white paper - smart manufacturing...
TRANSCRIPT

Whi
te P
aper
Serialization of Pharmaceuticals A Key to Success for the Pharma Industry
Trust METTLER TOLEDO to show you the way
Are you ready
for 2019?

Contents
1 Trust is good – Cutting-edge technology is better!
2 Are you prepared for Track & Trace?
3 Consistency, transparency and tracking
4 The challenge – Handling large volumes of data
5 Different countries, different needs
6 Components of an ideal solution – Consistency pays off
7 Your supply partner needs to be an international expert
8 Practical advice: suppliers of complete solutions offer many
advantages and benefits
9 Fully equipped – A sustainable solution for future success
METTLER TOLEDO PCE ,Serialization´ White Paper –
21
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
1 Trust is good – cutting-edge technology is better!
Where health is concerned, trust is central to the healing process. As well as trusting the medical knowledge, skills and experience of the physicians who treat us, we also have confidence and trust in our own body's defences. In addition, and perhaps most important of all, we trust in the efficacy of drugs in our recovery and return to good health.
However, these days, trust in pharmaceutical manufacturers is being shaken more and more by the appear-ance and spread of counterfeit drugs and pharmaceutical products. Such counterfeits may not contain effec-tive ingredients, and may have adverse effects on those who take them, believing them to be genuine.
In the worst cases, taking such counterfeit drugs can result in tragic and unnecessary fatalities. In 2009, the WHO (World Health Organisation) estimated that 10% of the drugs sold worldwide were counterfeit products. It has also been suggested that 50% of the drugs ordered via the internet are counterfeits.
In the past there's been counterfeiting of medicines across all categories from high-priced branded products over import and re-import products through to generics and OTC products.
Manufactured and distributed by criminal gangs, pharmaceutical counterfeit products are now a worldwide problem. International pharmaceutical markets are widely penetrated by counterfeit products, and many of the world’s key health organizations and authorities are in agreement on the need to take decisive measures against these activities.
However, fighting the trade in counterfeit pharmaceuticals is not a straightforward matter, since pharmaceutical products are manufactured and distributed internationally. For example, a drug may be produced in America, then pass through Asia or Eastern Europe en route to its destination in Western Europe. This journey will involve initial manufacture and production, packaging, re-packing and shipment. This is a complex and multi-layered process, and part of a global value-added chain which does not lend itself to consistent or easily imposed con-trols.
'Serialization' describes the process of printing and verification of unique serial numbers on medications. Together with 'Aggregation' (see separate METTLER TOLEDO White Paper) also known as 'Track & Trace', this process is increasingly becoming a crucially important activity for achieving quality, safety and trust in the global pharmaceutical industry; and because of the startling increase in international pharmaceutical product counterfeiting, many countries have started to implement new laws and new Track & Trace processes in order to eliminate weak points in the supply chain.
Decisive steps have been taken at a European level in this regard. In 2011, the European Parliament passed the EU Falsified Medicines Directive (Directive 2011/62/EU), which is aimed at preventing counterfeit products from penetrating the legal supply chain. This Directive requires all EU Member States to implement a system to protect consumers from counterfeit medicines by 2019 at the latest. From then on, all prescription pharmaceuticals must be labeled with a clear, individual serial number, consisting of up to twenty randomly generated characters. Furthermore, only undamaged packaging will be allowed on the market. The Directive will become compulsory for Belgium, Greece and Italy from 2025 onwards.
The EU Falsified Medicines Directive includes numerous initiatives for the protection of both the supply chain and patients, and also stipulates that any repackaging must be marked with complex safety features in order to allow for identification and authenticity checks. The labeling of pharmaceuticals with these kinds of safety features, e.g. 2D barcodes, is the focus of these initiatives. By using such codes, pharmacists will be able to check immediately whether or not the packaging has come from a legal source. The information contained within the barcode must in any case be printed legibly on the box for consumers as well. However, the Directive allows for one exception. Packaging is exempted from this requirement should the combined length of the two longest sides be less than ten centimeters.
The requirement for clearly identifiable and traceable labeling on pharmaceuticals is not only limited to Europe: The Drug Quality and Security Act (DQSA) passed by the U.S. Food and Drug Administration (FDA) in 2013, the law for food safety in China and the provisions of the Brazilian Health Surveillance Agency (ANVISA) all stipulate similar procedures, for example. More than 80% of pharmaceuticals sold worldwide are subject to serialization regulations, with Europe, the U.S. and China alone accounting for over 70% of these.
2 Are you prepared for Track & Trace?
At this point, delaying the implementation of a Track & Trace system for the European market is no longer an option. The serialization laws and regulations are already taking effect across the pharmaceutical industry – manufacturers should already be working on their implementation in other words, because from 2019 on, all pharmaceuticals which fall under the verification requirements must be labeled with a coded serial number.
2019 marks the end of the transitional period, which means that the EU Falsified Medicines Directive must be fully implemented in all EU Member States by then. Therefore, production lines must be modernized to include complex systems for labeling and visual verification, and these systems must function reliably even at the highest production speeds.
Source: http://eur-lex.europa.eu/homepage.html (February 2016)
Missing out on implementing serialization processes in time, will result in some pharmaceutical manufacturers not being able to mark their products appropriately by the proposed deadline, making those products unsaleable.
Introducing a reliable serialization system is not only time-consuming, but is also technically demanding. Tasks include:

43
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
• Implementing printing of unique serial numbers on product packages
• Installing camera systems for serial number verification
• Adapting the IT environment in the production and packaging of medicines to manage all data from
printer level up to the ERP system
• Implementing quality assurance processes to secure compliance and consistency of all Track &
Trace Activites.
Manufacturers must ensure that product authenticity is guaranteed. This is the only way to stop counterfeiters and prevent fatalities arising from counterfeit medication. In addition to dangers to consumers, increasing losses seen by pharmaceutical companies as a result of counterfeiting also offer strong grounds for a shift in attitude. Serialization systems ensure that the integrity of the brand-name is protected - and they also boost the confi-dence of patients and pharmacy customers.
The debate surrounding serialization solutions is increasingly gaining momentum – and in light of the present legal situation, it is strongly recommended that pharmaceutical companies take the initiative and start communi-cating their product-line serialization requirements to reliable partners.
With this in mind, investments in printing and camera systems, along with technical solutions for producing ran-domised serial numbers, should be regarded as necessary long-term measures!
3 Consistency, transparency and trackingValue-added chains within the pharmaceutical industry have international implications. Manufacturers oper-ate production sites in different countries all over the world, so requirements for consistent control of pharmaceu-tical products are made more complex by variations in national laws and regulations, as well as by national and local differences in technical equipment.
The need for consistent traceability of pharmaceutical products demands solutions for serialization which com-ply with all national requirements, in order to demonstrate a consistent product pedigree that starts with the manufacturer, then links to the wholesaler, to the pharmacy – and, of course, to the end customer.
Only an integrated serialization program can ensure consistent control and tracking of the product, from manufacture through to delivery to the customer. In order to address the problem of pharmaceutical counter-feiting, it is not sufficient simply to mark packages with encoded safety characteristics. Instead, transparent data management, comprising all production steps and distribution channels, needs to be the basis for controlling and tracing pharmaceutical products throughout the supply chain.
In some instances, a single nation's requirements can have a strong impact on production. For example, where pharmaceuticals from an international company are destined for different countries, they may well all be manufactured on the same production line. If this is the case, the precise allocation of the appropriate informa-tion to each product, package, carton and container requires considerable knowledge, skill and experience in order to ensure that everything is correct. Simply allocating the right serial numbers can be a challenge, with all other Track & Trace actions requiring equally demanding processes in order to ensure successful completion of the task.
More and more countries worldwide are now agreeing that legal regulations are the only way forward if there is to be an effective fight against counterfeit products and falsifications of single pharmaceutical packages. Manufacturers face the challenge of differences between national requirements, deadlines and con-trol mechanisms; they also need to develop future-oriented solutions for technology and data management, if they are to accommodate frequent modifications and amendments to existing national regulations. In addition, manufacturers need to recognize that data must be managed and passed on to pharmaceutical customers and consumers in a secure, controlled environment.
65
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
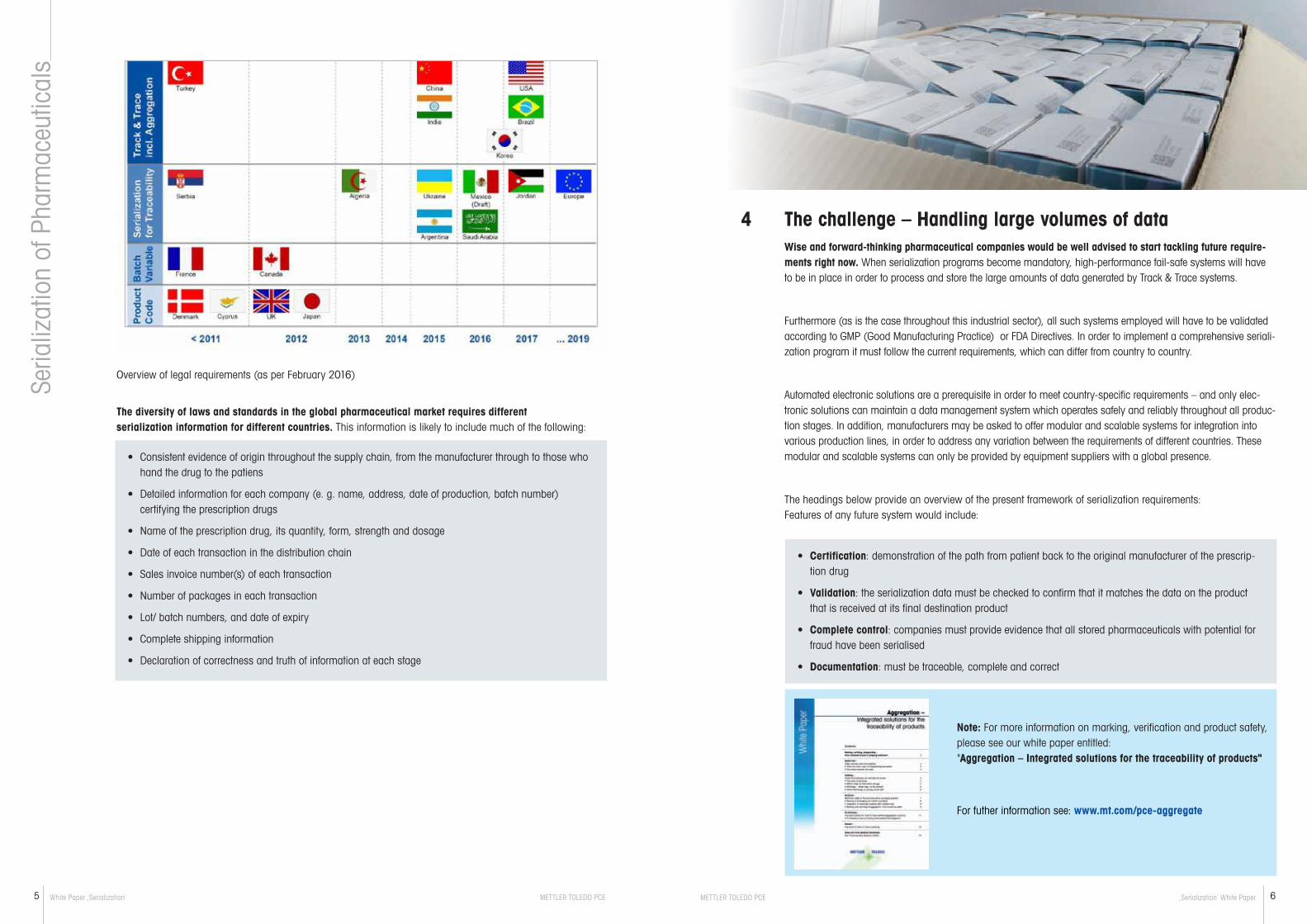
Overview of legal requirements (as per February 2016)
The diversity of laws and standards in the global pharmaceutical market requires different serialization information for different countries. This information is likely to include much of the following:
• Consistent evidence of origin throughout the supply chain, from the manufacturer through to those who hand the drug to the patiens
• Detailed information for each company (e. g. name, address, date of production, batch number) certifying the prescription drugs
• Name of the prescription drug, its quantity, form, strength and dosage
• Date of each transaction in the distribution chain
• Sales invoice number(s) of each transaction
• Number of packages in each transaction
• Lot/ batch numbers, and date of expiry
• Complete shipping information
• Declaration of correctness and truth of information at each stage
4 The challenge – Handling large volumes of dataWise and forward-thinking pharmaceutical companies would be well advised to start tackling future require-ments right now. When serialization programs become mandatory, high-performance fail-safe systems will have to be in place in order to process and store the large amounts of data generated by Track & Trace systems.
Furthermore (as is the case throughout this industrial sector), all such systems employed will have to be validated according to GMP (Good Manufacturing Practice) or FDA Directives. In order to implement a comprehensive seriali-zation program it must follow the current requirements, which can differ from country to country.
Automated electronic solutions are a prerequisite in order to meet country-specific requirements – and only elec-tronic solutions can maintain a data management system which operates safely and reliably throughout all produc-tion stages. In addition, manufacturers may be asked to offer modular and scalable systems for integration into various production lines, in order to address any variation between the requirements of different countries. These modular and scalable systems can only be provided by equipment suppliers with a global presence.
The headings below provide an overview of the present framework of serialization requirements: Features of any future system would include:
Note: For more information on marking, verification and product safety, please see our white paper entitled: "Aggregation – Integrated solutions for the traceability of products"
For futher information see: www.mt.com/pce-aggregate
• Certification: demonstration of the path from patient back to the original manufacturer of the prescrip-tion drug
• Validation: the serialization data must be checked to confirm that it matches the data on the product that is received at its final destination product
• Complete control: companies must provide evidence that all stored pharmaceuticals with potential for fraud have been serialised
• Documentation: must be traceable, complete and correct

87
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
Reference: above all other factors, an increase in the efficiency of modern production lines can be achieved by a higher throughput rate - which means that the time available to serialize pharmaceutical packages in future programs will be further reduced. As a result of higher throughput rates, a whole range of activities, such as printing, product hierarchy (e.g. a single folding box, a bundle or a pallet) and storage of data, will have to be completed under the pressure of time.
The same time restraints will apply to data processing, from the device reading the code up to company-wide data processing systems. However, at all levels, safety must be paramount – so these technological challenges must be faced by both the pharmaceutical industry and by suppliers of serialization solutions.
Many companies use the OEE (Overall Equipment Effectiveness) process as an indication of their efficiency. On the basis of Availability, Performance and Quality, information is provided about production-line performance – and this information is used to measure the effectiveness of the company’s serialization solution. A score of over 85% represents world-class performance.
• The ability to handle high volumes of data: depending on the length of the supply chain, a considerable volume of serialization data may need to be processed
• Storage of informationen: each partner in the supply chain must keep documentation of all products, including the certificate of origin, for several years
• Reliability: the serialization information must be captured and stored before a product is dispatched
• Certification: each organization from the manufacturer onwards must be able to authenticate its part in the supply chain, maintain a record of this authentification, and certify that the shipments have complete and accurate documentation
Note: For more information on how overall equipment effectiveness is calculated, please see our white paper entitled: "A Guide to OEE".
For further information see: www.mt.com/garvens-oee
5 Different countries, different needsRules and regulations are constantly evolving, so they require solutions that solve both current and future challenges. In addition, the production of pharmaceuticals and drugs follows the rules of international value-added chains – and their complex structures. Prescription drugs are distributed throughout the world, which requires, a highly complex supply chain, from the manufacturer through to the end customer.
Drugs are produced, distributed, re-packed and sold on by a series of organizations before the goods finally reach the patient. In addition to the challenge of international logistics, the different regulations of the countries concerned require sophisticated serialization solutions.
Even in the longer term, we cannot expect the same or similar rules to apply to the international pharma-ceuticals trade - and the continuing evolution of country-specific standards presents a challenge for seriali-zation, its current techniques and its future development.
As a simple example, differences between countries can be illustrated by the way the concept of the ‘Expiry Date’ is expressed.
In Europe, the date is expressed in the order Day/Month/Year, whereas in the USA it is Year/Month/Day.
Prevailing standards in Europe and elsewhere differ considerably, and may undergo modification during imple-mentation of serialization. So it is essential to ensure that any anomalies introduced by the legislative bodies of different countries are addressed, using lessons learned from practical experience.
Crucially important for effective serialization is good communication between pharmaceutical companies and government agencies. Good communication ensures that information concerning new laws (or amendments to existing laws) can be passed on promptly. The services of serialization solution providers and production line suppliers are in demand in this area as well - and they should develop solutions that are flexible enough to ac-commodate future changes.
109
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
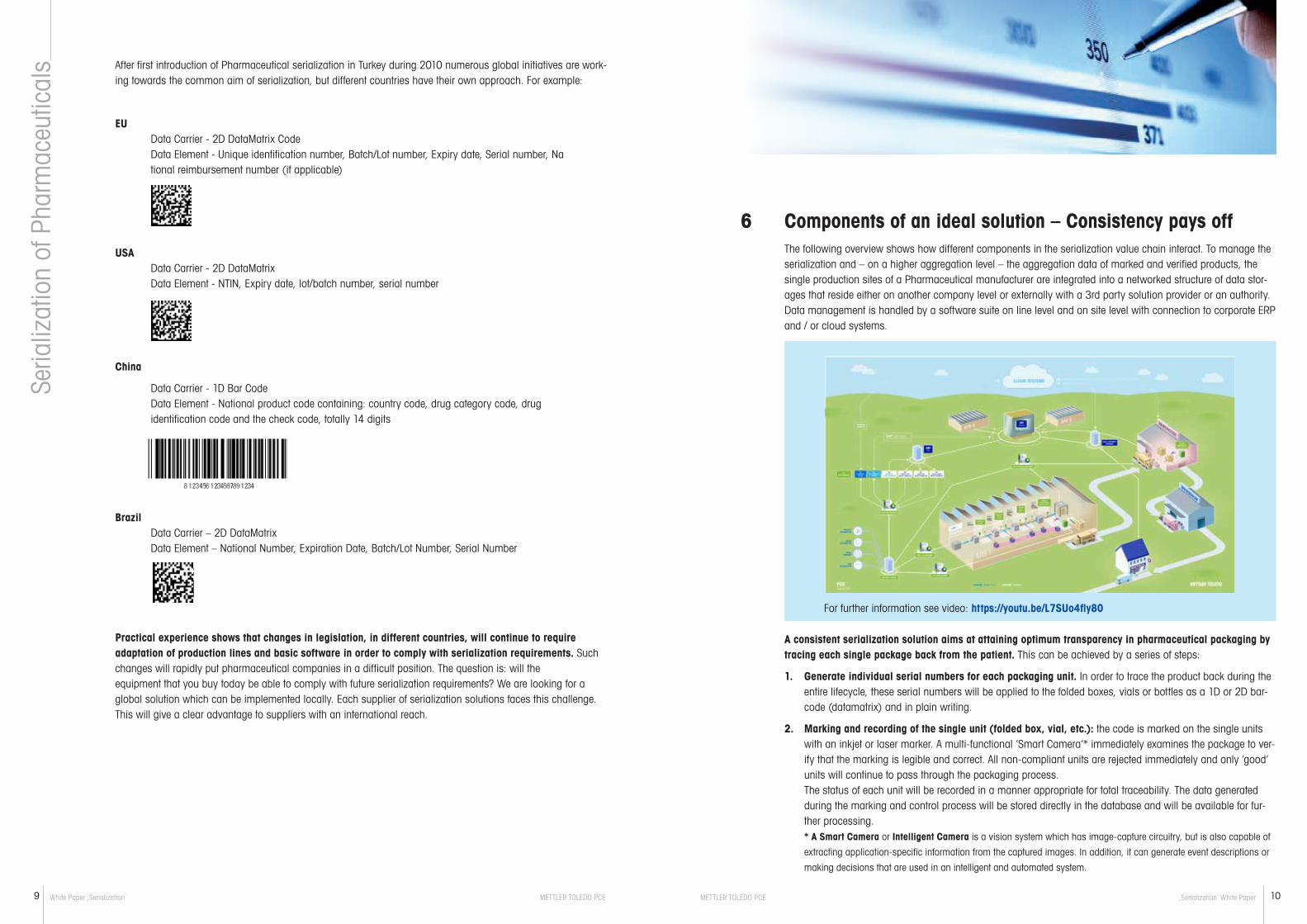
After first introduction of Pharmaceutical serialization in Turkey during 2010 numerous global initiatives are work-ing towards the common aim of serialization, but different countries have their own approach. For example:
EU Data Carrier - 2D DataMatrix Code Data Element - Unique identification number, Batch/Lot number, Expiry date, Serial number, Na tional reimbursement number (if applicable)
USA Data Carrier - 2D DataMatrix Data Element - NTIN, Expiry date, lot/batch number, serial number
China
Data Carrier - 1D Bar Code Data Element - National product code containing: country code, drug category code, drug identification code and the check code, totally 14 digits
Brazil Data Carrier – 2D DataMatrix Data Element – National Number, Expiration Date, Batch/Lot Number, Serial Number
Practical experience shows that changes in legislation, in different countries, will continue to require adaptation of production lines and basic software in order to comply with serialization requirements. Such changes will rapidly put pharmaceutical companies in a difficult position. The question is: will the equipment that you buy today be able to comply with future serialization requirements? We are looking for a global solution which can be implemented locally. Each supplier of serialization solutions faces this challenge. This will give a clear advantage to suppliers with an international reach.
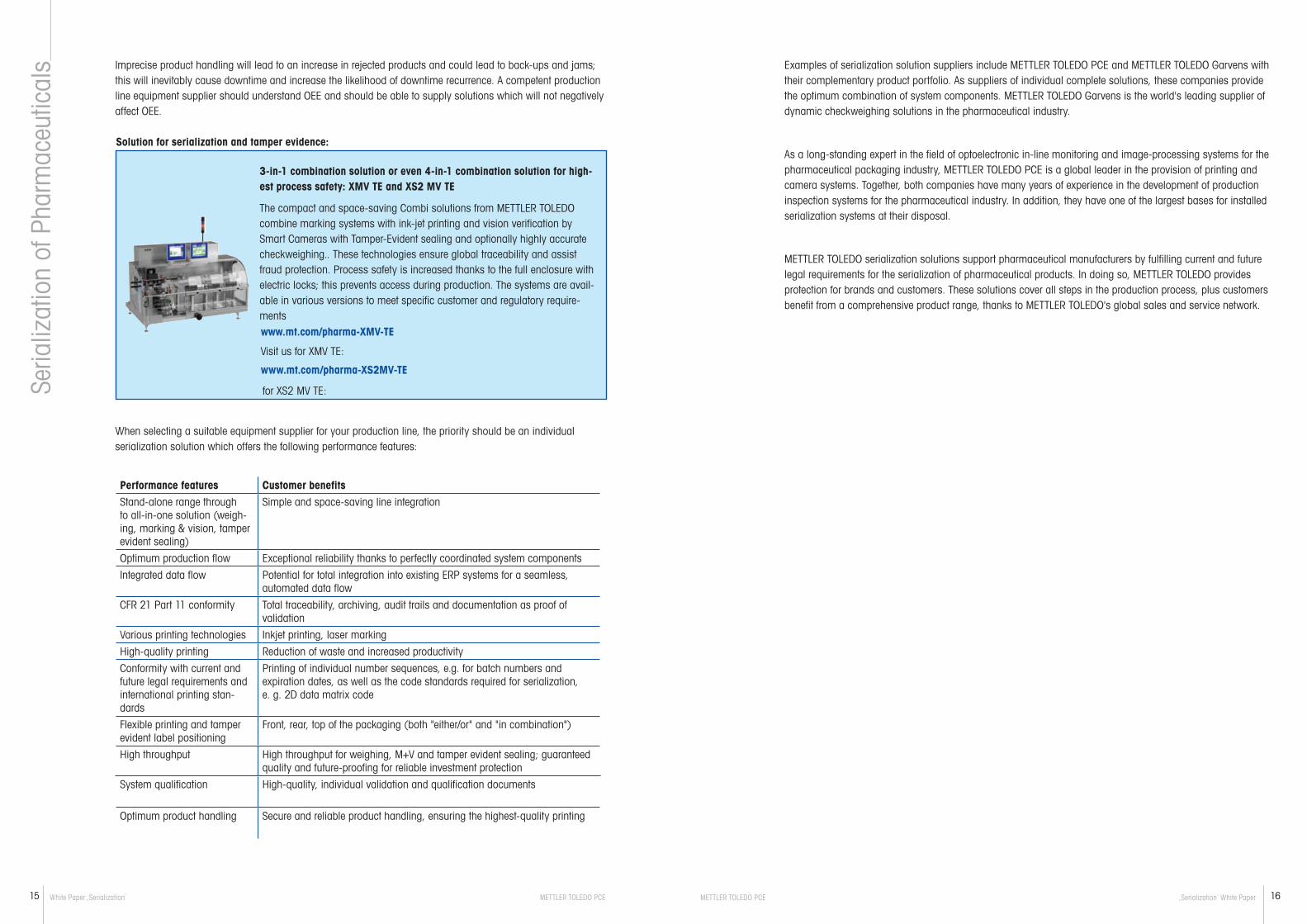
6 Components of an ideal solution – Consistency pays off The following overview shows how different components in the serialization value chain interact. To manage the serialization and – on a higher aggregation level – the aggregation data of marked and verified products, the single production sites of a Pharmaceutical manufacturer are integrated into a networked structure of data stor-ages that reside either on another company level or externally with a 3rd party solution provider or an authority. Data management is handled by a software suite on line level and on site level with connection to corporate ERP and / or cloud systems.
A consistent serialization solution aims at attaining optimum transparency in pharmaceutical packaging by tracing each single package back from the patient. This can be achieved by a series of steps:
1. Generate individual serial numbers for each packaging unit. In order to trace the product back during the entire lifecycle, these serial numbers will be applied to the folded boxes, vials or bottles as a 1D or 2D bar-code (datamatrix) and in plain writing.
2. Marking and recording of the single unit (folded box, vial, etc.): the code is marked on the single units with an inkjet or laser marker. A multi-functional ‘Smart Camera’* immediately examines the package to ver-ify that the marking is legible and correct. All non-compliant units are rejected immediately and only ‘good’ units will continue to pass through the packaging process. The status of each unit will be recorded in a manner appropriate for total traceability. The data generated during the marking and control process will be stored directly in the database and will be available for fur-ther processing. * A Smart Camera or Intelligent Camera is a vision system which has image-capture circuitry, but is also capable of
extracting application-specific information from the captured images. In addition, it can generate event descriptions or
making decisions that are used in an intelligent and automated system.
For further information see vide o: https://youtu.be/L7SUo4fly80

1211
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
3. Marking and recording of aggregations (bundles, shipping cases, pallets, etc.): the process of recording the single units is followed by documentation of the ‘parent/child’ relationship as the basis of the complex aggregation process. This requires corresponding modules for the marking of bundles, covering boxes and pallets by using intelligent Smart Cameras or high-resolution and PC-based megapixel cameras. The recorded units of the corresponding collecting units (e.g. a shipping box) are assigned logically to en-sure complete traceability. This process can comprise several packaging steps, depending on the design of the production line.
4. Safe storage of production data is crucial: efficient and cost-oriented serialization solutions ensure a pos-sible connection of several lines (even at different production sites) to a central database. A central server transmits the data from all devices to (for example) the standard SQL database - and so allows archiving to be accomplished safely and securely. Later, this data pool will form the basis for creating corresponding reports (records/protocols). This presents an easy way to fulfil regulatory and internal requirements – and integration of different solu-tions into customers' existing IT structures is facilitated by industrial standards such as Java and SQL. Con-nection to existing back-end systems (e.g. SAP) is possible via standardised XML interfaces, provided that the supplier of the solution can offer appropriate guidance.
5. An ideal serialization solution depends on high-level requirements. Only an efficient data management system allows consistent tracking and verification of drugs over the whole production and supply chain. This applies for all systems and for all production and distribution processes – both for ERP systems and for systems of supply chain management. Furthermore, the different national regulations mentioned above must also be satisfied, such as adaptation to different technical designs of production lines.
The advantages of a cutting-edge serialization solution for the pharmaceutical production industry are clear:
• Increase of equipment efficiency by faster adaptation to international requirements
• Anticipation of potential future global regulations in case of a comprehensive solution
• Reduction of cost by: – Prevention of rejections, downtime or recalls by increased transparency – Reduction of staff cost through improved software
• Ensured brand protection and confidence-building through a consistent control system which, provides protection against counterfeits through verified product traceability.
7 Your supply partner needs to be an international expertYou will probably require a supply partner who is technologically capable, as well as being experienced in developing and implementing new systems on an international basis. These new systems must be validated, ready for operation, and fail-safe - including integration of new components into existing production lines. In order to overcome the well-known challenge of ensuring that interfaces are correct, an effective solution needs a network of maintenance technicians who will be available at short notice when problems arise at a production site; such a maintenance service must be available at any location worldwide.
The supply partner must be a company that can provide advice of measurable value to the customer. This should automatically include a worldwide monitoring of regulatory changes and amendments, and on-demand transfer of such valuable information directly to the customer. The supply partner should also provide active customer support with regard to cost management and risk minimisation. The best way to deliver this service provision is via a long-term and mutually rewarding business relationship, especially in the case of international pharmaceutical manufacturers. After all, a serialization project may last over a period of one or two years, in-volving several sites throughout the world.
Given the complex requirements in terms of production line infrastructure, pharmaceutical companies should decide upon a suitable partner at an early stage in the process. When selecting a supplier, the follow-ing factors should be an absolute priority:

1413
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
Integration of components, software and hardware from other equipment suppliers is a familiar problem when implementing a serialization solution. The new components may satisfy immediate requirements, but adaptation problems may arise when combining new components with existing equipment - which can result in time delays and additional costs.
Experience has shown that the best solution to this problem is the establishment of a strong relationship with a central supplier, who already works in partnership with other suppliers and who knows how to combine different types of components. This is especially relevant where code printing (marking), optical verification and potentially also checkweighing are required in a complex serialization.
• Level of information: Does your supply partner know the current regulatory requirements in various countries – and do they monitor those regulatory requirements? This could be decisive when ascertaining the required solution functionality. Moreover it will pay you to have a valued partner on whom you can depend to provide reliable input and support for long-term strategic initiatives.
• Know-how regarding integration: Is your supply partner able to provide solutions for established components and technologies that al-ready exist in your production line? If so, this could considerably reduce integration costs and timescale.
• Competence: Is there any proof that your partner will be able to deliver performance to the required standards over a long period of time? Is an international roll-out likely?
• Stability of resources: Does the partner have the financial stability and resources to meet short-term requirements and to deliver an economical service in the long-term?
• Efficiency of service: Does the partner offer a global service with strategically located support that can respond to all your on-site needs?
• Capabilities: Are the solutions offered by the supply partner flexible enough to integrate with existing software and hardware, including the possibility of easy integration with new technologies and evolving require-ments? Has the partner already proved that he can successfully carry out projects professionally and without delay? In an international context and in large numbers?
• Marking: Printing can be done using an ink jet printer or laser marker directly on to the packaging, or by using a labeller. It may be advantageous to use printing solutions which are already in use on your production line and which already fulfill your printing requirements.
• Camera system: The camera system receives the serialization data from the central database, gives this information to the printer and then examines the package marking to verify that the marking is legible and correct, before signalling back to the central database that the serial number has been allocated. Your supplier should be able to integrate the camera software and hardware of your choice to minimise integration issues.
• Checkweighing equipment: This can ensure that the contents of each package, as marked and verified, are present and that each package is complete. To keep critical quality control points to a minimum, normally the best location to place your serialization marking and verifying equipment is normally di-rectly before the location of the checkweigher.
8 Practical advice: Suppliers of complete solutions offer many advantages and benefits A need for modern system solutions for quality assurance, serialization and Track & Trace have been created by:
• Legal requirements imposed on the pharmaceutical industry• Increasing demand for quality and traceability in pharmaceutical and medicinal products.
It is recommended to choose a key supplier that has already established successful partnerships with other suppliers, and has experience in combining technologies to create a complete serialization system covering:
• Marking• Visual verification• Checkweighing• Tamper-evident sealing.
The decision to opt for a complete solution supplier offers the following clear advantages:
Introducing any new piece of production line equipment can decrease Overall Equipment Effectiveness (OEE). To avoid this, it’s important to choose equipment suppliers who are competent at processing difficult-to-handle products at high throughput, since slowing down the production line is not an option. Look for solutions which have line speeds of at least 90 m/min; these kinds of speeds will enable current throughput levels to be maintained and will allow for future speed increases.
To ensure good print quality and the best possible marking verification, it is important to have safe and smooth product transfer (especially onto the system), as well as precise transportation of the product so as to place it precisely in front of the printer and vision system on the production line.
• One point of contact for all systems concerned• A single just-in-time supplier of ordered components, rather than several equipment suppliers• Compatibility of components• Combined systems are more compact, allowing easier line integration, and have fewer moving parts,
thereby reducing maintenance time and cost• Reduction of user interfaces minimises operation errors and makes product changeover faster and more
efficient, reducing downtime.
1615
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
Imprecise product handling will lead to an increase in rejected products and could lead to back-ups and jams; this will inevitably cause downtime and increase the likelihood of downtime recurrence. A competent production line equipment supplier should understand OEE and should be able to supply solutions which will not negatively affect OEE.
When selecting a suitable equipment supplier for your production line, the priority should be an individual serialization solution which offers the following performance features:
Performance features Customer benefitsStand-alone range through to all-in-one solution (weigh-ing, marking & vision, tamper evident sealing)
Simple and space-saving line integration
Optimum production flow Exceptional reliability thanks to perfectly coordinated system components
Integrated data flow Potential for total integration into existing ERP systems for a seamless, automated data flow
CFR 21 Part 11 conformity Total traceability, archiving, audit trails and documentation as proof of validation
Various printing technologies Inkjet printing, laser marking
High-quality printing Reduction of waste and increased productivity
Conformity with current and future legal requirements and international printing stan-dards
Printing of individual number sequences, e.g. for batch numbers and expiration dates, as well as the code standards required for serialization, e. g. 2D data matrix code
Flexible printing and tamper evident label positioning
Front, rear, top of the packaging (both "either/or" and "in combination")
High throughput High throughput for weighing, M+V and tamper evident sealing; guaranteed quality and future-proofing for reliable investment protection
System qualification High-quality, individual validation and qualification documents
Optimum product handling Secure and reliable product handling, ensuring the highest-quality printing
3-in-1 combination solution or even 4-in-1 combination solution for high-est process safety: XMV TE and XS2 MV TE
The compact and space-saving Combi solutions from METTLER TOLEDO combine marking systems with ink-jet printing and vision verification by Smart Cameras with Tamper-Evident sealing and optionally highly accurate checkweighing.. These technologies ensure global traceability and assist fraud protection. Process safety is increased thanks to the full enclosure with electric locks; this prevents access during production. The systems are avail-able in various versions to meet specific customer and regulatory require-ments
Visit us for XMV TE:
for XS2 MV TE:
www.mt.com/pharma-XS2MV-TE
Solution for serialization and tamper evidence:
www.mt.com/pharma-XMV-TE
Examples of serialization solution suppliers include METTLER TOLEDO PCE and METTLER TOLEDO Garvens with their complementary product portfolio. As suppliers of individual complete solutions, these companies provide the optimum combination of system components. METTLER TOLEDO Garvens is the world's leading supplier of dynamic checkweighing solutions in the pharmaceutical industry.
As a long-standing expert in the field of optoelectronic in-line monitoring and image-processing systems for the pharmaceutical packaging industry, METTLER TOLEDO PCE is a global leader in the provision of printing and camera systems. Together, both companies have many years of experience in the development of production inspection systems for the pharmaceutical industry. In addition, they have one of the largest bases for installed serialization systems at their disposal.
METTLER TOLEDO serialization solutions support pharmaceutical manufacturers by fulfilling current and future legal requirements for the serialization of pharmaceutical products. In doing so, METTLER TOLEDO provides protection for brands and customers. These solutions cover all steps in the production process, plus customers benefit from a comprehensive product range, thanks to METTLER TOLEDO's global sales and service network.

1817
Seria
lizat
ion
of P
harm
aceu
tical
s
METTLER TOLEDO PCE ,Serialization´ White Paper White Paper ,Serialization´ METTLER TOLEDO PCE
9 Fully equipped – A sustainable solution for future successThe EU Directive on Falsified Medicinal Products requires existing production lines to be retro-fitted for phar-maceutical products, whilst also adhering to the transition deadline, which is scheduled to become effective in 2019.
Manufacturers are advised to invest in a future-oriented infrastructure for serialization well in advance of this date; they should also prepare for 2019 as quickly as possible in order to ensure the safety of their customers and the marketability of their products. In addition, where pharmaceutical companies operate in a global export network, international standards outside Europe must be strictly observed.
However, there are also other reasons which support this type of investment: the increasing speed of produc-tion processes requires systems that can control and document the quality and authenticity of products – though currently this is only possible using highly sophisticated systems and equipment.
This is the only way for the pharmaceutical industry to ensure that the right quantity of the right product will be delivered at the right time to the right location. If these processes do not take place, then costs and other issues will have increasing significance
The administrative chain itself may be a key element in enhancing service and customer satisfaction. It is possible that public demand for consistent and comprehensive Track & Trace systems will increase, in accord-ance with a growing number of critical consumers and in accordance with the wishes of patients, who want to determine the origin of a drug and confirm its legitimacy.
For the pharmaceutical industry, traceability of the product pedigree, even for the end customer, can be a chal-lenge - so investments should be made in accordance with legal regulations, and as a strategic investment for the future. Close co-operation between a manufacturer and an experienced supply partner is a sound basis for moving forward.
Notes:
Seria
lizat
ion
of P
harm
aceu
tical
s For further information, please contact: Mettler-Toledo PCETel.: +49-6251-85 45-0Fax: +49-6251-85 45-111E-mail: [email protected]
Mettler-Toledo GarvensTel.: +49-5121-933-222Fax: +49-5121-933-124E-mail: [email protected]
Sources of valuable information on this subject:
• World Health Organisation (WHO) www.who.int
• International Medical Products Anti-Counterfeiting Taskforce (IMPACT) www.who.int/impact/en
• United States Food and Drug Administration (FDA) www.fda.gov
• National Institute of Standards and Technology www.ts.nist.gov
• European Federation of Pharmaceutical Industries and Associatons (EFPIA) www.efpia.org
• Global Standards One (GS1) www.gs1.org
• SecurPharm www.securpharm.com
For more informationwww.mt.com/pharma-counterfeit
Mettler-Toledo GarvensKampstrasse 731180 Giesen, Germany Tel.: +49 (0) 5121 933-0Fax: +49 (0) 5121 933-456E-mail: [email protected]
Mettler-Toledo PCEGernsheimer Straße 264673 Zwingenberg, Germany Tel.: +49 (0) 6251 85 45-0Fax: +49 (0) 6251 85 45-111E-mail [email protected]
Subject to technical modifications.0416/008 EN_UK
Mettler-Toledo CI-Vision2640-A White Oak CircleAurora, IL 60502Tel.: +1 630 446-7700Fax: +1 630 446-7710E-mail: [email protected]