“the build sequence’ – the art and science behind the...
TRANSCRIPT

“The Build Sequence’ – the art and science behind the
consolidation process
Simon Ridgway, Peter Davie
ASC Shipbuilding
[email protected]; [email protected]
INTRODUCTION The AWD Program is executed by the AWD Alliance consisting of
the Commonwealth of Australia, and the Industry Participants, namely ASC and Raytheon
Australia. The AWD Alliance is empowered and is responsible for the conduct of the
AWD Program, including the platform system design.
The Commonwealth has engaged Navantia as Platform System Designer (PSD). The AWD
is constructed at ASC in Adelaide with blocks being built at sites in Adelaide (ASC),
Newcastle (FORGACS), Ferrol (Navantia), and Melbourne (BAES).
The existing F104 ship baseline was upgraded to accommodate design modification
introduced in the F105 ship which is in construction concurrently with the AWD as well as
modifications resulting from obsolescence, Australian legislative compliance, and the
introduction of an Australian Combat System.
F100 AND AWD BLOCK BREAKDOWN
For construction purposes the AWD and F105 retain the same block definition as the first
F100 flight. The block breaks correspond naturally to the key structural elements of the
ship and are defined to ensure a maximum consolidation weight of 200 tonnes to conform
with the crane capacity over Navantia’s Ferrol slipway. The AWD block breakout and
construction zone definitions are illustrated in figure 1.
Figure 1. AWD Hobart Class Block Definition
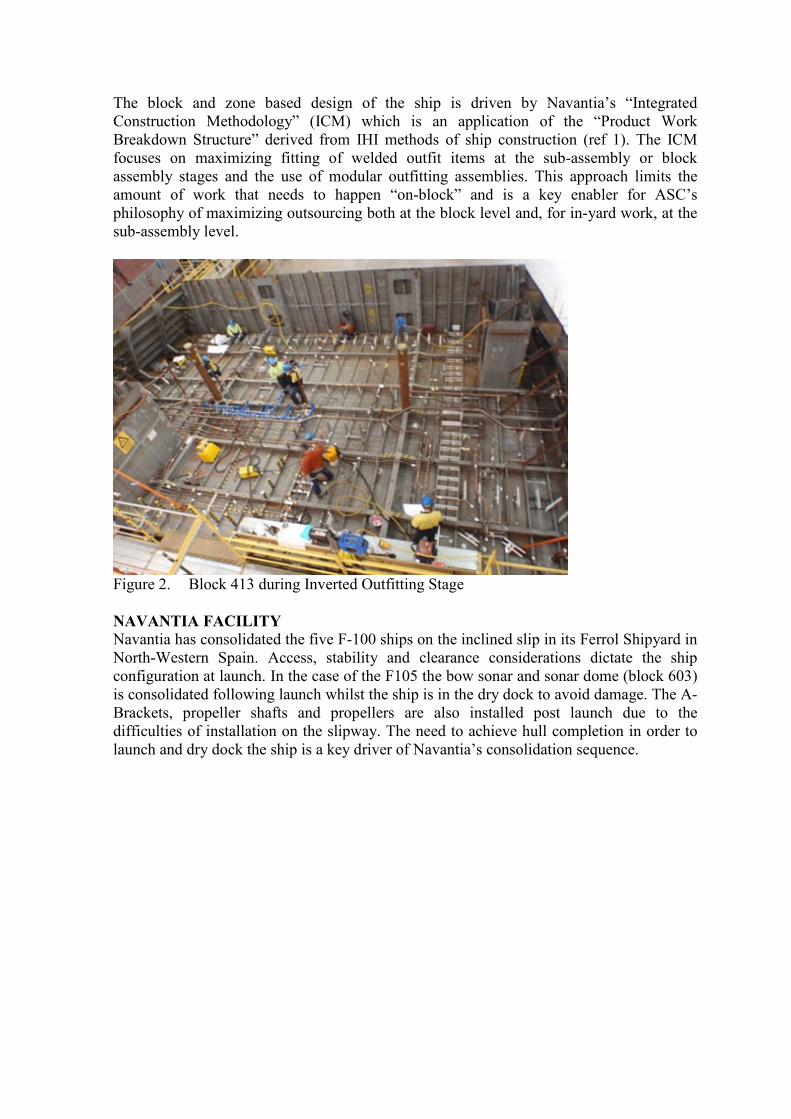
The block and zone based design of the ship is driven by Navantia’s “Integrated
Construction Methodology” (ICM) which is an application of the “Product Work
Breakdown Structure” derived from IHI methods of ship construction (ref 1). The ICM
focuses on maximizing fitting of welded outfit items at the sub-assembly or block
assembly stages and the use of modular outfitting assemblies. This approach limits the
amount of work that needs to happen “on-block” and is a key enabler for ASC’s
philosophy of maximizing outsourcing both at the block level and, for in-yard work, at the
sub-assembly level.
Figure 2. Block 413 during Inverted Outfitting Stage
NAVANTIA FACILITY
Navantia has consolidated the five F-100 ships on the inclined slip in its Ferrol Shipyard in
North-Western Spain. Access, stability and clearance considerations dictate the ship
configuration at launch. In the case of the F105 the bow sonar and sonar dome (block 603)
is consolidated following launch whilst the ship is in the dry dock to avoid damage. The A-
Brackets, propeller shafts and propellers are also installed post launch due to the
difficulties of installation on the slipway. The need to achieve hull completion in order to
launch and dry dock the ship is a key driver of Navantia’s consolidation sequence.

Figure 3. Navantia inclined ways
Figure 4 Navantia dry dock
AWD FACILITY
Blocks for the Air Warfare Destroyer program are being constructed in multiple yards
around Australia and some at Navantia’s Ferrol facility. ASC’s role will be the
consolidation and systems integrations of the ship. It will also build the Aegis Tower area
that will be subject to the greatest levels of change to incorporate the “Australianised”
combat system configuration.

Fig 5. Block Allocations to Subcontractors (Ship 1)
Consolidation of AWD Blocks will occur on the South Australian Government Techport
Common User Facility (CUF) commencing in October 2012. This newly constructed
facility offers the benefit of a level construction site coupled with a side-transfer facility
and a Syncrolift® shiplift with a capacity in excess of 9,400 tons and 160m in length. This
system allows the option to dock and undock a fully outfitted AWD if required
underpinning a build philosophy and schedule designed to maximise outfit levels prior to
launch in preference to driving to a relatively earlier launch with significant work requiring
completion in the dry-dock.
Fig 6. South Australian Government Techport Common User Facility and ASC
shipyard
In addition to the land-level site, ASC has invested in a 900 tonne crane with a 102m boom
crane capacity to enable the lifting of larger more heavily outfitted consolidation units and
four 200 tonne mobile transporters providing the ability to drive machinery blocks onto the

CUF with major equipments (reduction gears, gas turbines and propulsion diesel engines)
incorporated rather than waiting to include these items on the building berth.
Figure 7. ASC Self Propelled Modular Transporters
A final feature of the ASC facility designed to further exploit the efficiencies available
from level construction is the placement of two “outfit support towers” (OST) beside the
ships in construction. These towers allow for a permanent facility including tool cribs,
workshops and amenities available to workers in the ships avoiding the need to leave the
work site for extended periods during the day. By placing suitable access cuts in the hull it
is possible to significantly improve the time spent “on the job” and alleviate some of the
significant movement penalties associated with working in a completed ship. A schematic
of the AWD personnel access plan and the outfit support towers in figure 8.
Figure 8. Use of side access cuts and OSTs to support efficient on-board work
COST OF DELAYING WORK
It is generally accepted that there are significant cost penalties for executing work later in
the production cycle. Whilst the quantum of the relation is a product of many factors one
generally accepted metric is the 1:3:5 ratio for hours in pre-outfit: hours on-board: hours in
the water (ref 2). As ASC is still only in the pre-outfit stage the actual ratio for the yard
Shell Access Cut
Interior Bulkhead Cut
Passageways
OST
Inclined Ladders
Vertical Ladders
Shell Access Cut
Interior Bulkhead Cut
Passageways
OST
Inclined Ladders
Vertical Ladders

isn’t known, but as the 1:3:5 reflects a mature shipbuilding operation it is probably
conservative for a new yard providing a strong impetus to drive work early.
INCREASING PRE-OUTFIT COMPLETION
The focus of Navantia’s ICM is to exploit the efficiencies inherent in maximizing pre-
outfit levels. In ASC’s case further efficiencies should be possible due to the facility
differences described above as larger and more complete units can be consolidated.
One method of increasing the total outfit executed at the pre-outfit stage is to increase the
size of the consolidation units through combining multiple units into “grand blocks”. This
approach maximizes enables the completion of the scope of work across block breaks as
well as allowing the alignment and joining of blocks in the outfitting hall reducing the
overall consolidation duration.
For the AWD build ASC has taken advantage of the facility capability to plan joining of
the machinery spaces along the keel into two grand-blocks, as well as grand-blocking the
blocks containing the key combat systems spaces. Additional grand blocks covering the
accommodation spaces in zones 4 and 5 are also under investigation as current plans do not
use all the “grand blocks” identified by Navantia for the F105 build and the land-level
facility also allows for “driving out” rather than lifting keel-line units into place.
719
715
717
713
GB02 GB01
GB03
1 2
3
46
5
7
8
9
Figure 9 Proposed grand blocks for AWD 1 consolidation
BALANCING PRE-OUTFIT AND ON-BOARD CRITICAL PATHS
The consolidation sequence of the ship is a key attribute in the planning and control of the
overall program schedule. Defining the consolidation sequence sets the demand profile for
the blocks, which in turn allows the “back scheduling” of work through the pre-outfit
facilities to support that plan. The order and placement of the blocks during consolidation
also dictates how early the key work-fronts needed to integrate the ship system can be
opened up.
In the case of an AEGIS ship, there are two key critical paths defining the duration
between the initial keel laying and the final completion of the ship. The primary
consideration is the commencement of the cable pulling and compartment load-outs
necessary to support the combat system integration and set to work. The next critical path

is the completion of the machinery installation and alignment. Unlike a slipway
construction, the final completion of the hull to allow launching is not critical. The
selection of the launch point is driven primarily by the scope of work that cannot be
completed on the land level. In the case of the first Hobart Class ship, this work includes
the need to perform final alignments prior to both main engine and combat system light-
offs.
SETTING THE CONSOLIDATION SEQUENCE
As the pivot point for the ship construction schedule, the consolidation schedule provides a
critical tool for managing changes to the ship program. The setting of the sequence is a
simple “stacking” exercise. It is controlled by a number of heuristics including, ensuring
all necessary supporting blocks are in place; avoiding the creation of “key-holes” in the
sequence; and avoiding the consolidation of the blocks “closed ends” in a manner that
requires staging to complete joints. The complexity arises when this conceptually simple
exercise needs to accommodate situational factors, such as construction delays in critical
blocks and design restrictions that affect block support requirements and outfitting access
due to temporary bracing.
EVOLUTION OF THE AWD CONSOLIDATION SEQUENCE
When the initial consolidation sequence was developed following the award of the AWD
contract, it was planned to use an optimal consolidation sequence driving up the combat
tower to support main cable pulls with a secondary emphasis on building the stern to
support machinery alignment in order to maximize the value from the ASC land-level
facility (figure 10). This also allowed the establishment of a repeating work stations to
sequentially outfit grand blocks 1 and 2 at a constant pace throughout the program
maximizing learning.
Figure 10 Ideal CUF consolidation sequence optimizing cable pull as the primary critical
path
This philosophy has been challenged in a number of ways as the program has progressed,
knowledge of the ship design has increased and real world events have intervened.
One example of the types of factors that may drive a change in the consolidation sequence
can be seen as the result of difficulties in the construction of the ship 1 machinery blocks.
The resolution of these issues has significantly reduced the value of the repeating work
station concept for follow ships and lead to an erosion of the time available for serial outfit

of the ship 1 machinery spaces. To minimize the impact on the program, the consolidation
sequence has been adjusted from the “ideal” to a more stern focused approach shown in
figure 11. This revised sequence allows earlier completion of the keel line to support
machinery alignment whilst maintaining the relative completion dates of the combat
systems tower to the initial keel laying.
Figure 11 Revised consolidation sequence to accommodate keel and machinery issues but
maintaining relative starts for cable pulls
FUTURE CHALLENGES
With the keel laying for HOBART less than 12 months away the most immediate
challenge around the consolidation sequence will be achieving the necessary rate of hull
consolidation to support the plan. With a unit consolidation pace of one every two to three
weeks in a new shipyard, it will be necessary to operate the consolidation operations over
multiple shifts to ensure completion of the makeup activity of early blocks prior to
commencing consolidation of the blocks abutting them. Achieving the required rate will
also demand high accuracy in the blocks presented for consolidation to prevent rework.
ASC is investing heavily in total station technology and the training of a significant
Accuracy Control team in order to minimize the cost and time associated with the scribing
and cutting necessary to support final fit of the blocks.
The short overlap (12 months) between the delivery dates for the Hobart class ships
presents a challenge in the incorporation of lessons learned from ship to ship. In particular,
the ability to change the consolidation sequence as a result of learning may be challenging
as the keel laying of the follow ships occurs shortly before the completion of the preceding
hull integration. Given the lead-times through pre-outfit, adjusting the consolidation
sequence of Ship 2 will prove difficult but with the knowledge gained from both the ship 1
launch and consolidation of ship 1 and most of ship 2, opportunities to gain improvements
through the consolidation of ship 3 are expected to be substantial.
The AWD project remains on a tight schedule, with many significant challenges to
overcome. However, the AWD Alliance is committed to seeking further improvements in
productivity. As more experience is gained with the consolidation and set-to-work of the
ships, opportunities to challenge accepted practice and safely increase productivity will be
applied at every opportunity in order to deliver the capability promised by the AWDs.
REFERENCES
1. Y Okayama, (1980) “Product Work Breakdown Structure”, i
2. Kvaerner Masa Marine Inc, (1996) “Shipyard Cost Model Using Activity-Based
Costing Methods,