nella zincatura a secco i materiali che escono dal risciacquo dopo il decapaggio, vengono immersi in una soluzione di cloruro di zinco-ammonio e successivamente asciugati e preriscaldati in un forno a tunnel in cui è presente una temperatura compresa fra i 100 ed i 180°C (quella ottimale é di 130-140°C).
3.2.6 VANTAGGI DEI SALI COMPOSTI DI ZINCO AMMONIO E' ormai acquisito dalla pratica oltre che dalla teoria, che l'impiego dei cloruri di zinco ammonio (sale doppio, ZnCl2(NH4)2), sia per soluzione liquida per il processo che come copertura del bagno di zinco nel processo ad umido, presenta vantaggi sia sotto il profilo economico che operativo rispetto all’impiego del cloruro di ammonio.
10

3 La zincatura a caldo alla Beco
3.2.7 ZINCATURA E RAFFREDDAMENTO Nella vasca di fusione lo zinco viene di norma mantenuto alla temperatura di 450°C, il più possibile costante; a questa temperatura infatti si ottengono i maggiori vantaggi perché ad una quantità minima di deposito (circa 500g sulla doppia faccia), si unisce un potere di fusione dello zinco fuso sul ferro ridotto al minimo e pari a 0.02g/m2 di materiale immerso Questa considerazione vale solo se il tempo di immersione risulta ridotto in 3-4 minuti. Sul fondo della vasca di zinco é opportuno introdurre, successivamente al riempimento, uno strato di piombo di 10/ 15 cm che deve essere mantenuto costante nel tempo. Questo strato di piombo faciliterà il drenaggio delle mattes (con le quali il piombo non fa lega) che non si incrosteranno così sul fondo della vasca e potranno essere agevolmente rimosse, senza pericolose sollecitazioni alla struttura. Dopo l'estrazione dallo zinco fuso, i pezzi vengono centrifugati e raffreddati in acqua. Questo é importante per materiali soggetti a particolari capitolati in quanto le leghe più ricche di ferro, cioè la lega γ e la lega δ, continuano la loro azione di diffusione verso la superficie e, nel caso riuscissero a contaminare anche lo strato più esterno dello zinco (fase η), causerebbero una variazione del rivestimento esterno che risulterebbe così grigio cupo invece di grigio chiaro brillante.
3.2.8 LA RUGGINE (O CORROSIONE) BIANCA Il rivestimento di zinco che corrisponde alla fase η, cioè allo strato esterno del deposito, al contatto con l'ossigeno atmosferico si autopassiva con uno strato di ossido di zinco che, in presenza di umidità, si trasforma in idrossido di zinco (Zn(OH)2). Quando questo composto assume consistenze rilevanti, può assumere quell'aspetto particolare di patina rugosa e biancastra cui viene dato il nome di ruggine bianca. E' un fenomeno dovuto a varie cause, quali l'impacchettamento dei materiali l'uno sull'altro senza i dovuti distanziatori e quindi senza una sufficiente circolazione dell'aria, l'umidità dell'ambiente, l'attacco di agenti atmosferici inquinanti (acidi, vapori, ecc.). I rimedi più efficaci sono il deposito in ambienti chiusi (o perlomeno in ambienti non aggressivi) e l’aerazione delle superfici. Assai spesso però, gli zincatori si trovano ad affrontare il problema di preservare l'estetica dei manufatti da agenti inquinanti sui luoghi di stoccaggio o durante lunghi trasporti, specie via mare. Per ridurre o ritardare la formazione della ruggine bianca possono essere anche utilizzati passivanti quali il bicromato di sodio o l’acido cromico, da applicare immediatamente dopo la zincatura mediante l’immersione del materiale in soluzioni allo 0.15% in peso ed a temperature comprese tra i 30 ed i 70°C e con tempi di immersione variabili tra i 15 ed i 30 secondi.
11

3 La zincatura a caldo alla Beco
Dopo il risciacquo e l'asciugamento, i materiali saranno protetti per alcuni mesi da un film passivante il cui colore tende al giallo. Le acque di scarico di dette soluzioni possiedono capacità inquinanti e quindi è necessario procedere al loro trattamento.
3.3 CICLO DI ZINCATURA ALLA BECO SRL: LAYOUT REPARTO DI ZINCATURA
Il reparto di zincatura e bonderizzazione della Beco s.r.l. occupa un apposita zona dell’azienda totalmente separata dagli altri reparti, rispetto ai quali l’impianto di zincatura (e soprattutto quello di trattamento preparatorio del materiale) risulterebbe nocivo. Il reparto é suddiviso nelle seguenti zone operative: • zona di carico dei buratti • zona di pretrattamento • zona di carico dei carrelli • zona di zincatura • zona di spoglio dei cestelli • linea di bonderizzazione • magazzino zincheria
Layout reparto di zincatura
3.3.1 ZONA DI CARICO DEI BURATTI Il materiale da zincare, costituito da bulloni, dadi, rondelle, barre, ganci e minuterie in genere, giunge nel reparto di zincatura in cassoni il cui contenuto può variare dai 500 ai 700 Kg. Tramite elevatore o carroponte, i cassoni vengono posizionati all’interno della zona di carico dei buratti e precisamente su di una delle due
12

3 La zincatura a caldo alla Beco
piattaforme ribaltanti comandata da un operatore. Queste piattaforme hanno la funzione di effettuare un completo ribaltamento dei cassoni in una posizione ben definita in modo che il materiale confluisca nei cilindri, preventivamente posizionati nella zona sottostante, chiamati con il nome di buratti. Il buratto é un grosso contenitore cilindrico di materiale plastico dalla superficie forata (per permettere il passaggio dei liquidi attraverso di esso) munito di una porta apribile dal quale il materiale da pretrattare viene caricato e scaricato. Il buratto é sostenuto da un perno centrare ad un’estremità del quale é presente una corona attraverso il quale é possibile imprimere al contenitore un moto rotatorio.
3.3.2 ZONA DI PRETRATTAMENTO Il materiale, contenuto nei buratti, viene movimentato per mezzo di un carroponte munito di appositi ganci a forca e posizionato in successione nelle vasche in cui avverranno le varie fasi del pretrattamento. Durante l’immersione nelle vasche i buratti, sostenuti tramite il perno centrale da forcelle, prendono il movimento da motori elettrici muniti di pignone che conferiscono ai contenitori una rotazione tale da permettere il rimescolamento del materiale contenuto e quindi un perfetto lavaggio.
3.3.3 ZONA DI CARICO DEI CARRELLI Alla fine del ciclo previsto per il pretrattamento, il materiale viene scaricato in una tramoggia alla base della quale é presente uno scivolo di scarico con vibratore che, se azionato dall’operatore, permette la fuoriuscita del materiale dalla tramoggia. Dallo scivolo i materiali sono caricati in carrelli che, movimentati e guidati da una catena, sono indirizzati a rifornire il ciclo di zincatura. La quantità di materiale con cui viene riempito il carrello é regolata dell’operatore che, sulla base di dati programmati e della propria esperienza, aziona per un tempo più o meno lungo il vibratore di carico.
3.3.4 ZONA DI ZINCATURA In questa zona il materiale viene asciugato, preriscaldato, zincato e scaricato all’interno di cassoni per il contenimento del prodotto finito.
3.3.5 ZONA DI SPOGLIO DEI CESTELLI I cestelli sono dei contenitori cilindrici forati ad asse verticale con il fondo apribile che contengono il materiale durante tutte le fasi della zincatura. Pur non essendo immersi nel flusso (il liquido che migliora la reazione ferro-zinco) alla superficie dei cestelli aderisce un rivestimento di zinco che aumenta ad ogni immersione nel bagno e che rende necessaria una "dezincatura" dopo ogni ciclo di lavoro di 5-6 ore. Questo processo, che prevede l’immersione in una soluzione di HCl, prende il nome di “Spoglio”. Ad intervalli di 5-6 ore, il ciclo di zincatura è interrotto ed i cestelli sono smontati dal castello di zincatura ed immersi, con un elevatore corredato di
13

3 La zincatura a caldo alla Beco
apposita forca, in una vasca contenente una soluzione con percentuali di HCl variabile tra il 15 ed il 25%. In questa vasca, in un tempo variabile secondo la concentrazione dell’acido, lo zinco viene rimosso e il cestello ritorna perfettamente efficiente e pronto per un altro ciclo di zincatura. La zincatura produce un’elevata quantità di idrogeno che trasporta, gorgogliando verso la superficie, molti altri prodotti volatili presenti nella soluzione. Queste emissioni sono raccolte da un apposito impianto di abbattimento di fumi che, prima di rilasciarle opportunamente depurate nell’ambiente esterno, le raccoglie e le convoglia in un abbattitore a pioggia dove vengono depurate. Per la produzione dei cestelli si utilizza un particolare ferro puro (con purezza del 99.87%) denominato “Ferro Armco”; a lavorazione ultimata il cestello viene normalizzato. Le immersioni nel bagno di zinco fuso e le frequenti spogliature deteriorano rapidamente i cestelli che devono essere rottamati in media dopo 80 turni lavorativi di 8 ore ciascuno.
3.3.6 LINEA DI BONDERIZZAZIONE La bonderizzazione è l’operazione che permette la preparazione della vergella per le successive fasi di lavorazioni di stampaggio dei bulloni. L’impianto, utilizzando una serie di acidi e di altri prodotti chimici, è situato nello stesso capannone in cui è situata la linea di zincatura.
3.4 CICLO DI ZINCATURA ALLA BECO S.R.L.
3.4.1 IL CASTELLO DI ZINCATURA A QUATTRO STAZIONI L’impianto di zincatura della Beco s.r.l. permette di gestire tutto il processo in modo completamente automatico. Negli impianti di zincatura con centrifuga il materiale, manualmente o con impianti più o meno automatici, è immerso nel bagno di zinco. Dopo l’estrazione dal bagno il materiale è centrifugato o sopra il bagno o in una apparecchiatura esterna. L’impianto Beco, é costituito da un’incastellatura che permette a quattro cestelli il movimento in senso verticale e trasversale e rotativo a diverse velocità. In questo modo é possibile effettuare la centrifuga del materiale al disopra del bagno di zinco e quindi senza che esso subisca un sostanziale raffreddamento. La struttura durante il funzionamento è chiusa per permettere il recupero dello zinco in eccesso e la sicurezza per i lavoratori addetti all’impianto. Poiché non possono essere immesse nei cestelli quantità eccessive di materiale, sono stati adottati quattro cestelli di zincatura che lavorano in contemporanea. L’impianto é costituito da:
1. un forno di preriscaldo a tunnel, funzionante ad una temperatura di 120°C dove il materiale viene asciugato e preriscaldato in modo da
14

3 La zincatura a caldo alla Beco
ridurre il salto termico ed evitare possibili esplosioni a causa di residui di umidità.
2. Una vasca in ferro Armco contenente zinco fuso alla temperatura di 460/465°C.
3. Una zona di evacuazione del materiale. 4. Una struttura metallica che costituisce l’incastellatura semovente che
sovrasta il bagno, racchiusa da una carenatura di lamiere che supporta i meccanismi per l’esecuzione in automatico della zincatura.
5. Un forno elettrico a resistenza per il riscaldamento dello zinco nella vasca regolato automaticamente per mantenere una temperatura con tolleranza di ±1° C rispetto a quella prefissata.
6. Un convogliature che raccoglie tutte le emissioni sopra l’impianto e le indirizza ad un abbattitore.
7. Un abbattitore a secco che trattiene le particelle in sospensione e garantire emissioni nell’atmosfera esterne che rientrano nei limiti imposti dalla normativa vigente.
Vista frontale del castello di zincatura semi-automatico: una peculiarità della Beco.
15

3 La zincatura a caldo alla Beco
Schematizzazione della parte frontale dell’impianto.
Tettoia di sicurezza
La struttura metallica semovente sostiene e permette i movimenti di quattro meccanismi uguali per la movimentazione dei cestelli nelle varie postazioni (a,b,c,d) in modo da poter effettuare contemporaneamente quattro cicli in successione riducendo così l’impatto termico del bagno.
Schematizzazione della parte laterale dell'impianto.
Pannello dicontrollo
Tappetovibrante
Scarico Carico
zincoBagno di
Zincatura
Bicromato di Na
aPostazioni
b c d
Binario di ritorno
Vasca di zincatura
consensoPulsante di
Travi di sostegno
Travi tubolare di irrigidimento
Binario di andata
Elevatore
16

3 La zincatura a caldo alla Beco
Ogni meccanismo per la movimentazione del cestello é costituito da un carrello per la traslazione orizzontale sopra il quale é appoggiato, mediante otto giunti antivibranti, il meccanismo che consente il movimento verticale e rotatorio del cestello.
Particolare delle postazioni con i cestelli montati: da notare la flangia di aggancio del cestello allo stelo di sostegno.
Le regolazioni dei movimenti sono governate da microinterruttori e temporizzatori che, dopo il consenso iniziale dell’operatore, rendono il ciclo di zincatura completamente automatico. L’evacuazione del materiale è realizzata con uno scivolo vibrante che deposita il materiale su di un nastro che a sua volta lo scarica in cassoni metallici. La struttura metallica semovente può essere spostata essendo montata su ruote metalliche che poggiano su due binari. Lo spostamento rende possibile ed agevole:
• la pulizia del bagno; • la manutenzione; • la sostituzione e l’ispezione della vasca; • la zincatura in modo manuale di particolari che non possono essere contenuti
nei cestelli.
17

3 La zincatura a caldo alla Beco
Il carrello di carico e l'accoppiamento binario-carrellino
Vista superiore del carrello di carico.
o
Lo schema della movimentazione é ad anello verticale con andata versnella parte inferiore e ritorno nella parte superiore. Una catena uncinatalla movimentazione dei carrelli di andata sino alla zona di sosta, elevatore, unito alla naturale pendenza della rotaia di ritorno, provvmovimentazione del ritorno. Per limitare la velocità di ritorno dei carrellinella rotaia superiore una lunga catena che crea un effetto di frizione sui cPur essendo fondamentalmente efficiente, questo impianto semiautomatica discrezione dell’operatore (z1) che decide quando e quanti carrelli quindi mettere in circolo. Questa soluzione dovrebbe essere modrealizzare la completa automatizzazione della linea di alimentazione allassicurando così una costante e regolare presenza di carrelli nella zona dcestelli.
Carrellino
Binari
a
iai
Sostegno
Carrello
o il bagno provvede mentre un edono alla é presente arrelli. o funziona caricare e ficata per zincatura carico dei
18

3 La zincatura a caldo alla Beco
3.4.2 ZINCATURA MANUALE E' possibile zincare dei pezzi di dimensioni particolari operando manualmente, senza cioè l'ausilio del castello di zincatura con movimento automatico. In questa particolare condizione, tutto il castello (che è posto su dei binari), viene spostato lateralmente di modo che l'accesso alla vasca di zincatura sia completamente libero. A questo punto, gli addetti alla zincatura, protetti in maniera adeguata da possibili spruzzi di zinco liquido, servendosi di un apposito carroponte, possono immergere particolari compatibili con le dimensioni della vasca.
Schema zincatura manuale
Z1
CS
Z2 Z3 Z4
19
3 La zincatura a caldo alla Beco
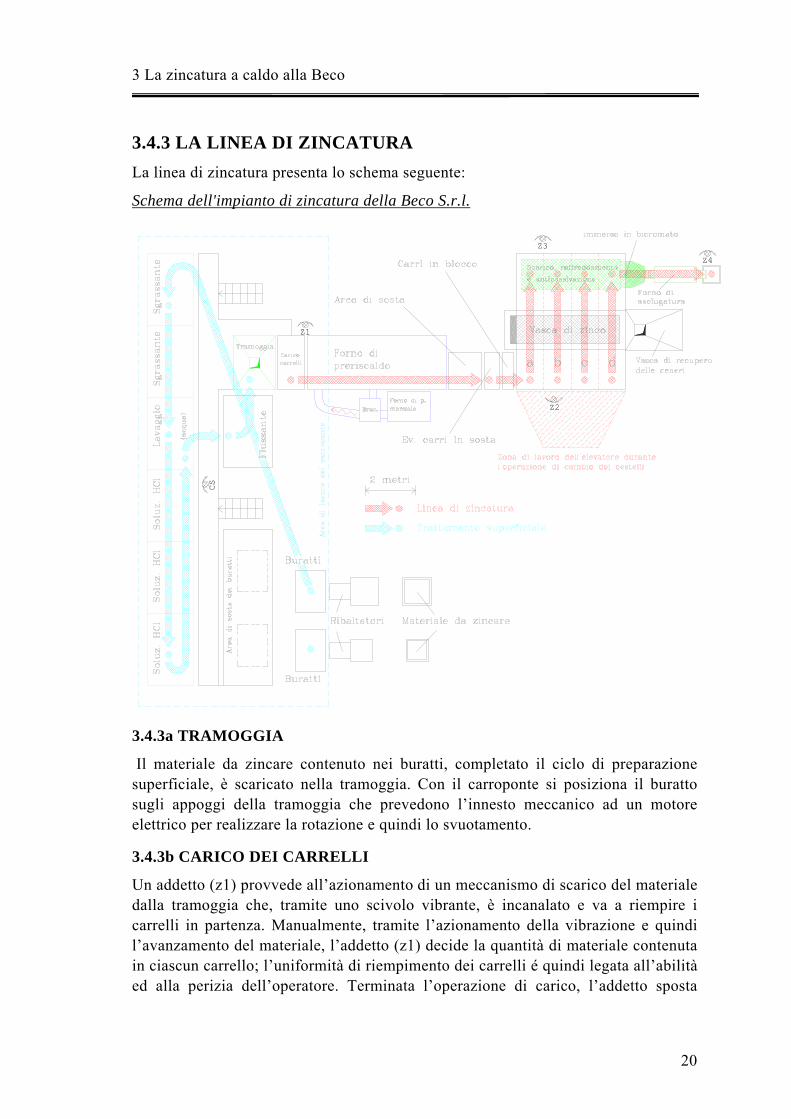
3.4.3 LA LINEA DI ZINCATURA La linea di zincatura presenta lo schema seguente:
Schema dell'impianto di zincatura della Beco S.r.l.
Z2
Z3
Z4
Z1
CS
3.4.3a TRAMOGGIA
Il materiale da zincare contenuto nei buratti, completato il ciclo di preparazione superficiale, è scaricato nella tramoggia. Con il carroponte si posiziona il buratto sugli appoggi della tramoggia che prevedono l’innesto meccanico ad un motore elettrico per realizzare la rotazione e quindi lo svuotamento.
3.4.3b CARICO DEI CARRELLI
Un addetto (z1) provvede all’azionamento di un meccanismo di scarico del materiale dalla tramoggia che, tramite uno scivolo vibrante, è incanalato e va a riempire i carrelli in partenza. Manualmente, tramite l’azionamento della vibrazione e quindi l’avanzamento del materiale, l’addetto (z1) decide la quantità di materiale contenuta in ciascun carrello; l’uniformità di riempimento dei carrelli é quindi legata all’abilità ed alla perizia dell’operatore. Terminata l’operazione di carico, l’addetto sposta
20

3 La zincatura a caldo alla Beco
manualmente il carrello sul binario di andata al bagno dove una catena artigliata aggancia il carrello facendolo avanzare verso il forno di preriscaldo.
3.4.3c PRERISCALDO DEL MATERIALE
Il materiale contenuto nei carrelli passa all’interno di un forno a tunnel guidato dalla catena a strisciamento. Nel forno viene soffiata aria a circa 120°C che asciuga e preriscalda il materiale. All’uscita del tunnel termina l’azione di trascinamento della catena ed il carrello, trovando una parte del binario in discesa, avanza sino ad un’area di sosta. Il carrello: si noti il rialzo presente sul binario.
3.4.3d AREA DI SOSTA
Il binario presenta qui una parte in pendenza dove i carrelli (sino a 5) sono bloccati da un fermo a bilanciere-molla. Ogni carrello, solidamente bloccato dal bilanciere, è liberato all’arrivo del carrello successivo e può continuare così la sua corsa verso la zona di carico dei cestelli.
3.4.3e EVENTUALI CARRELLI IN SOSTA
Dopo l’area di sosta possono stazionare altri due carrelli grazie ad una zona di binario libera. Questa zona é utilizzata sovente dall’operatore (z2) preposto al carico dei cestelli per accumulare una riserva di carrelli pronti ad essere scaricati.
3.4.3f ZONA DI CARICO MANUALE DEI CESTELLI
Un addetto (z2) effettua il carico del materiale dai carrelli nei cestelli che entreranno nel bagno di zinco. Una volta terminata questa operazione, l’addetto aziona il pulsante di consenso di inizio ciclo e contemporaneamente sposta manualmente il carrello nella zona a destra del binario dove un elevatore automatico preleva il carrello e lo rilascia sul binario superiore. La durata dell’operazione di carico manuale é di circa 14 secondi.
3.4.3g CICLO AUTOMATICO DI ZINCATURA
Il ciclo automatico di zincatura inizia con il consenso dell’operatore (z2) e termina nel momento in cui il materiale in uscita dal castello di zincatura è scaricato sul nastro trasportatore. La durata totale media del ciclo é di 2’19’’ e consta nelle seguenti fasi:
21

3 La zincatura a caldo alla Beco
• avanzamento del cestello dalla zona di carico del materiale fin sopra la vasca di zinco fuso; Il carrello con in primo piano la staffa di sostegno.
• inizio della rotazione del cestello a velocità molto lenta;
• immersione del cestello nel bagno di zinco fuso a 460/464° C con due movimenti combinati, rotazione lenta e salita/discesa;
• estrazione lenta del cestello dal bagno;
• inizio della rotazione veloce (centrifugazione) sopra del bagno al fine di eliminare l’eccesso di zinco presente sul materiale;
• fine dell’impulso della centrifugazione; • traslazione del cestello nella zona di evacuazione del materiale e conseguente
frenatura del cestello mediante ganasce azionate dalla traslazione stessa; • inforcamento della parte esterna del cestello da parte dell’apparecchiatura
oscillante-vibrante; • abbassamento del fondo del cestello collegato al perno solidale alla colonna
interna del cestello e conseguente fuoriuscita del materiale (aiutata anche all’azione vibro-oscillante degli appoggi);
• controllo da parte dell’operatore (z3) del risultato della fase di scarico ed evacuazione;
• raffreddamento nella soluzione acquosa in cui é diluito il passivante (Bicromato di Sodio) che ritarda la formazione della cosiddetta “ruggine bianca”;
• avanzamento verso l’uscita per mezzo di un piano vibrante sotto il pelo libero della soluzione con geometria adeguata.
3.4.3h SCARICO DEL MATERIALE ED ASCIUGATURA
Il materiale è spostato dal piano vibrante su di un nastro trasportatore che provvede a far avanzare lo zincato all’interno di un forno a tunnel dotato di irraggiatoti a gas che asciugano il materiale.
3.4.3i CARICO DEI CASSONI DI PRODOTTO FINITO
Una volta superato un controllo visivo da parte di un operatore (z3), il materiale è scaricato dal nastro trasportatore in cassoni adeguati al tipo di pezzatura.
22

4 La scelta del metallo per la costruzione del cestello
4 SCELTA DEL METALLO PER LA COSTRUZIONE DEL CESTELLO
Nella fase di scelta del metallo da utilizzare per la costruzione del cestello di zincatura (il cestello che fisicamente contiene il materiale da zincare che è poi immerso nel bagno) si é tenuto conto degli aspetti che principalmente incidono, quali:
• resistenza alla corrosione in soluzioni di HCl; • resistenza alla corrosione alle alte temperature (463°C); • carico di rottura (Rm); • carico di snervamento (Rp0,2); • resistenza residua alla temperatura di 463°C; • utilizzo in cicli con temperatura intermittente; • saldabilità; • temperatura massima di esercizio; • densità; • presenza di zona termicamente alterata; • proprietà magnetiche.
4.1 GLI ACCIAI INOSSIDABILI
Gli acciai inossidabili sono acciai studiati per resistere agli agenti corrosivi riducendo in questo modo sia problemi estetici sia di durata meccanica nel tempo. In questi acciai la resistenza alla corrosione é data dalla presenza tra i leganti del cromo il quale, essendo più soggetto all'ossidazione rispetto al ferro, forma sulla superficie dell’acciaio uno strato di ossido che protegge il ferro dall’ambiente esterno. Lo strato che si forma è una pellicola molto sottile (dell’ordine di qualche decina di micron) compatta ed aderente. Questo strato si forma efficacemente solo se la percentuale di cromo presente in lega é superiore al 12%, altrimenti l’ossido che si ottiene risulta poco compatto e quindi poco protettivo. Questo tipo di protezione risulta essere ottimale nelle più svariate condizioni quali ambiente umido, marino o con elevate temperature. Il meccanismo di formazione dell’ossido varia a seconda dell’ambiente in cui ci si trova. Esistono molti tipi di acciai inox che sono classificati nelle seguenti classi:
1. ferritici 2. martensitici 3. austenitici 4. duplex
23

4 La scelta del metallo per la costruzione del cestello
5. superinossidabili 6. induriti per precipitazione
Storicamente i primi tre gruppi sono stati i primi ad essere scoperti ed utilizzati; tra questi la miglior resistenza all’ossidazione é prerogativa degli austenitici mentre le migliori caratteristiche meccaniche sono dei martensitici. In compenso, gli inox ferritici hanno proprietà magnetiche. Gli acciai duplex (o bifasici) sono invece stati scoperti in maniera casuale solo in seguito mentre si stava valutando il comportamento di alcuni acciai ferritici che, per errore di processo, contenevano una percentuale di austenite. Si é così scoperta la loro validità e negli ultimi anni, grazie all’avvento dei convertitori sottovuoto, é iniziata la loro diffusione. Successivamente sono nati i super-duplex, acciai che contengono anche una piccola percentuale di N e che presentano una elevata resistenza alla stress corrosion; questi acciai sono quindi particolarmente adatti a strutture off-shore. Gli acciai inox induriti per precipitazione presentano una buona durezza e resistenza meccanica e possono essere impiegati a temperature elevate.
4.1.1 FERRITICI In questa classe di acciai si trovano acciai che contengono essenzialmente Cr e C (in percentuale in genere inferiore allo 0.1%, ma che può crescere se aumenta la quantità di Cr presente), che sono induriti per lavorazione a freddo. Con una presenza percentuale di Cr tra il 42% e il 48% si ha localmente la formazione di un composto intermetallico detta fase σ molto pericoloso che può portare ad un impoverimento di Cr in altre zone dove si potrebbe quindi ottenere corrosione localizzata. Questa fase è favorita sotto gli 820°C ma mancando a temperatura ambiente la diffusione, è pericolosa soprattutto in caso di saldature. Se si vogliono acciai ferritici si deve cercare di avere una percentuale di C bassa e una percentuale di Cr di circa il 13%. In questa classe si trovano anche gli acciai a lavorabilità migliorata (contengono S e Se), adatti a lavorazioni per asportazione di truciolo, ma con proprietà meccaniche non eccelse. Possono essere aggiunti anche Mo (resistenza in ambiente salino, ad esempio acqua di mare) oppure Nb e Ta (per migliorare la resistenza meccanica alle alte temperature). Le caratteristiche generali di questo tipo di acciai sono una buona resistenza alla corrosion stress, non elevate proprietà meccaniche e la presenza di proprietà magnetiche. Un tipico acciaio, appartenente a questa classe, è l'AISI 430 che occupa l'80% del mercato. Esistono poi in questa classe gli acciai E.L.I. (extremly low interstitial) che hanno un basso tenore di C e contengono S. Questi acciai presentano una maggior duttilità e un'inossidabilità vicina agli austenitici.
24

4 La scelta del metallo per la costruzione del cestello
4.1.2 MARTENSITICI Questi acciai oltre a Cr e C (0.1%-0.4%) contengono Si e Ni e naturalmente si ottengono esclusivamente tramite un trattamento termico adeguato (tempra seguita da bonifica). La tempra non influisce sull'inossidabilità data dal Cr mentre il rinvenimento successivo, modificando la microstruttura agisce in tal senso. Negli usi in cui é necessaria una resistenza a corrosione migliore (pompe per liquidi fisiologici) non si effettua un rinvenimento completo.
4.1.3 AUSTENITICI Questi acciai contengono, oltre a Cr e C (<<0.1%), anche nichel (che determina la struttura austenitica), titanio (per ridurre il problema della sensibilità, che sarà descritta in seguito), azoto (per indurire) e S (per migliorare, se richiesta, la lavorabilità all'utensile). Questo tipo di inox presenta una lavorabilità superiore a martensitici e ferritici ed anche una migliore resistenza alla corrosione. Oggi ci sono anche acciai Ni-free cioè acciai in cui il Ni, che è spesso causa di allergie, è sostituito dal Mn. Tra gli acciai inox austenitici è molto diffuso l'AISI 304 (18%Cr-8%Ni) che ha un’ottima alla corrosione, in ambienti con un'acidità maggiore si usa invece l'AISI 316. Un grosso problema di questo tipo di acciai è la sensibilizzazione che porta a una successiva corrosione a bordo grano: ciò che accade è che, a seguito di qualche lavorazione, si ha la precipitazione di carburi di cromo a bordo grano (dove si ha un ∆G più elevato), perciò la percentuale di cromo diviene particolarmente elevata a bordo grano e scende drasticamente in prossimità di questo a seguito dell'impoverimento subito per la formazione dei carburi. Per questo motivo vicino al bordo del grano, il tenore di cromo può anche scendere sotto il 12% non garantendo quindi un’ottimale protezione (fenomeno della corrosione localizzata). Questo tipo d'attacco è molto nocivo perché, rompendo i legami intergranulari, può permettere il distacco di un grano creando un intaglio sulla superficie. Questo è il peggiore problema degli inox in quanto la corrosione localizzata, al contrario di quella omogenea, non è controllabile né gestibile. Essendo poi la precipitazione favorita in particolare tra i 500°C e i 900°C, é facile ottenerla durante le saldature. Per evitare questo problema si può agire in tre modi: - utilizzare acciai con percentuali di C inferiori allo 0.03% (inox L), così il fenomeno diminuisce (soluzione più usata); - introduzione di elementi con maggiore elettroaffinità al C rispetto al Cr come ad esempio Ti e Nb (in tal modo si formano carburi con questi elementi e non col Cr); - in seguito alla saldatura si porta il pezzo a temperature elevate (1050-1100° C) raffreddandolo velocemente in modo da evitare la formazione di carburi. Questo procedimento risulta però essere unicamente un rimedio e bisogna porre molta attenzione ai riscaldi successivi.
25

4 La scelta del metallo per la costruzione del cestello
Un altro problema che questi acciai presentano è la stress corrosion ma se si conoscono i carichi agenti questo fenomeno è abbastanza prevedibile. Gli inox austenitici resistono inoltre meglio alle basse temperature rispetto a martensitici e ferritici in quanto presentano in genere una temperatura di transizione molto più bassa.
4.1.4 DUPLEX Gli acciai inossidabili a struttura bifasica, comunemente chiamati "Duplex" o anche "Austenoferritici", sono acciai che presentano una struttura sia austenitica che ferritica, ottenuta bilanciando opportunamente le percentuali di nichel, cromo e molibdeno presenti nell'acciao, in modo da raggiungere un rapporto ferrite/austenite variabile fra 30/70 ed 60/40. Altri fattori minori sono la presenza di Mn, Cu, N ed S. Le percentuali comprese in questo intervallo sono quelle che danno i risultati migliori perché, se il tenore di ferrite é minore del 30%, non si ottiene resistenza a corrosione sotto tensione, mentre se é troppo elevato (>60%), si riscontrano inconvenienti simili a quelli degli acciai austenitici (scarsa resistenza alla corrosione generalizzata e tendenza all'infragilimento). Per questi motivi gli acciai inox bifasici presentano un'elevata resistenza e durezza meccanica e contemporaneamente un'ottima resistenza alla corrosione propria degli inox austenitici. Il permanere in questi intervalli percentuali, instaura fra le due fasi un meccanismo di protezione catodica esercitato dalla ferrite sull'austenite. Un ulteriore vantaggio è che la presenza della ferrite, oltre a migliorare la resistenza a trazione, porta ad un affinamento della grana austenitica e quindi ad un ulteriore miglioramento nella resistenza. Questi due effetti, combinati ad un adatto processo termico di invecchiamento a temperatura compresa tra 900° e 1050°C, producono ulteriore finitura delle dimensioni del grano ed una fine dispersione di ferrite ed austenite. Le principali caratteristiche degli acciai bifasici sono:
• resistenza meccanica elevata; • limite di snervamento circa doppio rispetto ad un acciaio austenitico con pari
percentuali di carbonio, mantenendo comunque una buona formabilità a freddo;
• buona deformazione plastica in seguito al superamento del carico di snervamento (velocità d'incrudimento minore rispetto ad un austenitico);
• ottimo comportamento nei confronti dello scorrimento viscoso, insignificante fragilità da rinvenimento (imputabile alla presenza di austenite);
• saldabilità con tecniche usuali (utilizzando come materiale d'apporto appositi elettrodi in acciaio duplex);
• superplasticità, ovvero capacità di deformarsi plasticamente in maniera notevole a temperature opportune con modeste sollecitazioni (tipico é l'esempio dell'IN 744 che raggiunge condizioni di eccezionale plasticità attorno ai 1000°C);
26

4 La scelta del metallo per la costruzione del cestello
• resistenza alla corrosione sotto sforzo (stress corrosion cracking); • soggetti a "Knife line attack" in presenza di acido nitrico: • la stabilità della struttura oltre i 300°C é molto bassa, per cui non può essere
usato oltre questa soglia; Nel caso di corrosione sotto tensione, si adottano invece acciai ad elevato contenuto di Molibdeno (come ad esempio il 329A). Questa particolare struttura rende i bifasici più adatti a resistere alla corrosione per vaiolatura e interstiziale in presenza di medie concentrazioni di cloruri. La presenza dell’azoto porta ad un miglioramento sia delle proprietà meccaniche che di quelle anticorrosive ma se ne deve tener conto nel bilanciamento della struttura. Questi acciai sono comunemente chiamati “SuperDuplex”.
4.1.5 SUPER AUSTENITICI Gli acciai super austenitici sono utilizzati in tutti i casi in cui si incontrano elevate concentrazioni di ioni cloro a temperatura leggermente superiore a quella ambiente. In questi casi sono utilizzati inox ad alto contenuto di Nichel con struttura completamente austenitica come il 904L e T901K. Sono impiegati quindi nei condensatori, negli scambiatori di calore, in tutti i casi in cui le condizioni di corrosione sotto tensione, intergranulare o per vaiolatura non sono sopportati dai normali acciai a struttura austenitica.
4.1.6 INDURITI PER PRECIPITAZIONE In genere contengono Cr, Ni, C, Al, Mo, Cu. Questi acciai possono essere martensitici, semiaustenitici oppure austenitici. I primi rimangono martensitici anche dopo la precipitazione, i secondi possono presentare struttura martensitica dopo trattamento termico, gli ultimi rimangono invece austenitici anche dopo la precipitazione (che deve essere eseguita a temperature maggiori). Questi acciai sono meno diffusi nell'uso ingegneristico rispetto agli acciai inox classici (austenitici, ferritici, martensitici). Sono impiegati quasi esclusivamente in settori speciali quali aeronautica, aereospaziale, missilistica, ecc.
4.2 LA DEFORMAZIONE PLASTICA A CALDO DEGLI ACCIAI INOSSIDABILI
La prima difficoltà che s'incontra nella lavorazione a caldo degli acciai inossidabili é dovuta alla scarsa conducibilità termica che essi presentano. Questo presuppone una particolare attenzione nella fase di riscaldo dei pezzi per ottenere la necessaria omogeneità di temperatura tra l'interno e la superficie del pezzo da trasformare.
27

4 La scelta del metallo per la costruzione del cestello
Conducibilità termica degli acciai.
Una seconda difficoltà é dovuta all'elevata resistenza a caldo degli acciai inossidabili che obbliga a deformazioni più contenute.
Caratteristiche di trasformazione a caldo.
+
-
- +
Gli acciai inox, inoltre, se riscaldati ad alta temperatura mostrano fenomeni
28

4 La scelta del metallo per la costruzione del cestello
d'ingrossamento del grano. Si tratta di un fenomeno molto complesso per la comprensione del quale ho riassunto, nei diagrammi seguenti, l'influenza dei parametri che influiscono in maniera maggiore sulla dimensione del grano del pezzo finito ovvero la temperatura, il tempo e la deformazione.
Influenza della temperatura e dell'entità della deformazione sulla dimensione del grano degli acciai austenitici.
4.3 SUPERLEGHE PER ALTE TEMPERATURE
Scoperte nel periodo antecedente la seconda guerra mondiale, le superleghe sono state sviluppate solamente negli ultimi anni andando ad offrire prestazioni alle alte temperature che i normali acciai inossidabili non possono raggiungere. Questo ha permesso lo sviluppo di tutta una serie di macchine (per esempio le turbine a gas) la cui costruzione era prima solo ipotizzabile.
29

4 La scelta del metallo per la costruzione del cestello
La produzione di una superlega presenta una serie di problematiche che sono state parzialmente risolte solo di recente, soprattutto a causa della grande quantità d'elementi strutturanti e di lega presenti e di difficile identificazione. Le superleghe sono studiate partendo dal presupposto che devono presentare un'alta temperatura di fusione anche se, a causa dei problemi concernenti le tecniche di produzione, l'ossidabilità e la fragilità portano spesso ad utilizzare come metalli-base ferro, nichel, cobalto, cromo e altri metalli refrattari. In queste leghe Fe-Ni-Cr la fase primaria è l'austenite che determina la resistenza a scorrimento, accresciuta dalla presenza di fase secondaria finemente disciolta in essa. Nell'indurimento ottenuto per precipitazioni di fasi, la resistenza allo scorrimento si mantiene elevata sino a temperature dell'ordine dei 900°C, oltre i quali essa scende a valori molto bassi poiché le particelle precipitate tendono a tornare in soluzione (avendo superato il loro limite di solubilità); Nell'indurimento ottenuto per dispersione di particelle dure e fini invece, la fase secondaria é praticamente insolubile all'interno della matrice, riuscendo così a perpetrare il suo effetto indurente sino a temperature molto elevate. Sviluppate solo negli ultimi anni, queste superleghe presentano una migliorata resistenza meccanica a causa non dell'impedito scorrimento dei piani cristallini ma alla deformazione del reticolo dovuta all'inserimento di particelle sottoforma di polveri.
4.3.1 LEGHE A BASE DI NICHEL Tra le prime ad essere studiate, le leghe a base di Nichel sono a tutt'oggi tra le più diffuse ed articolate fra quelle presenti sul mercato perché offrono una resistenza alla corrosione (sino a 1200/1300°C, tranne in presenza di S) ed allo scorrimento viscoso molto elevate. Le più importanti sono le seguenti.
4.3.2 LEGHE INCOLOY Le leghe Incoloy vengono quasi esclusivamente usate nel campo delle attrezzature per forni per trattamenti termici e per processi chimici. Queste leghe hanno resistenze molto elevate in numerosi ambienti corrosivi ed ottime caratteristiche meccaniche. Pur resistendo bene ad atmosfere carburanti, ossidanti e contenenti idrogeno sino a T di 1000°C, le leghe Incoloy devono il loro successo principalmente al fatto che, a causa della struttura austenitica particolarmente stabile, non sono soggette ad infragilimento per precipitazione della fase δ anche per lunghi periodi di permanenza nell'intervallo critico tra i 650 ed i 900°C.
4.3.3 LEGHE INCONEL Le leghe Inconel presentano un tenore di nichel e cromo intorno al 15%. Esistono una serie di leghe denominate Inconel, tra le quali:
30

4 La scelta del metallo per la costruzione del cestello
- 600, resiste bene all'ossidazione sino a 1150°C (con caratteristiche meccaniche superiori se con presenza di niobio e molibdeno) e sono usate per molte parti di forni ed attrezzature per trattamenti termici; - 700 e 722, destinate essenzialmente per la costruzione di palette e rotori di turbine a gas, contengono in soluzione alluminio e titanio che determinano un aumento della durezza; - X-750, presenta una resistenza buona sino a 820°C per merito dei trattamenti termici cui é sottoposta, mantenendo anche un'elevata resistenza alla fatica termica e meccanica, oltre ad una buona facilità di fabbricazione e di lavorazione.
4.3.4 LEGHE NIMONIC Le leghe Nimonic si differenziano poco dalle Inconel e sono caratterizzate dalla presenza di un tenore di Nichel pari al 20% e per piccole quantità di cobalto, molibdeno, alluminio e titanio quali elementi indurenti. Sono largamente utilizzate nell'industria aeronautica e in parti di forni per trattamenti termici avendo caratteristiche meccaniche leggermente superiori alle leghe Inconel.
4.3.5 LEGHE HASTELLOY Sono leghe a base di Nichel che contengono elementi principali quali il cromo, il molibdeno ed il ferro. Presentano un'elevata resistenza alla corrosione e il tipo "B" é stato studiato per resistere alla corrosione da parte dell'acido cloridrico. La superlega Hastelloy X, per esempio, contiene 22% di cromo, 9% di molibdeno e 15.8% di ferro ed é tra le superleghe con la maggiore resistenza ad ossidazione e a corrosione a caldo. I suoi principali difetti sono la debolezza meccanica (rispetto alle altre leghe Fe-Ni che contengono carburi indurenti), la difficile reperibilità e lavorabilità ed un costo molto elevato.
4.4 IL TITANIO E LE SUE LEGHE
Il Titanio è stato individuato nel 1795 da M. H. Klaproth ed è stato isolato nel 1813, anche se è stato ottenuto in quantità accettabili solo dal 1910. Relativamente abbondante sulla crosta terrestre (del quale costituisce ben il 0.44% in peso), esso si trova sotto forma di biossido o da solo (ad esempio nel minerale rutilo), sia associato ad altri metalli (per esempio l'ilmenite), oppure di silicati (titanite). Allo stato di elemento puro e compatto il Titanio si presenta come un metallo di colore argenteo e lucente, duro, duttile e malleabile: basta però anche un contenuto ridottissimo di impurità (ossigeno, azoto o carbonio) per renderlo molto fragile. Operando in atmosfera di argo, il Ti può essere saldato e sottoposto a lavorazioni plastiche ad una temperatura di 900-1000° C.
31

4 La scelta del metallo per la costruzione del cestello
4.4.1 LA PRODUZIONE DEL TITANIO Il titanio é uno degli elementi entrati nell'uso industriale nel periodo più recente e presenta un impiego ancora limitato a causa dell'elevato costo di fabbricazione. Come l’alluminio, il titanio forma uno strato di ossido molto protettivo, la titania (TiO2, chiamato anche “Bianco di Titanio”), mentre le sue leghe hanno una resistenza specifica molto elevata. La produzione industriale avviene mediante riduzione con processo Kroll nel quale il minerale è miscelato con carbone e quindi riscaldato a 500° C in corrente di Cloro, per dare luogo alla reazione: TiO2+2C+2Cl2 TiCl4+2CO Si ottiene così il tetracloruro di Ti il quale, dopo la purificazione per distillazione, è ridotto a titanio mediante magnesio a 850° C. Il grezzo così ottenuto è raffinato facendo distillare sotto vuoto Mg e MgCl2 in eccesso: si perviene così ad un prodotto spugnoso (chiamato spugna di Ti) che è trasformato in lingotti puri (con purezza del 99.7%) per fusione sottovuoto o in atmosfera di Argo. Altri metodi di produzione sono la riduzione del biossido di Ti con Mg e Ca, la dissociazione dello ioduro (TiI4) e l'elettrolisi del tetracloruro fuso. Particolari cautele sono adottate durante le lavorazioni per deformazione plastica a caldo per evitare la diffusione di ossigeno e azoto che conferiscono al metallo caratteristiche negative. Tramite laminazione, forgiatura ed estrusione, si ottengono quindi i principali semilavorati attualmente disponibili sul mercato, e cioè: barre, lamiere, tubi e fili.
4.4.2 STRUTTURA DEL TITANIO Il titanio puro é un polimorfo ed esiste in due modificazioni: • il titanio α, a reticolo esagonale compatto stabile sino a 880°C. Le leghe
alfa (con una piccola aggiunta di palladio per migliorare la resistenza a corrosione in ambienti specifici) hanno eccellenti proprietà meccaniche nell'intervallo di temperature compreso tra 0 e i 550°C, mantenendo una buona duttilità e malleabilità. Non potendo essere indurite con un trattamento termico, sono utilizzate allo stato ricotto; commercialmente sono classificate come titanio puro in gruppi che vanno da Gr.1 a Gr.4 a seconda della purezza. • il titanio β, a reticolo cubico a corpo centrato, stabile tra gli 880°C e la
temperatura di fusione. Le leghe beta devono contenere un elevato numero di elementi stabilizzanti per mantenere la struttura cubica a facce centrate alla temperatura ambiente. Non sono molto diffuse. • Le leghe bifasiche α+β sono le più interessanti e le più diffuse e,
prevedendo la possibilità di trattamenti termici per elevarne le caratteristiche di resistenza meccanica, devono avere un opportuno bilanciamento degli elementi di lega.
32

4 La scelta del metallo per la costruzione del cestello
Proprietà meccaniche del Titanio (nomenclatura secondo gli standard ASTM) Percentuale
Max Grado 1 Grado 2 Grado 3 Grado 4 Grado 7 Grado 11 Grado 12
Ossigeno 0.18 0.25 0.35 0.40 0.25 0.18 0.25 Azoto 0.03 0.03 0.05 0.05 0.03 0.03 0.03
Idrogeno 0.015 0.015 0.015 0.015 0.015 0.015 0.015 Carbonio 0.10 0.10 0.10 0.10 0.10 0.10 0.10
Ferro 0.20 0.30 0.30 0.50 0.30 0.20 0.50 Molibdeno - - - - - -
Nickel - - - - - - Palladio - - - - 0.12-0.25 0.12-0.25 -
Rm 240 345 450 550 345 240 483 Rp0.2 170-310 275-450 380-550 483-655 275-450 170-310 345 min
Allungamento % 24 20 18 15 20 24 18
Durezza HV 100-150 160-200 180-220 200-280 160-200 100-150 170-240
4.4.3 CARATTERISTICHE DEL TITANIO Il titanio è l’elemento numero 22 della tavola periodica, ha peso atomico 47,88 g/mole e presenta, come metallo puro o sottoforma di leghe, caratteristiche, decisamente interessanti:
• elevatissima resistenza alla corrosione (sino a 400-450°C); • punto di fusione a 1668° C; • elevate caratteristiche meccaniche sia a caldo sia a freddo (soprattutto nel Ti
legato per impieghi aeronautici); • densità molto bassa (da 4.4 a 4.9, la meta circa di quella dell’acciaio); • valore del modulo elastico compreso tra 106000 e 110000 MPa; • basso valore del modulo di Young; • ottima resistenza allo scorrimento viscoso; • basso coefficiente di espansione termica; • bassa conducibilità elettrica; • elevata elasticità; • percentuale di H<0.0125% (in quantità maggiore causa pericolosi fenomeni
di fragilità) • saldabilità con arco elettrico oppure a resistenza ma in atmosfera di Argon; • lavorazioni all'utensile da eseguirsi a bassa velocità; • non adatte per l’uso ad alte temperature; • biocompatibilità.
Per tutti questi motivi l’uso del titanio, un tempo prerogativa dei settori aeronautici e missilistici, si sta allargando a settori civili quali l’industria chimica e meccanica.
33

4 La scelta del metallo per la costruzione del cestello
Confronto tra le proprietà meccaniche del Titanio puro,della lega di titanio Ti-Al6-V4 e di altri materiali strutturali.
MATERIALE Densità Temp. fusione
Coeff. Dilataz.
CaloreSpec.
Conduc.Termica
Resistiv. Elettr.
Modulo Young
Coeff. Poisson
Titanio 4.51 1668 8.4x10-6 0.124 0.041 55 106000 0.34
Ti-6Al-4V 4.4 1650 8.6x10-6 0.138 0.020 175 110000 0.34
Acciaio 7.86 1530 12x10-6 0.11 0.15 9.7 206000 0.31
Inox 18-8 (AISI 304) 7.93 1400~ 17x10-6 0.12 0.039 72 200000 0.30
Alluminio 2.7 660 23x10-6 0.21 0.49 2.7 69000 0.33 Lega
alluminio (T5S-T6)
2.8 476/638 23x10-6 0.23 0.29 5.8 71600 0.33
Magnesio 1.74 650 25x10-6 0.24 0.38 4.3 44800 0.35
Nickel 8.9 1456 15x10-6 0.11 0.22 9.5 206000 0.30
Hastelloy C 8.9 1305 11x10-6 0.092 0.03 130 204600 -
Rame 8.94 1083 17x10-6 0.092 0.962 1.724 108000 0.34
E’ difficile generalizzare riguardo le proprietà delle leghe del titanio ma comunque sono possibili alcune considerazioni sull’azione dei diversi leganti verso la resistenza a corrosione. Il titanio in lega con l’alluminio presenta il problema della stress corrosion causata dalla precipitazione di Ti3Al. Essendo la lega Ti6Al4V la lega di Ti più diffusa perché combina ottime proprietà meccaniche ad una buona resistenza alla corrosione, questo problema é molto importante e deve essere risolto mediante un trattamento termico di precipitazione adeguato.
4.4.4 LA RESISTENZA DEL TITANIO ALLA CORROSIONE Il Cr può essere alligato al Ti per migliorare ulteriormente la resistenza a corrosione, ma in tal modo si abbassa di molto la temperatura di inizio delle trasformazione martensitica e questo rende le tempra molto più difficile. Si aggiunge per questo motivo Mo e V, riuscendo così a temprare la lega e ad avere proprietà meccaniche ottimali. Un esempio sono le leghe con un contenuto di Cr dell’11% e di V del 13%, anche se é possibili, con costi molto elevati, eseguire tempre criogeniche. In lega con 30% di Mo, la lega raggiunge una resistenza all’acido cloridrico molto elevata. Piccole aggiunte di Pt, Pb ed altri metalli nobili migliorano di molto la resistenza alla corrosione.
34

4 La scelta del metallo per la costruzione del cestello
Comportamento di tre tipi di Titanio Cp in soluzione di HCl.
Per finire, è possibile ottenere una resistenza paragonabile a quella dei metalli nobili in una lega di Ti con un contenuto di Mo dello 0.3% e di Ni dello 0.8% (NiCode12). In questo grafico sono rappresentate le linee di corrosione pari a 0.13 mm/anno di tre diversi tipi di titanio puro: il Grado 2, il Grado 7 ed il Grado 12. Come si nota dal grafico, l’aumento della corrosione è quasi direttamente proporzionale all’aumento della concentrazione di HCl e della temperatura. Il titanio Grado 12 offre sicuramente una resistenza alla corrosione maggiore rispetto al Grado 7 e 2, che offrono prestazioni abbastanza simili. Molto importante ai fini della resistenza alla corrosione è la presenza nella soluzione di particolari sostanze. Nel titanio puro ad esempio, la presenza in una soluzione al 4% di HCl dello 0.2% di FeCl3 determina una diminuzione della corrosione annua da 21.4 mm/anno ad 0.01 mm/anno.
Il grafico seguente mostra invece il confronto tra il comportamento del titanio e quello di altri materiali pregiati in soluzioni di HCl sino al 40% per temperature inferiori a quella di ebollizione.
Zona 1 Monel 400, Rame, Nickel 200, Titanio
Grado 7, Titanio Grado 2
Zona 2 Bronzo con silicio, Acciai al silicio
Zona 3 Acciai al silicio
Zona 4 Tungsteno, Titanio Grado
7
Zona 5 (e tulle le altre) Platino, Tantalio, Argento,
Zirconio, Hastelloy B-2
35

4 La scelta del metallo per la costruzione del cestello
1
4
2
3
5
Confronto tra il Titanio e altri materiali pregiati in soluzione di HCl. Questo grafico è diviso in cinque aree distinte che corrispondono a diverse resistenze alla corrosione. La tabella esplicativa che lo precede, indica chiaramente come solo metalli molto particolari (e molto costosi) possono resistere a temperature elevate in soluzioni con alte concentrazioni di acido cloridrico.
Confronto tra la corrosione in soluzione di HCl di tre diversi Gradi di Ti. Tenendo conto del fatto che i cestelli di zincatura vengono immersi nella vasca di
Titanio Grado 2 Titanio Grado 12 Titanio Grado 7 % HCl T mm/a % HCl T mm/a % HCl T mm/a
5 24 0 6 24 0,01 9 24 0 6 24 0,07 8 24 0,01 18 24 0 8 24 0,2 10 24 1,4 20 24 0,01 9 24 0,25 12 24 2,54 26,5 24 0,02
17,3 24 0,51 28,5 24 5,58 27 24 0,7 26 24 2,59
36

4 La scelta del metallo per la costruzione del cestello
spoglio per circa 200 ore all’anno, posso calcolare un coefficiente di riduzione che mi dia un’idea esatta dell’effettiva corrosione a cui sarebbero soggetti i materiali nell’utilizzo annuale. Coefficiente di riduzione = 200/8760 = 0,02283 A questo punto posso agevolmente costruire un grafico che mi indichi la riduzione dovuta alla corrosione che i vari materiali avrebbero nell’arco di un anno.
La corrosione annua che avrebbe un cestello nei tre diversi gradi.
Corrosione del cestello(permanenza di 200 ore/anno)
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
9,00 18,00 20,00 26,50 27,00
Concentrazione di HCl [%]
Cor
rosi
one
[mm
/ann
o]
Grado 2Grado 12Grado 7
Come si può facilmente rilevare dal grafico, tutti e tre i materiali offrono un’ottima resistenza nelle condizioni di lavoro a cui sarebbero destinati. Per questo motivo, in seguito ad una indagine conoscitiva svolta presso i principali fornitori di titanio dell’area di Milano, ho trovato nel titanio Grado 2 il migliore compromesso tra resistenza, costo, lavorabilità e disponibilità. Contro ogni previsione infatti, uno dei problemi maggiori è risultato essere l’effettiva reperibilità del materiale nelle forme e nei quantitativi necessari alla costruzione del cestello. Il Titanio non è soggetto al fenomeno della corrosione interstiziale, sotto l’attacco dell’HCl, per temperature inferiori a 70° C. Oltre questa temperature il fenomeno diventa invece consistente e degno d’attenzione anche se la corrosione risulta essere comunque molto inferiore rispetto a quella subita dai acciai (anche inox austenitici), leghe di Rame e di Nickel.
37

4 La scelta del metallo per la costruzione del cestello
Il fenomeno della vaiolatura (o corrosione localizzata), non interessa minimamente il Titanio e le sue leghe. Lo strato di ossido sulla superficie del metallo infatti, fornisce un’eccellente protezione da questo tipo di corrosione sino a potenziali elettrici molto elevati.
4.4.5 PROVA DI IMMERSIONE DI UN PROVINO DI TITANIO GRADO 2 Grazie alla gentile collaborazione di un fornitore di titanio del milanese, sono venuto in possesso di alcuni particolari in titanio Grado 2 sottoforma di lastre dello spessore di 2.335 mm. Il possesso di questi due manufatti, mi ha permesso di eseguire due importanti esperimenti sul campo, uno di convalida del grafico riguardante la “Corrosione annua del cestello”, l’altro di controllo del comportamento del titanio a contatto con le ceneri disperse nel bagno di zinco.
• La prima prova consta nell’immersione per almeno duecento ore continuative della lastra nella vasca di spoglio dei cestelli: questo periodo d’immersione corrisponde in maniera molto corrispondente al ciclo di utilizzo del cestello di un anno. In questo modo posso ottenere un riscontro sul campo del grafico precedente, determinando così con buona approssimazione la durata del cestello.
• La seconda prova consta nell’appendere al cestello esistente un’altra lastra delle medesime caratteristiche per un tempo di circa una settimana. In questo modo posso rilevare il comportamento del materiale durante la fase di zincatura, ovvero il ricoprimento del nuovo cestello da parte dello zinco fuso.
4.4.5a IMMERSIONE IN SOLUZIONE DI HCL
Il provino è stato immerso continuativamente nella vasca di spoglio dei cestelli per 448 ore, in maniera tale da riprodurre l’effettiva corrosione a cui il cestello è sottoposto in un periodo di lavoro effettivo di circa due anni e quattro mesi. Il suo peso iniziale era contenuto in 155,25g. La vasca di spoglio, al momento dell’immersione del provino, conteneva una soluzione di HCl al massimo grado di concentrazione previsto. Durante i tredici giorni di immersione, il tenore di HCl è andato diminuendo arrivando alla soglia minima. In questa modo, ho sottoposto il provino ad un ciclo di immersione nell’acido che campiona perfettamente la media delle condizioni che i cestelli dovranno affrontale nel ciclo reale. Essendo stata la vasca regolarmente utilizzata dagli operatori per lo spoglio dei cestelli esistenti, il ribollire necessario alla piena corrosione è stato assicurato per almeno undici dei tredici giorni di durata dell’immersione.
38

4 La scelta del metallo per la costruzione del cestello
La piastra dopo l’immersione continuata per 600 ore ad un ingrandimento di circa 10X.
Come si può notare dalla foto, effettuata mediante una normale macchina fotografica dotata di zoom ed obiettivo macro, è possibile rilevare come la superficie del materiale si sia corrosa uniformemente in seguito all’immersione, perdendo la
lucidità iniziale. Come si può notare anche ad occhio nudo, il lato lungo del fotogramma corrisponde alla direzione di laminazione mentre le marcature ortogonali scure sono dovute ad un effetto di ombra determinato dalle piccole asperità superficiali esaltate dalla luce radente utilizzata per esaltare la granulometria della piastra. Va ricordato che la piastra riportata nella fotografia é stata immersa nella soluzione per un periodo complessivo di circa 600 ore, pari ad un utilizzo effettivo del cestello di circa tre anni.
Particolare della zona del foro: si noti l’integrità delle bave a sinistra del foro. A riprova della limitata asportazione per corrosione si rileva come siano pressoché intatte le bave formatesi in seguito della foratura, che proiettano le ombre a sinistra e
39

4 La scelta del metallo per la costruzione del cestello
sotto il foro. La dimensione indicata del foro è utile per la determinazione dell’ingrandimento, vicino ai 6X nella foto piccola ed ai 10X nella foto grande. Non è stato invece possibile analizzare il materiale immerso al microscopio nel tempo utile a poter inserire i risultati. Come dimostra il campione immerso, i risultati ottenuti sono sicuramente gratificanti, infatti:
Iniziale Finale Variazione % Peso rilevato 155,25 g 149,73 g - 3,55 %
Spessore rilevato 2.335 mm 2.270 mm - 2,78 % La riduzione dello spessore del provino è stata quindi di 0,033 mm, pari ad un consumo (in condizioni medie di esercizio) di circa 0,013 mm/anno. Come si può chiaramente rilevare dal grafico seguente, il grafico ricavato per via sperimentale avvicina i risultati ottenuti per via teorica, convalidandone quindi i contenuti. La piccola differenza riscontrata tra i risultati è probabilmente dovuta al fatto che la concentrazione della soluzione non è stata rilevata in maniera molto precisa (è stata infatti ricavata attraverso la densità della soluzione che però contiene tutta una serie di impurità difficilmente misurabili) e soprattutto la soluzione non ha un’aerazione sufficiente al completo avvenimento della reazione chimica. L’ossigeno è in pratica l’agente limitante della reazione che quindi può avvenire solo parzialmente.
Raffronto tra i dati teorici e la prova sperimentale.
Corrosione del cestello(permanenza di 200 ore/anno)
59,1
11,60,0 1,6 4,6 5,7
0,010,020,030,040,050,060,070,0
5,0 6,0 8,0 9,0 17,3 26,0
Concentrazione di HCl [%]
Cor
rosi
one
[mic
ron/
anno
]
Grado 2Rilevato
13
40
4 La scelta del metallo per la costruzione del cestello
Il provino dotato del foro di aggancio in seguito all’immersione in soluzione contenente acido cloridrico.
In conclusione, la limitata corrosione riscontrata auspicherebbe una durata del cestello nell’ordine di decine di anni.
4.4.5b IMMERSIONE NEL BAGNO DI ZINCO
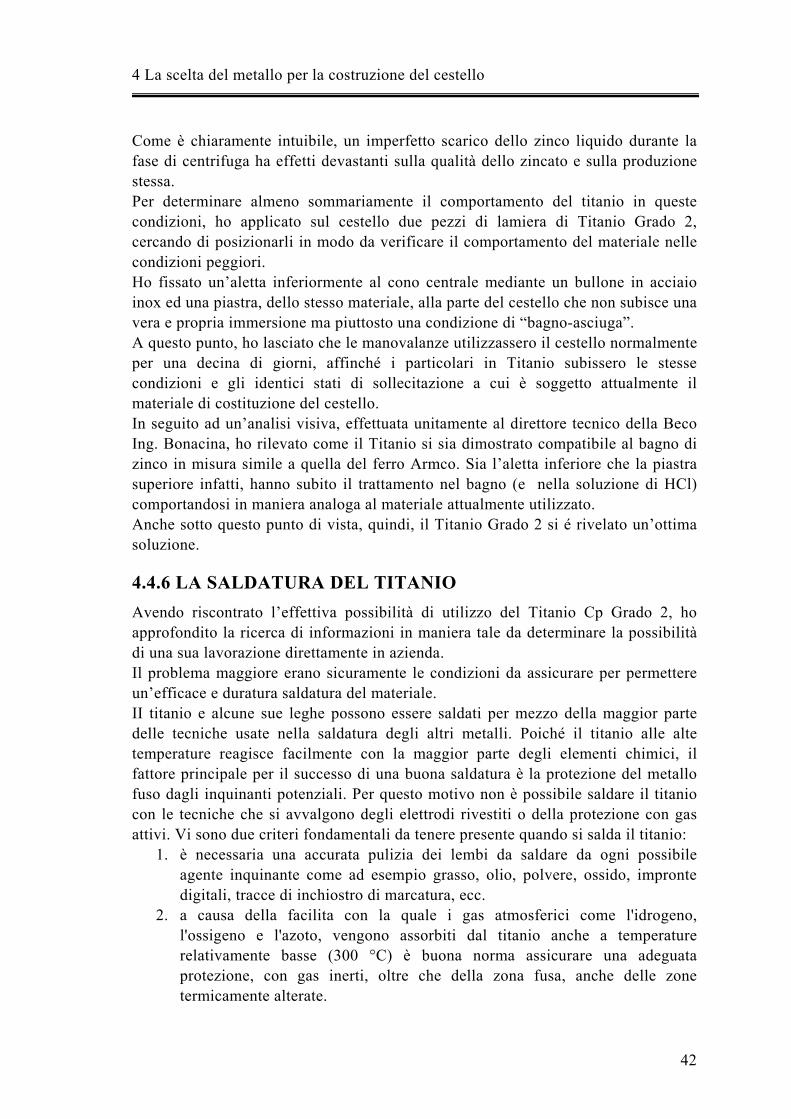
Il problema dell’adesione delle ceneri al materiale del cestello è di primaria importanza. Un’adesione consistente infatti, comporterebbe l’occlusione dei fori di scarico attraverso il quale lo zinco fuoriesce dal cestello. Questo porterebbe ad un “impaccamento” del materiale contenuto nei cestelli che andrebbe necessariamente scelto e scartato (con perdita di tempo, di materiale da zincare ed anche di zinco!).
L’aletta fissata alla parte superiore del cestello per diversi turni di lavoro.
41
4 La scelta del metallo per la costruzione del cestello
Come è chiaramente intuibile, un imperfetto scarico dello zinco liquido durante la fase di centrifuga ha effetti devastanti sulla qualità dello zincato e sulla produzione stessa. Per determinare almeno sommariamente il comportamento del titanio in queste condizioni, ho applicato sul cestello due pezzi di lamiera di Titanio Grado 2, cercando di posizionarli in modo da verificare il comportamento del materiale nelle condizioni peggiori. Ho fissato un’aletta inferiormente al cono centrale mediante un bullone in acciaio inox ed una piastra, dello stesso materiale, alla parte del cestello che non subisce una vera e propria immersione ma piuttosto una condizione di “bagno-asciuga”. A questo punto, ho lasciato che le manovalanze utilizzassero il cestello normalmente per una decina di giorni, affinché i particolari in Titanio subissero le stesse condizioni e gli identici stati di sollecitazione a cui è soggetto attualmente il materiale di costituzione del cestello. In seguito ad un’analisi visiva, effettuata unitamente al direttore tecnico della Beco Ing. Bonacina, ho rilevato come il Titanio si sia dimostrato compatibile al bagno di zinco in misura simile a quella del ferro Armco. Sia l’aletta inferiore che la piastra superiore infatti, hanno subito il trattamento nel bagno (e nella soluzione di HCl) comportandosi in maniera analoga al materiale attualmente utilizzato. Anche sotto questo punto di vista, quindi, il Titanio Grado 2 si é rivelato un’ottima soluzione.
4.4.6 LA SALDATURA DEL TITANIO Avendo riscontrato l’effettiva possibilità di utilizzo del Titanio Cp Grado 2, ho approfondito la ricerca di informazioni in maniera tale da determinare la possibilità di una sua lavorazione direttamente in azienda. Il problema maggiore erano sicuramente le condizioni da assicurare per permettere un’efficace e duratura saldatura del materiale. II titanio e alcune sue leghe possono essere saldati per mezzo della maggior parte delle tecniche usate nella saldatura degli altri metalli. Poiché il titanio alle alte temperature reagisce facilmente con la maggior parte degli elementi chimici, il fattore principale per il successo di una buona saldatura è la protezione del metallo fuso dagli inquinanti potenziali. Per questo motivo non è possibile saldare il titanio con le tecniche che si avvalgono degli elettrodi rivestiti o della protezione con gas attivi. Vi sono due criteri fondamentali da tenere presente quando si salda il titanio:
1. è necessaria una accurata pulizia dei lembi da saldare da ogni possibile agente inquinante come ad esempio grasso, olio, polvere, ossido, impronte digitali, tracce di inchiostro di marcatura, ecc.
2. a causa della facilita con la quale i gas atmosferici come l'idrogeno, l'ossigeno e l'azoto, vengono assorbiti dal titanio anche a temperature relativamente basse (300 °C) è buona norma assicurare una adeguata protezione, con gas inerti, oltre che della zona fusa, anche delle zone termicamente alterate.
42

4 La scelta del metallo per la costruzione del cestello
4.4.6a CONSIDERAZIONI METALLURGICHE SULLA SALDATURA
La saldatura del titanio, se è eseguita con procedure corrette (pulizia accurata e protezione adeguata), permette di ottenere giunti saldati con caratteristiche meccaniche (resistenza a rottura e a snervamento) simili, se non superiori, al metallo non saldato allo stato ricotto. II titanio presenta una struttura esagonale compatta () stabile sino ad una temperatura di 882° C, ’oltre la quale la struttura si trasforma in cubica a corpo centrato (), stabile fino alla temperatura di fusione (1670° C). Quindi il Ti CP e sostanzialmente un materiale monobasico che durante il processo di saldatura non comporta rischi di alterazioni strutturali metallurgiche. Le prove di trazione, condotte nel senso trasversale alla saldatura, producono rotture nel materiale base; ciò e dovuto al fatto che, in generale, le trasformazioni microstrutturali nella zona fusa e nella zona termicamente alterata aumentano la resistenza meccanica del giunto (anche se la duttilità diminuisce leggermente). Nella direzione longitudinale alla saldatura, in generale, si verificano, rispetto al materiale base, aumenti del carico di rottura, del carico di snervamento e diminuzione di allungamento percentuale. Durante la saldatura del titanio CP e delle leghe in genere è molto importante evitare la contaminazione con l’aria perché l’ossigeno e l’azoto entrano in soluzione nel titanio già a temperature comprese tra i 400° e 800° C. Ossigeno e azoto si comportano, da un punto di vista metallurgico, come elementi di lega e contribuiscono ad aumentare la resistenza meccanica ma, contemporaneamente, aumentano la fragilità del materiale. Quando si salda il titanio è anche importante evitare la contaminazione da ferro. II ferro e un elemento di lega che contribuisce a rendere più resistente il titanio ma e anche responsabile di una caduta di resistenza alla corrosione, per cui e consigliabile impiegare utensili destinati solo per il titanio per la preparazione dei lembi da saldare, evitando possibili contaminazioni. La presenza, nel bagno fuso, di grani abrasivi, come carburo di silicio o allumina, lasciati durante le operazioni di molatura, può dare luogo a composti chimici con il titanio o inclusioni, anch’essi pregiudizievoli al mantenimento delle caratteristiche meccaniche. L’uso di composti clorurati per la pulizia dei lembi da saldare può provocare cricche in quanto e stato accertato in laboratorio che il titanio e sensibile alla tensocorrosione da cloro alle alte temperature. II carbonio, proveniente da eventuali grassi o altri elementi organici può provocare formazione di carburi di titanio. Un altro accorgimento importante e quello di controllare il livello di umidità dei gas di protezione (argon o elio) perché l’idrogeno presente nel vapore d’acqua, in certe condizioni, favorisce la porosità e, entrando in soluzione nel metallo, lo rende fragile. In numerose normative viene data importanza ai colori della saldatura che vengono usati come criterio di accettabilità della saldatura stessa. Occorre però notare che i
43

4 La scelta del metallo per la costruzione del cestello
colori dipendono dallo spessore di strato di ossido di titanio (TiO2) che si e formato per diffusione dell’ossigeno nel titanio a temperature molto inferiori a quelle di fusione; pertanto se l’ossigeno è entrato in soluzione nel titanio alla temperatura di fusione non e possibile rilevarlo con i colori. I colori, in pratica, verificano solo l’efficacia della schermatura traslante con la torcia (protezione secondaria). Per evitare contaminazioni di aria nel bagno fuso occorre accertarsi della purezza del gas di protezione e che non vi siano infiltrazioni nel circuito di alimentazione.
4.4.6b SALDABILITA’ DEI DIVERSI TIPI DI TITANIO CP
1 e 2 II titanio CP grado 1 e 2 sono i tipi di titanio commercialmente puro più saldabili in assoluto. Anche senza trattamento termico la duttilità dopo saldatura è buona (25% di allungamento superiore al minimo del materiale base) e la resistenza meccanica della saldatura è superiore a quelle minime specificate dalle norme ASTM per semilavorati allo stato ricotto (RM 345 MPa; RS = 275 MPa per il grado 2).
3 II Ti CP grado 3 ha una saldabilità soddisfacente e in genere non necessita di trattamenti termici dopo la saldatura. La resistenza meccanica della saldatura è superiore a quella minima specificata dalle norme ASTM per i semilavorati allo stato ricotto (Rm = 450 MPa; Rs = 380 MPa). Per migliorare la duttilità della saldatura si consiglia di scegliere un grado 3 con basso contenuto di ossigeno (ad esempio potrebbe andare bene un massimo di 0.25% di O2 secondo norme DIN) e di usare un filo di apporto di grado 2, qualora la saldatura avvenga con materiale d’apporto.
4 Non esiste una vasta esperienza sul comportamento del grado 4 saldato che non viene nemmeno compreso nelle normative più diffuse. Dato l’alto contenuto di ossigeno nella lega e i bassi valori di resistenza si presume che la saldatura di questo tipo di titanio risulti poco duttile e normalmente non viene utilizzato per le strutture saldate.
4.4.6c TRATTAMENTI Dl DISTENSIONE
I trattamenti termici dopo saldatura dei tipi di Ti CP non sono necessari né consigliati. II trattamento termico di distensione non varia significativamente le caratteristiche meccaniche a trazione mentre la resilienza risulta migliorata fino al 10%. Eventualmente, possono essere effettuati ad una temperatura di 540 °C circa, con tempi variabili da 30 minuti alle 4 ore.
4.4.6d METODI Dl SALDATURA
Come precedentemente accennato, per la giunzione di differenti parti in Ti CP tra loro possono essere impiegati tutti i metodi di saldatura più comunemente usati: TIG, Plasma, Laser, Electron beam, resistenza elettrica (a punti o continua), ecc. II metodo Tig, con o senza materiale di apporto, e il metodo più usato per il titanio nei vari settori industriali e viene dettagliatamente illustrato in seguito.
44

4 La scelta del metallo per la costruzione del cestello
II metodo al Plasma, pur permettendo di ottenere ottimi risultati, e meno usato poiché necessita di un sistema automatico. I sistemi Electron beam e Laser vengono impiegati soprattutto in campo aerospaziale per la saldatura di leghe più sofisticate rispetto al Ti CP. La saldatura a punti o continua per resistenza costituisce un sistema pratico e sovente impiegato per il titanio. Infatti la conducibilità termica ed elettrica relativamente basse del titanio sono paragonabili a quelle degli acciai inossidabili. Di conseguenza, i procedimenti di saldatura sono simili e la stessa attrezzatura necessaria per l'inox può essere adattata al titanio. E' l’unico sistema di saldatura che può essere effettuato senza protezione di gas inerte poiché la compressione delle due parti da saldare espelle l’aria e la durata del ciclo di saldatura e molto breve. Come per gli altri sistemi, l’accurata pulizia delle superfici da saldare rimane una regola fondamentale per il buon esito della giunzione. Per quanto riguarda le condizioni di saldatura, si possono ottenere buoni risultati con diverse combinazioni di intensità di corrente, tempo di contatto e pressione tra gli elettrodi. Una valida regola pratica consiglia di iniziare il processo di saldatura con gli stessi parametri usati per gli uguali spessori di acciaio inox e di regolare successivamente tempo o intensità di corrente secondo le necessità.
4.4.6e IL SISTEMA TIG
Tipi di titanio Sono considerati saldabili tutti i tipi di Ti CP ed anche alcune leghe denominate secondo ASTM grado 5, 6 e 9. Attrezzature di fissaggio e puntatura E consigliabile, per ogni configurazione di saldatura, progettare una attrezzatura di fissaggio che permetta:
• un allineamento dei lembi che eviti l’uso della puntatura; • una protezione da turbolenze esterne che possono diminuire la capacita di
protezione del gas; • attrezzature pulite con la stessa cura dei lembi da saldare; • è preferibile usare attrezzature di rame se queste possono avere contatto con
il bagno fuso; • si consiglia l’uso di attrezzi metallici rivestiti con cadmio.
Quando viene usata la puntatura questa deve essere eseguita nelle stesse condizioni della saldatura finale (incluso la protezione al rovescio). Se un punto di saldatura presenta delle cricche deve essere rimosso, si deve migliorare la protezione e quindi eseguire un altro punto. Generatori di potenza Sono consigliati corrente continua e polarità diretta. II generatore deve essere in grado di mantenere la corrente costante con le più piccole variazioni possibili. II generatore deve dare la possibilità di regolare la corrente anche ai valori più bassi.
45

4 La scelta del metallo per la costruzione del cestello
E’ raccomandata una corrente ad alta frequenza per l’innesco dell’arco mentre è consigliato l’uso di un interruttore e di un regolatore di corrente a pedale o manuale. La presenza del flusso di gas di protezione deve essere controllata prima dell’innesco e dopo lo spegnimento dell’arco. Elettrodi di tungsteno Sono da preferirsi elettrodi di tungsteno toriato con contenuto di torio dell’1% o 2%. L’estremità dell’elettrodo deve essere molata a punta e quindi leggermente schiacciata. Metallo di apporto II metallo di apporto è commercialmente disponibile in fili tondi e deve essere conforme alle classificazioni AWS contenute nell’ultima edizione della normativa AWS A5 16-70. (Vedere tabella I per la composizione chimica del metallo di apporto). Composizione chimica del materiale di apporto Nota 1 - L’analisi del contenuto di interstiziali deve essere eseguita dopo la riduzione finale del diametro della bacchetta di apporto. Nota 2 - I valori singoli sono da intendersi come percentuali massime. Per la saldatura manuale sono adatti fili di apporto di diametro fino a 1,6 mm nel caso di saldatura testa-testa di lamiere di spessore fino a 4,5 mm. Sopra questo spessore possono essere usati fili di apporto di 2,4 mm, 3,2 mm o 4 mm. Per la saldatura TIG automatica sono adatti fili di diametro 0,8 mm, 1,1 mm, 1,6 mm. Prima dell’uso il filo di apporto deve essere pulito accuratamente come indicato successivamente. II metallo di apporto consigliato per ogni lega di titanio è indicato nella tabella:
Tabella I: metalli di apporto consigliatiMetallo base
(Grado Titanio) Metallo di apporto
(classificazione AWS) 1 ERTi – 1 2 ERTi – 2 3 ERTi – 3 5 ERTi-6Al-4V 6 ERTi - 5 Al - 2,5SN 9 ERTi – 3 Al - 2,5V
Preparazione del giunto II giunto deve essere preparato mediante sega o lavorazione di macchina. Tali operazioni non devono surriscaldare il metallo e devono essere eseguite con cura sufficiente ad assicurare un buon accoppiamento delle parti. La molatura manuale può essere impiegata avendo cura di non surriscaldare il metallo. Devono essere usate mole pulite che devono essere ravvivate frequentemente. Non devono essere usate mole con leganti soffici come quelli a base di gomma. Le particelle di
46

4 La scelta del metallo per la costruzione del cestello
abrasivo incastrate sulle superfici molate devono essere successivamente rimosse con lima o altri utensili. Geometria del giunto Giunti a lembi retti sono adatti per saldature testa a testa di spessori fino a 2,4 mm mentre una preparazione a V semplice è valida per spessori da 2,4 mm a 9,5 mm. Preparazioni a U sono adatte per spessori oltre i 9,5 mm. Decapaggio e pulizia I semilavorati di titanio che presentano una ossidazione dovuta alla permanenza a temperature elevate non superiori ai 600° C possono essere decapate nella seguente soluzione:
Tabella II: composizione soluzione decapante.Acido nitrico 10-20%
Acido fluoridrico 2-5% Acqua restante parte
Temperatura ambiente Tempo 2 - 20 min. (a seconda dello spessore di ossido)
II contenuto di acido nitrico deve sempre essere superiore al l0% per evitare l'assorbimento di idrogeno ed il conseguente infragilimento. Dopo il decapaggio il semilavorato deve essere abbondantemente sciacquato in acqua o alcool e asciugato. (Nota: la soluzione decapante indicata contiene sostanze pericolose e quindi deve essere manipolata con le dovute precauzioni). L’ossido formato sopra i 600° C è più resistente e deve essere asportato con trattamenti meccanici, seguiti da un decapaggio. Se i semilavorati sono privi di ossidi è sufficiente uno sgrassaggio con acetone, alcool o metiletilchetone oppure è sufficiente una pulizia con carta abrasiva. Le particelle di abrasivo devono essere asportate con una lima o con un altro mezzo meccanico. E accettabile una pulizia mediante una spazzola di acciaio inossidabile che dovrebbe essere usata solo per il titanio. Le bacchette di metallo di apporto vanno pulite con un panno imbevuto in un solvente come l’alcool, l’acetone o metiletilchetone e quindi asciugate con un panno secco che non perda fili. Protezione delle saldature: gas usati Devono essere impiegati solo argon o elio ad elevata purezza (99.995% min., valore tipico dei gas industriali per saldatura); il punto di rugiada di tali gas non deve superare i – 51° C. L’argon è preferito, oltre che per il suo costo inferiore, perché consente una maggiore stabilita dell’arco e, grazie alla sua più alta densità, una maggiore protezione.
47

4 La scelta del metallo per la costruzione del cestello
Sistemi di distribuzione del gas Tutti i componenti del sistema di distribuzione devono essere puliti, privi di perdite e esenti da umidità. II sistema deve essere tale che il punto di rugiada misurato in prossimità della torcia non superi i – 40° C. Sono sconsigliati i tubi di gomma a causa della eccessiva porosità. Dispositivi di protezione La scelta dei dispositivi di protezione dipende da vari fattori, alcuni contingenti quali le dimensioni dei pezzi da saldare, altri di pura economicità quali il numero dei pezzi da saldare in riferimento alla complessità di saldatura, Fondamentalmente si possono distinguere il metodo di protezione fisso mediante camera di saldatura e quello traslante mediante protezione locale. Camere di saldatura a gas inerte Le più sofisticate sono quelle in acciaio con aperture con maniche a guanti, che permettono il raggiungimento di elevati gradi di vuoto prima del riempimento con gas inerte per la fase di saldatura. Ne esistono di varie misure e forme anche se presentano dei limiti nelle dimensioni superiori Esistono poi camere di saldatura rigide, costituite da cupole di plastica trasparente in cui non viene effettuato un forte vuoto bensì viene effettuato il ”lavaggio” dell’atmosfera interna con gas prima della saldatura per un tempo sufficiente a garantire che tutta l’aria e gli altri contaminanti gassosi siano stati eliminati. Altre camere sono di tipo flessibile (come borse pieghevoli di plastica trasparente). Le camere possono acquistarsi ”confezionate” secondo modelli standard o essere costruite su ordinazione secondo richiesta. Parecchi utilizzatori tendono inoltre a costruirsi essi stessi le camere di saldatura, secondo le proprie specifiche esigenze. In alcuni casi si può voler sigillare una parte della struttura che deve essere saldata. In tale caso un metodo efficace è l’utilizzo di fogli di materia plastica trasparente, con sigillature mediante nastro adesivo di tenuta. Protezione locale traslante E il sistema di protezione principalmente usato sia per grosse costruzioni che per serie numerose di manufatti che permettono l’ammortamento di una attrezzatura specifica appositamente studiata. In tale caso la protezione di tipo primario (relativo alla pozza di materiale fuso) e affidata all’ugello della torcia. I diametri dell’ugello possono variare da 20 mm in su, a seconda delle dimensioni della saldatura. E consigliabile usare comunque diametri di ugelli più grandi possibile compatibilmente con le esigenze di maneggevolezza. Apposite lenti, poste all’interno dell’ugello, producono un flusso di gas, uniforme e non turbolento. La protezione secondaria (relativa al cordone di saldatura ancora caldo e necessaria finché la temperatura non e scesa al di sotto dei 300° – 350° C) è realizzata con delle camere fissate alla torcia e traslanti con essa, di foggia diversa a seconda delle posizioni e forme della saldatura. Sono solitamente metalliche con fondo poroso fatto di lamiera forata e riempite di lana di acciaio inossidabile. La protezione traslante infatti deve essere progettata in
48

4 La scelta del metallo per la costruzione del cestello
modo da permettere al flusso di gas inerte di formare un cuscino di gas, sopra alla superficie appena saldata, molto uniforme e privo di turbolenze che attirerebbero aria nella zona protetta. Molto spesso i più efficaci di questi dispositivi sono auto costruiti dagli stessi utilizzatori che li ottimizzano in funzione delle singole applicazioni. Protezione al rovescio Nella saldatura del titanio (in modo particolare nei piccoli spessori) è assolutamente indispensabile proteggere anche il rovescio della saldatura. Una possibile protezione può essere realizzata mediante barre scanalate di inox, rame o alluminio fissate e rese ermetiche mediante nastro adesivo. Per assicurare un lavaggio completo della scanalatura e necessario fare flussare una quantità di argon pari a circa sei volte il volume della scanalatura. Procedure di saldatura La tabella III a titolo indicativo, riporta alcuni parametri per la saldatura; altre combinazioni di valori sono da considerarsi altrettanto valide.
Tabella III: parametri indicativi per la saldatura TIG
Spessore (mm)
N° di passat
e
Diametro bacchette
di apporto (mm)
Diametro elettrodo
di tungsteno
(mm)
ParametriCorrente
(A)
Flusso di Argon di
protezione (1/min)
Ugello torcia TIG
(mm)
Preparazione dei lembi
< 2.4 1 1.6 1.6 80-120 6-7 13-16 lembi retti
2.4- 5.10 1-2 1.6-2.4-3.2 1.6-2.4 120-210 7-9 16-19 lembi a
V
6.4 1-2-3 2.4-3.2-4.0 2.4-3.2 140-225 7-9 19- 25 lembi a
V Le procedure per la saldatura TIG di altri metalli possono essere applicate alla saldatura del titanio. In particolare modo sono importanti le seguenti pratiche operative:
- Elettrodi Gli elettrodi sporgono usualmente da 4 a 6 mm al di sotto dell’ugello. Per giunti con cianfrino a V molto profondi e in giunti d’angolo gli elettrodi possono sporgere fino a 25 mm. Tuttavia è necessario curare che la sporgenza sia la minima possibile per assicurare adeguata protezione. La lunghezza dell’arco deve essere più corta possibile. Deve essere dedicata particolare cura per evitare contaminazione da tungsteno che avviene quando l'elettrodo tocca il bagno fuso. Quando questo avviene, la saldatura contaminata dovrebbe essere molata e quindi pulita. L’elettrodo deve essere nuovamente molato prima di risaldare.
49
4 La scelta del metallo per la costruzione del cestello
- Innesco e arresto dell’arco La protezione al momento dell’innesco e dell’arresto dell’arco e molto importante. Preferibilmente l’arco dovrebbe essere innescato con corrente ad alta frequenza. Talloni di saldatura per l’innesco e l’arresto dell’arco possono essere usati se necessario. E’ necessario che la protezione mediante gas sia mantenuta prima e dopo l’accensione della torcia. Potrebbero anche essere usati un interruttore manuale della corrente, o una rampa di discesa della corrente. Questi accessori permettono al saldatore di spegnere l’arco e di proteggere la parte terminale del cordone di saldatura e del filo di apporto sotto una copertura di argon fino alla temperatura sufficiente ad evitare contaminazione.
- Velocità di saldatura Le velocità di saldatura dipendono dalla portata di gas di protezione; per esempio quando si aumenta la velocità di saldatura è necessario aumentare le dimensioni delle protezioni mobili e le portate dei gas. E’ necessario eseguire dei tentativi con varie condizioni per determinare la combinazione ottimale di velocità, estensione della protezione mobile, portata di gas.
- Metallo di apporto L’uso di metallo di apporto può aumentare la contaminazione della saldatura se la punta calda della bacchetta, tolta dal gas di protezione, è riutilizzata. La punta ossidata della bacchetta d’apporto deve essere tagliata prima dell’uso.
- Penetrazione al vertice Occorre dedicare particolare attenzione nell’esecuzione della prima passata al vertice. Infatti possono verificarsi casi di non completa penetrazione poiché il titanio ha una bassa conduttività termica.
- Passate multiple e riparazioni Se il metallo saldato e di colore argenteo lucente, non e necessario eseguire la pulizia. Ossidi di colore giallo dorato o blu lucente possono essere rimossi con una leggera spazzolatura con spazzola di acciaio inossidabile usata solo per il titanio. Gli ossidi di colore blu scuro, grigio o giallo significano profonda contaminazione e il cordone deve essere asportato e rifatto. Nel caso di passate multiple la temperatura del deposito di saldatura all’inizio di ogni passata non dovrebbe superare i 170° C; in caso contrario la temperatura potrebbe aumentare, durante la saldatura, al punto da rendere inefficace la protezione mobile.
- Controlli di qualità della saldatura II colore della zona interessata della saldatura è un indice primario sufficientemente affidabile per verificare la bontà della saldatura. Se tale esame ha esito incerto e/o si volesse far ricorso a metodologie più sofisticate ed oggettive, si elencano i seguenti metodi di esame.
- Prova del colore Per determinare il corretto significato dei colori e quindi le conseguenti azioni da intraprendere, vedere la tabella seguente.
50

4 La scelta del metallo per la costruzione del cestello
Tabella IV: significato del colore nella saldatura e rimedi indicatiColore del
titanio Significato Protezione Rimedi
Argento Generalmente buona saldatura buona -
Giallo paglia o blu molto
lucente Saldatura accettabile Discreta
La colorazione deve essere rimossa con una spazzola di acciaio inossidabile prima di
una successiva passata
Blu o rosso porpora Saldatura scadente Insufficiente
Asportare il cordone di saldatura completamente;
migliorare la protezione prima di risaldare
Grigio o giallo opaco
Saldatura molto scadente Insufficiente
Rimuovere il cordone e la zona termicamente alterata
completamente. Esaminare il sistema di protezione.
Eseguire una prova primo di risaldare.
- Prove di piegatura La contaminazione da parte di carbonio, ossigeno, idrogeno e azoto influenzano direttamente la duttilità del giunto saldato. Nella tabella V sono riportati i diametri dei mandrini attorno ai quali piegare provini di saldatura fino a 105° senza rottura. II cordone di saldatura deve essere perpendicolare all’asse del mandrino.
Tabella V: diametri di piega per provini Spessore dei provini (T) Grado 1 e 2 Grado 3
<=2 mm 3T 4T 2-5 mm 5T 4T >5mm 5T 6T
4.4.6 f PROVE DI DUREZZA
Possono essere eseguite prove di durezza Brinnel o Rockwell B con sistemi di misura portatili. Giunti di buona qualità possono essere classificati quelli in cui l'incremento di durezza tra metallo base e zona fusa non supera i 30 Brinnel (5 Rokcwell B). Possono essere tollerati incrementi di durezza fino a 40 Brinnel. Radiografie Per verificare la qualità di giunzioni critiche, si può ricorrere alle normali tecniche radiografiche. Liquidi penetranti Possono essere usati per scoprire cricche superficiali. Non dovrebbero essere usati liquidi penetranti che contengono idrocarburi clorurati per evidenziare difetti tra una passata e l’altra.
51

5 La movimentazione orizzontale
5 LA MOVIMENTAZIONE ORIZZONTALE La movimentazione orizzontale ha lo scopo di spostare i carrelli dall’area di sosta alla postazione nella quale deve essere effettuato il caricamento e, successivamente, di portare i carrelli dalla suddetta postazione all’elevatore che provvede ad immettere i carrelli sul binario di ritorno. Lo spostamento deve avvenire senza scossoni sia in fase di accelerazione (ovvero dal momento della partenza al momento in cui il carrello raggiunge la massima velocità) sia in fase di decelerazione. Deve altresì prevedere una precisione di posizionamento massima di ±1 centimetro. Partendo dal presupposto che l’attuale sistema di sostegno del carrello appare adeguato, considerando anche che questo sistema può essere automatizzato senza grossi problemi, mi sono concentrato su un’entità che fisicamente “prendesse” il carrello e lo facesse scorrere lungo il binario facendolo fermare nelle posizioni prestabilite. Subito ho distinto due grandi filosofie progettuali, l’una basata sulla creazione di un meccanismo che “copiasse” le operazioni di un essere umano (la movimentazione attuale é infatti esente da problemi che non siano legati all’obbligo di personale dedicato all’operazione e quindi costoso), la seconda che invece riprendesse un sistema di movimentazione abbondantemente collaudato ed efficiente, già presente in azienda, e lo modificasse secondo le specifiche richieste. Tutti i sistemi di movimentazione previsti devono prevedere la possibilità di poter lasciare libera, in un ordine di tempo accettabile, la zona necessaria per il cambio dei cestelli. Questa operazione infatti, nell’ipotesi che vengano mantenuti cestelli simili agli attuali, deve necessariamente avvenire tre volte al giorno e necessita dello spazio necessario allo smontaggio ed al rimontaggio dei cestelli (cioè la zona compresa tra il piano di battuta inferiore dei cestelli ed il binario di sostegno dei carrelli) e la zona anteriore al castello di zincatura, denominata “Zona di lavoro dell’elevatore durante l’operazione di cambio dei cestelli”. Dai due disegni seguenti si può definire l’ingombro che va mantenuto libero:
Sezione frontale
a b dc
Sezione libera
52

5 La movimentazione orizzontale
Sezione laterale
Sezione libera
Pianta
53

5 La movimentazione orizzontale
Dallo sviluppo di queste due linee guida ho poi definito diverse soluzioni che possono essere schematizzate come segue:
5.2 A testina indipendente
5.1 In linea
5.1.1 catena dentata inferiore
5.1.2 catena dentata superiore
5.1.3 fune superiore
5.2.4 cremagliera esterna
5.2.3 vite a rotolamento interna
5.2.2 vite a rotolamento esterna
5 Movimentazione
orizzontale
5.1 SISTEMA DI GESTIONE DELLA MOVIMENTAZIONE IN LINEA
Lo schema del sistema in linea deve prevedere una programmazione della movimentazione che permetta di ottimizzare fattori quali: • Tempo di movimentazione (step). • Spazio percorso dal carrello durante il tempo dello step. • Immersione nel bagno di zinco sufficientemente distribuita durante tutto il ciclo di zincatura automatica (o al massimo tempi di immersione simili a quelli che vengono adottati durante la zincatura attuale). • Tempo di scarico del materiale nel cestello di almeno cinque secondi (anche se un tempo maggiore sarebbe auspicabile). • Un guasto alla linea di movimentazione (comprometterebbe il carico di tutte quattro le stazioni).
Alla luce delle problematiche presenti, ho isolato due diverse soluzioni che presentano possibili varianti in funzione del tempo necessario al carico del cestello. Esse presentano una differente distribuzione dei carrelli sulla linea di movimentazione e quindi diversi tempi di step e di immersione dei cestelli nel bagno.
54

5 La movimentazione orizzontale
SISTEMA A 6 POSTAZIONI “10x1+2” In questo sistema il ciclo totale é suddiviso in dodici intervalli di avanzamento denominati “Step”. Durante il tempo di step, la catena cinematica avanza di una distanza pari allo spazio che intercorre tra due postazioni e che da ora in poi chiameremo semplicemente “Interasse”. L’interasse é un’unità di misura comune a tutti i cicli e vale 1.1 metri. La dentatura posta sul sistema di movimentazione prevede una distanza fra due denti successivi pari a tre interassi.
Sistema a quattro carrelli e sei postazioni “10x1+2” Questa soluzione permette di ottenere (pagando lo scotto di una struttura più complessa e di un tempo di scarico del materiale nei cestelli relativamente corto) un'immersione dei cestelli nel bagno meglio distribuita nel periodo di tempo costituito dal ciclo automatico di zincatura.
Nel caso si preveda un tempo di carico dei cestelli di cinque secondi, il tempo di esecuzione di uno step completo (ovvero carico+movimento) vale:
Tempo step (carico=5s)= "1212
"5"19'2=
+
In questo caso i cestelli vengono immersi nel bagno di zinco a distanza di due step e quindi 2*12=24 secondi. Tra l’ultimo ed il primo cestello passano quindi 2’24’’-(4*24’’)=48 secondi. Avendo ipotizzato un tempo di carico di 5 secondi, il tempo residuo per il movimento rimane di 12-5=7 secondi, senz’altro più che sufficiente.
p sba dc
Nel caso invece in cui si preveda un tempo di carico di 7 secondi, si hanno:
55

5 La movimentazione orizzontale
Tempo step (carico=7s)= "2.1212
"7"19'2=
+
I cestelli vengono immersi nel bagno di zinco a distanza di 24.4’’ con un tempo di attesa fra l’immersione dell’ultimo e del primo di circa 46 secondi. Il tempo rimanente in cui effettuare la movimentazione, considerando un tempo necessario al carico pari a 7 secondi, risulta essere di 5,2’’, accettabile se si considera che la catena cinematica deve percorrere solo 1.1 metri.
SISTEMA A 6 POSTAZIONI “8x1” Questo schema di funzionamento é basato sull’automatizzazione dello schema attuale di cui conserva le caratteristiche di semplicità e di razionalità. I carrelli vengono movimentati da artigli posti fra di loro alla distanza di due interassi (pari a 2.2 metri) ed é composto da un totale di otto step che fanno avanzare i carrelli un interasse ciascuno.
Sistema a quattro carrelli e sei postazioni “8x1” Con questa soluzione viene mantenuta la sequenza di immersione del materiale del ciclo manuale attualmente utilizzato, ottenendo tempi di movimentazione e di carico dei cestelli maggiori rispetto al sistema “10x1+2”. Il prezzo da pagare è la peggior distribuzione delle immersioni durante il ciclo, distribuzione che comunque non compromette la qualità dello zincato (è infatti utilizzata da diversi anni). Nel caso di tempo di carico dei cestelli di cinque secondi, il tempo per uno step vale:
T. step(carico=5s)= "188
"5"19'2=
+
In questo caso i cestelli vengono immersi nel bagno di zinco a distanza di uno step e quindi ogni 18 secondi. Tra l’ultimo ed il primo cestello passano quindi: 2’24’’- (4*18’’) = 72 secondi, sicuramente peggiore rispetto alla soluzione “10x1+2”. In compenso a questo, avendo
p sdcba
56

5 La movimentazione orizzontale
ipotizzato un tempo di carico di 5 secondi, il tempo residuo per il movimento rimane di 18-5=13 secondi, permettendo di movimentare il carico con una lentezza tale da mettere al riparo da qualsiasi sorpresa. Nel caso invece in cui si preveda un tempo di carico di 7 secondi, si hanno:
Tempo step(carico=7s)= "25.188
"7"19'2=
+
I cestelli vengono immersi nel bagno di zinco a distanza di 18.25’’ con un tempo di attesa fra l’immersione dell’ultimo e del primo di ancora 73 secondi circa. Il tempo rimanente in cui effettuare la movimentazione risulta essere di oltre 11 secondi, decisamente buono. Nell’ultimo caso ipotizzo una situazione in cui si preveda un tempo di carico di 10 secondi:
Tempo step(carico=10s)= "63.188
"10"19'2=
+
I cestelli vengono immersi nel bagno di zinco a distanza di 18.63’’ con un tempo di attesa fra l’immersione dell’ultimo e del primo di 74.5 secondi. Il tempo rimanente in cui effettuare la movimentazione risulta essere di 8.6 secondi, sufficiente. Come risulta dalla tabella che segue, tutte le soluzioni sono fattibili e, all’interno delle due soluzioni, facilmente intercambiabili intervenendo sulla logica di funzionamento del motore passo-passo che provvede all’avanzamento della catena. Le condizioni migliori sono evidenziate in verde, le fattibili in giallo mentre quelle che potrebbero causare qualche problema in arancione.
Tabella di confronto “10*1+2” e “8*1” Tempo di
carico Step 10x1+2
(Movim.+Scarico) Step 8x1
(Movim.+Scarico) “10x1+2” tempo Movimentazione
“8x1” tempo Movimentazione
5” 12” 18” 7” 13” 6” 12.1” 18.1” 6.1” 12.1” 7” 12.2” 18.2” 5.2” 11.3” 8” 12.3” 18.3” 4.3” 10.4” 9” 12.4” 18.4” 3.3” 9.5”
10” 12.5” 18.5” 2.4” 8.6” 11” 12.6” 18.6” 1.5” 7.8”
5.1.1 CATENA DENTATA INFERIORE La soluzione a catena dentata inferiore prevede l’utilizzo di un accoppiamento corone-catena artigliata già presente nella linea di zincatura esistente (“aggancia” i carrelli a valle della tramoggia e li trasporta attraverso il tunnel di preriscaldo sino all’area di sosta).
57

5 La movimentazione orizzontale
Soluzione con catena verticale La soluzione migliore, ovvero quella che prevede una catena verticale ad asse orizzontale, non é purtroppo realizzabile per la presenza dei due supporti del castello di zincatura che impediscono il posizionamento del gruppo. Ho pensato allora di costruire una catena con la stessa inclinazione, rispetto all’asse verticale, dei sostegni dell’incastellatura. La catena presenta la possibilità di essere rimossa durante il cambio dei cestelli. La soluzione che segue prevede una struttura autonoma resa solidale ai sostegni del castello mediante delle morse che possono essere smontate con operazioni di pochi minuti. In questo modo é possibile togliere la struttura che altrimenti
Soluzione con gruppo catena inclinato
impedirebbe l’accesso ai cestelli da parte dell'elevatore. La struttura deve quindi prevedere un sistema di ruote con appoggio a terra in modo da poter essere spostata. Questa movimentazione presenta le seguenti caratteristiche:
Perfetto aggancio del carrello.
58

5 La movimentazione orizzontale
Facilità di manutenzione. Semplicità del meccanismo di movimentazione Ingombro elevato Impossibilita, causa l’ingombro, di movimentare manualmente i carrelli in caso di guasto temporaneo (è necessario smontare la struttura). Poca rigidezza dell’insieme, problemi di flessione e di peso. Possibilità di ribaltamento della struttura di movimentazione durante lo spostamento per il cambio dei cestelli (la struttura ha infatti un baricentro decisamente decentrato) Costo elevato.
Vedendo la difficoltà di esecuzione e le difficoltà in caso di movimentazione manuale, ho scartato a priori questa ipotesi.
5.1.2 CATENA DENTATA SUPERIORE
La movimentazione orizzontale in linea é un problema la cui soluzione potrebbe apparire relativamente semplice. L’unico movimento di cui necessita, é una banale traslazione orizzontale a velocità modesta, con carico irrisorio e con precisione di spostamento ridicola viste le potenzialità tecnologiche attuali.
Vista anteriore della fune/catena.
a b c d
Un aspetto decisamente problematico é invece il posizionamento della linea di trasporto dei carrelli (gruppo binario-carrelli) all’interno del complesso forno di preriscaldo-castello di zincatura. Il passaggio sfruttato per la movimentazione attuale infatti, é stato ricavato costruendo in maniera ben meditata i supporti del castello di zincatura che presenta quindi dei sostegni anteriori con una sagomatura assolutamente indispensabile dal punto di vista funzionale. La struttura é stata pensata in funzione dell’ingombro del carrello in arrivo dal forno di preriscaldo e, per questo motivo, ha forme e geometrie tali da rendere praticamente impossibile qualsiasi modifica superficiale dell’impianto. Il problema maggiore é la mancanza di
59

5 La movimentazione orizzontale
un corridoio libero lungo tutta la corsa del carrello. L’unica parte che a prima vista sembrerebbe libera é quella inferiore ma abbiamo visto dalle soluzioni precedenti che, vista l’esiguità dello spazio a disposizione, ogni soluzione si rivela impraticabile. L’unico vano che, seppur di piccola sezione, é privo di intralci per tutta la corsa del carrello é quello interno alla rotaia di supporto del carrello. Con una semplice modifica al carrellino infatti, é possibile liberare una piccola sezione di pochi centimetri di altezza e larghezza capace però di ospitare un mezzo di trazione quale può essere una fune od una catena. Visto il suo particolare posizionamento all’interno di una struttura, la catena non risente della vicinanza del bagno di zinco, infatti:
Vista laterale della catena dentata. • La temperatura all’interno del
binario è di poco superiore alla temperatura ambiente.
• L’irraggiamento del bagno é assorbito dal binario (che funziona da schermo).
• Polvere o schizzi di zinco fuso non possono raggiungere la rotaia che, oltre ad essere protetta dal binario, é in posizione sopraelevata rispetto al bagno (infatti sulla parte del binario verso il bagno é presente una quantità irrisoria di schizzi consolidati, segno evidente che gli schizzi non arrivano così in alto).
• E’ sicura per le maestranze che non hanno organi in movimento in zone accessibili.
• Permette l’accesso immediato ai cestelli senza bisogno di alcuna operazione e quindi rispettando i tempi di intervento attuali.
• Ha le parti in movimento costituite da un semplice accoppiamento corona-catena, già ampiamente utilizzato e quindi di conosciuta ed apprezzata affidabilità.
• Ha un costo non troppo elevato.
60

5 La movimentazione orizzontale
• Necessita di una piccola modifica di tutti i carrellini. • Deve essere montata leggermente inclinata (vedi disegno). • Permette il carico manuale solo prevedendo una catena con denti retrattili a
molla (che quindi permettono l’avanzamento a strappo del carrello, magari previa diminuzione della tensione della catena) o l’utilizzo di una catena di piccola sezione con un sistema che permetta di togliere la tensione in maniera da permettere lo “scavalcamento” dei denti manualmente.
Particolare della catena munita di ganci.
Questa soluzione, visto tutti i punti a favore che presenta, mi é sembrata la migliore
5.1.3 FUNE SUPERIORE
ma della
del lotto.
Una variazione sullo stesso tecatena precedente può essere quella che prevede un medesimo meccanismo che però attua il trascinamento mediante una fune metallica munita di ganci a morsetto.
La fune di movimentazione. Questa soluz
odifica
ione permette, vista la sezione radiale della fune, di montare senza alcun problema il sistema pur prevedendo rimandi, inclinazioni o curve con raggio particolarmente spinto. La semplicità e la possibilità di mdella posizione dei morsetti permette una messa a punto iniziale semplice ed efficace che quindi rende inutile un dimensionamento iniziale della lunghezza della fune preciso e ragionato come nel caso della catena. Una volta determinato con precisione il passo in seguito ad una prova sul campo, sarà molto semplice definire la lunghezza totale della fune come un multiplo di esso.
61

5 La movimentazione orizzontale
Gli unici problemi che si pongono sono quelli relativi alla trazione che la puleggia deve trasferire alla fune e all’ingombro del morsetto di aggancio del gancio alla fune stessa.
Particolare del gancio sulla fune
Il primo problema può essere risolto applicando una serie di morsetti alla fune oppure prevedendo una contro-puleggia a folle che determini, insieme alla puleggia di trazione, una compressione della fune e di conseguenza un aumento della coppia trasmissibile.
5.2 MOVIMENTAZIONE DELLA TESTINA
5.2.1 LA TESTINA
Lo schema della testina di movimentazione.
Castello di zincatura
Carrello
Banana
Testina
Binario diandata
Trave a profilo aperto
Rotazione
Traslazione orizzontale
La testina di movimentazione dei carrelli deve rispettare le seguenti caratteristiche: • Velocità e precisione nel posizionamento. • Ingombri limitati. • Peso (e di conseguenza inerzia) limitato. • Presenza di contatti e di collegamenti elettrici di provata resistenza alla
corrosione. • Durata nel tempo delle parti meccaniche pur in ambiente decisamente
corrosivo.
62

5 La movimentazione orizzontale
• Resistenza alle polveri (ovvero presenza di sistemi di blocco dalle polveri adeguati)
• Semplicità costruttiva e facilità di intervento. • Possibilità di spostamento in maniera tale da non intralciare né il carico
manuale né il cambio dei cestelli. • Costo accettabile.
Vista laterale del sistema di movimentazione mediante testina.
Uno dei principali problemi delle traslazioni lineari é causato del limite fisico costituito dall’attrito (sia statico che dinamico) causato dallo strisciamento di due corpi a contatto. Vista laterale della testina.L’attrito volvente invece, presenta un attrito dinamico di ben lunga inferiore ed un attrito statico (inteso come prodotto dalle microsaldature, o stick-slip, che vengono a crearsi tra due corpi che sono tra di loro compressi) praticamente nullo. I vantaggi del rotolamento rispetto allo strisciamento sono stati utilmente sfruttati per migliorare il rendimento meccanico del movimento tra vite e madrevite in applicazioni concernenti la traslazione di parti di macchina. Ormai da tempo sono prodotti gruppi di vite-madrevite con interposti corpi volventi, sfere o rulli di forma particolare, in modo
a bBinario di andata
c
Testina
Binario di ritorno
d
63

5 La movimentazione orizzontale
che per il funzionamento della vite si debba vincere l’attrito volvente anziché l’attrito radente; il rendimento di tali gruppi può infatti raggiungere il 95% nelle viti a sfere ed il 90% nelle viti a rulli anziché il 30% raggiungibile con le viti a strisciamento. Vite con ricircolo di sfere interno.
La produzione attuale comprende viti a circolazione di sfere con vite e madrevite avente profilo speciale e con canali di ricircolo che possono essere esterni al corpo della madrevite oppure ricavati nel corpo della stessa per riportare le sfere dal termine della corsa utile sotto il carico, all’inizio di una successiva corsa di lavoro. In tutti i tipi di vite
a sfera il carico si trasmette tra vite e madrevite tramite i contatti delle sfere sotto carico. Secondo la teoria di Hertz, la capacità di carico di ogni sfera é funzione del suo diametro. In una vite a sfera tradizionale il diametro della sfera non può mai essere maggiore del passo della filettatura, tale diametro varia normalmente tra il 60 ed il 70% del passo. Vite con ricircolo di sfere esterno.La capacità di carico del sistema dipende dal numero di punti di contatto sotto carico e quindi, per aumentare la capacità di carico della vite, si richiedono più punti di contatto tra superfici curve di grande diametro. La vite é generalmente costruita in acciaio da cementazione (costruita per rullatura) con elevata durezza oppure ricavata per asportazione di truciolo e rettifica (elevata precisione di passo) e tempra ad induzione finale (HRC 60).
64

5 La movimentazione orizzontale
5.2.2 TESTINA CON VITE A ROTOLAMENTO ESTERNA Le caratteristiche di un sistema che adotti una movimentazione di tipo vite-chiocciola esterna sono:
Sezione trasversale della testina di movimentazione con vite esterna alla trave. Elevato rendimento.
Banana
Ruote
Trave
Vite
Drastica riduzione dell’attrito fra le parti in contatto.
Eccellente resistenza all’usura. Possibilità di annullamento dei giochi
mediante precarico. Grande precisione di posizionamento. Notevole rigidità assiale. Riduzione del calore causato dall’attrito. Minore forza di trasmissione da applicare
all’asse. Linearità di movimento (eliminazione del
funzionamento a strappo). Diminuzione delle masse in movimento e
assenza di cablaggi elettrici di collegamento tra la testina (parte mobile) e la struttura di sostegno (parte fissa).
Posizionamento della parte motrice lontano dalla zona più corrosiva.
Limitato ingombro in altezza della testina. Freccia elevata per la luce richiesta (circa 5
metri). Problemi di snellezza e di carico di punta.
Risonanza a determinate velocità. Difficoltà di pulizia del contatto vite-madrevite Costi decisamente elevati a causa dell’inusualità delle dimensioni richieste. Problemi di torsione dovuti all’inerzia della vite ed al suo stesso peso. Complessità della flangia di trasmissione del moto.
Pur essendo di indubbio fascino, questa soluzione presenta difetti tali da non permettere il suo effettivo utilizzo per la movimentazione della testina. Nonostante la riduzione delle masse in movimento (ovvero del carrello), l’inerzia stessa della vite potrebbe creare problemi per la velocità angolare che dovrebbe raggiungere; infatti senza tener conto dell’accelerazione necessaria, volendo prevedere una velocità massima della testina di 0.7 m/s e, considerando il diametro il 70% del passo, partendo diametro di nocciolo di 60 mm si ha che: Vtest = 0.7 m/s = 700 mm/s Dvite = 60 mm
P = VD =
70060 = 86 mm
65

5 La movimentazione orizzontale
Giri/min = P
VD * = 86
700*60 = 500 giri/1’
Considerando che il peso della sola vite é pari a:
Peso vite = 4
***2 ρπ LD = 4
8,7*50*14,3*6,0 2
= 110 Kg
L’inerzia a quel numero di giri sarebbe chiaramente eccessiva.
5.2.3 TESTINA CON VITE A ROTOLAMENTO INTERNA Una seconda versione dell’utilizzo della vite a chiocciola potrebbe prevedere la vite all’interno della rotaia (a profilo aperto) di sostegno della testina. In questo modo si eliminerebbero alcuni degli inconvenienti della soluzione che presentava la chiocciola esterna, e più precisamente:
Testina con vite interna alla trave. Ingombro della testina ridotto (soprattutto
in senso verticale). Accentramento delle masse intorno all’asse
della trave. Maggiore pulizia della vite e della
chiocciola che sarebbero all’interno di un ambiente praticamente chiuso da tutti i lati tranne che per la fessura presente nella parte inferiore.
La chiocciola (opportunamente dimensionata e verificata) può fungere da parte stressata solidalmente alla trave permettendo di ottenere valori di freccia di tutta la struttura di supporto della testina (trave+vite) decisamente più interessanti.
Migliore posizionamento del motore della vite.
Minore rigidezza e maggiore flessione della trave che presenta obbligatoriamente una sezione aperta.
Minore resistenza alla torsione della trave (che in questa configurazione dovrebbe
trasmettere la rotazione alla pala).
Banana
Vite
Ruote
Difficoltà di progettazione legate all’accoppiamento vite-rotaia. Difficoltà di determinazione delle frequenze di risonanza e delle deformazioni
dovute all’avviamento (e quindi degli accoppiamenti da adottare tra vite e rotaia).
Costi difficilmente computabili e comunque molto elevati. Anche questa soluzione, pur essendo tecnicamente fattibile, non risulta conveniente.
66

5 La movimentazione orizzontale
5.2.4 TESTINA CON CREMAGLIERA ESTERNA La soluzione che prevede una cremagliera esterna montata superiormente alla trave di sostegno, presenta una semplicità costruttiva ed un’affidabilità di motore e riduttore a tutta prova; nell’azienda infatti, il loro utilizzo é di gran lunga preferito a quello di altri organi meccanici che risultano essere più complessi e delicati.
Testina con cremagliera superiore. Questa soluzione prevede una cremagliera corrente solidale alla parte superiore della trave di sostegno della testina. Un motore montato sulla testina stessa, per mezzo di un pignone accoppiato ad un moto-riduttore a vite senzafine, trasmette il moto alla testina permettendo la movimentazione nei due sensi previsti. Le caratteristiche sono le seguenti:
Semplicità costruttiva. Estrema affidabilità (sia il motore che il
moto-riduttore sono ampiamente utilizzati in zone della zincheria dove la corrosione risulta uguale o tutt'al più maggiore a quella presente in corrispondenza della testina).
Possibilità di utilizzare una trave con sezione chiusa per il sostegno della testina (e conseguente drastica riduzione della freccia e soprattutto della τ di torsione).
Velocità di trasferimento della testina. Aumento dell’inerzia e delle dimensioni (soprattutto in senso verticale) della testina.
Scarsa precisione di posizionamento senza sensori fissi (solidali cioè al castello).
Possibilità di problemi dovuti all’impuntamento nella fase di partenza.
Presenza obbligatoria di collegamenti elettrici flessibili tra il corpo in movimento (motore sulla testina) e la parte fissa (sostegno del gruppo testina fissato al
castello di zincatura). Nonostante la scarsa raffinatezza, questo sistema di movimentazione risulta il più semplice ed affidabile e quindi, in definitiva, preferibile agli altri visti in precedenza in un ambiente dove il microclima che si instaura per la presenza di vapori di acido cloridrico é da considerarsi il pericolo maggiore. La difficoltà costruttiva, unita ai problemi causati dall’ambiente ed infine i costi, mi convincono a scartare a priori l’ipotesi dell’utilizzo di una testina mobile.
67

5 La movimentazione orizzontale
5.3 SISTEMA DI AGGANCIO DEL CARRELLO
A differenza dei sistemi in linea, i sistemi a testina indipendente devono prevedere uno specifico sistema di aggancio del carrello alla testina mobile. Ne ho ipotizzati alcuni, tra i quali i migliori sono:
a) a pinza b) alette sulla banana
5.3.1 AGGANCIO MEDIANTE PINZA L’utilizzo di una pinza a controllo automatico è consigliabile a causa del fatto che il carrello compie una rotazione attorno al proprio asse orizzontale inferiore di circa 58° andando a fermarsi solo nel momento in cui il bordo superiore di contenimento urta contro l’ammortizzatore apposito (lo spessore effettivo dell’ammortizzatore dovrà essere verificato sul campo: infatti, viste le condizioni dell’impianto, molti componenti dovranno essere collaudati ed in seguito modificati).
La soluzione dell’aggancio laterale: la pinza. Questo toglie la possibilità di aggancio del carrello nella parte posteriore del carrello (che è esattamente il punto con cui il carrello va a sbattere) a causa della conseguente diminuzione di inclinazione di almeno una decina di gradi.
L’aggancio del carrello lateralmente, invece, potrebbe avvenire in prossimità dell’asse verticale di sinistra (per intendersi, quello che non presenta l’intralcio della presenza del supporto) per mezzo di una pinza meccanica azionata da un piccolo pistone pneumatico o elettromagnetico. La pinza, una volta agganciato al carrello, ruoterebbe intorno ad un asse orizzontale comune a quello del carrello permettendo così lo scarico del materiale. La precisione necessaria per l’aggancio comporta l’ausilio di un operatore nella fase iniziale oppure, nel caso di un azionamento mediante controllo automatico, di cinematismi robotici che mal si adatterebbero alle dure condizioni dell’atmosfera presente nel reparto di zincatura. Inoltre, movendosi lateralmente in maniera solidale al carrello, si renderebbe necessaria una sostanziale modifica del binario di sostegno dei carrelli e dei carrelli stessi in modo da permette una precisione di posizionamento ed una rigidità dei vincoli che ora non è sicuramente possibile. Per questi motivi l’utilizzo di una pinza di aggancio dei carrelli non è auspicabile.
68

5 La movimentazione orizzontale
5.3.2 AGGANCIO MEDIANTE ALETTE SULLA BANANA Una soluzione decisamente più semplice prevede alcune alettature sul braccio di movimentazione (la “banana”) che agganciano il carrello quando il braccio, ancorato
alla testina di movimentazione, si sposta orizzontalmente. L’impiego di queste alettature è necessario solamente nel caso in cui si decida per la soluzione a testina indipendente. Come si vede dal disegno, le alette agganciano il carrello rendendolo solidale alla banana solo se il braccio è in posizione di lavoro. Se è in posizione di riposo o in posizione dei cambio dei cestelli (ovvero il braccio è reclinato al disopra della
trave di sostegno della testina), i castelli non vengono a contatto con il braccio e quindi la testina ha la possibilità di muoversi liberamente anche alle velocità di spostamento rapido.
69

6 Lo scarico dei carrelli
6 LO SCARICO DEI CARRELLI Lo scarico efficace e rapido dei carrelli é senza dubbio uno dei problemi di maggiore rilevanza fra quelli incontrati durante lo studio dell’ottimizzazione dell’impianto di zincatura della Beco S.r.l. Attualmente, l’addetto al carico (z2) afferra il carrello di trasporto del materiale e, con una semplice operazione, ne scarica il contenuto all’interno dei cestelli che andranno ad immergersi nel bagno fuso. Solo l’abilità dell’operatore decide la bontà nell’azione che spesso presenta molti pezzi che non imboccano l’entrata del cestello e quindi finiscono sul piano di appoggio dei cestelli. Il movimento di scarico vero e proprio può a prima vista sembrare una semplice rotazione rispetto all’asse orizzontale inferiore del carrello. In effetti, il movimento é ben più complicato e composto da diversi movimenti combinati simultaneamente per determinare l’effetto finale desiderato. Il movimento é scomponibile nelle seguenti parti: • Rotazione del carrello attorno all’asse orizzontale passante per la cerniera di
vincolo posta inferiormente al carrello stesso. • Avanzamento rapido (in contemporanea alla rotazione) di tutto il carrello
compreso di supporto.
Il doppio movimento che avviene durante lo scarico manuale del carrello
Questa operazione é possibile solo grazie alla presenza di un rialzo della rotaia nella parte verso il bagno, rialzo che permette al carrellino di ruotare all’interno del
70

6 Lo scarico dei carrelli
binario. Questa operazione é effettuata normalmente dall’operatore (z2) anche se con risultati non sempre soddisfacenti: il buon esito del carico, dipende dalla corretta esecuzione dell’operazione, cosa sicuramente non facile. Pur prestando attenzione infatti, é possibile far compiere al carrello una piccola rotazione rispetto all’asse verticale (rotazione possibile grazie al gioco presente tra l’accoppiamento carrellino-binario nella direzione longitudinale) che pregiudica l’imbocco dell’apertura nel cestello da parte del carrello. In questo modo é abbastanza facile che alcuni pezzi cadano al di fuori del cestello finendo sulla base di appoggio inferiore. Una volta terminata l’operazione il carrello viene retratto con uno scossone in modo che rientri nella rotaia e possa proseguire la sua corsa verso l’elevatore. Questa operazione non é chiaramente automatizzabile perché implica una visione del problema ed un’efficacia di intervento che sono prerogativa di un essere umano. Per questo motivo ho cercato una movimentazione tale da permettere il completo scarico del carrello pur senza dover compiere il movimento ad avanzare, fonte di una serie difficilmente affrontabile di situazioni.
6.1 IL BRACCIO DI ROTAZIONE: LA “BANANA”.
La soluzione che segue é l’unica, tra quelle prese in considerazione, che ha una possibilità concreta di costruzione. Tutte le altre soluzioni infatti, prevedevano l’utilizzo di componenti di robotica che indubbiamente avrebbero avuto vita breve nell’ambiente della zincheria. Per questo motivo, la semplicità di realizzazione unita all’efficacia del movimento hanno surclassato e reso improponibile un confronto con le altre soluzioni. La forma di questo braccio tipicamente “a banana” é nata dalla costruzione in scala di un modello di cartone del carrello che aveva la possibilità di ruotare intorno al proprio asse inferiore come il modello originale.
La banana: il miglio profilo per lo scarico dei carrelli.
71

6 Lo scarico dei carrelli
Innanzitutto ho fissato una zona massima d’ingombro del perno di sostegno della banana, in modo da potere tranquillamente effettuare il carico manuale in caso di malfunzionamento del sistema di carico. La particolare disposizione del motore di comando nella parte superiore poi, ha permesso la rotazione della banana di 180° in modo da permettere un agevole cambio dei cestelli nelle due operazioni canoniche previste durante la giornata lavorativa.
Il movimento della banana.
La forma che ne é risultata, permette il sollevamento della parte posteriore del carrello senza che vi sia sfregamento fra le due parti in contatto che, vista l’apposita forma della banana, ruotano l’una contro l’altra seguendo un profilo volvente comune. Questo comporta una piccola modifica della parte di contatto del carrello ovvero della zona inferiore del lato posteriore che dovrà presentare una curvatura appropriata. La mancanza di strisciamento é essenziale perché elimina, di fatto, la possibile forza ad avanzare che verrebbe a crearsi con una banana dal profilo errato, riportando tutta la serie di problemi legati all’uscita del carrello dai binari. La banana prevede essenzialmente tre posizioni di lavoro:
Posizione di cambio dei cestelli/carico dei cestelli in manuale.
72

6 Lo scarico dei carrelli
La banana é completamente sollevata (nella rotazione inversa rispetto a quella di scarico dei carrelli). In questo modo l’area a disposizione é simile a quella disponibile attualmente tranne che in altezza, dove resterà occupata al disopra di un'altezza da terra di circa 180 cm.
Posizione a ciclo spento/posizione di movimentazione orizzontale manuale/ cambio dei cestelli.
In questa posizione, il braccio non interferisce con l’avanzare dei carrelli (tranne nel caso di testina mobile, in cui il braccio presenta due alettature necessarie all’aggancio dei carrelli durante lo spostamento).
Posizione di riposo Posizione di fine scarico
Ammortizzatore
Nella posizione di fine scarico la banana si blocca quando la parte superiore del carrello va a battere contro un ammortizzatore in gomma posto sull’incastellatura, trovando così un utile finecorsa al suo movimento. L’attuazione del movimento può avvenire in diversi modi.
73

6 Lo scarico dei carrelli
6.1.1 AZIONAMENTO CON MOTORE PASSO-PASSO. Per la movimentazione della banana può essere utilizzato un motore elettrico passo-passo nel quale siano in state in precedenza impostate le tre posizioni di fermo, corrispondenti alle posizioni:
1. Posizione di riposo (in attesa cioè dell’arrivo del carrello). 2. Posizione di fine corsa (il carrello ha completato lo scarico). 3. Posizione di spento (a fine turno o durante l’operazione di cambio dei
cestelli).
Schema delle tre posizioni di fermo del motore passo-passo. Una volta posizionato il motore tra la posizione 1 e 2, basterà eseguire l’avanzamento del motore secondo la velocità predefinita e, una volta raggiunto il punto di fine corsa di carico (punto 2), prevedere una scheda che in seguito ad un impulso inverta il movimento del motore permettendo la
discesa del carrello. Con l’utilizzo di questo tipo di motore, che già prevede una centralina di controllo elettronico, il movimento può essere comandato manualmente da un operatore (che determina solo il consenso necessario ad eseguire l’istruzione successiva al Plc) oppure in maniera completamente automatica prevedendo lo spostamento in funzione della posizione del carrello (con l’ausilio di alcuni temporizzatori opportunamente tarati).
Gruppo motore
2
Ammortizzatore
riduttore
1
3
Il motore dovrà essere accoppiato ad un motoriduttore in maniera da eseguire il movimento di ribaltamento nel tempo desiderato in base anche alla coppia disponibile (e da cui, tramite il legame tra potenza e numero di giri del motore, ricavare il coefficiente di demoltiplicazione del riduttore). Vista la lentezza del movimento effettuato dalla banana (intesa come velocità di rotazione), si auspica l’utilizzo di un motoriduttore con accoppiamento vite senza fine-corona.
6.1.2 AZIONAMENTO MEDIANTE MOTORE IN A.C. CON SENSORI. Per eseguire la movimentazione della banana può essere utilizzato anche un normale motore elettrico in C.A. con inverter che presenti una serie di 3 sensori e che
74

6 Lo scarico dei carrelli
preveda un semplice azionamento “avanti” e “indietro” sino al sensore successivo di blocco.
Accoppiamento mediante cinghia dentata-puleggia. Una volta avuto il consenso, il motore parte nella direzione indicata (l’inversione di marcia necessita chiaramente di un inverter elettronico che inverte la corrente di alimentazione del motore) e si ferma solo nel momento in cui incontra e fa scattare un interruttore di posizione (1,2 e 3, identiche alle posizioni di fermo del motore passo-passo). Il meccanismo, che inibisce la possibilità di avanzamento oltre i due finecorsa di carico e di riposo, può essere agevolmente automatizzato
con l’ausilio di sensori di posizione del carrello che avrebbero la funzione di far partire il ciclo (che da quel punto diviene temporizzato) di scarico del carrello e di ritorno nella posizione di attesa. Dovrà essere chiaramente previsto un interruttore di emergenza secondo normativa che blocchi il movimento immediatamente in caso di emergenza. L’accoppiamento tra motore e banana potrebbe essere sia mediante normale sistema di cinghia-puleggia che con un gruppo motore-riduttore. L’entità della coppia necessaria al sollevamento, mi porta a prediligere senza indugi la seconda soluzione che non presenta inoltre problemi legati al rapporto massimo di riduzione.
6.1.3 AZIONAMENTO CON PISTONE PNEUMATICO. Un meccanismo diverso da quelli sinora illustrati che presenta un ingombro ed un peso decisamente contenuto prevede l’impiego di un pistone pneumatico accoppiato ad appositi leveraggi. L’utilizzo del pistone comprende tutta una serie di semplificazioni e di un’unica limitazione. Il pistone infatti, prevede l’utilizzo di una pompa che fornisca aria ad una pressione di 6-8 Atm; la pompa, viste le piccole portate in gioco, può essere tranquillamente posta nel lato della macchina meno soggetto alla corrosione. In questo modo, l’unico componete presente sulla struttura sarebbe il pistone ed il tubo di raccordo dell’aria. Il problema dell’uso oltre il finecorsa (o del sovraccarico del
75
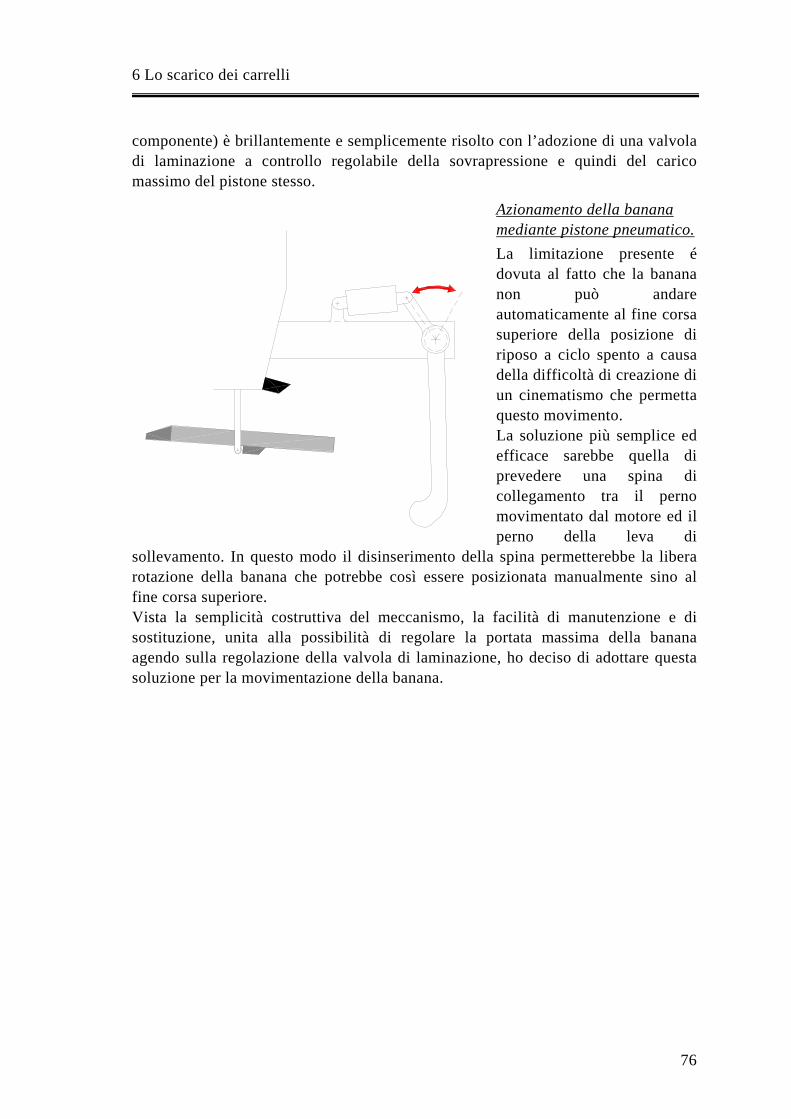
6 Lo scarico dei carrelli
componente) è brillantemente e semplicemente risolto con l’adozione di una valvola di laminazione a controllo regolabile della sovrapressione e quindi del carico massimo del pistone stesso.
Azionamento della banana mediante pistone pneumatico. La limitazione presente é dovuta al fatto che la banana non può andare automaticamente al fine corsa superiore della posizione di riposo a ciclo spento a causa della difficoltà di creazione di un cinematismo che permetta questo movimento. La soluzione più semplice ed efficace sarebbe quella di prevedere una spina di collegamento tra il perno movimentato dal motore ed il perno della leva di
sollevamento. In questo modo il disinserimento della spina permetterebbe la libera rotazione della banana che potrebbe così essere posizionata manualmente sino al fine corsa superiore. Vista la semplicità costruttiva del meccanismo, la facilità di manutenzione e di sostituzione, unita alla possibilità di regolare la portata massima della banana agendo sulla regolazione della valvola di laminazione, ho deciso di adottare questa soluzione per la movimentazione della banana.
76

7 La vibrazione
7 LA VIBRAZIONE Durante la fase in cui il materiale viene scaricato dal carrello nel cestello, il carrello di trasporto ruota attorno al proprio asse inferiore permettendo, inclinandosi, lo scivolamento del materiale verso la parte anteriore. A causa dello stato di ossidazione del carrello e della presenza di fori che permettono lo scarico del flussante durante la movimentazione orizzontale, il materiale in caduta trova una certa resistenza al movimento e quindi può stentare ad avanzare, lasciando incompleta la fuoriuscita dei pezzi dal carrello. Per questo motivo l’operatore esegue una manovra ben precisa che consiste nel applicare al carrello un forte strattone ad avanzare e contemporaneamente una decisa rotazione attorno all’asse inferiore dello stesso. Questa operazione é resa possibile dal fatto che il binario di sostegno lato bagno presenta una profonda modifica (in pratica per un certo tratto l’ala superiore é mancante): in questo modo, il carrellino ruota anch’esso rispetto al proprio asse orizzontale, permettendo così una maggior inclinazione del carrello sottostante. Non potendo chiaramente automatizzare un’operazione che a prima vista sembrerebbe semplice ma che presuppone una serie di variabili decisamente elevata (tra cui la non remota possibilità che il carrello fuoriesca dalla rotaia), ho cercato di capire quale potrebbe essere un movimento simile che permetta di ottenere un totale scarico del materiale in tempi sufficientemente brevi. Le caratteristiche che questo sistema deve rispettare sono: • Semplicità costruttiva (per permettere al personale addetto alla manutenzione
di gestire ogni situazione senza il bisogno di riferirsi a tecnici esterni). • Affidabilità. • Velocità ed efficacia di esecuzione. • Ingombri ridotti. • Possibilità di regolazione in funzione del tipo di carico. • Possibilità di liberare la zona necessaria al cambio dei cestelli in tempi
sufficientemente rapidi. • Possibilità di scarico dei carrelli in manuale in caso di avaria all’impianto. In seguito a diverse prove sperimentali ed al confronto con il personale addetto alla zincatura, ho individuato nei bulloni di dimensioni maggiori (M27x160, M20x200...) i pezzi di più difficile scarico. Ho applicato inizialmente uno scuotimento del carrello che però, visto il peso elevato dei pezzi (sino ad 1 Kg l’uno), non ha evidenziato miglioramenti nell’avanzamento. Ho allora percosso con un oggetto metallico il carrello in vari punti ricavando che:
o Il percuotimento (battitura) della parte laterale non comporta significativi miglioramenti.
77

7 La vibrazione
o Il percuotimento della parte posteriore inferiore migliora l’avanzamento solo per forze elevate (che potrebbero creare problemi di mancanza di contatto tra il carrello ed il sistema di sollevamento).
o Il percuotimento della parte posteriore superiore del carrello, fa “mancare” per una frazione di secondo l’appoggio al materiale che, essendo posto su di un piano inclinato, “atterra” ad ogni colpo qualche millimetro più avanti permettendo così un’efficace avanzamento (soluzione adottata).
o Il percuotimento di altre parti del carrello non ha dato nessun risultato.
Punto in cui il percuotimento risulta maggiormente efficace
Avendo trovato ottimo riscontro nel percuotimento della parte superiore posteriore del carrello, mi sono concentrato innanzitutto sulla determinazione della forza e della frequenza necessaria ad un perfetto scarico, rilevando che la prima influisce in maniera decisamente inferiore alla seconda, che può quindi essere il parametro che varierà in funzione del tipo di materiale da caricare. Eseguendo diverse prove materiali di scarico di pezzi di varie pezzature, ho determinato un intervallo di frequenza della percussione che spazia dai 6 ai 16 Hertz.
78
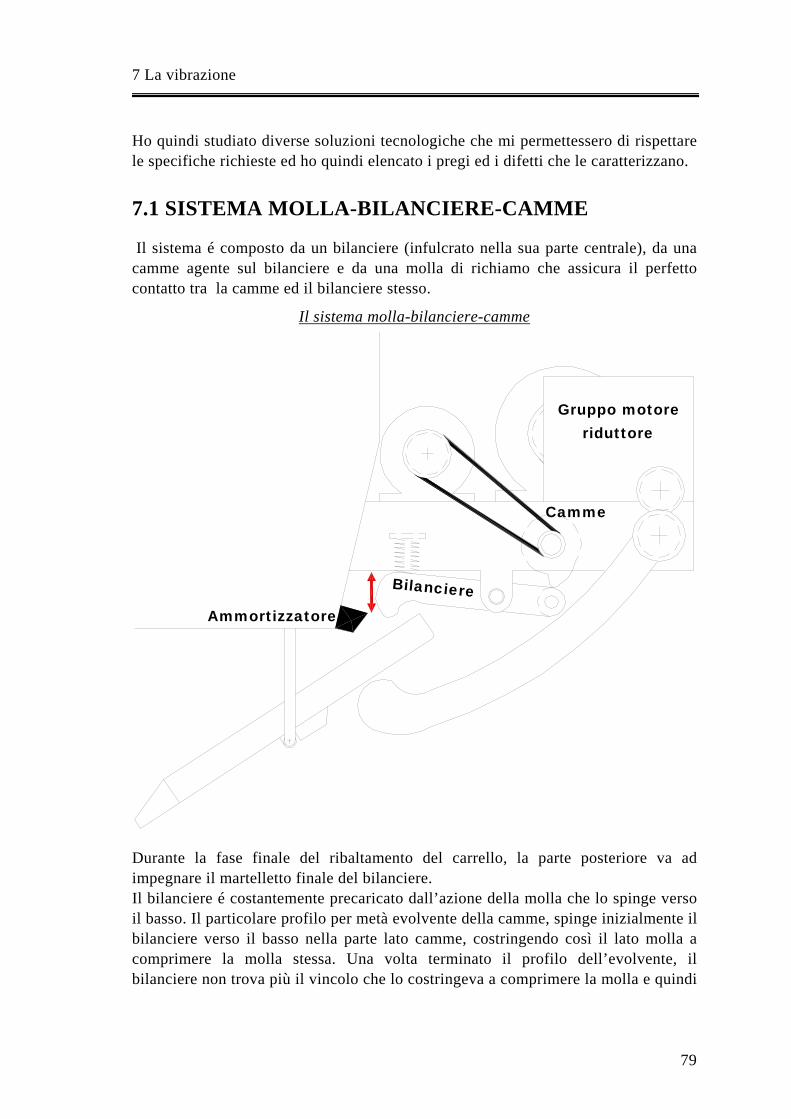
7 La vibrazione
Ho quindi studiato diverse soluzioni tecnologiche che mi permettessero di rispettare le specifiche richieste ed ho quindi elencato i pregi ed i difetti che le caratterizzano.
7.1 SISTEMA MOLLA-BILANCIERE-CAMME
Il sistema é composto da un bilanciere (infulcrato nella sua parte centrale), da una camme agente sul bilanciere e da una molla di richiamo che assicura il perfetto contatto tra la camme ed il bilanciere stesso.
Il sistema molla-bilanciere-camme
Ammortizzatore
Bilanciere
Camme
Gruppo motoreriduttore
Durante la fase finale del ribaltamento del carrello, la parte posteriore va ad impegnare il martelletto finale del bilanciere. Il bilanciere é costantemente precaricato dall’azione della molla che lo spinge verso il basso. Il particolare profilo per metà evolvente della camme, spinge inizialmente il bilanciere verso il basso nella parte lato camme, costringendo così il lato molla a comprimere la molla stessa. Una volta terminato il profilo dell’evolvente, il bilanciere non trova più il vincolo che lo costringeva a comprimere la molla e quindi
79

7 La vibrazione
é libero di accelerare violentemente grazie appunto alla forza esercitata dal carico della molla. In questo modo il bilanciere effettua una percussione sul lato superiore del carrello che é molto simile a quella effettuata da un martello (che si é rivelato il miglior attuatore per l’avanzamento del materiale). Quando il carrello giunge in prossimità del fine corsa (ovvero quando la sua inclinazione é completa), la camme, avendo geometria specifica, smette di avere efficacia sul carrello che quindi smette di essere percosso. Per evitare l’inutile percussione durante la fase di ritorno in posizione di traslazione del carrello, é possibile prevedere una coppia di sensori (ancora meglio di temporizzatori) che azionano la vibrazione solo nel momento del ciclo di avanzamento in cui essa é necessaria.
La percussione: il bilanciere non ha più contatto con la camme e quindi il bilanciere, spinto con forza dalla molla, urta il carrello.
La rotazione della camme può essere effettuata da un motore elettrico in C.A. di modeste dimensioni accoppiato ad un riduttore ingranaggio-ingranaggio (visto il basso rapporto di demoltiplicazione necessario) o addirittura a due pulegge con cinghia liscia (soluzione molto utilizzata in azienda per merito della notevole affidabilità che raggiunge). Prevedendo una frequenza variabile fra i 16 ed i 6 Hz, la velocità di rotazione della camme dovrà essere: 6Hz = 6 giri/sec = 360 giri/min 16Hz = 16 giri/sec = 960 giri/min
80

7 La vibrazione
E’ quindi possibile o accoppiare il motore alla camme con un rapporto di trasmissione 1.5-2 ad un variatore meccanico di giri oppure prevedere un motore che abbia la possibilità di variare elettronicamente il numero dei giri. Le caratteristiche di un meccanismo di questo genere si sono rivelate subito interessanti, infatti rende possibile:
Frequenza massima molto elevata. Possibilità di variazione della frequenza in maniera elettronica (agendo sulla
velocità di rotazione del motore) o meccanica (agendo sul valore del rapporto di riduzione del variatore di velocità).
Possibilità di variazione dell’alzata variando il profilo della camme o prevedendo un sistema di regolazione in altezza del bilanciere.
Minima inerzia del sistema (il bilanciere, essendo infulcrato vicino al proprio baricentro, ha un inerzia rotazionale bassa; lo stesso la camme).
Possibilità di utilizzare normali motori in C.A., già ampiamente collaudati. Accoppiamento del motore con la camme possibile sia tramite puleggia che
tramite motoriduttore (magari a rapporto variabile) per merito del basso rapporto di riduzione.
Vibrazione anche durante la parte finale del ribaltamento del carrello. Diminuzione della forzante di vibrazione all’aumentare dell’inclinazione del
carrello. Ingombro in ogni situazione. Intralcio nella zona del binario in mancanza di un sensore di posizione o di un
riposizionamento manuale che porti il bilanciere nella posizione meno ingombrante durante le fasi di cambio dei cestelli.
7.2 SISTEMA A SEMI-INGRANAGGIO E CREMAGLIERA
Un semi-ingranaggio solleva un pistone verticale che a sua volta, tramite un pernetto, comprime la molla di carico. La salita del pistone termina quando l’ingranaggio termina il contatto con la cremagliera a causa della mancanza di denti. Il pistone quindi, essendo libero dalla forzante determinata dall’ingranaggio, precipita verso il basso per merito contemporaneamente del proprio peso e della forza esercitata dalla molla. Definendo la corsa massima del pistone con “L”, la lunghezza della cremagliera riportata sullo stelo del pistone deve essere pari a L+X. Questo perché in caso di discesa parziale del pistone (ad esempio durante le fasi finali del ribaltamento del carrello) l’ingranaggio, avendo a disposizione una lunghezza di cremagliera minore, potrebbe imprimere un carico e quindi una forza al pistone solo frazionaria rispetto alla forza totale disponibile.
81

7 La vibrazione
L’azionamento dell’ingranaggio potrebbe essere assicurato da un normale motore in corrente alternata accoppiato ad un riduttore meccanico o ad una serie di pulegge con cinghia trapezoidale o dentata.
Sistema a semi-ingranaggio-cremagliera Essendo inoltre la corsa uguale alla semi-circonferenza dell’ingranaggio, il diametro (nel punto di contatto dell’ingranaggio) vale:
L=2*πD D=
π2*L
Le caratteristiche di questo sistema sono:
Regolazione della frequenza regolando i giri del motore.
Utilizzo di normali motori in C.A.
Semplicità del meccanismo. Ingombri ridotti. Poco ingombro nelle fasi di
non lavoro (mediante un sensore di posizione o mediante il riposizionamento
manuale del pistone nel punto più alto della corsa).
L
Frequenze massime non elevate a causa dell’inerzia del pistone e del tempo di caduta (tempo di caduta=0.5xf, infatti la velocità di discesa del pistone dipende dalla forzante della molla...).
Problemi di usura del primo e dell’ultimo dente del semi-ingranaggio. Problema di dimensionamento a fatica dell’ingranaggio che, essendo eccentrico,
determina un carico pulsante sull’albero; essendo il numero dei cicli annui stimato pari a:
6Hz x 3600sec/h x 14h/g x 300g/anno=9x107 ogni anno il problema della fatica deve essere tenuto in considerazione sovradimensionando opportunamente l’albero.
Inerzia del gruppo pistone-molla elevata.
7.3 SISTEMA A CATENA DENTATA
Questo sistema ricalca l’idea del sistema precedente se non fosse per il fatto che il sollevamento del pistone di battitura é demandato ad una catena dentata montata su due alberi.
82

7 La vibrazione
Il superiore dei due alberi é accoppiato, con un adeguato rapporto di trasmissione, al solito motore in C.A.. Un dente della catena aggancia il perno di sollevamento del pistone e lo solleva sino al punto morto superiore dove si sgancia lasciando libero il pistone di precipitare verso il basso per merito della forza di gravità e della forza esercitata dalla compressione della molla.
Sistema a catena dentata Caratteristiche generali:
CATENA
L
RIDUTTOREGRUPPO MOTORE-
Semplicità costruttiva. Frequenza di azionamento variabile con
i giri del motore. Utilizzo di un normale motore in
corrente alternata. Ingombri ridotti. Frequenza massima raggiungibile (a
causa dell’inerzia del pistone e della velocità massima di rotazione della catena).
Rumorosità. Forza d’impatto variabile al variare
dell’inclinazione (e quindi della distanza) del carrello.
Inerzia elevata del sistema. Manutenzione necessaria alla catena.
7.4 SISTEMA CON PISTONE AD ELETTROMAGNETE
Il pistone elettromagnetico Il sistema che prevede l’uso di un elettromagnete ricalca in parte i due sistemi visti in precedenza tranne per il fatto che é il pistone stesso che, grazie alla presenza nella sua carcassa di un solenoide alimentato elettricamente, determina la forza necessaria allo spostamento. L’elettromagnete, secondo il parere dell’ABBaldoni che lo commercializza, dovrebbe sopportare i tempi di funzionamento e le condizioni ambientali e di carico dettate dal nostro impianto di zincatura. L’elettromagnete compie autonomamente (alimentato in C.A.) tutto il movimento necessario ed é quindi l’unico organo che risulta in movimento (con notevoli vantaggi sotto tutti i punti di vista).
83

7 La vibrazione
Anche se decisamente interessante, il possibile utilizzo dell’elettromagnete necessita della conoscenza di tutta una serie di caratteristiche che ancora non sono in mio possesso. Attendendo la risposta della ditta interessata, rimando il suo possibile utilizzo preferendogli quello del sistema camme-bilanciere-molla, sicuramente più semplice da costruire ed affidabile.
Il pistone elettromagnetico: una concreta possibilità per il futuro. Ad ogni modo, le caratteristiche del pistone elettromagnetico sono:
Ingombri estremamente contenuti in tutte le forme di utilizzo.
L
Funzionamento con alimentazione a 12 V in C.C. o a 220 V in C.A.
Non necessita di alcuna manutenzione (è infatti autolubrificante).
Forza d’impatto costante per tutte le posizione del carrello.
Variazione automatica della corsa in funzione della posizione del carrello.
Estrema semplicità di messa in opera ed in caso di sostituzione.
Frequenza massima raggiungibile (?).
Numero di cicli massimo (?). Costo (?). Resistenza in ambiente corrosivo (?).
84

8 La modifica dei cestelli
8 LA MODIFICA DEI CESTELLI
8.1.1 IL CESTELLO Nell'impianto di zincatura della Beco S.r.l., il contenitore che fisicamente contiene i pezzi che vengono immersi nello zinco fuso prende il nome di "Cestello".
Il cestello è composto essenzialmente da due parti distinte: la parte interna (a destra) e quella interna.
La parte centrale del cestello è costituita da uno stelo centrale del diametro (all’inizio del suo utilizzo) di 76 mm a cui è saldato, nella sua parte inferiore, un semi-cono munito di fori per lo scolo dello zinco fuso. Lo stello è munito di una flangia superiore attraverso il quale è assicurato, mediante 4 bulloni, all'albero del castello di zincheria dal quale prende sia il moto traslatorio che il moto rotatorio, necessario al ciclo di zincatura. Questa parte ha anche il compito di sostenere la parte esterna del cestello che non è solidale all'albero ma è libera di compiere una traslazione verticale (che come vedremo poi è sfruttata nella fase di scarico). La parte esterna del cestello è costituita da un cilindro munito di fori su tutta la sua superficie laterale che presenta rinforzi nei punti maggiormente sollecitati. E’ collegato con due robuste staffe ad un anello centrale che contiene lo stelo che può scorrere verticalmente rispetto ad esso.
85

8 La modifica dei cestelli
Vista superiore del cestello esistente.
Un anello orizzontale fissato all’anello permette l’aggancio della parte esterna del cestello da parte del forchettone che compie la vibrazione durante la fase di scarico. E’ anche presente un’alettatura che ha il compito di pulire la superficie del bagno di zinco creando un piccolo vortice che disperde le ceneri.
Il cestello completo in prospetto ed in sezione (esistente).
86

8 La modifica dei cestelli
Il materiale di cui è costituito il cestello è un particolare tipo di ferro con purezza pari al 99.85% denominato "Ferro Armco". Questo materiale è stato, per molte decine di anni, l'unico ad avere una buona resistenza all'attacco dell'HCl per le applicazioni industriali. La Beco S.r.l., nelle sue richieste di materiale, definisce con precisione le specifiche che il materiale deve rispettare riservandosi la possibilità di verificare la corretta composizione in seguito alla fornitura. La composizione chimica è la seguente:
% Fe C Mn P S Si Al Cr Cu Mo N Ni Sn
Richieste 99.85 0.02 0.08 0.02 0.02 tracce tracce tracce tracce tracce tracce tracce tracce
Rilevate 99.866 0.001 0.05 0.004 0.02 0.01 0.001 0.017 0.005 0.001 0.003 0.02 0.002
Grazie ad un'analisi presso il laboratorio di prove materiali di Thyssen, è possibile conoscere con precisione le caratteristiche meccaniche del materiale. Le caratteristiche che il Ferro Armco deve rispettare sono:
Rm Rs Richieste 250-300 N/mm2 150-250 N/mm2
Rilevate 290 N/mm2 220 N/mm2
Il cestello attuale. Il peso totale del cestello composto dai due pezzi é di circa 100 Kg. Tenendo conto di un costo del materiale di circa 2800£/Kg, il costo del materiale per la costruzione della parte esterna del cestello ammonta a £ 200.000, a cui vanno a sommarsi altre £ 200.000 per il solo stelo. Queste cifre sono solo indicative in quanto la particolare geometria del cestello rende decisamente elevata la quantità di scarti (che possono raggiungere anche il 50% del prodotto iniziale). Essendo le condizioni di lavoro molto particolari, non è sicuramente semplice calcolare l'effettivo andamento delle temperature a cui è sottoposto il cestello durante la zincatura. Per la resistenza del materiale alla corrosione a temperature elevate, ho
87

8 La modifica dei cestelli
considerato la temperatura pari a quella massima (condizione peggiore per la corrosione che aumenta all'aumentare della temperatura), ovvero circa 463° C. Per il dimensionamento invece, ho adottato un modello empirico che permetta di risalire con discreta approssimazione agli sforzi a cui il cestello è sottoposto. In base all'esperienza maturata sul campo da parte degli addetti alla manutenzione, ho scoperto che il limite di utilizzo dei cestelli coincide con il momento in cui, a causa del decentramento del carico a cui è sottoposto, lo stelo si piega rispetto all'asse verticale. Questo avviene in corrispondenza di un diametro di 55 mm. Conoscendo il valore di Rs rilevato (Rs = 220 N/mm2 a 20°C), ho ipotizzato che la resistenza residua a 460°C sia circa pari ad circa 1/3. Ho calcolato che il carico decentrato sia circa 4 Kg a 16 cm dall'asse di rotazione (1/4 del carico totale). Ho quindi calcolato, sapendo che il baricentro lungo la verticale è a circa 30 cm dal punto di rottura, il momento flettente a cui è soggetto lo stello e quindi la σ del materiale.
Fcentr. = m x ac = m x ω2 x r = 15.0*60
*2*900*52
⎟⎠⎞
⎜⎝⎛ π = 3997N
Wstelo = 32
141.3*5.532
* 33
=πD = 16.326 cm3
Mf = Fc * l = 3997*30 = 119910 N*cm = 1199 N*m
σ = 326.16
119910=
WMf = 7345 N/cm2 = 73.45 N/mm2
Dai calcoli, effettuati con buone approssimazioni, si risale alla resistenza residua del ferro arbco a 460°C, pari a circa 1/3 di quella a temperatura ambiente. Il valore ottenuto è di certo vicino alle effettive caratteristiche del metallo.
3 Kg
rottura
8.1.2 FUNZIONI SECONDARIE DEL CESTELLO Il funzionamento con gestione manuale dell'impianto comporta problemi legati alla perizia dei singoli operatori. L'eccessiva permanenze all'interno del forno di preriscaldo ad esempio, causa un eccessivo asciugamento del flussante presente sui pezzi ed è quindi causa di una imperfetta zincatura. Per questo motivo la temperatura presente nel forno è stata limitata a 120° C (contro i 150-160° C ottimali) provocando un'imperfetta asciugatura dei pezzi. Questo problema è stato risolto grazie al fatto che i cestelli, mantenendo una temperatura costantemente attorno ai 400° C, continuano e terminano l'asciugatura del materiale durante il periodo compreso tra il carico dei cestelli e l'immersione nel bagno. La modifica del materiale di costruzione del cestello potrebbe variare la quantità di calore ceduto al materiale durante questa fase: in particolare l'utilizzo delle leghe di titanio (che presentano una densità ridotta del 45% rispetto al ferro) potrebbe creare qualche problema.
88

8 La modifica dei cestelli
L'automatizzazione dell'impianto di carico del materiale sui carrelli (e del suo trasporto dalla tramoggia al castello di zincatura), permetterebbe un'attenta gestione dei tempi e quindi una corretta permanenza del materiale all'interno del forno. In questo modo si potrebbe elevare la temperatura del forno di preriscaldo sino ai 150-160° C previsti in modo da rendere superflua l'ulteriore asciugatura da parte del cestello. Ad ogni modo è possibile ottimizzare l'asciugatura variando la temperatura del forno senza dover tener conto della capacità termica del materiale utilizzato per i cestelli, solo in base alla qualità dello zincato.
8.2 PROBLEMI RELATIVI ALL'AUTOMATIZZAZIONE DEL PROCESSO
Uno dei maggiori problemi relativi all'automatizzazione dell'impianto di zincatura è dovuto alla difficoltà di scaricare correttamente il materiale all'interno del cestello. Durante lo scarico del materiale dal carrello infatti, i pezzi più lunghi tendono ad incunearsi fra il labbro interno e lo stelo, impossibilitando la dispersione dei pezzi caricati successivamente all'interno del cestello. Alcuni pezzi vengono così a sporgere dal labbro superiore di protezione, diventando potenzialmente pericolosi durante la fase di centrifuga. A causa di questa grave situazione di pericolo, sono state poste, a protezione degli addetti, delle ante rotanti ferma pezzi. La velocità di un pezzo che esce dal cestello infatti vale: Velocità della rotazione durante la centrifuga = 970 giri/min F rotorica = 16.17 giri/sec V angolare πω 2= F = 101.6 rad/sec V periferica = ω*r =101.6*0.21 = 21.3 m/sec Il valore di questa velocità periferica del cestello è sicuramente molto elevato e potenzialmente pericoloso. Anche per questo motivo è necessario riprogettare la parte superiore dei cestelli in maniera da non permettere in alcun modo la proiezione del materiale all'esterno. Può anche succedere che i pezzi non vengano uniformemente distribuiti all'interno del cestello causando uno squilibrio del carico totale del cestello rispetto al proprio asse verticale ed ad una peggiore qualità dello zincato. L'analisi dei cestelli attualmente in uso ha permesso di individuare una serie di problemi ad essi legati, quali: • Peso molto elevato (pari all'80% del peso cestello+carico). • Bloccaggio dei pezzi a causa delle dimensioni interne limitate. • Imbocco innaturale. • Possibilità di fuoriuscita dei pezzi a velocità elevate. • Incidenza dell'operazione di cambio dei cestelli sulla produttività
dell'impianto. Lo sviluppo delle tematiche relative alla soluzione dei suddetti problemi, ha permesso di redigere diverse possibili soluzioni.
89

8 La modifica dei cestelli
8.3 NUOVI MATERIALI
Il materiale a tutt'oggi utilizzato nella costruzione dei cestelli è un particolare tipo di ferro che presenta una purezza minima pari al 99.86%. La modifica del materiale utilizzato a favore di leghe di Titanio o di superleghe a base di Nichel, permetterebbe una serie di migliorie tali da compensare l'aumento considerevole del costo del cestello nuovo.
8.3.1 SUPERLEGHE Le leghe a base di Nichel, come ampiamente descritto nel capitolo 4.4, sono leghe di nuova concezione sviluppate per l'utilizzo in condizioni estreme. Le leghe Hastelloy e Nimonic in particolare, sono adatte a resistere in ambienti altamente corrosivi a temperature prossime ai 900° C. Un cestello costituito con una simile lega potrebbe resistere ad un numero praticamente infinito di spogliature riducendo quindi drasticamente la frequenza di sostituzione dei cestelli. La durata di un cestello attuale è di circa due mesi, al termine dei quali il cestello viene sostituito con uno completamente nuovo oppure riportato manualmente. La resistenza alle elevate temperature da parte di una superlega Hastelloy si attesta su valori prossimi a 500 N/mm2. L'utilizzo di una simile lega, considerando una resistenza alle alte temperature aumentata di circa sette volte, pur permetterebbe quindi un contenimento di peso pari a:
3)( *
32*πσ
MfD lega = = 33
141.3*50032*10*1199 =28 mm
Il peso dello stelo attuale, considerando una lunghezza di 500 mm, è:
Volume (stelo attuale)= 4
** )(2
)( steloferro LD π=
45*141.3*75.0 2
= 2.21 dm3
Peso (stelo attuale) = V*ρ(ferro)=2.21*7.8= 17.2 Kg
Volume (stelo lega) = =4
** )(2
)( stelolega LD π
45*141.3*28.0 2
= 0.31 dm3
Peso(stelo lega)= V* ρ(lega)= 0.31*8.9 = 2.8 Kg La diminuzione di peso dello stelo è dell'ordine dell'85%! Essendo la massa attuale del cestello al netto dello stelo pari a 86 Kg, la riduzione di peso potrebbe tranquillamente attestarsi intorno al 50%, ovvero 43 Kg. Volendo si potrebbe ridimensionare lo stelo in base al nuovo carico permanente (dimezzato) ma, vista la durata e volendo restare a favore di sicurezza, mantengo sovradimensionata la struttura del cestello. Una diminuzione della massa totale del
90

8 La modifica dei cestelli
cestello+carico del 40%, potrebbe diminuire lo stress a cui è sottoposta l'incastellatura con indubbi vantaggi in termini di costi di manutenzione (riparazione+fermo macchina). Un altro importante vantaggio determinato dalla diminuzione della massa totale sarebbe la diminuzione del tempo necessario alla centrifuga (a parità di potenza istallata l'accelerazione sarebbe maggiore) e quindi del tempo totale del ciclo. Le maggiori limitazioni all'uso delle superleghe sono dovute a:
• Costo elevato. • Scarsa lavorabilità. • Peso molto elevato. • Difficoltà di reperimento del materiale. • Difficoltà di reperimento di informazioni dettagliate a riguardo.
Per questi motivi, pur presentando prestazioni eccezionali, scarto l’ipotesi dell'utilizzo di superleghe quali la Hastelloy e le Nimonic.
8.3.2 IL TITANIO GRADO 2 Una valida alternativa alle superleghe può essere fornita dal Titanio CP (commercialmente puro) Grado 2. Pur resistendo in maniera decisamente diversa alla corrosione, il Titanio presenta tutta una serie di aspetti positivi che lo rendono adatto alla costruzione del nostro cestello. Le sue caratteristiche principali, esplicate per esteso nel capitolo 4.4.4, sono le migliori del lotto e pari a:
• Densità pari a 4.51. • Rs residuo (alla temperatura di 427° C) = 180 N/mm2. • Ottima resistenza alla corrosione. • Raggio di piegatura minimo = 2.5 x spessore.
Il diametro minimo dello stelo risulta essere:
3)tan( *
32*πσ
MfD ioti = = 33
141.3*18032*10*1199 = 40.8 mm
Utilizzando uno stelo di Ø = 46 mm, ricavo un W = 9.55 cm3, da cui ricavo un σ:
σ (ti con Ø = 46 mm) = 55.9
119910=
WMf = 126 N/mm2
Il coefficiente di sicurezza sarebbe quindi pari a 1.5. Nella produzione del cestello sperimentale, probabilmente adotterò un diametro pari a 50 mm, in modo da poter contare su di un coefficiente di sicurezza pari a 2 riferito allo snervamento.
8.3.3 LA FORMA DEI CESTELLI La geometria dei cestelli attuali è la conseguenza di diverse modifiche effettuate durante gli ultimi anni. Lo scopo che mi sono prefisso è quello di costruire, con materiali e tecnologie innovative, un attrezzo di immersione capace di migliorare le prestazioni del vecchio cestello pagando lo scotto di un costo decisamente più elevato. Attualmente, la durata di un cestello in ferro Armco è di circa due mesi, per
91

8 La modifica dei cestelli
una spesa annua che viene valutata dall’ufficio tecnico in circa tre milioni e cinquecentomila lire (per ogni postazione). A questa va poi aggiunto il costo delle maestranze specializzate che fisicamente costruiscono in ogni sua parte il cestello (taglio della lamiera di Armco, piegatura, trattamento termico, saldatura, foratura…) e degli scarti prodotti (che possono raggiungere indicativamente il 30-50% della lamiera acquistata a causa della geometria dei particolari e dell’utilizzo del cannello ad acetilene per il taglio). Per contro, a volte è possibile rigenerare i cestelli dismessi risparmiando sul materiale base. Un cestello in Titanio costerebbe approssimativamente tre-quattro milioni ma dovrebbe garantire un corretto funzionamento per almeno dieci anni. E’ chiaro intuire che, nonostante il costo iniziale decisamente più elevato e la complessità costruttiva, un cestello in Ti Grado 2 risulta sicuramente molto interessante. Come per le movimentazioni, ho ipotizzato diverse geometrie:
Esistente Soluzione 1 Soluzione 2 Soluzione 3 Soluzione 4
Diametro stelo (mm) 76 40 46 30(int)-50(est) 46
Raggio carico (mm) 157 174 196 194 196
Raggio esterno (mm) 202 202 227 227 227
Raggio d’ingombro (mm) 227 227 227 227 227
Volume materiale (variaz.) - -25% -15% -40% -31%
Volume carico (variaz.) - +13% +34% +30% +28%
Peso (Kg) 100 43.4 49.2 34,7 39.9
La soluzione migliore mi è sembrata la numero quattro, infatti presenta un peso di circa 40 Kg pur avendo una capienza maggiorata del 15 % ed una resistenza (grazie allo stelo di diametro sovradimensionato ed alla lamiera esterna di 8 mm) decisamente molto elevata. Questo sovradimensionamento, visto e considerato che il cestello dovrebbe resistere diversi anni (auspicabilmente almeno una decina) è sicuramente dovuto e garanzia di affidabilità. Il costo del cestello, tenendo conto degli scarti della lavorazione e della saldatura, dovrebbe aggirarsi intorno ai tre-quattro milioni di lire. Volendo tentare un risparmio nella costruzione di un cestello di prova, è possibile ridurre lo spessore delle lamiere esterne sino a 5-6 mm. Questo permetterebbe una riduzione del costo di circa cinquecento-settecentomila lire.
92

8 La modifica dei cestelli
Le quattro soluzioni a confronto (parte a destra, tratteggio in rosso); la semisezione a sinistra (tratteggio in blu) rappresenta il confronto con il cestello esistente.
93

8 La modifica dei cestelli
Il cestello modificato nella forma e nel materiale: sezione e prospetto.
Vista superiore del cestello modificato. L’azienda prevede di costruire un cestello sperimentale con queste caratteristiche in maniera da poterlo modificare, se ve ne fosse bisogno, prima della sua costruzione in serie e del suo inserimetro all’interno della zincheria.
8.3.4 IL SISTEMA DI ALLONTANAMENTO DELLE CENERI. Un decisivo aumento della produzione potrebbe essere raggiunto riducendo la frequenza di spoglio dei cestelli. La causa prima che obbliga alla periodica pulizia
94

8 La modifica dei cestelli
dei cestelli è la cenere presente nel bagno di zinco, l’insieme cioè delle particelle di ferro e di altri materiale presenti all’interno del bagno. Quest’obiettivo potrebbe essere raggiunto prevedendo degli appositi sistemi, modifiche di quelli esistenti, che permettano di mantenere una maggiore pulizia dello strato superficiale del bagno di zinco in prossimità del cestello. Si potrebbero prevedere delle staffe di sostegno inclinate che creerebbero, con la rotazione del cestello, un effetto elica da parte delle stesse staffe con maggiore pulizia della zona dello zinco corrispondente al cestello. Un’altra modifica potrebbe consistere nell’adozione di un’aletta arcuata secondo il senso di rotazione del cestello, con una geometria simile ad un evolvente. Questa soluzione, che sta per essere adottata a titolo sperimentale su di un cestello attualmente in uso, dovrebbe migliorare la pulizia del bagno soprattutto in corrispondenza dello stelo. Sistema di pulizia del bagno.
Un ulteriore miglioramento potrebbe essere raggiunto aumentando il diametro dei fori di fuoriuscita dello zinco fuso sino a 8.5-9 mm: questo implicherebbe l’utilizzo, per la sporadica zincatura dei particolari più piccoli (coppiglie, dadi M8…) di cestelli con foratura di diametro ridotto.
95

8 La modifica dei cestelli
Come si può notare dalle immagini La parte interna in Titanio. tridimensionali, il particolare che ha subito la modifica maggiore è stato lo stelo centrale che, grazie alla maggiore resistenza offerta dal titanio alle alte temperature rispetto al ferro armco, ha permesso una sua riduzione da 76 mm sino a 46 mm di diametro. Inizialmente avevo ipotizzato la costruzione di uno stelo tubolare a sezione circolare (vedi “soluzione 3” a pagina 93) ma, in seguito alla venuta a conoscenza del fatto che non essendo possibile piegare la lamiera di titanio con angoli così accentuati, il tubo sarebbe stato ricavato dal pieno, ho deciso di scegliere una soluzione che presenta lo stelo pieno. Un altro particolare che ha subito un intervento decisivo è stata la parte esterna del cestello.
La parte esterna in Titanio Grado 2. Il progetto infatti, in virtù delle migliori proprietà del materiale, non prevede gli anelli di rinforzo corrente orizzontalmente sulla soluzione attualmente in uso. Questo ha permesso, contenendo gli ingombri esterni totali identici agli attuali, di migliorare notevolmente la capienza interna del cestello, ottenendo oltretutto una geometria che consente una migliore disposizione dei pezzi. I bulloni di grosse dimensione, in particolare, hanno la possibilità di essere contenuti completamente nella struttura in maniera da permettere una lavorazione in assoluta sicurezza.
96

9 Conclusioni
9 CONCLUSIONI Lo scopo finale di questa tesi era determinare la fattibilità della modifica dell’impianto di zincatura della Beco S.r.l. In seguito al parziale sviluppo di soluzioni innovative, sono giunto ad individuare, per l’impianto, le modifiche con cui ottenere un’ottimizzazione dei tempi in contemporanea ad una più precisa gestione della produzione (e quindi una migliore gestione dei costi di produzione).
9.1 SOLUZIONE FINALE
La soluzione finale prevede l’utilizzo delle migliori soluzioni studiate, ovvero: • Movimentazione orizzontale mediante catena dentata superiore. • Modifica del carrellino dei carrelli. • Sistema di movimentazione orizzontale a step “10x1+2”. • Scarico dei carrelli mediante banana azionata da pistone pneumatico. • Sistema di vibrazione del carrello di trasporto del materiale con sistema
molla-bilanciere-camme. • Cestelli in Titanio Grado 2 con saldature effettuate in atmosfera controllata
nello stesso materiale. • Modifica della geometria dei cestelli, della larghezza dei fori e del profilo
dell’alettatura di pulizia della superficie del bagno. Analizzando i rapportini (rapporti giornalieri sullo stato dell'impianto di zincheria), ho calcolato che il rendimento del “Fattore uomo” è circa del 84%. Un ciclo semiautomatico, potrebbe portare questo valore intorno al 95-100% mentre uno automatico sarebbe pari al 100%. Chiaramente un ciclo automatico potrebbe causare perdite di tempo dovute alla imperfetta esecuzione delle operazione, soprattutto per tutto il periodo di messa a punto della linea. La variazione della geometria e del materiale del cestello, inoltre, potrebbe raggiungere l’obiettivo che consiste in un unico spoglio giornaliero dei cestelli, con un miglioramento della produzione pari a:
Tempo lavoro Totale (h)
Tempo fermo Totale (h)
Tempo lavoro Netto (h)
Variazioneproduzione
Attuale (3 cambi) 16 4 12 -
2 cambi 16 3,6 12,4 +3,3%
97

9 Conclusioni
1 cambio 16 3,2 12,8 +6,6%
Un’analisi economica del miglioramento determinato dalle modifiche apportate sarebbe a questo punto necessaria per giustificare l’intervento di modifica dell’impianto esistente.
La soluzione finale.
Pistonepneumatico
Grado 2
modificato
Cestello in Titanio
Banana
Catena dentatasuperiore
Carrellino
a bilanciereVibrazione
98

9 Conclusioni
La soluzione finale del cestello in Titanio: condizione di massima apertura (durante la fase di scarico dei pezzi).
99