this document has been approved ad technical report 69-76
TRANSCRIPT
This document has been approved ADfor public release and sale;its distribution is unlimited.
TECHNICAL REPORT
69-76-GP
SEALING THROUGH CONTAMINATED POUCH SURFACES
by
Gerald L. Schulz
and
Raymond T. Mansur
Project reference: May 196913662708D552
General Equipment & Packaging Laboratory
U. S. ARMY NATICK LABORATORIES
Natick, Massachusetts

The vork covered by this report was performed under ProjectIJ6627Q8D55?S, Pzckag!ng Ex.ilorratory Developmert-, Task 02 -- Design of'Flexible Packaging Systems.
F"lexIIie packaging offers nu.merous logistic advantages, Makii•it highly desirable for military applications. Experience withthermoprocessed foods in flexible packages has revealed that defe-czivclosure seals, resulting ,.rom contartination of che seal surfacesduring filling, accounts for a l~rge percentage of the failures Ir,this type of package. The curved-bar sealing technique describedoffera an• effective means of sealing flexible packages where theseal interface surfaces are contaminated with grease or water.
m~u~utr w P . - ' fS~Mwn'UuW~humif

TAkL.E OF CONTENTS
Page
List of Figures ......................................... iii
List of Tables ..................................... . iv
Abstract: ................................................ vi
1. int'roduction ....... ........................ 1
2. Materials and Equipment ......................... 2
3. Experimental .............................. .8..
4. Results ........................ ..
5. Conclusions ..................................... 18
6. Literature C-ted ............................. .... 20
It_ . ... ... i.
LIST OF FIGURES
1. Sentinel, Model 12-12 AS Sealer ........ .............. 3
2a. Temperature Variation, Sentinel, Model 12-12 AS
Sealer (Temperatures at one-inch intervals, temperaturesetting - 360°F.) .................................... 4
2b. Temperature Variation, Prototype Curved-Bar Sealer
(Temperatures at one-inch intervals, temperaturesetting - 345°F.) ................ .................... 4
3. Sealing Bar and Anvil System - Prototype Sealer ......... 5
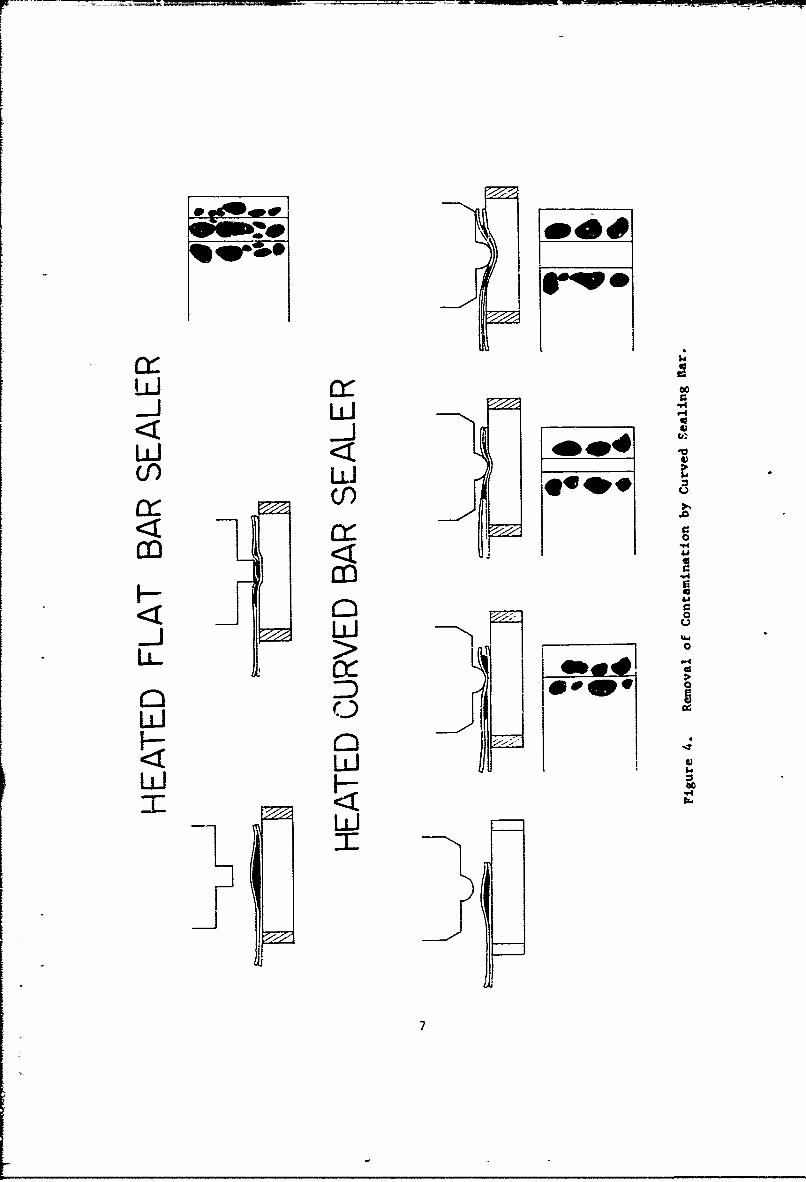
4. Removal of Contamination by Curved Sealing Bar ... ...... 7
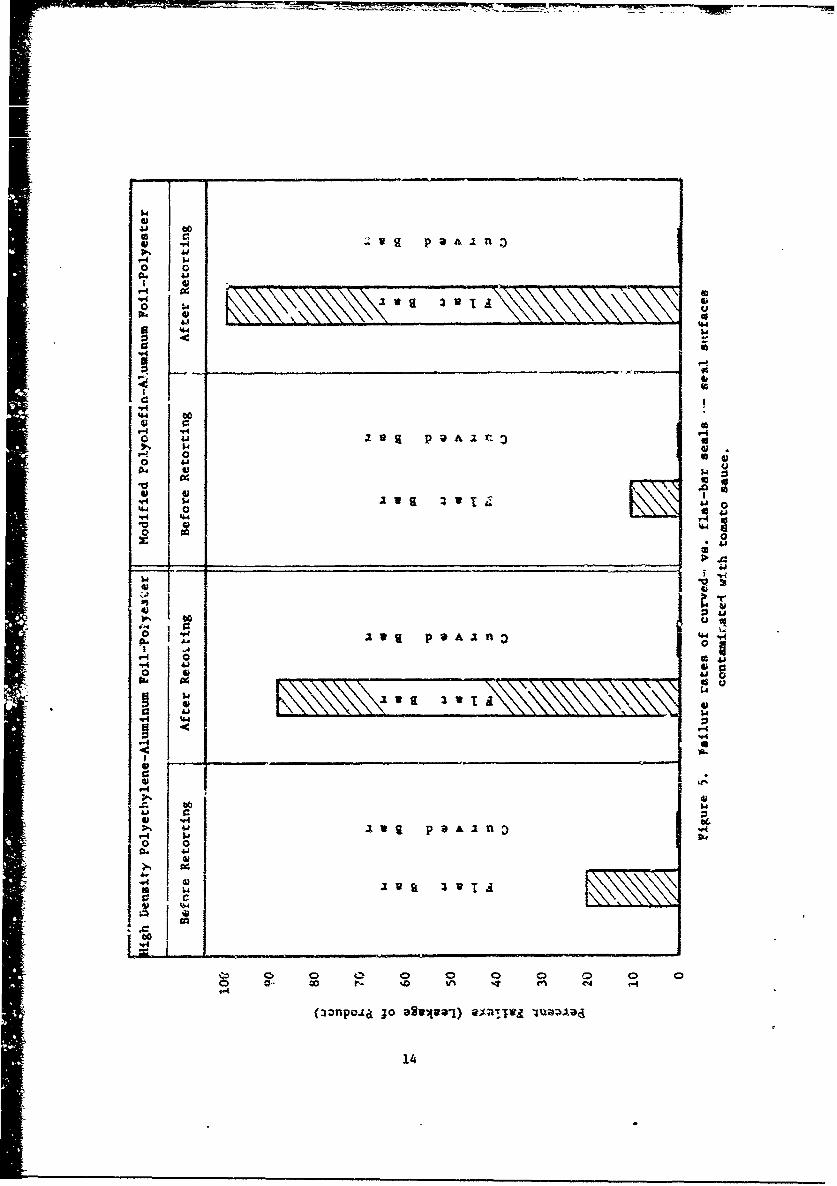
5. Failure rctes of curved- vs. flat-bar seals -- sealsurfaces contaminated with tomato sauce .............. .. 14
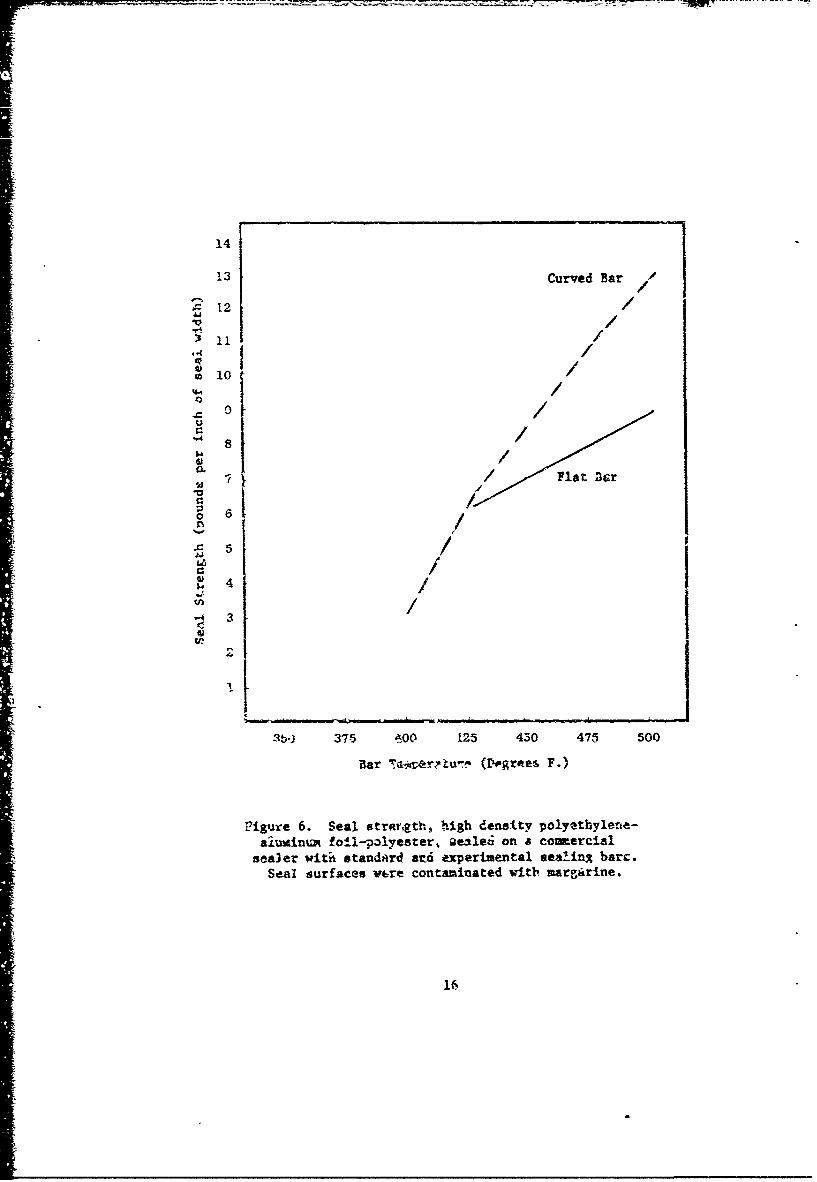
6. Seal strength, high density polyethylene-aluminum
foil-polyester, sealed on a commercial sealer withstandard and experimental sealing bars. Sealsurfaces were contaminated with margarine ..... ........ 16
7. Seal strength, modified polyolefi1 ,-aluminum foll-polyester, sealed on a commercial sealer with
standard and experimental sealing bars. Sealsurfaces were contaminated with margarine ..... ......... 17
iv

LIST or TABLES
I. Sealing Conditions ............ .................. 9
II. Effect of Water and Grease Contamination on Strengthof Seals Produced on Curved-and Flat-Bar Sealers . . . 12
III. Analysis of Variance .............. ................ 13
IV. Internal Pressure Burst Tests ....... .......... .. 15
V. Residual Gas Volume - Pouches Steam-FlushedApproximately 2-1/2 Seconds ....... ............ .. 19
v
ABSTRACT
Examination of a large number of thermally processed flexiblepackqges has shown that the primary cause of packqge failure canbe attributed to occluded matter in the closure seal.
This study indicated that by using a curved-bar sealing system,reliable closure seals are attainable even when the sealing surfacesare heavily contaminated with grease or covered with water. Evenwithout precise control of all sealing conditions, a significantimprovement in seal reliability was obtained by use of curvedsealing bars.
Steam-flushing of the closure area was effective in reducingheadspace gas volume and removing particulate contaminants fromthe sealing surfaces of flexible packages. Curved-bar closure sealsapplied after steam-flushing produced highly efficient seals.
vi

SEALING THROUGH CONTAMINATED POUCH SURFACES
1. Introduction.
Since the introduction of flexible packages, assurance ofreliable, iermitic closure seals has been a major concern. Theuse of flexible packaging for thermoprocessed foods, where micro-bial recoatamination could result In a health hazard, has givenincreases impetus to efforts in improving closure seal reliability.Examination of a large number of test packages of thermoprocessedfoods showed that only 0.3% of the packages contained defects;however, 57% of the faiiures were classified as "seal defects"(1).The primary cause of defective seals has been attributed tooccluded matter in the closure seal.
Efforts to prevent contamination of the seal interfacesurfaces to the extent now felt necessary have been relativelyunsuccessful. Present methods require the filling of the packageat relatively high speeds through a comparatively small opening.Positive prevention of contamination resulting from splashing ofproduct or grease transfer from a filling horn to the packagesurfaces has not been attainable, even with the most sophisticatedfilling equipment available.
Contamination of the sealing surfaces by particles and fibers,as well as aqueous and fatty contaminants can reatlt in a defectiveclosure seal. betection of particulate contamination, althoughdifficult and unreliable, is possible by visual inspection of theseal surfaces prior to se-aling. Visual detection of small amountsof liquids or f=ts, however, is virtually impossible. The firstefforts wers, therefore, concentrated on the development of atechnique which would provide pos!itve heat seals in the presenceof liquids (water), greases, or both, on the seal interface surfaces.
Several approaches were considered during prelimLnary studies.These included ultrasonic and mechanical cleaning to remove contam-ination from the seal area prior to sealing, multiple closure seals,redesigned packages, and new sealing bar coafig-rations. Encourag-ing results from previous woik -n sealing techniques using trans-versely radiused sealing bars* prompted furuher investigation ofthis technique( 2 ). These studies showed that high pressures,combined with opposing radiused or curved metal sealing bars pro-duced "flowing" of the thermoplastic inner lamina, resulting in afillet at the inner face of the seal junction. Based on this data,it was felt that with proper design of the sealing bars, the sameflowing action could be utilized to force liquid contaminants out
*Hereafter referred to as curved bars.
of the seal area without damaging the packaging materitl. Therefore,studies were initiated to evaluate the effect of curved sealing barsfor removal of contamination and package sealing. The objective ofthe studies was to establish the feasibility of curved-bar sealingfor contaminated packages and to establish the critical design para-meters applicable to a curved-bar sealer tor packaging materialscurrently used for thermoprocessed food applications.
Following studies on curved-bar sealing of package surface;contaminated with liquids, a limited study was conducted to determinethe feasibility of using a steam flush, followed by curved-bar vea.ingto rewve solid or particulate contamination and effact a positiveseal. In addition to cleaning the seal aurface, reduction of hcad-space gas volume to an acceptable level was accomplished as a resultof the steam flushing.
2. Materials &nd Fuipment.
a. Materials.
Two commercially available heat ptoceasab'e packagingmaterials were used ior this study. They are at follows:
(1) 0.003-inch modified polyolefin-0.O0035-inch 1145-0,luminua alloy foil-0.0005-inch rolyester.
(2) 0.003-inch high dezisity polyethylene-0.00035-inch2145-0 aluminum alloy foil-0.0005-inch polyester.
b. Control (Flat-Bar) Sealer,
A Sentinel, Model 12-12 AS l6bozatory heat sealer was the"11control" sealer, representing the normal sealing system used on most"p-ckaging equipment (Figure 1), ThA sealing bar is a Teflon-c-ated
i-insh by 12-inch aluminum flat bar. Heating is stcomplished ;% aconstzat resistanc2 cartaidge type heating elemene extending theantirA length of the bar. Temperature and ;ressure are accuratelycaritrollable within the limits of the sealing range of the packagingmaterials in use. Temperature iAriation from one loýation to Another41ong the length of the bar is xhown in Figure 2a.
c_ Pretotype Curved-Bar Sealer.
A prototype sealer fabricated by Midwest Research Institutewa, modified to provide the ffatures reqdired tor our studies( 2 ).Modification consisted of xedesign of the sealing Lars and replacementof the lower curved bar with a silicone rubber anvil (Figure 3).
2

1 4.1
14,
'-4
to~
3ý4ý

I LI
ot
'0 0
-4
)$4Q
trn -r 1
0- 0
t*0
CU4
rn.
CJOf0
Hr 4E.e r
Ln4

MIR
SýQeS
)S
Temperature and pressure controls are comparable to those of thestandard commercial sealer and the bar temperature variation isshown in Figure 2b.
d. Sealing Bar Configuration and Anvil System.
The precise alignment and extremely accurate pressurecontrol essential to assure production of tuniform seals, especiallyoaver a lengthy production period -hen using opposing metal sealingbars, were considered imoracticaP . in addition, the high pres-sures required to cause the thermoplastic sealing media to flowwere unnecessary to produce sufficient expulsion of liquid contami-nants to adequately clean the seal area. Therefore, efforts wereconcentrated on a sealing system composed of a heated, curved uppersealing bar, opposed by a resilient silicone rubber anvil. Theprinciple of the curved sealing bar-silicone rubber anvil systemis essentially a squeegee actionz which physically removes contami-nants during sealing, as illustrated in Figure 4.
Sealing bars of 1/8-, 1/4-, and 3/8-inch width, with 1/8-and 1/4-inch transverse radii, were evaluated on the basis of clean-ing action and the strength of seals produced on each. Excessivedeformation of the material was caused by the 1/8-inch-wide barresuiting in dizý.ge to the packnging material immediately adjacentto the seal. Reduction in jaw pressure to a level which eliminatedthis condition resulted in a partial loss of cleaning action and asignificant decrease in seal strength. Although there were noappreciable differentes in the strengths of seals made with the 1/4-and 3/8-inch-wide bars, the best overall performance for the materi-als used in this study was obtained with a 3/8-inch-wide bar havingradius of 1/4-inch on the sealing surface.
Viton and silicone rubber anvil materials were evaluatedfor use with the sealing bars discussed above. A silicone rubberzateriAl, having a duroueeter (Shore A) of 72, was found to possesszhi dcsired Fhysical characteristics and durability for this appli-cat4on. A harder material, Vitoz, baving a durometer ot 80 becamepermanently defoimed after 100 seali. A softer silicone rubber,havin5 a durometer of 56, developed hairline bresks after approxi-mately 24,000 seals (10 hours at 40 seals per minuct). No changesetea evident in the 72-durometer silicone rubber anvil after more
t•att 150,000 seals (more than 62 hours at 40 seals per minute).
6
'V4<LUcr- 00
<r 0I I"yI
aJL
LLLU
M <LUL

[
3. Experimental.
a. Precision Laboratory Equipment.
(1) Sealing Conditionn.
Comparative seal strength tests, conducted as describedbelow, were performed to establish optimum* sealing conditions for thetwo test materials on the curved-bar and flat-bar sealers. The sealingconditions shown in Table I were followed in the preparation of allsubsequent test samples in this study.
(2) Seal Strength Tests.
To determine the effect of water and grease contamina-tion on seals produced on the curved-bar sealer, the seal interfacesurfaces of pouches were coated with each of the contaminants andsealed at the "optimum" conditions established for each of the materi-als. A second set of samples, prepared in the same manner, were sealedon the flat-bar sealer. In both cases margarine was used as the greasecontaminant. Seal strength values were measured on an Instron tensiletester, using 1/2-inch-wide specimens cut from the closure seal of thetest packages. The loading rate (crosshead speed) used was ten inchesper minute. Seal strength values are reported in pounds-per-inch ofseal width.
(3) Effects of Heat Processing.
Commercially fabricated pouches, 4-1/2-inch x 7-inch,made from the two test materials, were filled with beans and tomatosauce and sealed on the flat-and curved-bar sealers at the previouslyestablished optimum sealing conditions. Prior to sealing, a coatingof sauce from the prnduct was spread evenly over the entire sealinterface surfaces of ebzh pouch. Manual manipulation of the filledpouches was used to expel excess air prior to sealing. A nondestruc-tive test was conducted to assure that redisual gas volumes in thetest packages were below the 6-cc limit established for heat-processedfoods in flexible packages of this size( 3 ).
Pouches, prepared as described above, were screened.and defective packages were removed. The acceptable packages were
*Optimum refers to the pressure-temperature-dwell time combivations,
within the ranges Included in the studies, which resulted in thehighest seal strength values. Other combinations would producecomparable strength values. Ranges used were those within the limitsof most commercial packaging equipmcnt.

TABLE I
SEALING CONDITIONS
FLAT-BAR SEALER:
Seal SurfacesMaterial Clean Contaminated*
High density poly- Temperature: 410*F. Temperature: 420eF.ethylene-aluminum Pressure: 40 psig. Pressure: 40 psig.foil-polyester Dwell Time: 1 Sec. Dwell Time: 1 Sec.
Hodified polyolefin- Temperature: 410*F. Temperature: 430'F.aluminum foil- Pressure: 40 psig. Pressure: 40 psig.polyester Dwell Time: 1 Sec. Dwell Time: i Sec.
CURVED-BAR SEALER:
High density poly- Temperature: 420"F. Temperature: 420"F.ethylene-aluminum Pressure: 30 psig. Pr-essure: 30 psig.foil-polyester Dwell Time: 1 Sec. Dwell Time: 1 Sec.
Modified polyolefin- Temperature: 380'F. Tealp,.rature: 390*F.aluminum foil- Pressure: 30 psig. Pressure: 30 •sig.polyester Dwell Time: 1 Sec. Dwell Time: 1 Sec.
*Contamination was accomplished by sp~eading a heav layer of
margarine over the entire seal surface.
9
hea:-processed at 250"F. for ?0 minutes, in accordance with flexiblemtterrcl screening pcrcedures for thermoprocessing applications( 4 ).A water cook, with fluctuating overriding air pressure : Lig •hecook and cooling cycles, was used to simulate conditions which mayoccur in a commercial processing system.
(4) Internal Pressure Burst Tests.
Internal pressure burst tests were conducted onretorted and unretorted packages containing beans and tomato sauce,prepared as described above. Pressurization was accomplished witha hypodermic needie through a sealant patch on the center of eachpouch. During pressure testiug, the pouches were restrained betweentwo rigid plates to limit exransion to one inch. A pressure increasjrate of 1 psig. per minute was used.
b. Application to Commercial Equipment.
The tests discussed above were conducted on seals producedby laboratory sealers with accurate, sensitive controls. To deter-mine if improved performance would be obtained from minimum modifi-cation of a commercial production-type sealing sachine, a comparisonof seals from the standard sealing bar and a modified bar was made.The sealing bar was rdified to approach as closely as possible theconfiguration whirh yielded the best results with the prototypecurved-bar sealer discussed above. Because of the size and locationof the cartridge heater in this bar, it could only be milled to1/2-inch width, with a 1/4-inch radius instead of the desired 3/8-inch vidth. Jaw pressure and dwell time were constant for all seals,with temperature varied at 25* intervals from 350*F. to 300*F.
c. Steam-Flush Curived-Bar Seal.
Encouraging results from studies on sealing through areas
contaminated with grease and water prompted consideration of steam-flushing followed by curved-bar sealing as a possible method ofremoving fibrous material from the seal area and reducing headspacegas volume to an acceptable level, following steam condensationwithin the package. This eliminated a separate mechanical vacuumi-zing operation.
Pouches, 4-1/2-inch x 7-inch, made from the two testmaterials, were filled with 4-1/2 ounces of ground beef in barbecuesauce. Th:e seal surfaces of each pouch were heavily contaminatedwith product prior to sealing. After steam-flushing for 2-1/2seconds, the steam nozzle was withdrawn and the pouch sealed withthe curved-bar sealer. The steam nozzle was designed to provide
10
distribution of steam over the entire seal surface, with the steamdirected downward and into the pouch surface at an angle of approxi-mately 45 degrees. Residual gas measurements and burst tests were
conducted on the packages after retorting for 30 minutes, asdescribed above.
4. Results.
a. Seal Strength Tests.
Table II showa the average seal strength values obcained withflat- and curved-bar sealers. Under ideal conditions, i.e., clean sealaurfaces sealed at optimum conditions, the flat-bar seals were slightlystronger than those made on the curved-bar sealer. When seal surfaceswere contaminated with water or grease, the strength of flat-bar sealsdropped to less than the minimum acceptable strength of 10 pounds perinch, while those made on the curved-bar sealer shGwed considerablyle"s strength less and were all above the 10-pound minimum. It wasalso.noted that water had a slightly greater effect on sealability thandid grease. Analysis of variance shows a significant difference at the11 level between clean and contaminated packages and between curved-aid flat-bar seals (see Table I11).
b. Effects of Heat-Poceasing.
Immediately after sealing, visual examination revealed leak-age of product through the closure seal of 201 of the contaminatedpackages, which had been sealed on the flat-bar sealer. No leakagewas found in the packages sealed on the curved-bar sealer. Afterretorting, nearly 90Z of the flat-bar sealed packvges showed leakageat the closure seal. All packages sealed on the curved-bar sealerr.7ained intact. Figure 5 shows the comparative failure (leakage atthe closure seal) rates of the curved- vs. flat-bar sIals for the twomaterials tested, both before and after retorting.
c. Internal Pressure Butst Tests.
Table IV shows the average burst strength values of poucheswith clean and contaminated curved-bar closure seals and clean flat-bar closurc seals. Because of the high failure rate of contaminatedseals made with the flat sealing bar, no pressure tests were conductedon these packages.
d. Application to Commercial Equipment.
Figures 6 and 7 show the strength values obtained from flat-and curved-bar seals made on standard and modified coimercial equipment.
11
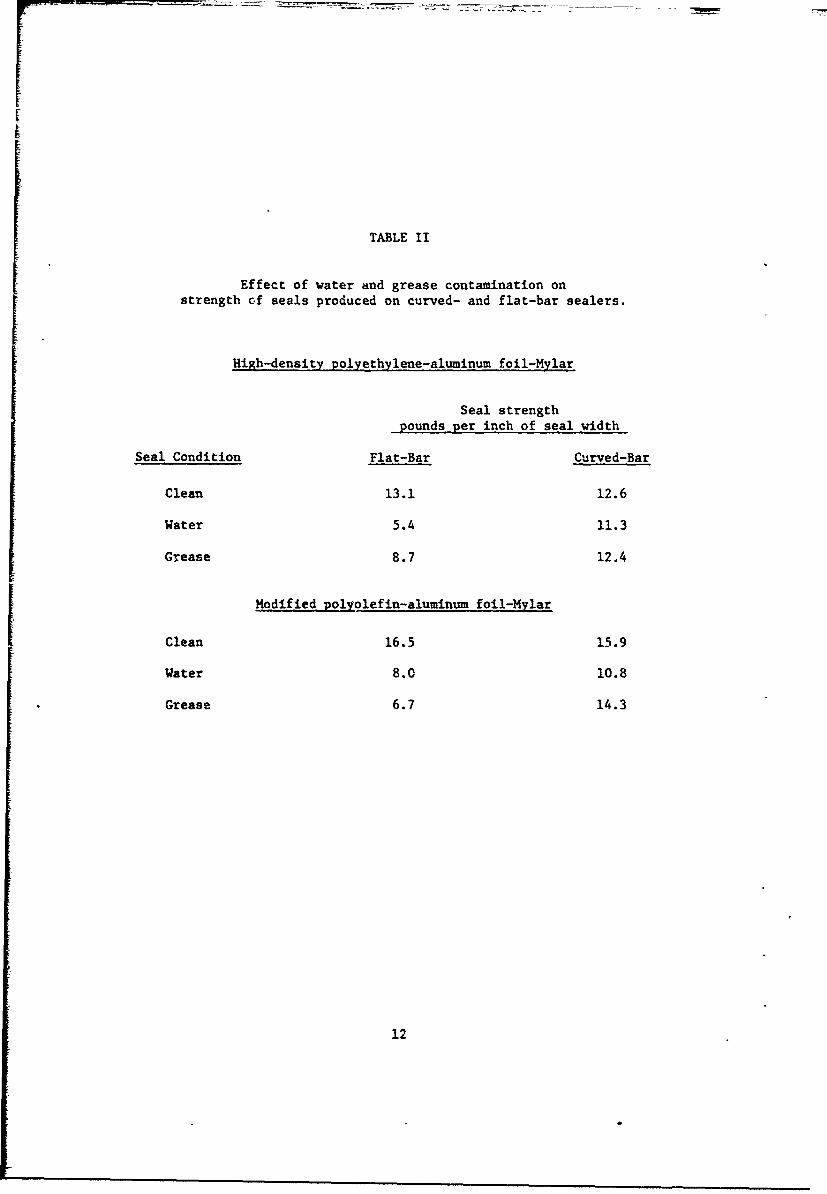
TABLE II
Effect of water and grease contamination onstrength of seals produced on curved- and flat-bar sealers.
High-density polyethylene-aluminum foil-Mylar
Seal strength
pounds per inch of seal width
Seal Condition Flat-Bar Curved-Bar
Clean 13.1 12.6
Water 5.4 11.3
Grease 8.7 12,4
Modified polyolefin-aluminum foil-Mylar
Clean 16.5 15.9
Water 8.0 10.8
Grease 6.7 14.3
12
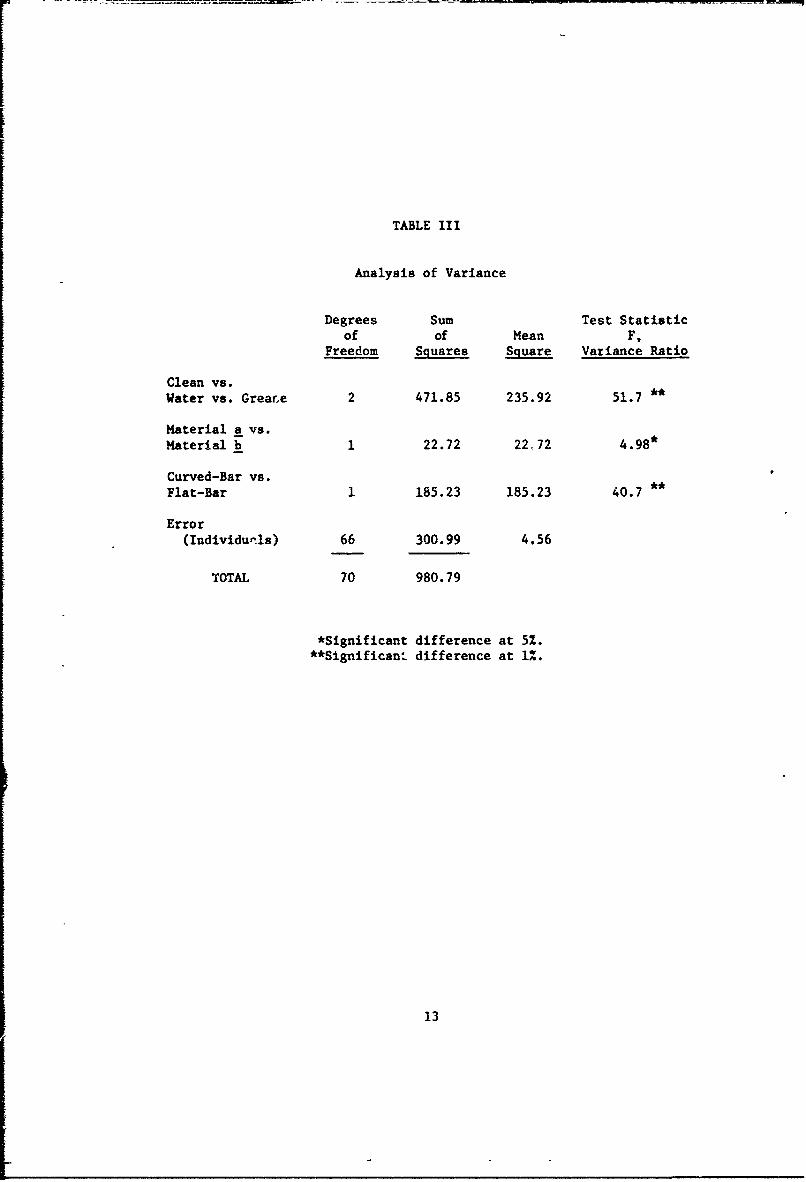
TABLE III
Analysis of Variance
Degrees Sum Test Statisticof of Mean F,
Freedom Squares Square Variance Ratio
Clean vs.Water vs. Grear~e 2 471.85 235.92 51.7 **
Material a vs.Material b 1 22.72 22372 4.98*
Curved-Bar vs.Flat-Bar 1 185.23 185.23 40.7 **
Error(Individurls) 66 300.99 4.56
TOTAL 70 980.79
*Significant difference at 5%.**Significant difference at 1%.
13
04 4
1~ 41
o. 04V4 41
aw p a A a
04
v 441 0
641
-4 0v4 P41 n4
0 AI
41 41
"Ok 04I$4 4.4 II
00
X4
141
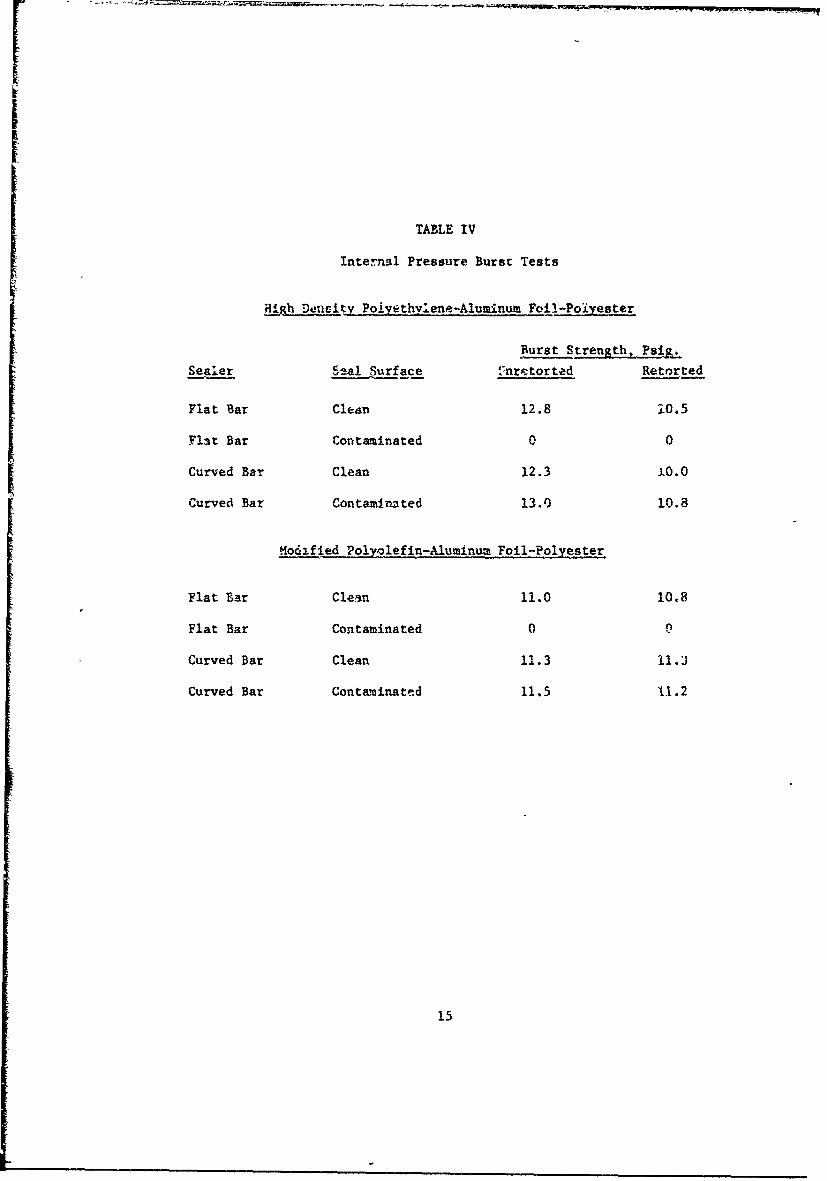
TABLE IV
Internal Pressure Burst Tests
High ensity .Poiyethvyene-Aluminum Foil-Poiyester
Burst Strength, Psa..
Sea~ler Seal Surface .nrptorted Retorted
Flat Bar Cledn 12.8 20.5
Flat Bar Contaminated 0 0
Curved Bar Clean 12.3 10.0
Curved Bar Contaminated 13.0 10.8
Modified Polyolefin-Aluminum Foil-Polyester
Flat Bar Clean 11.0 10.8
Flat Bar Contaminated 0 0
Curved Bar Clean 11.3 11.3
Curved Bar Contaminated 11.5 11.2
15
14
13 Curved Bar
/12/
Si0 /) /
o /
S4/
$ 4
a /
S3
3b.) 375 t00 125 430 475 500
Bar T,--rerur (iDer F.)
Pigure 6. Seal strength, high density polyethylene-aluainum fol-polyester, gealei on a commercial
sealer witih standard ard experimental sea!int barc.Seal surfaces vcre contaminated with margarine.
16

12f]
11- i
10
• 9
o
0 88
0
SCurvec Bar7
1 / lat Bar
7 /
3
2
///
375 400 424 450 475 M
Bar Yemperature (Die-rees F.)
Figure 7. Seal strength, modilied pclyelefin-aluminum foil-polyester, seale,_ on a ao=,--rcial
sealer with standard and experimental sealing b:ýzs.Seal surfaces wxre contaminated with margarine.
17

I
With seal ru'faces heaviiy contaminated with margarine, a significantimprovement iv strength (28.6% and 31.8%) rcsulted from the use of acuy~d sealing bar.
e. Steam-Flush Curvee-Bar Seal.
Residual gas volumes, determined by uater displacement, areshown in Table V, The wide difference (0.4 cc to 3.6 cc) in totalzeald-,al gas volume h&f been attributed tc variatio"ts i total fluehtime. Packageo were band held for fiuahing, and .a&nually transferredt.. the aealer. The steam cycle was also manually controlled throughhand v-lves. Despite these conditions, all test plckages were belowthe a vý-.m allowable headapace gas volume of 6 cc 4).
Visu, 1 examination of pouchns prior to retorting showed nodefective seals, and all test packages survived retorting with novisible evidence of closure seal deg':adation. Pre.-sure tests ofretorted pouches showed an average v&lue of 11.5* psig before failure.
5. Conclusions.
The purpoze of this atoy was to evaluate a curved-bar sealingsirstea aa a means of obtaining relisble closure seals of flexiblepazkages when the bealitg surfaces are Lontaminated. The data showsthat bigly efficient stals caa be obtained with this system, evenwhen seal interface surfacea have been heavily contaminated witharease or cov~r2ed t water. It has also shcwn that precise controlof ell ssaling conditions is net necessary to realize a significantimproveaeat in seal reliability by use of curved sealing bars. Steam-flusbing in effective iL reducing headspace gas volume and removingporticulate contaminants from the seal surfaces.
*These burst pressure values are not directly comparable to otherburst values reported because a 1/2-inch restraining device vae usedinstead of 1-inch, as used in previous tests.
18

TABLE V
Residual Gas Volume -
Pouches steam-flushed approximately 2-1/2 seconds
Group 1 Group 2
High Density Polyethylene- Modified Polyolefin-Aluminum Foil-Polyester Aluminuma Foil-Polyester
3.6 cc 3.1 cc
0.9 cc 1.4 cc
0.4 cc 4.8 cc
0.9 cc 4.0 cc
3.4 cc 1.0 cc
2.8 cc 0.7 cc
2.7 cc 1.0 cc
2.0 cc 0.9 cc
0.5 cc 2.7 cc
Average 1.90 cc Average 2.17 cc
19

I
6. Literature Cited.
(1) Rubinate, F. J., G. L. Schulz, and R. A. Lampi. TheCommercial Potential of Flexible Packages for Thermoprocessed Foods.Packaging Institute Forum, New York, New York, September 1968.
(2) Beadle, B. W. Development of New Methods of Sealing Flex-ible Containers. DA19-129-QM-923, Report No. 12, Midwest Resea-chInstitute, Kansas City, Missouri, for the period 17 Apr 57 to 15 Sep 59.
(3) Wax, Steven. Evaluation and Comparison of Three Methods forDetermining the Volume of Residual Gas in Flexible Packages. Unpub-lished Data, 1967.
(4) Lampi, R. A. Requirements for Flexible Films for Heat-Processed Foods. Unpublished Data, 1967.
20

SecurityDOCUMENT CONTROL DATA - R & D(Securty classllicetJon of riftie body it abstract and Indexing annotation must be entered,. the ovreral) rop.r Is clae~slled)
I ORIGINATING ACTIVITY (Corporate author) 28. REPORT SECURITY CLASSIPICATION
U. S. Army Natick Laboratories J UNCLASSIFIEDNatick, Massachusetts 01bO 1 b. GROUP
3 REPORT TITLE
Sealing Through Contaminated Pouch Surfaces.
4 OIECRIPTIVE NOTES (7r . of t epat nd Inclusive date&)
Exploratory Development5. AU TPIR|S) (First na• , mid&e initial. last name)
Gerald L. Schulz and Raymond T. Mansur
7 F.PORT DATE 74. TOTAL NO. OF PAGES b. NO. OF REPtrS
Mily 1969 20 1 4"•. CONTRACT OR GRANT NO. ORIGINATORS REPORT NUMdRN(S)
b. PROJECT NO. IJ662708D552 69-76-GP
C. b OTHER REPORT NO(S) (Any other nulber@ Shat may be eelined
tO. DISTRIBUTION STATEMENT
This document has been approved for public release and sale; its distribution is
unlimited.
St. SUPPLEMENTARY NOTES 12 SPONSORING MILITARY ACTIVITY
U. S. Army Natick LaboratoriesNatick, Massachusetts 01760
13. ABSTRA(:T
Examination of a large number of thermally processed flexible packages has shownthat the primary cause of package failure can be attributed to occluded matter in
the closure seal.
This study indicated that by using a curved-bar sealing system reliable closure seals
are attainable even when the sealing surfaces are heavily contaminated with grease or
covered with water. Even without precise control of all sealing conditions, asignificant improvement in seal reliability was obtained by use of curved sealingbars.
Steari-flushing of the closure area was effective in reducing headspace gas volume and
removing particulate contaminants from the sealing surfaces of flexible packages.
Curved-.bar closure seals applied after steam-flushing producei highly efficient seals.
SDD "-- " skee• ia . s. A 0 , OR 1167. 147 JAN 4.4 WH4C24 IS
DDI , , •&.1473 oP,,, o? u,,. UNCLAASIFIEISecurity Cý§icao
1ýýI ton

UNCLASSIFIEDSecurity Clasal !--.'tn
KE LINK A LINK 8 LINK CKEY WO ROI...
NROLC WY ROLIE WT ROLE WT
Sealing
Heat Sealing ,8 4Pouches (Food) 9 9,4
Curved Sealing BarsCleaning 8
Surfaces 9
Closures 9
S team 10
I-I
IA: iI
UNCLASSIFIED
Secuity las irialf