agenda ra 0114 - national board
TRANSCRIPT
Date Distributed: December 18, 2013
SUBCOMMITTEE REPAIRS and ALTERATIONS
AGENDA
Meeting of January 15, 2014 San Antonio, TX
The National Board of Boiler & Pressure Vessel Inspectors 1055 Crupper Avenue
Columbus, Ohio 43229-1183 Phone: (614)888-8320 FAX: (614)847-1828
1 of 79
Page 2 of 8
1. Call to Order – 8:00 a.m. 2. Announcements 3. Adoption of the Agenda 4. Approval of Minutes of July 17, 2013 5. Review of the Roster (Attachment 1) Mr. Benjamin Schaefer is eligible for reappointment to the subgroups on Repairs and Alterations General and Specific. A vote will be taken.
6. Interpretations (Attachment 2) IN13-0301 - Part 3, 3.2.2 c)SC on Repair and Alteration, - Question 1: Does Part 3, 3.2.2 c) prevent an "R" Certificate Holder with the capabilities within his shop from rolling and welding a shell or other such items as headers, nozzles,(flange to pipe) for replacement in a vessel or boiler has is repairing or altering? Answer 1: No (Attachment 2, pp.11- 13) Question 2: If the answer is No to the above question, if the same Certificate Holder could not fabricate the replacement items within his capabilities and received these parts from an outside source then these items would have to be fabricated by an organization holding the appropriate Code Certificate of Authorization. Answer 2: Yes. January 2013 The SC reviewed the Inquirers question and reply. The SC discussed the item along with several past interpretations. The SC developed a new question and reply based on existing NBIC text and with a proposed code change to further clarify that an “R” Certificate Holder during manufacturing of parts with welding or fabrication for an ASME component can be done provided the same “R” Certificate Holder installs the welded part. A motion was made and the proposed question and proposed code change to further clarify the interpretation and reply were passed unanimously. This item was returned to the subcommittee by the NBIC Committee as the proposed question and reply was lost electronically. July 2013
This interpretation was tabled from the January, 2013 meeting because of lost electronic files. Mr. Wielgoszinski provided an update. There was much discussion on this item related to previous interpretations. It was decided to move forward with an intent interpretation and suggested code revision in parallel to support the proposed reply. A motion was made to approve the language in the attached proposal and the vote was; 8-Yes, 2- Abstain, and 2 Negative. The two negatives pertained to previous NBIC interpretations that indicated an R-Certificate could not fabricate ASME Code parts which require inspection and stamping. January 2014 Mr. Wielgoszinski is expected to report.
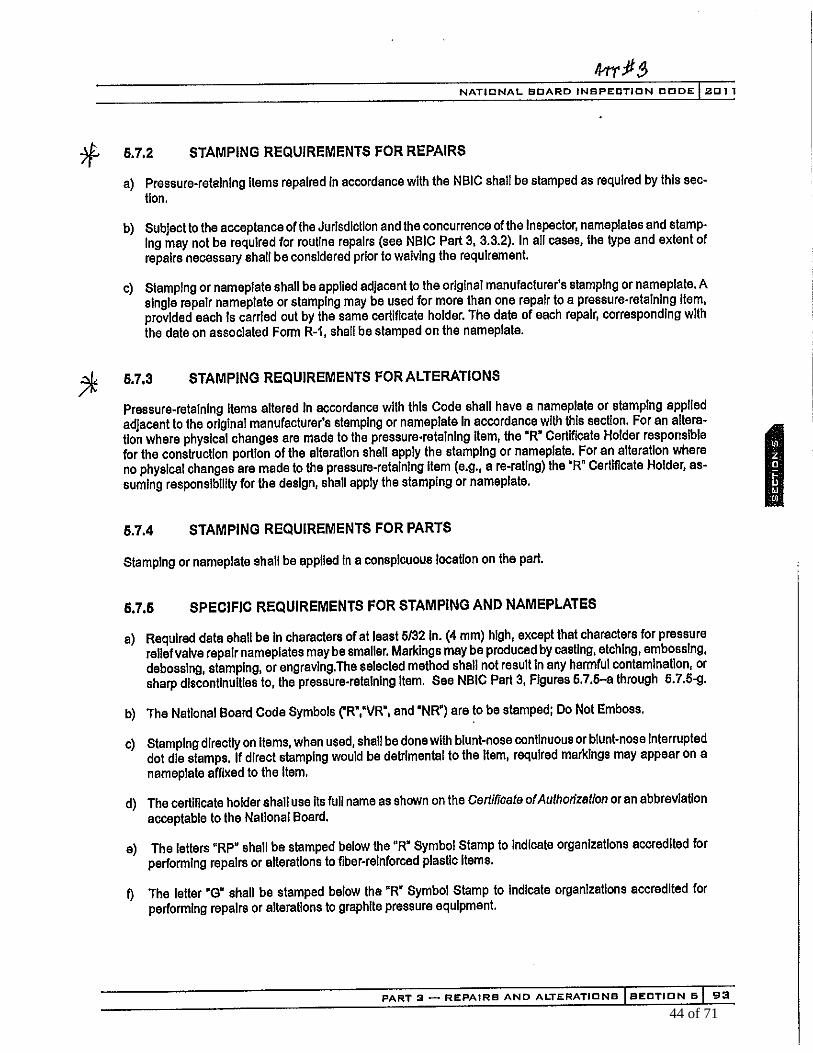
IN14-0101 – Part 3, 5.7.5, SC on Repairs and Alterations - Question: Is it acceptable ti “NA” on Name plates shown in Figures 5.7.5b) and 5.7.5 c)for the fields “AT____,____°F” for alterations or re- ratings performed on a Power Boiler constructed in accordance with ASME Section I? Reply: Yes January 2014
Page 3 of 8
Mr. Galanes is expected to report.
IN14-0201 – Part 3, 1.8.5 q), SC on Repairs and Alterations - Question: If audit personnel are qualified in accordance with the requirements of ANS/ASME N45.2.23, Qualification of Quality Assurance Program Audit Personnel for Nucliear Power Plants may they perform the audits specified in 1.8.5 q)? Reply: Yes. NQA-1 is based upon ANSI/ASME N45.2-1977and the seven daughter standards of N45.2 including ANSI N45.2.23, Qualification of Quality Assurance Program Audit Personnel for Nuclear Power Plants. The qualification requirements are equivalent.
January 2014 Mr. Galanes is expected to report. IN14-0301 – Part 3, 3.3.2 d) 1), SC on Repairs and Alterations - Question: Is a standard threaded fitting(such as depicted in ASME Section VIII Figure UW-16.2 sketch L) which is welded through a vessel shell considered to be a nozzle as stated in Section 3.3.2 d) 1)? Reply: No January 2014 Mr. Galanes is expected to report. 7. Action Items (Attachment 3) NB10-0110 - Part 3 S6.19.1 TG DOT- Combine and clarify requirements within S6.15 for TR Forms, S6.18 Preparation of TR-Forms and S6.19 for Reports of Repairs, Alterations and Modifications. (Attachment 3, pp. 17-20) July 2010 Mr. Stan Staniszewski presented a progress report. The task group of Stan and Jim Riley are aiming to present by the January 2011 meeting. January 2011 No report was presented. July 2011 No report was presented. January 2012 A progress report was provided by S. Staniszewski and he indicated the DOT had a working draft and was restructuring Whole Forms, Section 6. A task group working on it consists of S. Staniszewski, Greg McRae and Jim Riley. July 2012 Mr. Staniszewski sent a progress report to the NBIC Committee Secretary. January 2013 A progress report and proposal was given by S. Staniszewski. A motion was made to send a Review letter ballot to the R/A SC and R/A SG Specific. The motion passed unanimously. July 2013 Mr. Staniszewski gave a progress report. He stated that he had made some changes to the document to
make it align with how things are formatted in Part 3. He also stated that this item was approved to be letter balloted to the subcommittee on Repairs and Alterations. A letter ballot was sent and was approved. However, new wording was presented by Mr. Mike Webb following the closure of the letter ballot and needs to be reviewed.
Page 4 of 8
January 2014 Mr. Webb is expected to report. NB11-1001 - Part 3, 3.3.4.9 SG R/A Specific- Tube plugging for fire tube boilers. (Attachment 3, pp. 21-25) January 2011 Mr. James Pillow presented a progress report. The committee is in agreement that guidelines are needed in the code. More work regarding proposed guidelines will be done for the next meeting. July 2011 A progress report was provided by George Galanes based on the SG meeting notes. It was recommended to continue working this item from the perspective of providing guidance to control installation versus design guidance. January 2012 A progress report was provided by J. Pillow and a task group consisting of J. Pillow (Chair), Angelo Bramucci, W. Jones and R. Miletti was formed. July 2012 A progress report was provided by Mr. Jim Pillow. January 2013 A progress report was presented to the SC by A. Bramucci. His report described the struggle of the TG to define what requirements are necessary to control tube plugging.Currently some fire tube boiler manufacturers do not endorse tube plugging. July 2013
This item was discussed at length with several suggested changes to wording. Mr. Bramucci made a motion to accept the revised language in the attached proposal. The motion was unanimously approved. At the Main Committee meeting it was unanimously approved to send this item out for letter ballot for comment only.
January 2014 Mr. Bramucci is expected to report. NB11-1201 - Part 3, 1.8, SG R/A General - Revise Part 3, 1.8 “NR” Accreditation requirements to include repairs to ASME Section III stamped components. (No attachment) January 2011 Mr. Charles Withers presented a progress report. A task group of C. Withers, P.Edwards, B. Schaefer, and B. Wielgoszinski (or a designated HSBCT Representative) and P. Nightengale was assigned to take a look at the NR Program. July 2011 Mr. Withers gave a progress report. January 2012 A progress report was provided by P. Edwards and a task group consisting of P. Edwards (Chair), B. Schaefer, B Wielgoszinski, P. Nightengale, Clay Smith, Rick Swain and C. Withers was formed. July 2012 A progress report was provided by Mr. Ben Schaefer.
Page 5 of 8
January 2013 A progress report on this Action Item was given by P. Edwards. A proposal will be presented at the July, 2013 meeting. July 2013
Mr. Edwards gave a progress report on this item. The Task Group met during code week and it appears a proposal could be ready for the January, 2014 meeting.
January 2014 Mr. Edwards is expected to report. NB12-0403 - Part 3 R/A Specific CSEF Weld Repair Options using temper bead welding. (No attachment) July 2012 Mr. George Galanes gave a presentation on NB12-0403 to the Subcommittee. This item was taken as a progress report. January 2013 Mr. Galanes gave a progress report and presentation. July 2013 A presentation was given by Mr. John Siefert from EPRI and his presentation is attached. The progress
report for this item focused on two repair options that most likely will be in a Supplement specific to Creep Strength Enhanced Ferritic Steels. The two repair options being considered are tube to tube weld repairs in a boiler setting and thick-section weld repairs without PWHT.
January 2014 Mr. Galanes is expected to report.
NB12-0801 Part 3, SG R/A Specific Repair and Alteration of Gasketed PHE’s in the field.(Attachment 3, pp. 26-35)
January 2012
A progress report was provided by J. Pillow and a task group consisting of E. Ortman (Chair), J. Pillow G. Galanes and B. Wielgoszinski was assigned. July 2012 A progress report was provided by Mr. Jim Pillow. January 2013 A progress report was given by E. Ortman Manager. The Task Group will continue to gather
information for the next meeting. July 2013 Mr. Ortman gave a progress report on this item. Further information will be obtained from users of
PHE’s to determine what constitutes a repair or alteration, as examples. January 2014 Mr. Ortman is expected to report.
Page 6 of 8
NB13-0502 Part 3, 2.5.3 e), SG R/A Specific Clarify the wording in this section to state, “After the finished weld has reached ambient temperature and when required by the specific welding method, the surface temper bead reinforcement layer has been removed substantially flush with the surface of the base metal, the weld shall be examined again by either of the above methods to determine that no defects exist using acceptance standards acceptable to the Inspector or original code of construction. (Attachment 3, pp. 36-37)
July 2013 Mr. Pillow gave a progress report on this item. A straw poll was taken to agree on the proposed
wording. The straw poll results were unanimous for the proposed wording. A Task Group has been assigned consisting of Jim Sekely to determine where in Part 3 this wording change is required.
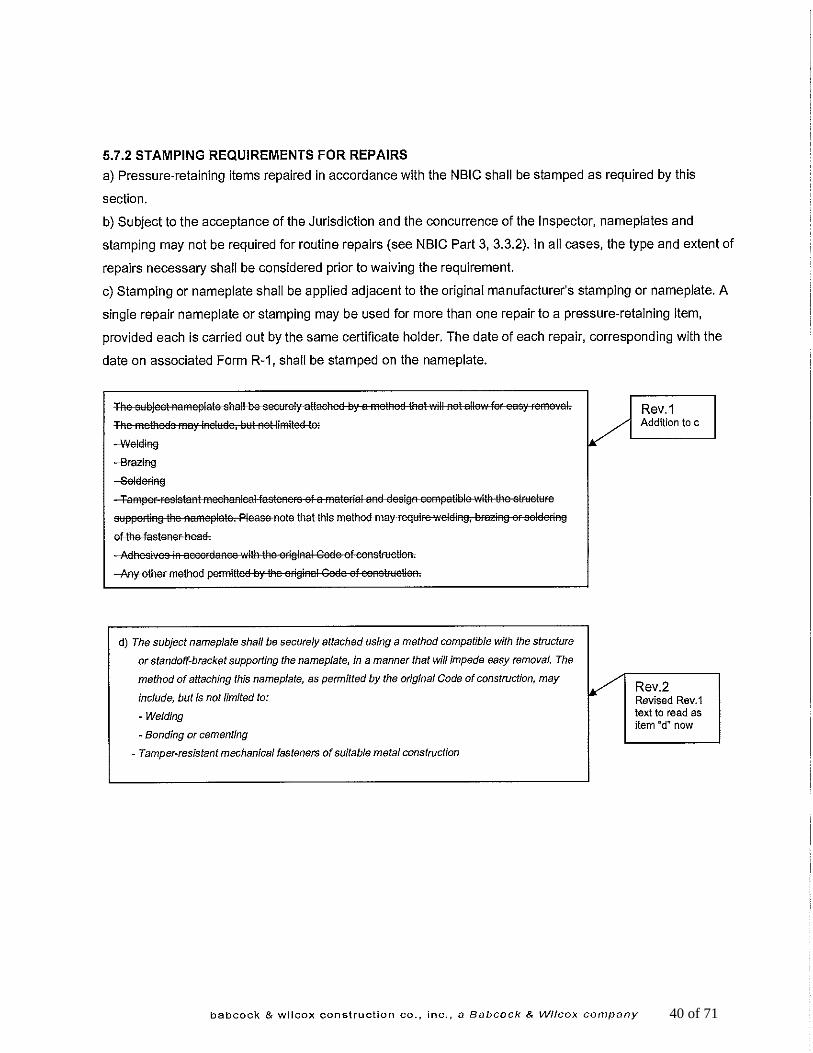
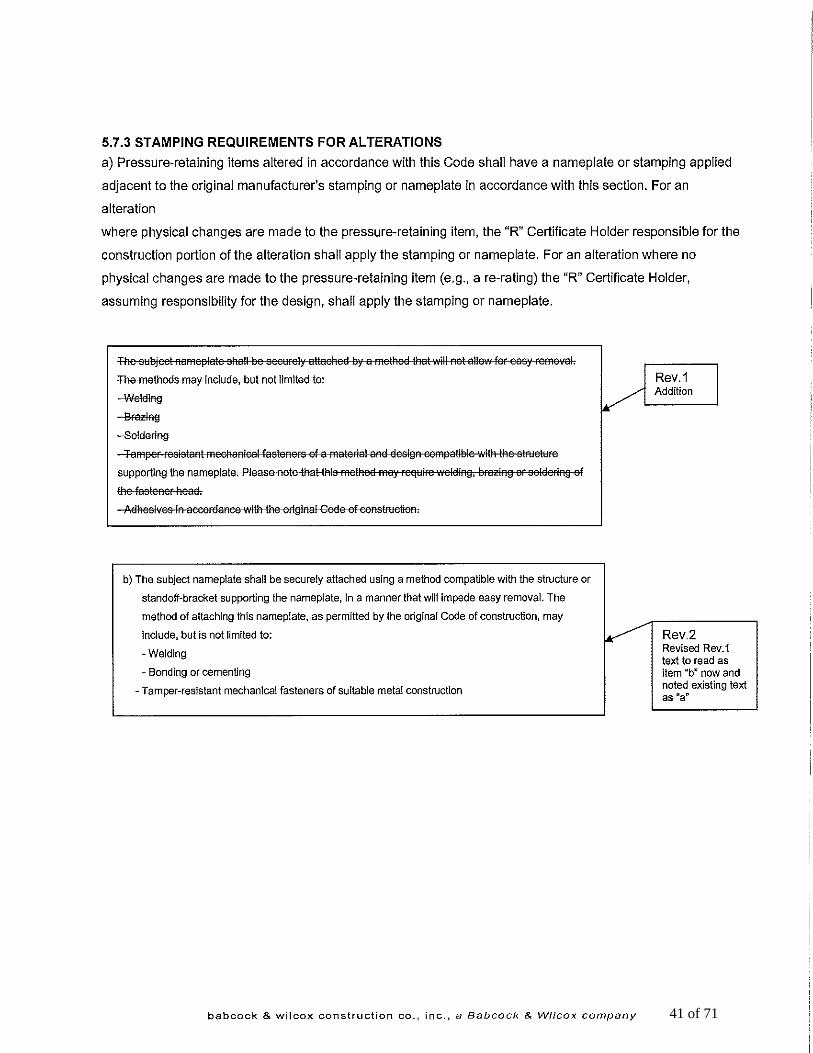
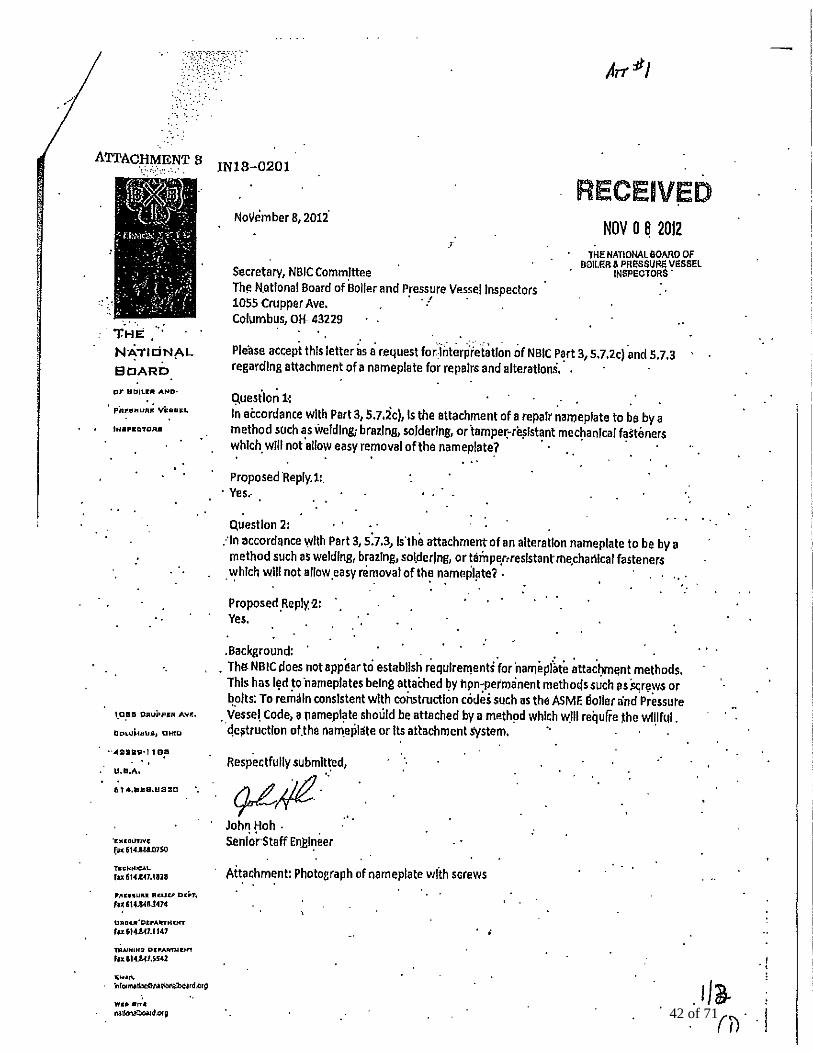
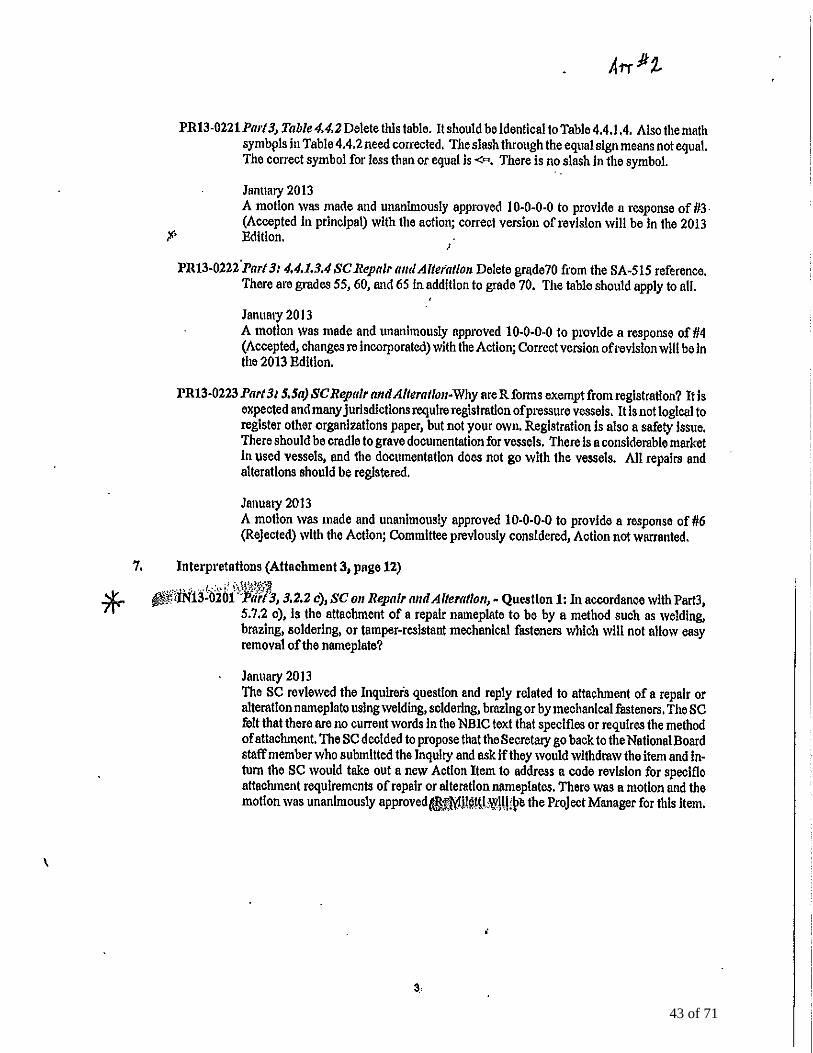
January 2014 Mr. Sekely is expected to report. NB13-0503 Part 3, 5.7.2 c) and 5.7.3 SG R/A General Add wording in these sections to address
attaching nameplates. (Attachment 3, pp. 38-50) July 2013 Mr. Paul Edwards gave a progress report on this item. January 2014 Mr. Miletti is expected to report. NB13-1401 Part 3, S.9.2, SG LB Add wording in this section regarding boiler tube welding.
(Attachment 3, p. 51.) January 2014 Mr. Reetz is expected to report. NB13-0403 Part 3, S1.9.2 SG LB Installation of Boiler and Arch Tubes. (Attachment 3, pp. 52-53) January 2014 Mr. Reetz is expected to report. NB13-1404-A Part 3 S1, SG LB Fillet welded staybolts. (Attachment 3, p. 54) January 2014 Mr. Reetz is expected to report. NB13-1405 Part 3, S1.2.9 SG LB Throttle pipes, dry pipes, superheater headers and front end steam
pipes. (Attachment 3, pp.55-56) January 2014 Mr. Reetz is expected to report. NB13-1406 Part 3, S1, SG LB Superheater units. (Attachment 3, p. 57) January 2014 Mr. Reetz is expected to report. NB13-1407 Part 3, S1 SG LB Bolts, nuts and studs. (Attachment 3, p. 58) January 2014
Page 7 of 8
Mr. Reetz is expected to report. NB13-1408 Part 3, S1 SG LB- Threaded boiler studs-Taper thread and straight thread types. (Attachment 3, p. 59) January 2014 Mr. Reetz is expected to report.
NB14-0201 Part 3 RA Specific – Address tube plugging with weld metal. A task group of T. White (PM) and A. Bramucci has been assigned. (Attachment 3, pp. 60-61)
July 2013
A new action item was created for tube plugging with weld metal, with Tom White as the Project Manager and Angelo Bramucci. January 2014 Mr. White is expected to report.
NB14-0202 Part 3 RA Index – Review and update of Part 3 RA Index. A task group of Brian Schaefer (PM) and Jim Pillow has been assigned. (No attachment)
July 2013
A new action item was requested for a review and update of Part 3 RA Index with Ben Schaefer as the Project Manager and Jim Pillow. New Action Item number was assigned.
January 2014 Mr. Schaefer is expected to report.
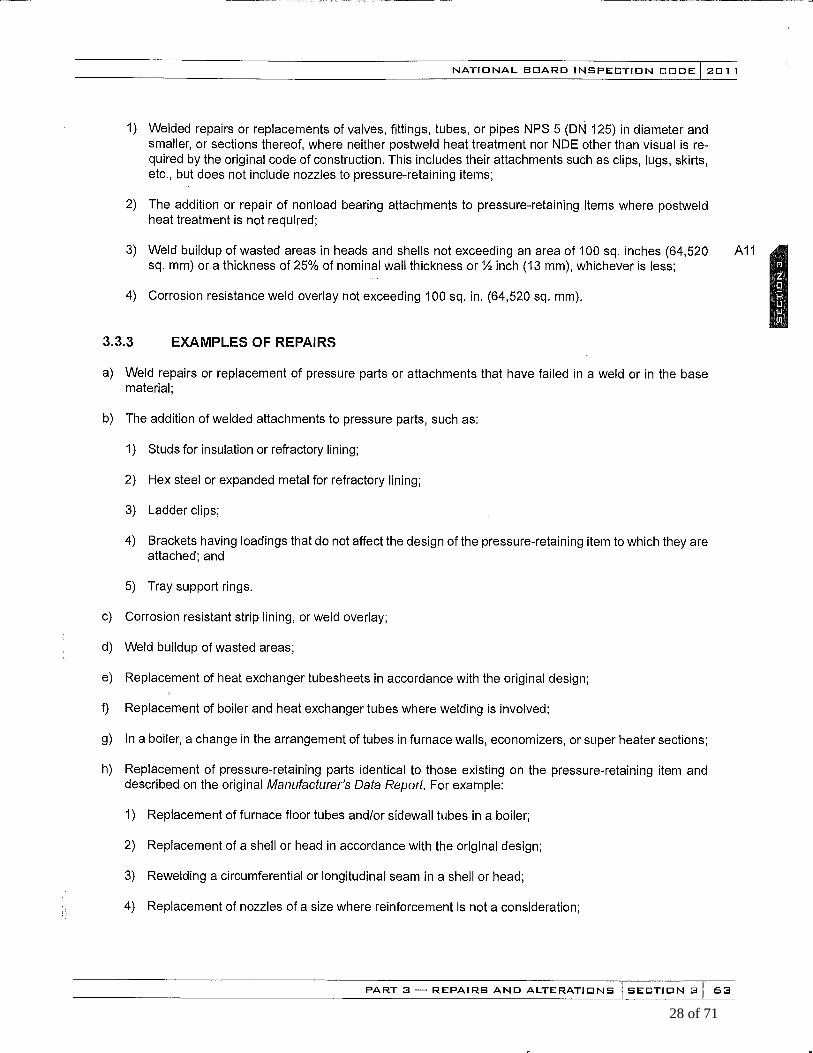
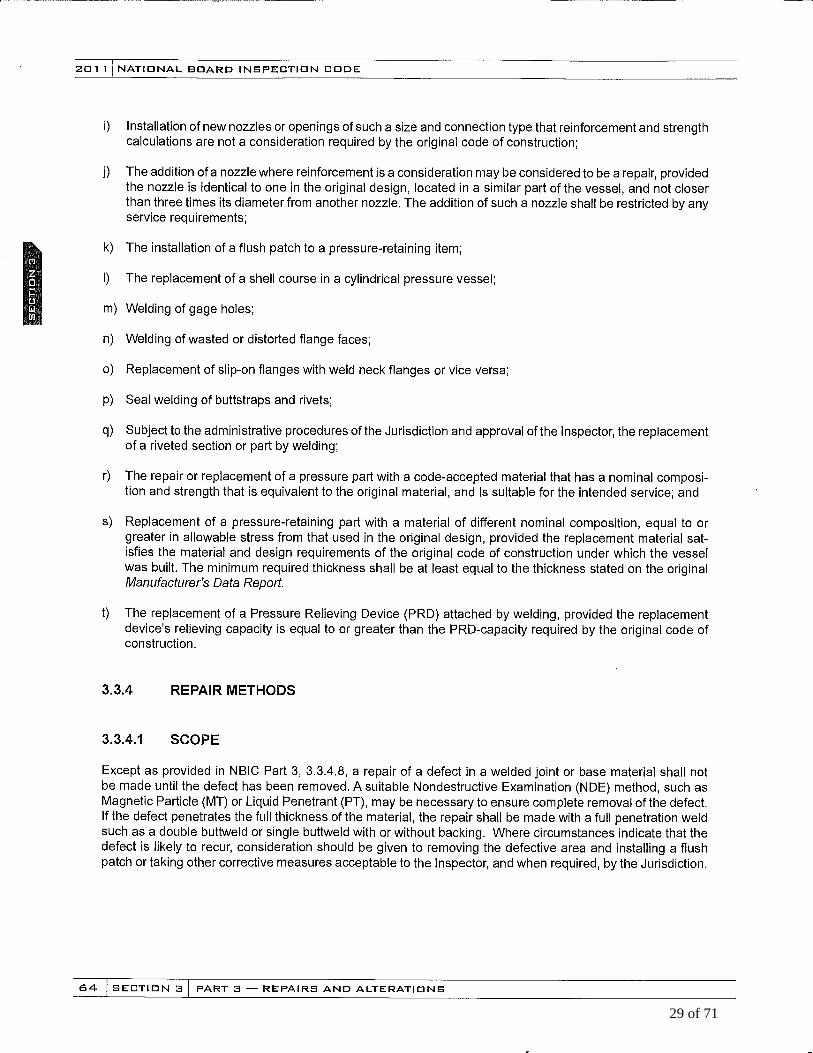
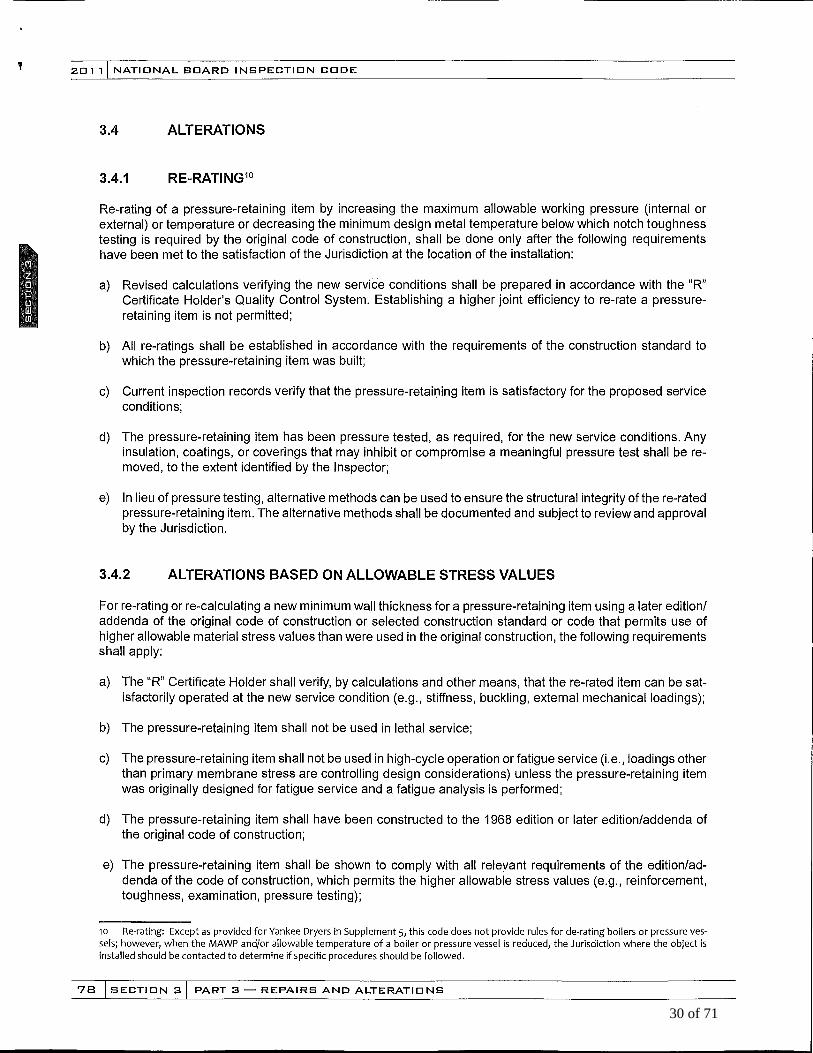
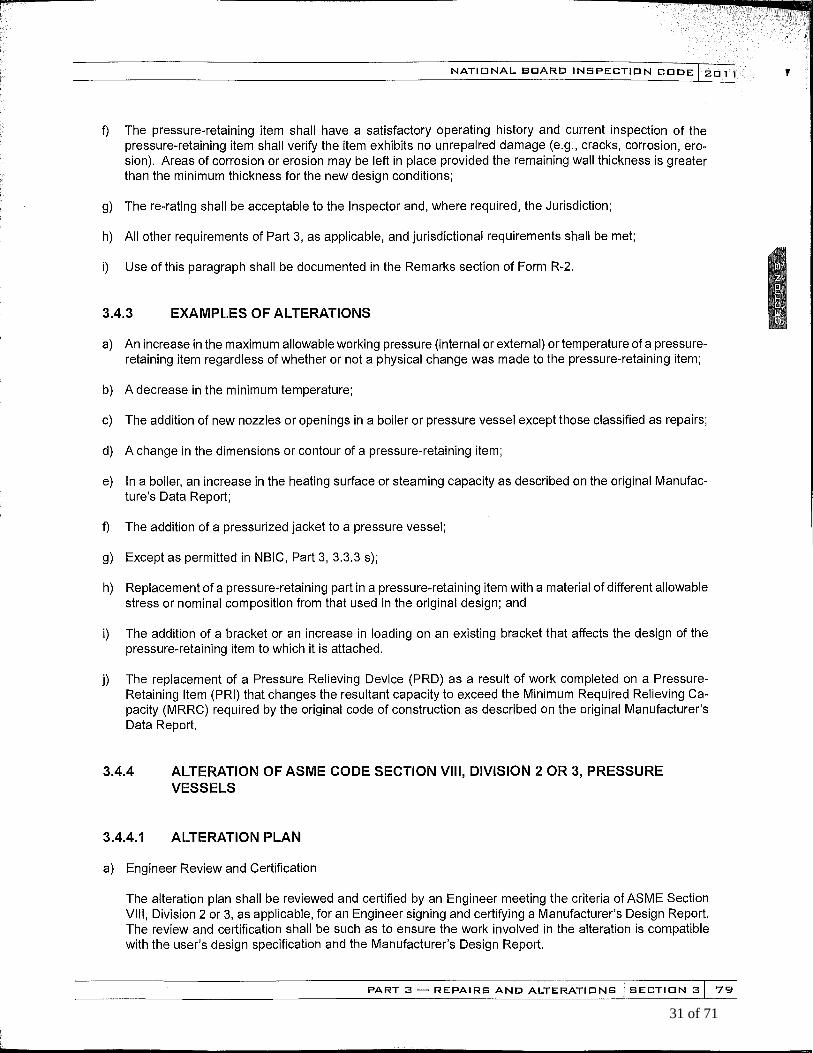
NB14-0301 Part 3, 3.3.3 and 3.4.2 SC Repairs and Alterations- This item is a result of IN13-0501 Write rules for encapsulation. (Attachment 3, pp. 62-64) July 2013 A task group of Brian Boseo (PM), Bob Wielgoszinski, Bryan Schulte and George Galanes was assigned. January 2014 Mr. Boseo is expected to report.
NB14-0302 - Part 3, S6.15 SG on R/A Spec. – Development of TR Forms. (No attachment)
January 2014 Mr. Staniszewski is expected to report.
NB14-0701 Part 3, 3.2.2 c) SG on R/A Gen. This action item is a result of IN13-0301. The rationalization is to support an intent interpretation that addresses an R-Certificte holder's capability to fabricate ASME pressure parts to be used ina repair or alteration being performed by the same R-Certificate holder who is fabricating the ASME pressure part. The current words in NBIC Part 3 do not support this. (Attachment 3, pp. 65-67)
July 2013 A letter ballot was approved to be sent to the NBIC Main Committee for comment only.
January 2014 Mr. Wielgoszinski is expected to report.
Page 8 of 8
NB14-1301 Part 3, 5.2.2 b), 5.7.5 a) SG R/A Spec. Revise the data field for temperature on the alteration and re-rating nameplates. (Attachment 3, pp. 68-71) January 2014 Mr. Galanes is expected to report. 10. Future Meetings July 15-18, 2014, Columbus, Ohio January 19-22, 2014, Orlando, FL 11. Adjournment Respectfully Submitted, Bill Vallance, Secretary :rh H:\ROBIN-Active Documents\NBIC Secretarial Documents\Committees\SC on Repairs and Alterations\Agenda\Agenda RA 0713.doc
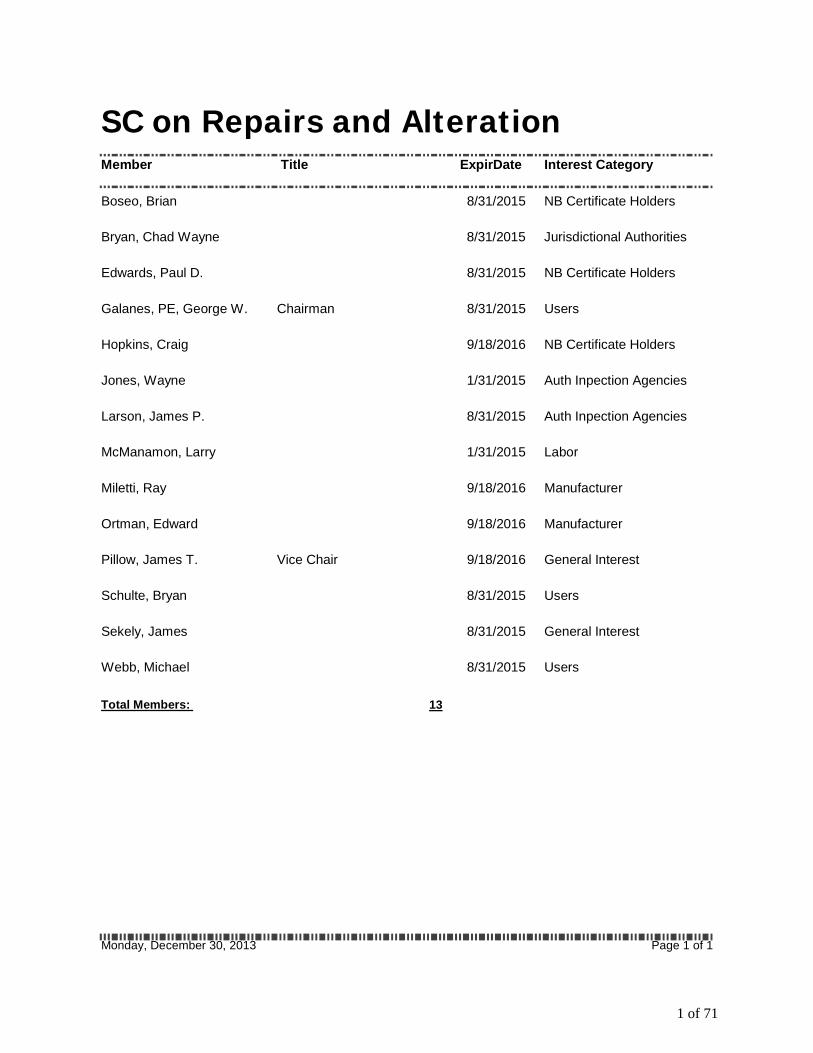
SC on Repairs and AlterationMember Title ExpirDate Interest Category
Boseo, Brian 8/31/2015 NB Certificate Holders
Bryan, Chad Wayne 8/31/2015 Jurisdictional Authorities
Edwards, Paul D. 8/31/2015 NB Certificate Holders
Galanes, PE, George W. 8/31/2015 UsersChairman
Hopkins, Craig 9/18/2016 NB Certificate Holders
Jones, Wayne 1/31/2015 Auth Inpection Agencies
Larson, James P. 8/31/2015 Auth Inpection Agencies
McManamon, Larry 1/31/2015 Labor
Miletti, Ray 9/18/2016 Manufacturer
Ortman, Edward 9/18/2016 Manufacturer
Pillow, James T. 9/18/2016 General InterestVice Chair
Schulte, Bryan 8/31/2015 Users
Sekely, James 8/31/2015 General Interest
Webb, Michael 8/31/2015 Users
Total Members: 13
Monday, December 30, 2013 Page 1 of 1
1 of 71
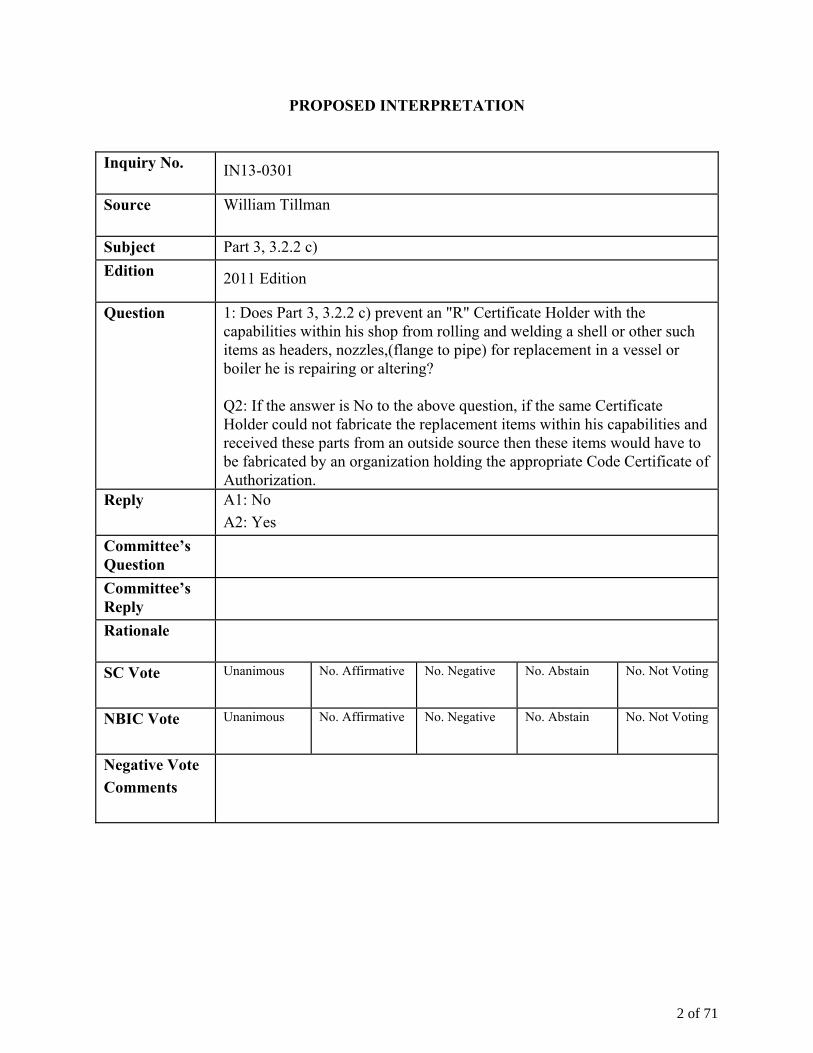
PROPOSED INTERPRETATION
Inquiry No.
IN13-0301
Source
William Tillman
Subject Part 3, 3.2.2 c) Edition
2011 Edition
Question
1: Does Part 3, 3.2.2 c) prevent an "R" Certificate Holder with the capabilities within his shop from rolling and welding a shell or other such items as headers, nozzles,(flange to pipe) for replacement in a vessel or boiler he is repairing or altering? Q2: If the answer is No to the above question, if the same Certificate Holder could not fabricate the replacement items within his capabilities and received these parts from an outside source then these items would have to be fabricated by an organization holding the appropriate Code Certificate of Authorization.
Reply
A1: No A2: Yes
Committee’s Question
Committee’s Reply
Rationale
SC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
NBIC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
Negative Vote Comments
2 of 71

Background Interpretation 98-28 states that replacement parts requiring inspection by an AI must be fabricated by an organization holding the appropriate Code Certificate of Authorization. Since a repair organization can replace a shell by making circumferential seams, it would seem logical that they can roll and weld a longitudinal seam in a shell if they have the capability.
3 of 71
To: Secretary NBIC Committee The National Board of Boiler and Pressure Vessel Inspectors 1055 Crupper Avenue Columbus, OH 43229 Background Interpretation 98-28 states that replacement parts requiring inspection by an AI must be fabricated by an organization holding the appropriate Code Certificate of Authorization. Since a repair organization can replace a shell by making circumferential seams, it would seem logical that they can roll and weld a longitudinal seam in a shell if they have the capability. Question 1 Does Part 3, Section 3, Paragraph 3.2.2(c) prevent an “R” Certificate Holder with the capabilities within his shop from rolling and welding a shell or other such items as headers, nozzles (flange to pipe) for replacement in a vessel or boiler he is repairing or altering? Proposed answer: No Question 2 If the answer is No to the above question, if the same Certificate Holder could not fabricate the replacement items within his capabilities and received these parts from an outside source then these items would have to be fabricated by an organization holding the appropriate Code Certificate of Authorization. Proposed answer: Yes Patrick J. Hennessey Senior Director OneCIS Insurance Company A Bureau Veritas Company 390 Benmar Drive, Suite 100 Houston, TX 77060 Phone: (281) 986-1364 [email protected]
4 of 71
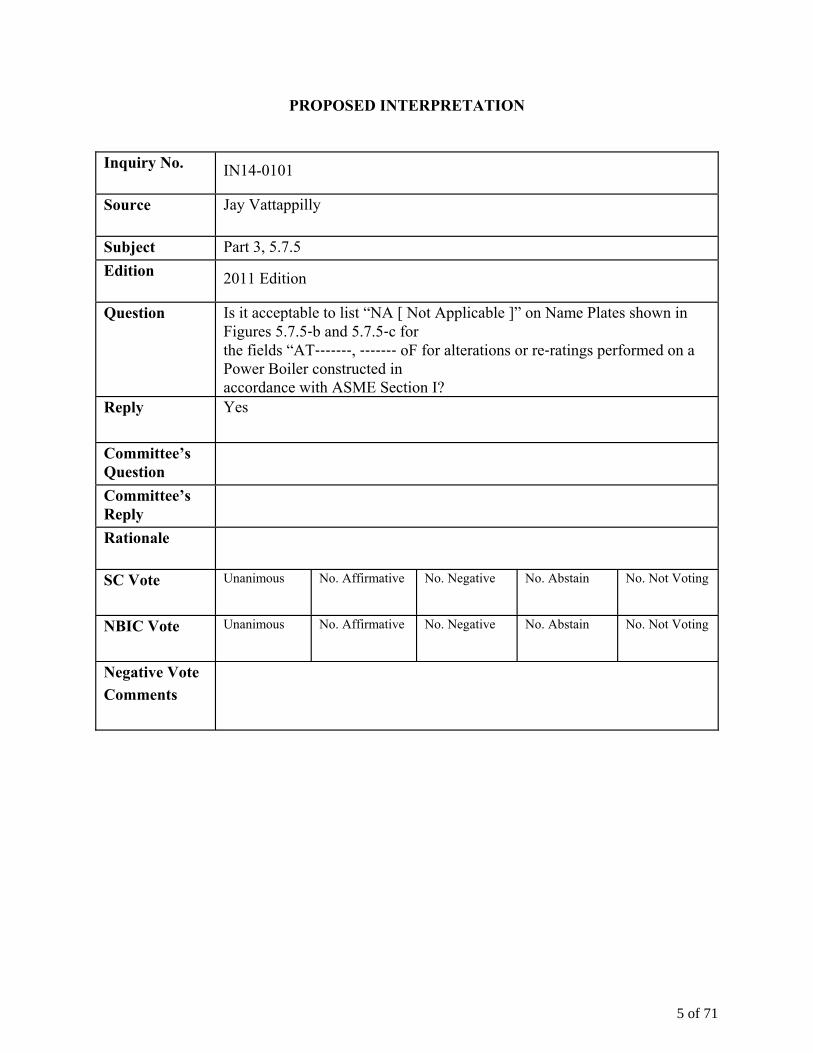
PROPOSED INTERPRETATION
Inquiry No.
IN14-0101
Source
Jay Vattappilly
Subject Part 3, 5.7.5 Edition
2011 Edition
Question
Is it acceptable to list “NA [ Not Applicable ]” on Name Plates shown in Figures 5.7.5‐b and 5.7.5‐c for the fields “AT‐‐‐‐‐‐‐, ‐‐‐‐‐‐‐ oF for alterations or re‐ratings performed on a Power Boiler constructed in accordance with ASME Section I?
Reply
Yes
Committee’s Question
Committee’s Reply
Rationale
SC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
NBIC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
Negative Vote Comments
5 of 71
The Hartford Steam Boiler Inspection and Insurance Company of Connecticut
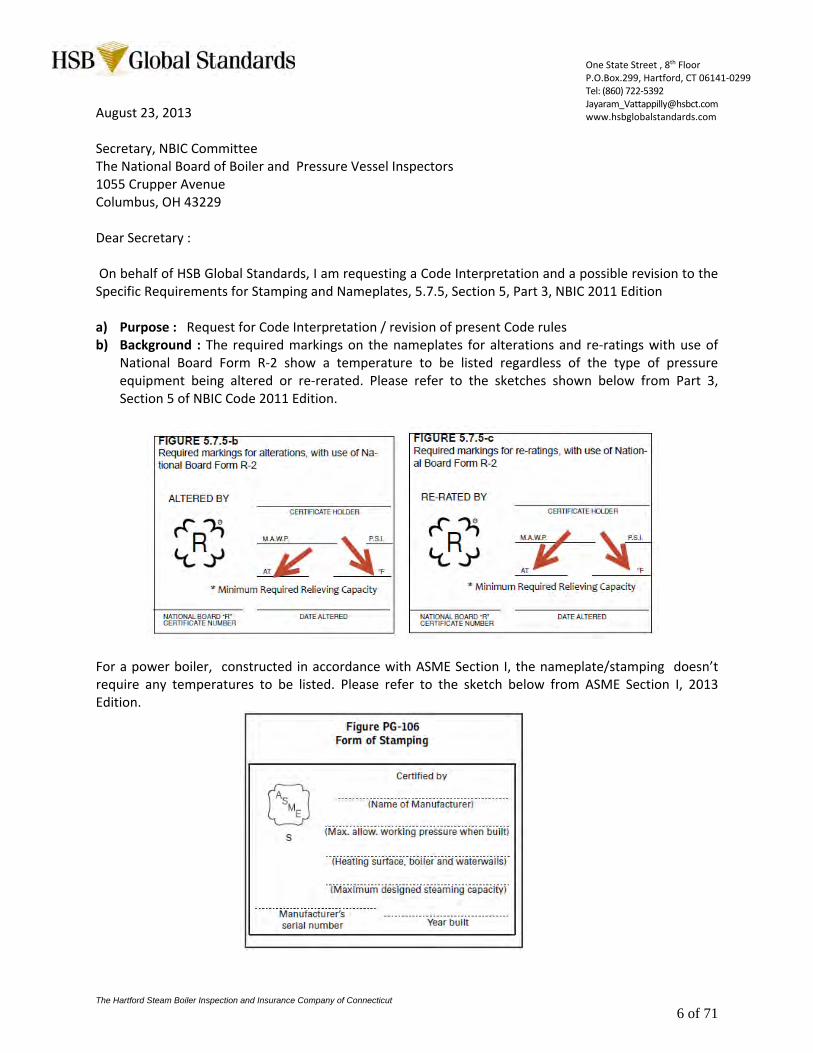
August 23, 2013 Secretary, NBIC Committee The National Board of Boiler and Pressure Vessel Inspectors 1055 Crupper Avenue Columbus, OH 43229 Dear Secretary : On behalf of HSB Global Standards, I am requesting a Code Interpretation and a possible revision to the Specific Requirements for Stamping and Nameplates, 5.7.5, Section 5, Part 3, NBIC 2011 Edition a) Purpose : Request for Code Interpretation / revision of present Code rules b) Background : The required markings on the nameplates for alterations and re‐ratings with use of
National Board Form R‐2 show a temperature to be listed regardless of the type of pressure equipment being altered or re‐rerated. Please refer to the sketches shown below from Part 3, Section 5 of NBIC Code 2011 Edition.
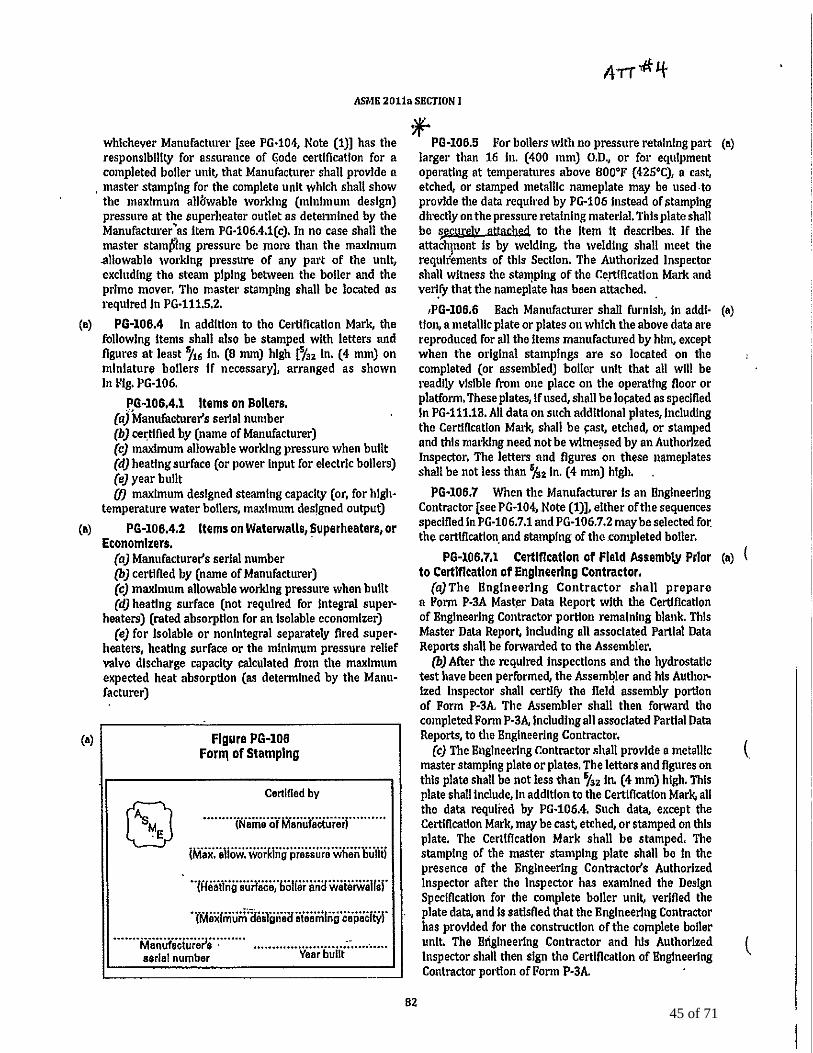
For a power boiler, constructed in accordance with ASME Section I, the nameplate/stamping doesn’t require any temperatures to be listed. Please refer to the sketch below from ASME Section I, 2013 Edition.
One State Street , 8th Floor P.O.Box.299, Hartford, CT 06141‐0299 Tel: (860) 722‐5392 [email protected] www.hsbglobalstandards.com
6 of 71
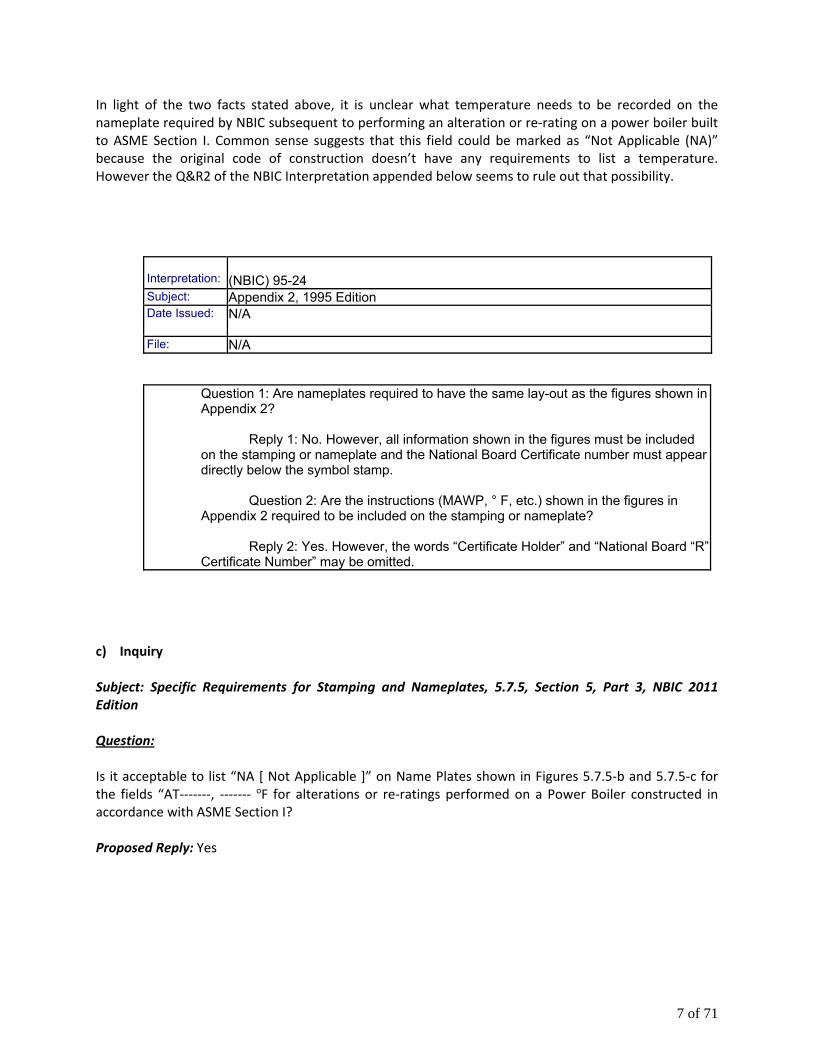
In light of the two facts stated above, it is unclear what temperature needs to be recorded on the nameplate required by NBIC subsequent to performing an alteration or re‐rating on a power boiler built to ASME Section I. Common sense suggests that this field could be marked as “Not Applicable (NA)” because the original code of construction doesn’t have any requirements to list a temperature. However the Q&R2 of the NBIC Interpretation appended below seems to rule out that possibility.
Interpretation:
(NBIC) 95-24
Subject: Appendix 2, 1995 Edition Date Issued: N/A
File: N/A
Question 1: Are nameplates required to have the same lay-out as the figures shown in Appendix 2? Reply 1: No. However, all information shown in the figures must be included on the stamping or nameplate and the National Board Certificate number must appear directly below the symbol stamp. Question 2: Are the instructions (MAWP, ° F, etc.) shown in the figures in Appendix 2 required to be included on the stamping or nameplate? Reply 2: Yes. However, the words “Certificate Holder” and “National Board “R” Certificate Number” may be omitted.
c) Inquiry
Subject: Specific Requirements for Stamping and Nameplates, 5.7.5, Section 5, Part 3, NBIC 2011 Edition Question: Is it acceptable to list “NA [ Not Applicable ]” on Name Plates shown in Figures 5.7.5‐b and 5.7.5‐c for the fields “AT‐‐‐‐‐‐‐, ‐‐‐‐‐‐‐ oF for alterations or re‐ratings performed on a Power Boiler constructed in accordance with ASME Section I? Proposed Reply: Yes
7 of 71
Kindly send me confirmation of the receipt of this inquiry. Please also feel free to contact me if you need any additional information. Sincerely,
Thanks & Regards Jay Vattappilly, P‐Eng, Senior Engineer, Codes & Standards HSB Global Standards [email protected]
8 of 71
PROPOSED INTERPRETATION
Inquiry No.
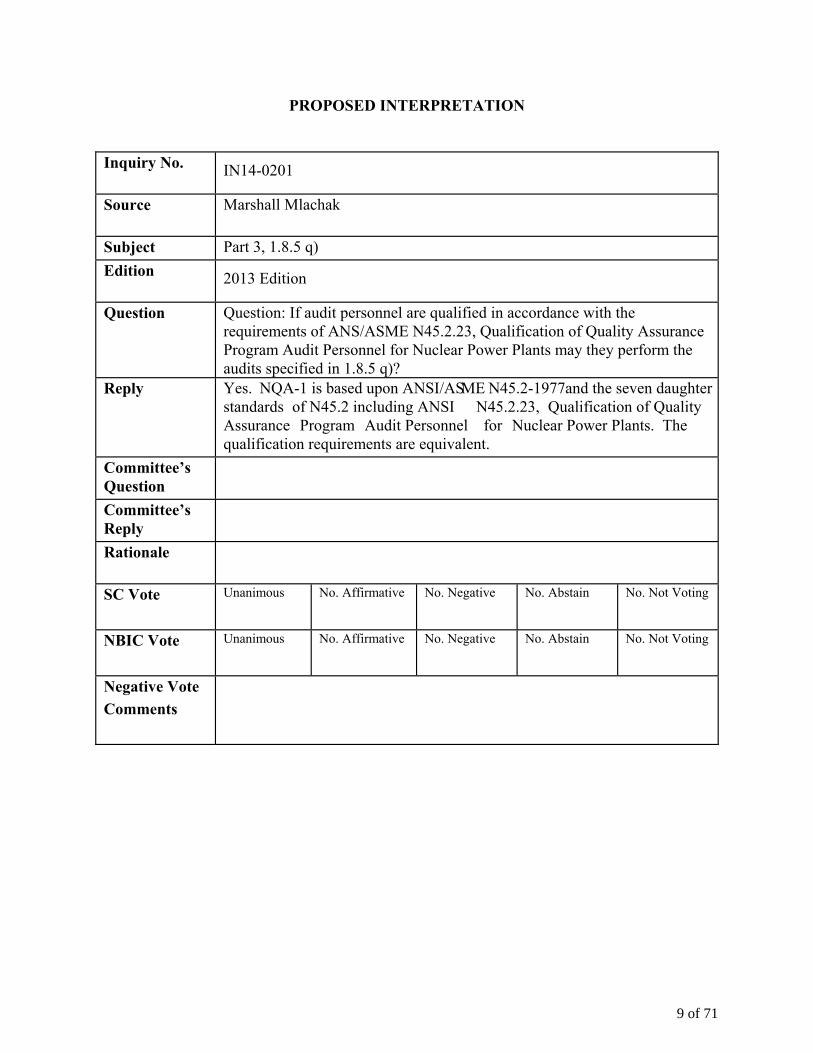
IN14-0201
Source
Marshall Mlachak
Subject Part 3, 1.8.5 q) Edition
2013 Edition
Question
Question: If audit personnel are qualified in accordance with the requirements of ANS/ASME N45.2.23, Qualification of Quality Assurance Program Audit Personnel for Nuclear Power Plants may they perform the audits specified in 1.8.5 q)?
Reply
Yes. NQA-1 is based upon ANSI/ASME N45.2-1977and the seven daughter standards of N45.2 including ANSI N45.2.23, Qualification of Quality Assurance Program Audit Personnel for Nuclear Power Plants. The qualification requirements are equivalent.
Committee’s Question
Committee’s Reply
Rationale
SC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
NBIC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
Negative Vote Comments
9 of 71
10 of 71
11 of 71
PROPOSED INTERPRETATION
Inquiry No.
IN14-0301
Source
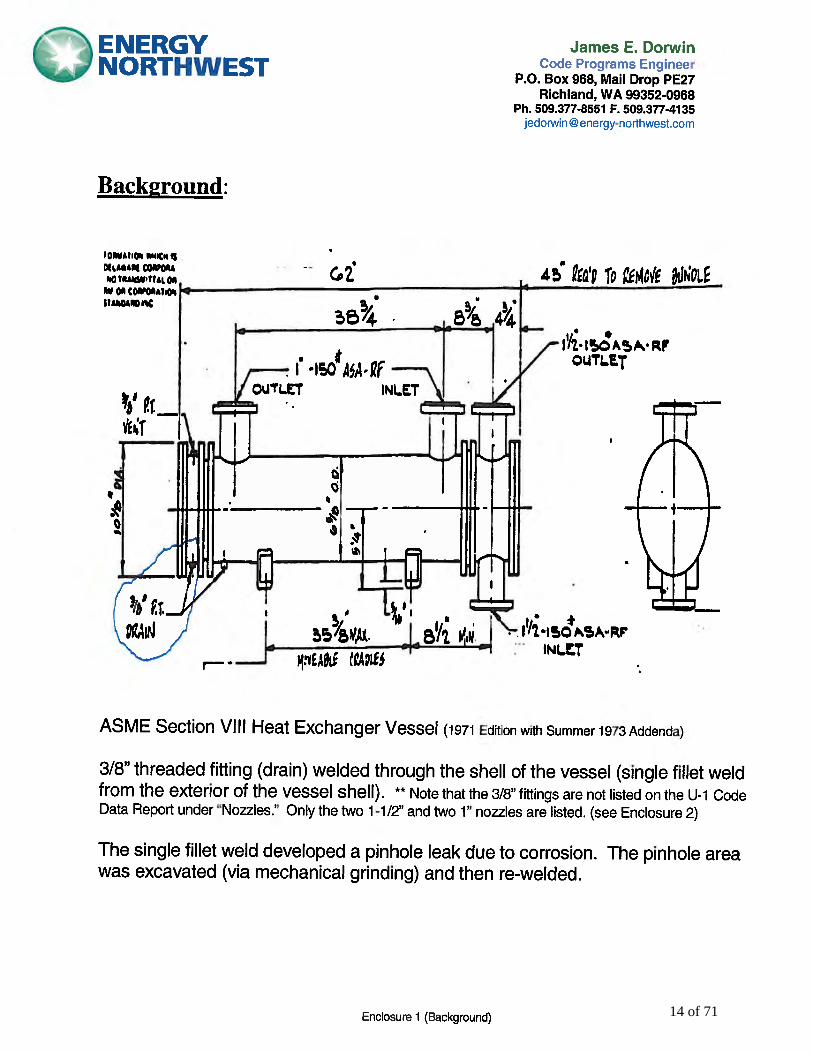
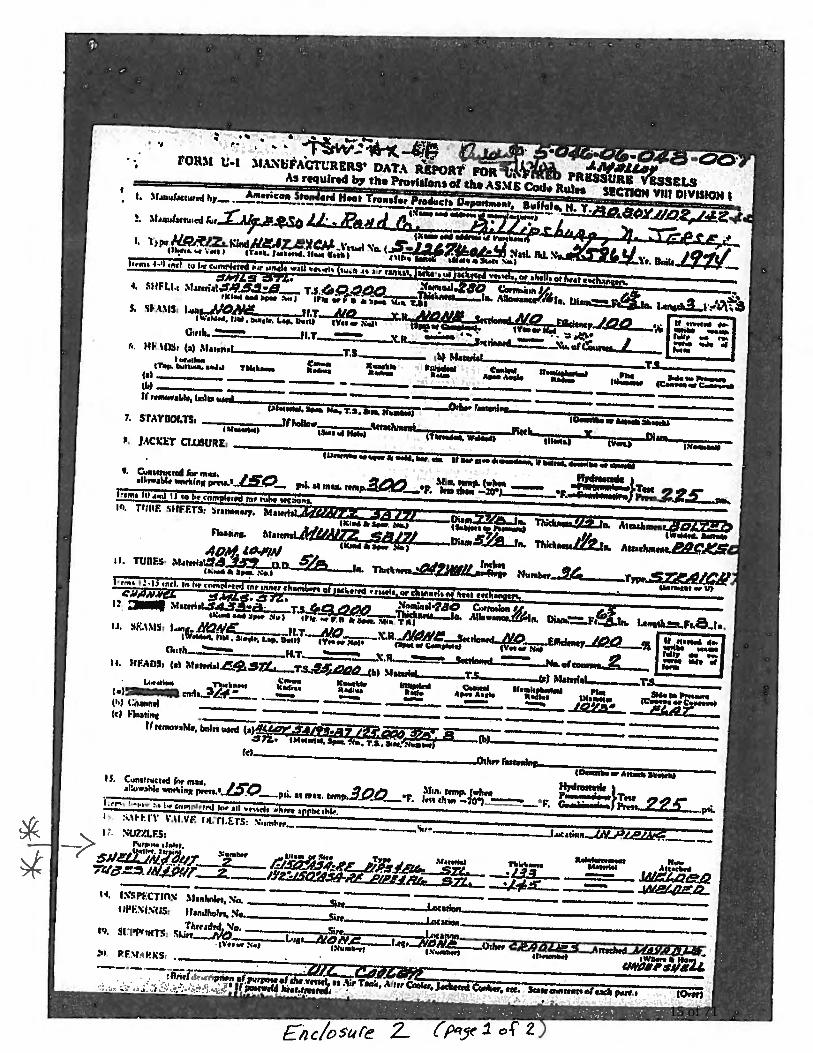
James Dorwin
Subject Part 3, 3.3.2 d) l) Edition
2011 Edition
Question
Is a standard threaded fitting(such as depicted in ASME Section VIII Figure UW-16.2 sketch L) which is welded through a vessel shell considered to be a nozzle as stated in Section 3.3.2 d) 1)?
Reply
No
Committee’s Question
Committee’s Reply
Rationale
SC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
NBIC Vote
Unanimous No. Affirmative No. Negative No. Abstain No. Not Voting
Negative Vote Comments
12 of 71
13 of 71
14 of 71
15 of 71
16 of 71
COMMITTEE CORRESPONDENCE COMMITTEE: NBIC Committee ADDRESS WRITER CARE OF:
The National Board of Boiler & Pressure Vessel Inspectors
TO: NBIC Committee 1055 Crupper Avenue Columbus, Ohio 43229-1183
Phone: (614) 888-8320 Fax: (614) 847-1828
FROM: Robin Hough NBIC Secretary SUBJECT: Letter Ballot NB10-0110 MC DATE: November 12, 2013 Committee Members, Letter ballot NB10-0110 MC has now closed. The ballot was approved. This wording will become a part of the 2015 Edition Cycle B. 11 Approved 0 Disapproved 1 Abstained 0 Not Voting 10 Not Returned :rmh
17 of 71

Ballot Votes NB10-0110
Name Email Votes
Vote Date
Michael Webb [email protected] Abstention 10/14/13
Bob Reetz [email protected] Approve 10/25/13
Gary Scribner [email protected] Approve 10/25/13
George Galanes PE [email protected] Approve 10/10/13
James Pillow [email protected] Approve 10/25/13
Jim Riley [email protected] Approve 10/10/13
Jim Sekely [email protected] Approve 10/22/13
Mark Mooney [email protected] Approve 10/10/13
Michael Richards [email protected] Approve 10/18/13
Ralph Pate [email protected] Approve 10/15/13
Ronald Pulliam [email protected] Approve 10/10/13
Stanley Staniszewski [email protected] Approve 10/21/13
Benjamin Anthony [email protected] Not Voted N/A
Bryan Schulte [email protected] Not Voted N/A
Craig Hopkins [email protected] Not Voted N/A
Domenic Canonico [email protected] Not Voted N/A
Don Cook [email protected] Not Voted N/A
Frank Hart [email protected] Not Voted N/A
Lawrence McManamon [email protected] Not Voted N/A
Paul Bourgeois [email protected] Not Voted N/
Paul Edwards [email protected] Not Voted N/A
Robert Wielgoszinski [email protected] Not Voted N/A
18 of 71
Ballot Comments NB10-0110
Name Document Comment
Date Created
Bob Reetz
I also request that Mr. Webb's comments be included in the draft if at all possible as they clarify this section.
10/25/2013
Stanley Staniszewski
Mike - thanks for your suggested edits. I'm not sure at this stage of the balloting process those changes can be made; however, I agree that your edits add clarity and will commit to making the changes at a further point in time.
10/21/2013
Michael Webb
LB-item, NB10-0110, 10-14-13.pdf
For the time being, I am going to “abstain” from voting to allow my 2-comments to be considered. I am however clearly in favor of the changes introduced. –M. Webb 10-14-13.
10/14/2013
19 of 71
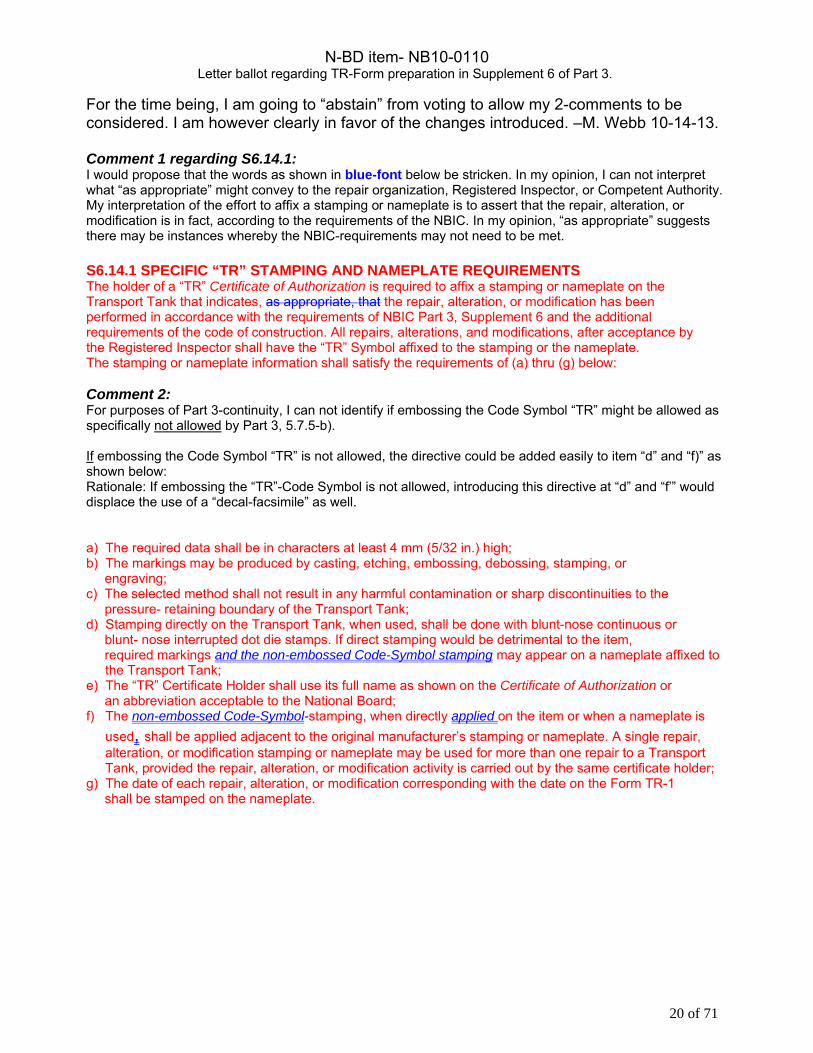
N-BD item- NB10-0110 Letter ballot regarding TR-Form preparation in Supplement 6 of Part 3.
For the time being, I am going to “abstain” from voting to allow my 2-comments to be considered. I am however clearly in favor of the changes introduced. –M. Webb 10-14-13. Comment 1 regarding S6.14.1: I would propose that the words as shown in blue-font below be stricken. In my opinion, I can not interpret what “as appropriate” might convey to the repair organization, Registered Inspector, or Competent Authority. My interpretation of the effort to affix a stamping or nameplate is to assert that the repair, alteration, or modification is in fact, according to the requirements of the NBIC. In my opinion, “as appropriate” suggests there may be instances whereby the NBIC-requirements may not need to be met. S6.14.1 SPECIFIC “TR” STAMPING AND NAMEPLATE REQUIREMENTS The holder of a “TR” Certificate of Authorization is required to affix a stamping or nameplate on the Transport Tank that indicates, as appropriate, that the repair, alteration, or modification has been performed in accordance with the requirements of NBIC Part 3, Supplement 6 and the additional requirements of the code of construction. All repairs, alterations, and modifications, after acceptance by the Registered Inspector shall have the “TR” Symbol affixed to the stamping or the nameplate. The stamping or nameplate information shall satisfy the requirements of (a) thru (g) below: Comment 2: For purposes of Part 3-continuity, I can not identify if embossing the Code Symbol “TR” might be allowed as specifically not allowed by Part 3, 5.7.5-b). If embossing the Code Symbol “TR” is not allowed, the directive could be added easily to item “d” and “f)” as shown below: Rationale: If embossing the “TR”-Code Symbol is not allowed, introducing this directive at “d” and “f’” would displace the use of a “decal-facsimile” as well. a) The required data shall be in characters at least 4 mm (5/32 in.) high; b) The markings may be produced by casting, etching, embossing, debossing, stamping, or engraving; c) The selected method shall not result in any harmful contamination or sharp discontinuities to the pressure- retaining boundary of the Transport Tank; d) Stamping directly on the Transport Tank, when used, shall be done with blunt-nose continuous or blunt- nose interrupted dot die stamps. If direct stamping would be detrimental to the item, required markings and the non-embossed Code-Symbol stamping may appear on a nameplate affixed to
the Transport Tank; e) The “TR” Certificate Holder shall use its full name as shown on the Certificate of Authorization or an abbreviation acceptable to the National Board; f) The non-embossed Code-Symbol-stamping, when directly applied on the item or when a nameplate is
used, shall be applied adjacent to the original manufacturer’s stamping or nameplate. A single repair, alteration, or modification stamping or nameplate may be used for more than one repair to a Transport Tank, provided the repair, alteration, or modification activity is carried out by the same certificate holder;
g) The date of each repair, alteration, or modification corresponding with the date on the Form TR-1 shall be stamped on the nameplate.
20 of 71
Page 1 of 5
COMMITTEE CORRESPONDENCE COMMITTEE: NBIC ADDRESS WRITER CARE OF:
The National Board of Boiler & Pressure Vessel Inspectors
TO: NBIC Committee 1055 Crupper Avenue Columbus, Ohio 43229-1183
Phone: (614) 888-8320 Fax: (614) 847-1828
FROM: Robin Hough NBIC Secretary SUBJECT: Letter Ballot NB11-1001 MC DATE: October 3, 2013 Committee Members, Letter ballot NB11-1001 MC has now closed. This ballot was posted for comment only. The comments received were forwarded to the project manager of the action item, Angelo Bramucci: 16 Approved 0 Disapproved 0 Abstained 2 Not Voting 3 Not Returned :rmh
21 of 71

Page 2 of 5
Ballot Votes NB11-1001
Name Email Votes Vote Date
Domenic Canonico [email protected] Abstention 09/16/13
Bryan Schulte [email protected] Approve 09/25/13
Craig Hopkins [email protected] Approve 09/25/13
Frank Hart [email protected] Approve 09/25/13
Gary Scribner [email protected] Approve 09/25/13
George Galanes PE [email protected] Approve 10/01/13
James Pillow [email protected] Approve 09/17/13
Jim Sekely [email protected] Approve 09/20/13
Lawrence McManamon [email protected] Approve 09/17/13
Mark Mooney [email protected] Approve 09/13/13
Michael Richards [email protected] Approve 09/25/13
Michael Webb [email protected] Approve 09/26/13
Paul Bourgeois [email protected] Approve 09/18/13
Paul Edwards [email protected] Approve 09/27/13
Ralph Pate [email protected] Approve 09/25/13
Ronald Pulliam [email protected] Approve 09/16/13
Bob Reetz [email protected] Not Voting 09/16/13
Jim Riley [email protected] Not Voting 09/19/13
Benjamin Anthony [email protected] Not Voted N/A
Robert Wielgoszinski [email protected] Not Voted N/A
Stanley Staniszewski [email protected] Not Voted N/A
22 of 71
Page 3 of 5
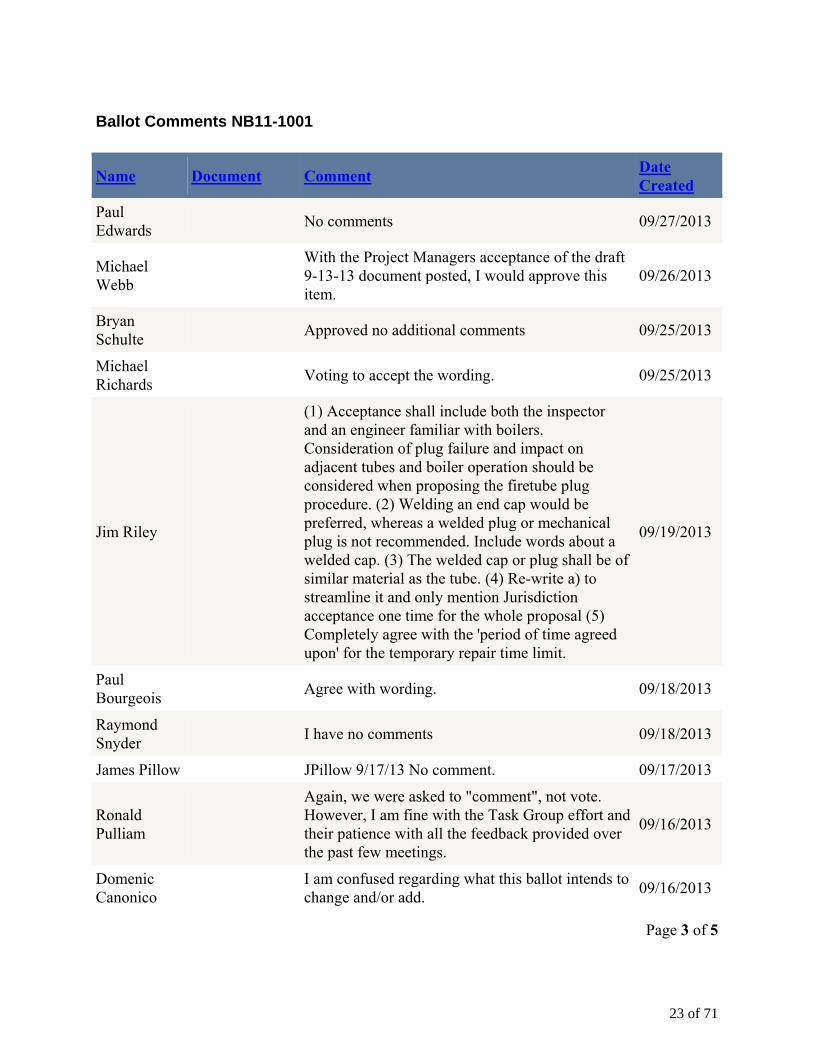
Ballot Comments NB11-1001
Name Document Comment
Date Created
Paul Edwards No comments 09/27/2013
Michael Webb
With the Project Managers acceptance of the draft 9-13-13 document posted, I would approve this item.
09/26/2013
Bryan Schulte Approved no additional comments 09/25/2013
Michael Richards Voting to accept the wording. 09/25/2013
Jim Riley
(1) Acceptance shall include both the inspector and an engineer familiar with boilers. Consideration of plug failure and impact on adjacent tubes and boiler operation should be considered when proposing the firetube plug procedure. (2) Welding an end cap would be preferred, whereas a welded plug or mechanical plug is not recommended. Include words about a welded cap. (3) The welded cap or plug shall be of similar material as the tube. (4) Re-write a) to streamline it and only mention Jurisdiction acceptance one time for the whole proposal (5) Completely agree with the 'period of time agreed upon' for the temporary repair time limit.
09/19/2013
Paul Bourgeois Agree with wording. 09/18/2013
Raymond Snyder I have no comments 09/18/2013
James Pillow JPillow 9/17/13 No comment. 09/17/2013
Ronald Pulliam
Again, we were asked to "comment", not vote. However, I am fine with the Task Group effort and their patience with all the feedback provided over the past few meetings.
09/16/2013
Domenic Canonico
I am confused regarding what this ballot intends to change and/or add. 09/16/2013
23 of 71
Page 4 of 5
Name Document Comment Date Created
Bob Reetz
My only comment is that this wording has been needed for a long time by the jurisdictions. The wording is adequate. The noting of the agreed upon duration before replacement is a nice touch.
09/16/2013
Angelo Bramucci
As Project Manager, I would support the proposed changes as noted in draft document #NB11-1001, Draft 9-13-13. 09/16/2013
Michael Webb NB11-1001, Draft 9-13-13.pdf
In my opinion as proposed, the item presented represents a "temporary repair" as suggested by the language,"...returned to service for a period of time"..., at the end of which, the tube shall be replaced". However, using the thoughts presented, I believe the information can be re-introduced and arranged to reflect a method of repair; more specifically paragraph "c" as attached. Would the Project Mgr. reconsider the item as attached to satisfy the objectives of NB11-1001? -M.Webb
09/13/2013
24 of 71
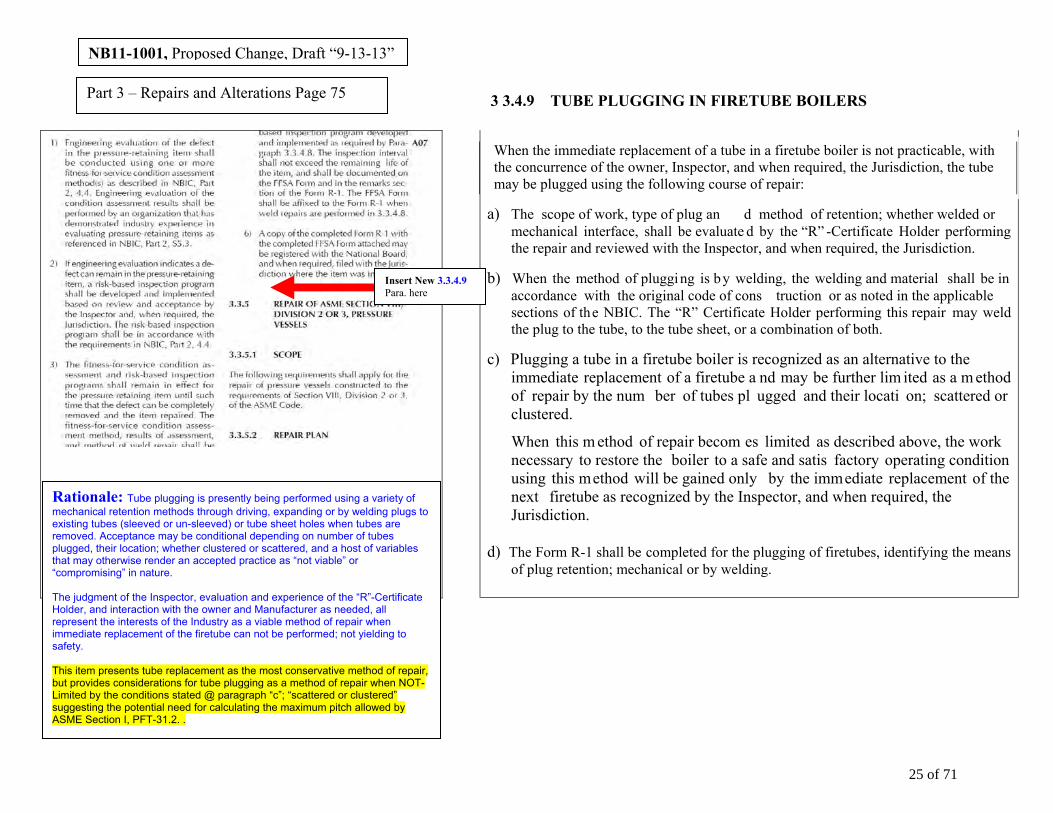
NB11-1001, Proposed Change, Draft “9-13-13”
Part 3 – Repairs and Alterations Page 75 3 3.4.9 TUBE PLUGGING IN FIRETUBE BOILERS
a) The scope of work, type of plug an d method of retention; whether welded or
mechanical interface, shall be evaluate d by the “R” -Certificate Holder performing the repair and reviewed with the Inspector, and when required, the Jurisdiction.
b) When the method of plugging is by welding, the welding and material shall be in
accordance with the original code of cons truction or as noted in the applicable sections of the NBIC. The “R” Certificate Holder performing this repair may weld the plug to the tube, to the tube sheet, or a combination of both.
c) Plugging a tube in a firetube boiler is recognized as an alternative to the
immediate replacement of a firetube a nd may be further lim ited as a m ethod of repair by the num ber of tubes pl ugged and their locati on; scattered or clustered.
When this m ethod of repair becom es limited as described above, the work necessary to restore the boiler to a safe and satis factory operating condition using this method will be gained only by the immediate replacement of the next firetube as recognized by the Inspector, and when required, the Jurisdiction.
d) The Form R-1 shall be completed for the plugging of firetubes, identifying the means
of plug retention; mechanical or by welding.
When the immediate replacement of a tube in a firetube boiler is not practicable, with the concurrence of the owner, Inspector, and when required, the Jurisdiction, the tube may be plugged using the following course of repair:
Insert New 3.3.4.9 Para. here
Rationale: Tube plugging is presently being performed using a variety of mechanical retention methods through driving, expanding or by welding plugs to existing tubes (sleeved or un-sleeved) or tube sheet holes when tubes are removed. Acceptance may be conditional depending on number of tubes plugged, their location; whether clustered or scattered, and a host of variables that may otherwise render an accepted practice as “not viable” or “compromising” in nature. The judgment of the Inspector, evaluation and experience of the “R”-Certificate Holder, and interaction with the owner and Manufacturer as needed, all represent the interests of the Industry as a viable method of repair when immediate replacement of the firetube can not be performed; not yielding to safety. This item presents tube replacement as the most conservative method of repair, but provides considerations for tube plugging as a method of repair when NOT-Limited by the conditions stated @ paragraph “c”; “scattered or clustered” suggesting the potential need for calculating the maximum pitch allowed by ASME Section I, PFT-31.2. .
25 of 71
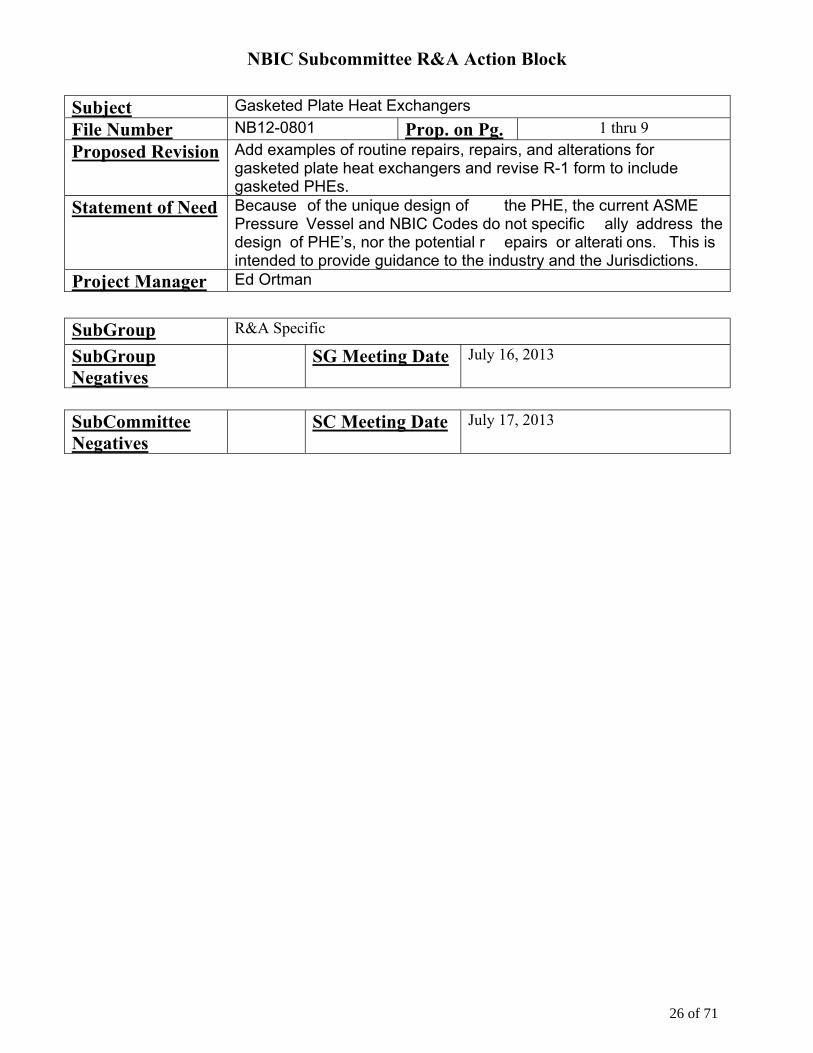
NBIC Subcommittee R&A Action Block
Subject Gasketed Plate Heat Exchangers File Number NB12-0801 Prop. on Pg. 1 thru 9 Proposed Revision Add examples of routine repairs, repairs, and alterations for
gasketed plate heat exchangers and revise R-1 form to include gasketed PHEs.
Statement of Need
Because of the unique design of the PHE, the current ASME Pressure Vessel and NBIC Codes do not specific ally address the design of PHE’s, nor the potential r epairs or alterati ons. This is intended to provide guidance to the industry and the Jurisdictions.
Project Manager Ed Ortman
SubGroup R&A Specific
SubGroup Negatives
SG Meeting Date July 16, 2013
SubCommittee Negatives
SC Meeting Date July 17, 2013
26 of 71
27 of 71
28 of 71
29 of 71
30 of 71
31 of 71
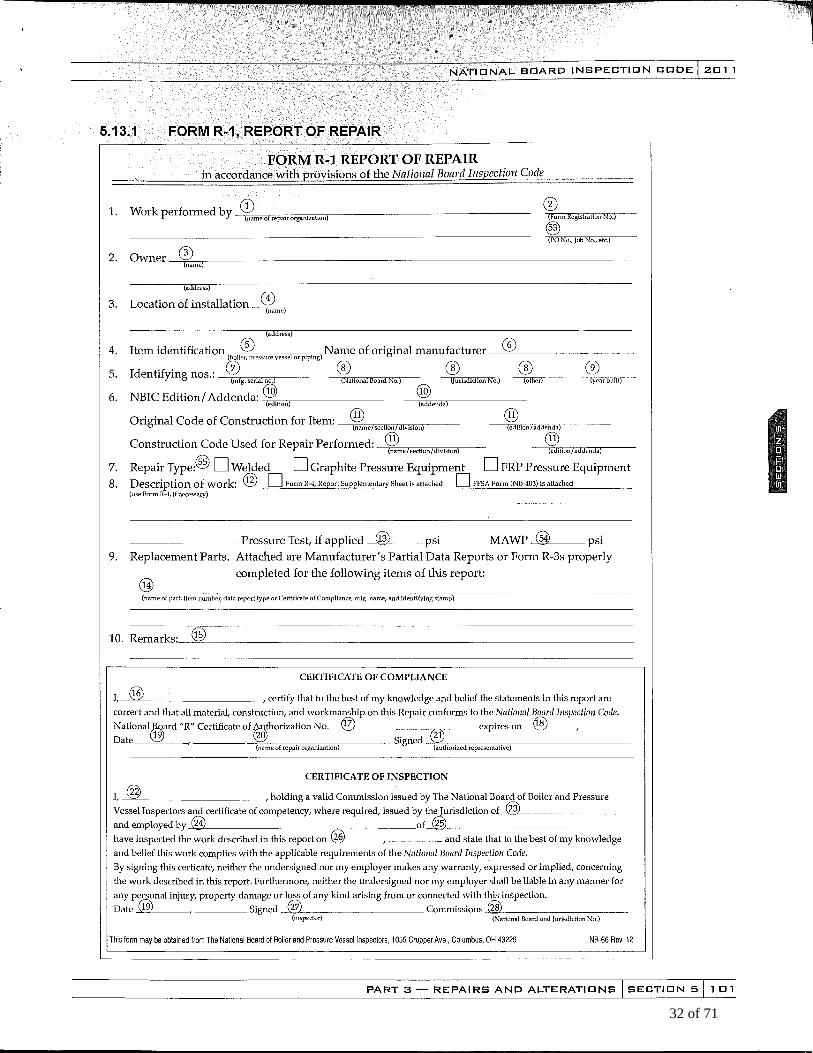
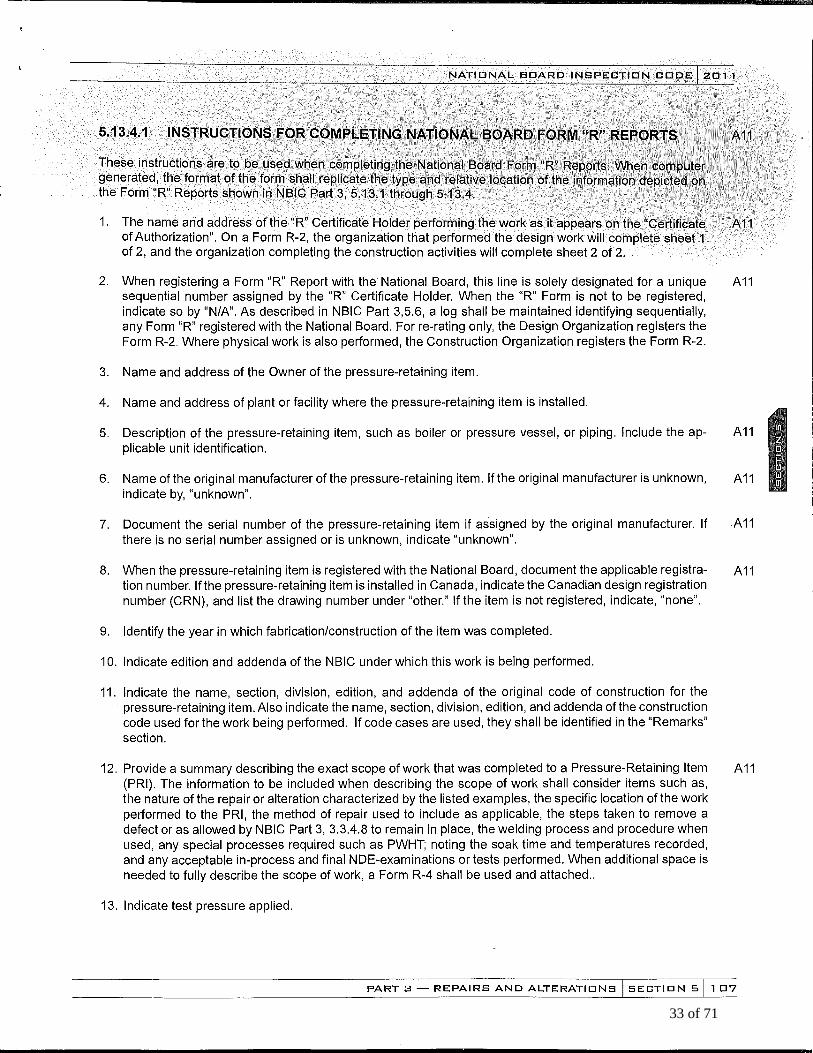
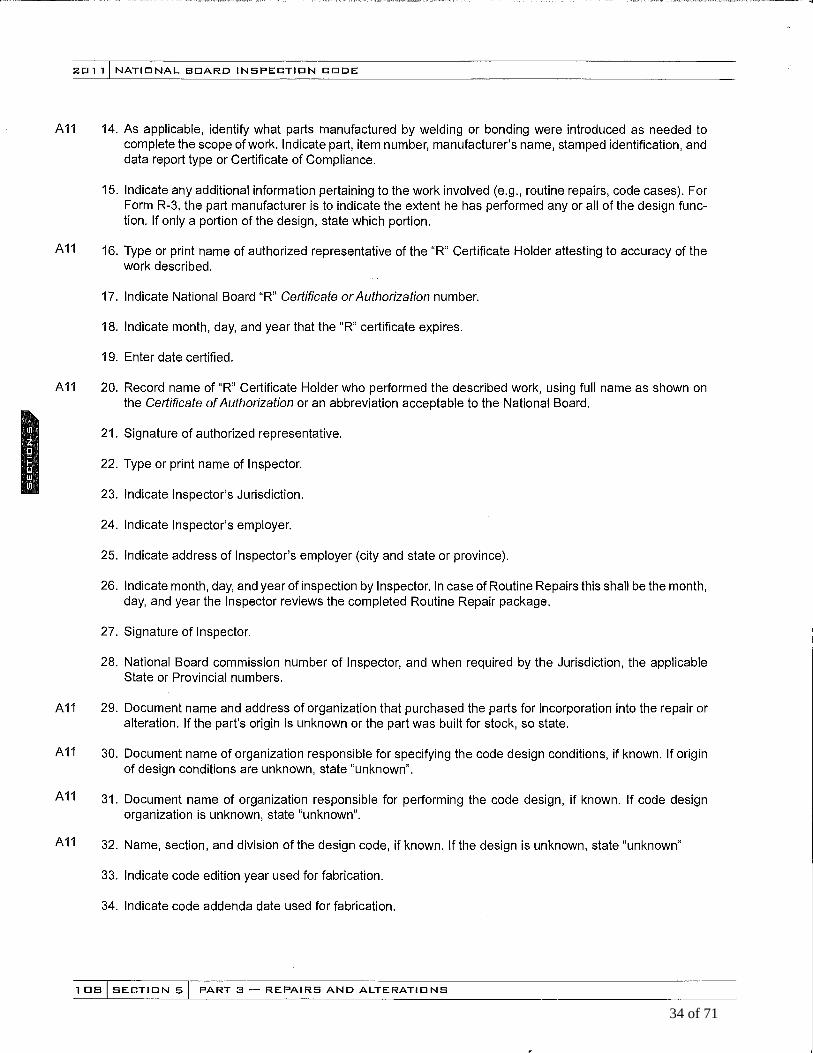
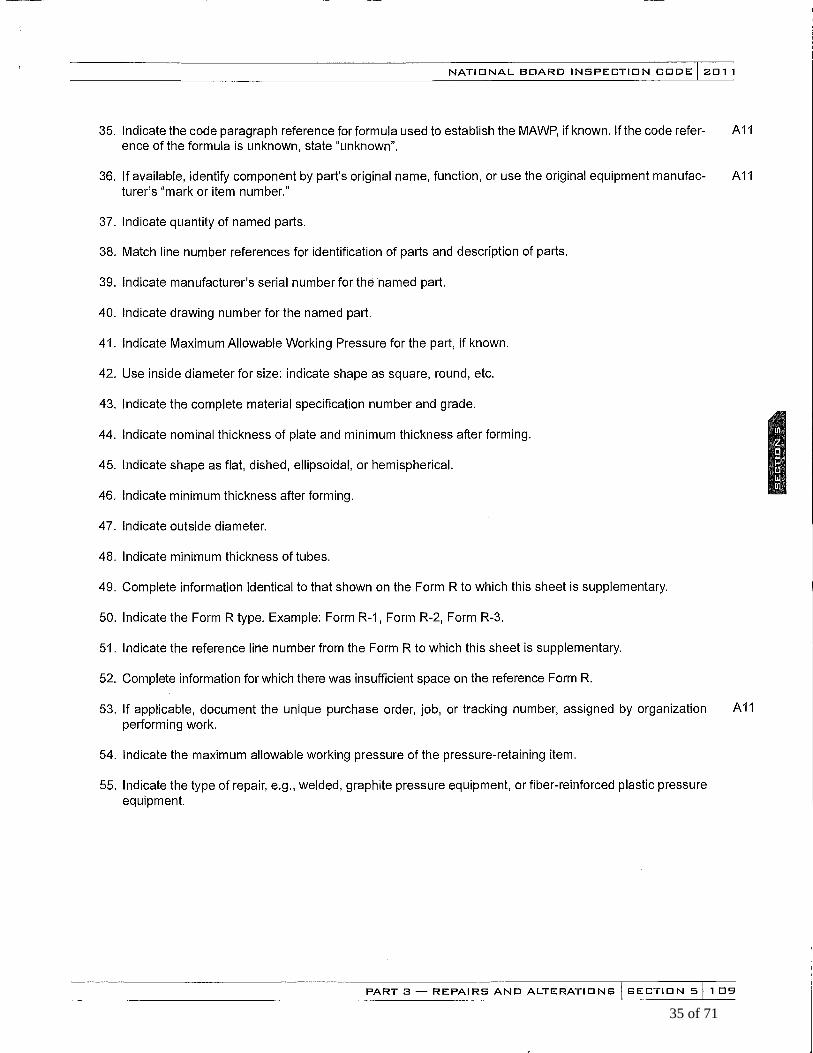
32 of 71
33 of 71
34 of 71
35 of 71
36 of 71
37 of 71
38 of 71
39 of 71
40 of 71
41 of 71
42 of 71
43 of 71
44 of 71
45 of 71
46 of 71
47 of 71
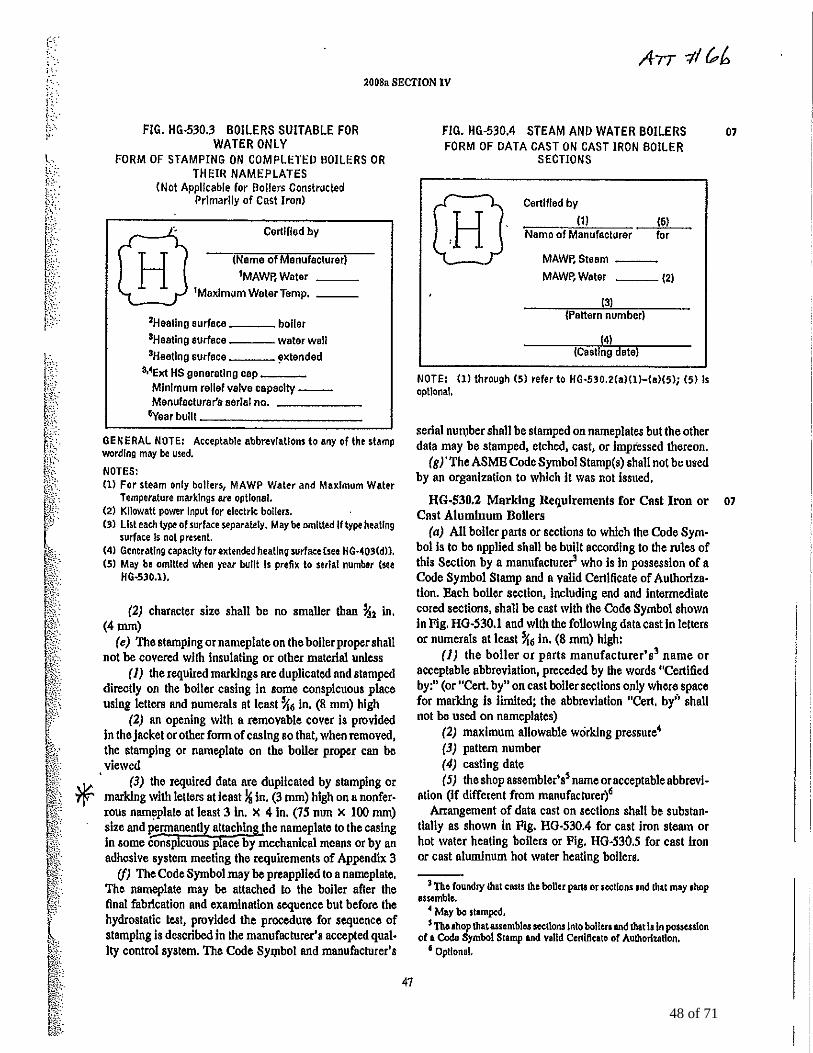
48 of 71
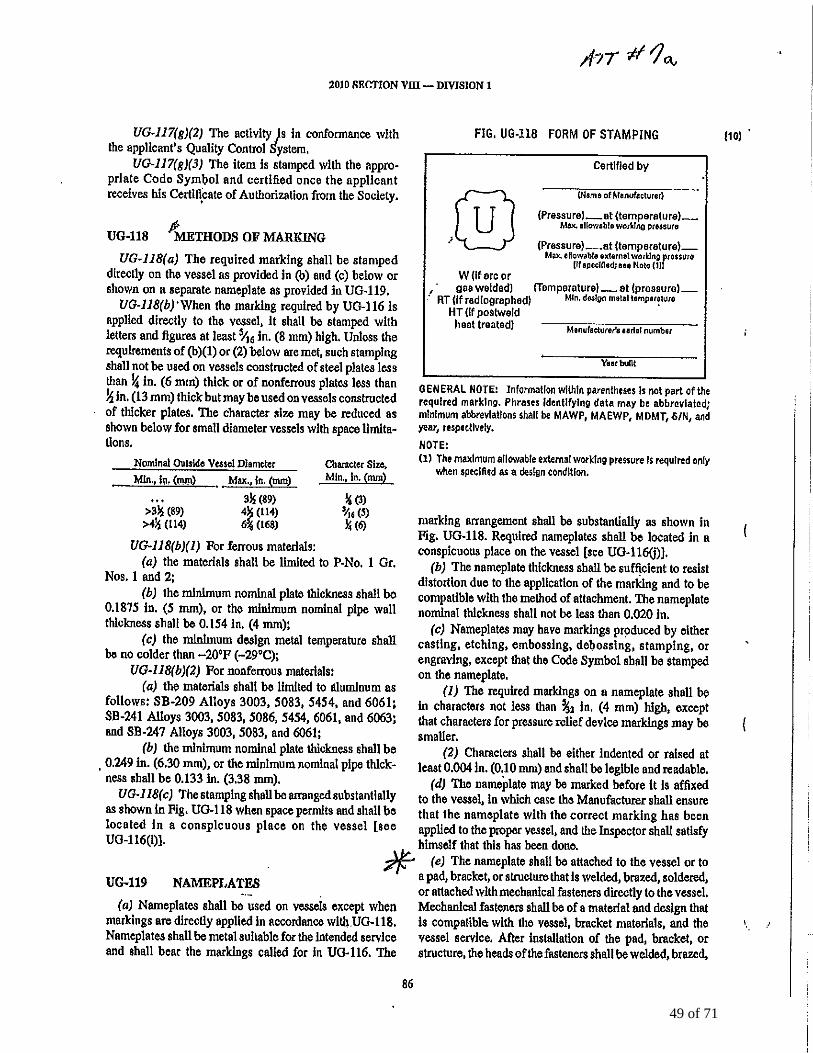
49 of 71
50 of 71
Subgroup Locomotives National Board Item No. NB13-1401 Current Level: Subgroup discussion NBIC Part 3 Paragraph(s): S1.2.9 Title: Boiler Tube Seal Welding Date: Opened: Nov. 2007 Background: Committee generated. Proposed Action:
1. Each Flue shall be expanded either partially or completely into the flue sheet hole prior to seal welding. Upon completion of seal welding the flue shall be expanded to the final setting or re-expanded lightly to confirm the seal welding has not loosened it. 2. Changing the method by which flues are installed from prossering and beading to expanding straight and seal welding shall be considered a repair. 3. Changing the method by which flues are expanded from the prosser method to the roller expander method shall be considered a repair. 4. When flues are installed by expanding straight and seal welding, the outer tube edge shall be even with the outer seal weld edge. All sharp edges of the flue and seal weld shall be smoothed and rounded by filing, sanding, or grinding. Care shall be used to prevent tearing or overheating the tube. 5. Flues that show cracks upon completion of the installation process shall be replaced. Repair is prohibited. 6. When flues are beaded, the bead edge shall contact the flue sheet around the entire flue circumference. Repair of a defective or incorrectly formed bead by welding is prohibited.
Voted by Subgroup: Date: Current Statius: Open at Subgroup
51 of 71
Subgroup Locomotives National Board Item No. NB13-1403 Current Level: Subgroup NBIC Part 3 Paragraph(s): At or near S1.2.9.2 Title: Installation of Boiler Tubes & Arch Tubes Date Opened: April 2011 Background: 1. This subject is based on the experiences of Mike Tillger with a boiler repair firm that cut the boiler tubes too short for installation into a locomotive. The boiler repair firm personnel tried to heat the boiler tubes during the installation process in order to lengthen them sufficiently to engage the tube sheet. When Mike questioned them about it they replied, "we do this all the time". Mike forbid it and sent them back to their shop to obtain the correct length tubes. This same problem also occurs in the power boiler industry for firetube and water tube boilers on which the boiler tubes and/or tube panels have been formed incorrectly (wrong the shape) or are cut too short. 2. I encountered a locomotive boiler on which the firebox tube ends were machined to a smaller diameter in order to obtain the required swedge size. The wall thickness reduction of the boiler tube this created was considerable and made the tubes unfit for use. Proposed Action:
1. Boiler tubes and arch tubes shall be cut to or made to the correct length required for installation with all parts at ambient temperature. The use of heating or stretching the tube at installation to obtain the required length is prohibited. Tubes that are cut too short shall be rejected.
2. The ends of boiler tubes and arch tubes may be swedged to the diameter required to fit the tube sheet holes. The swedging shall create smooth surfaces, smooth curves, and a uniform diameter reduction across the entire swedged length. The creation of sharp corners, sharp edges or a partial collapse of tube interior within the swedged section is prohibited. Tubes that are swedged incorrectly shall be rejected.
Swedging shall be performed using dies whenever possible. Machining the tube end to obtain the required swedge diameter is prohibited.
3. Bends in boiler tubes and arch tubes shall be formed to correct shape and curvature required for installation with all parts at ambient temperature. The bending work shall be performed to create smooth surfaces over the entire bend. The creation of sharp corners, sharp edges, or a partial collapse of tube interior within the bend is prohibited.
52 of 71
The use of heating or stretching the tube at installation to obtain the correct bend shape is prohibited. Tubes that are formed to the wrong shape or curvature shall be rejected.
Subgroup voted Date:
53 of 71
Subgroup Locomotives National Board Item No. NB13-1404 Current Level: Subgroup NBIC Part 2 & 3 Paragraph(s): To Be Determined Title: Fillet welded staybolts Date Opened: April 2011 Background:
Fillet welded staybolts A Task group consisting of Griner, Moedinger, Janssen, and Rimmasch Committee thoughts Part 2 – leakage, look at heads, welds Part 3 – Method + NDE, do not allow threaded to be changed to fillet welded.
Proposed Action: Subgroup voted Date:
54 of 71
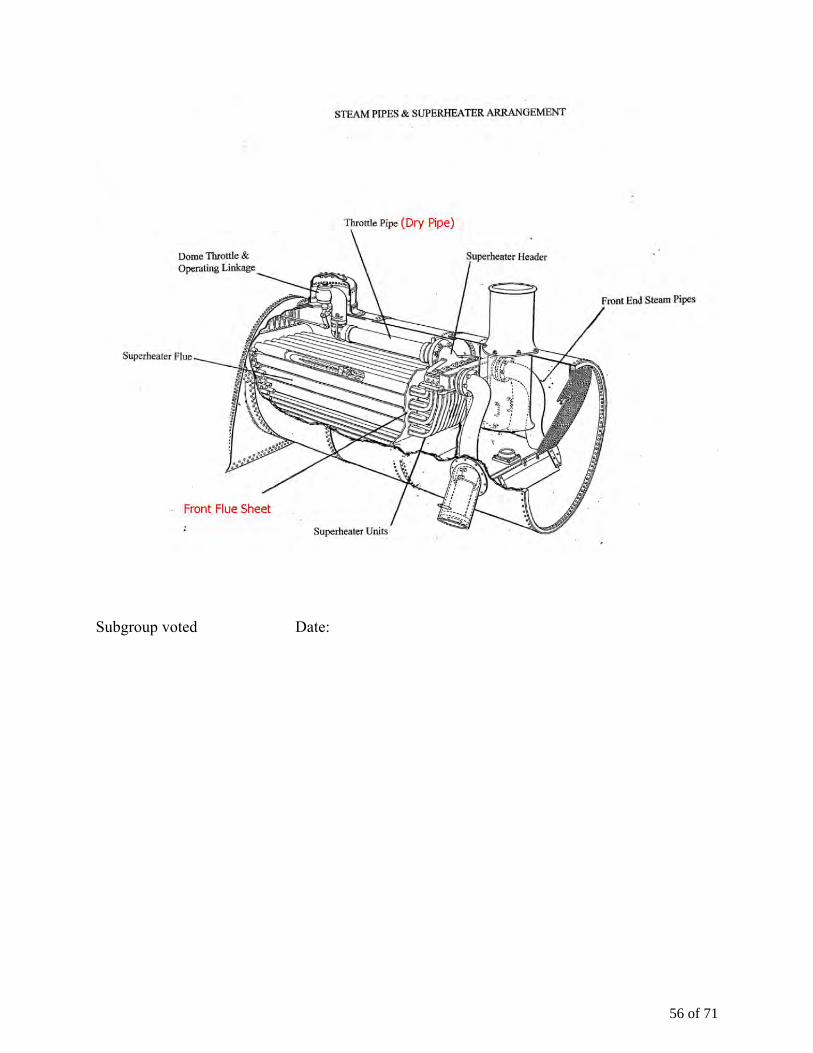
Subgroup Locomotives National Board Item No. NB13-1405 Current Level: Subgroup NBIC Part 3 Paragraph(s): S1.2.9 Title: Throttle Pipes, Dry Pipes, Superheater Headers & Front End Steam Pipes Date Opened: April 2013 Background: None Provided Proposed Action:
Throttle Pipes, Dry Pipes, Superheater Headers & Front End Steam Pipes 1) Throttle pipes, dry pipes, superheater headers, and front end steam pipes made from cast iron or wrought iron that are cracked or corroded to less than the minimum allowable thickness shall be removed from service. Repair is prohibited. 2) Throttle pipes dry pipes, superheater headers, and front end steam pipes made from steel that are cracked may be repaired. 3) Weld build-up may be used if the corroded section does not exceed 10 square inches in area and the depth of corrosion is less than 50% of the original wall thickness. If the corrosion depth or area exceeds one or both of these values, either the corroded section shall be replaced or the entire component. All welded repairs shall be done in accordance with ASME Section I Part PW. 4) When cracks are repaired or new sections installed the welds shall be the full penetration-type and be radiographically examined. 5) Throttle pipes, dry pipes, superheater headers, and front end steam pipes shall be supported by hangers or other structural means to prevent placing bending loads on the adjacent mating parts and attachment studs. All pins, bolts and nuts used to attach these parts shall be equipped with a mechanical retainer such as a cotter pin or be fitted with double nuts, to prevent loosening.
55 of 71
Subgroup voted Date:
56 of 71
Subgroup Locomotives National Board Item No. NB13-1406 Current Level: Subgroup NBIC Part 3 Paragraph(s): To be determined Title: Superheater Units Date Opened: April 2013 Background: None Provided Proposed Action: 1) Superheater units that are worn to less than the minimum allowable wall thickness shall be removed from service and either repaired or replaced. 2) When cracks are repaired or new sections installed the welds shall be the full penetration-type. 3) Weld build-up may be used if the corroded section does not exceed 10 square inches in area and the corrosion depth does not exceed 50% of the original wall thickness. If the corrosion depth or area exceeds one or both of these values, the corroded section shall be replaced. 4) Superheater units shall align with and attach to the superheater header without having to be forced. 5) Cinder shields and tube supports, and tube bands may be attached to superheater units by welding. These welds do not require inspection. The use of fillet welds to attach these items is acceptable. Subgroup voted Date:
57 of 71
Subgroup Locomotives National Board Item No. NB13-1407 Current Level: Subgroup discussion NBIC Part 3 Paragraph(s): To be determined Title: Bolts, Nuts & Studs Date Opened: April 2013 Background: None provided None Provided Proposed Action: 1) Bolts and studs that are cracked, have damaged threads that cannot be returned to the original dimensions by re-threading, or have corrosion or mechanical damage that has reduced the thickness of any section to less than the thread minor diameter shall be replaced. 2) Nuts that are cracked, have damaged threads that cannot be returned to the original dimensions by rethreading, or have corrosion or mechanical damage that has reduced the body thickness of any section greater than 5% shall be replaced. Subgroup voted Date:
58 of 71
Subgroup Locomotives National Board Item No. NB13-1408 Current Level: Subgroup NBIC Part 3 Paragraph(s): To be Determined
Title: Threaded Boiler Studs - Taper Thread & Straight Thread Types Date Opened: April 2013 Background: None provided None Provided Proposed Action: When threaded boiler studs of the taper and straight thread types are installed into through holes on the boiler, the stud threads shall extend the entire thickness of the plate but not extend more than 1/8" beyond the plate water side surface unless required by the design. Threaded boiler studs of the taper and straight thread types shall create a tight and leak free joint at completion of assembly. Seal welding shall not be used unless this is specified by the original design. Threaded boiler studs of the taper and straight thread types that leak during service shall be repaired by tightening or be replaced. If seal welding is to be performed it is an alteration. Prior to the seal welding taking place the leaking parts shall be inspected to identify the cause of the leak and the condition of the parts. Replacing a taper thread boiler stud with a straight thread boiler stud, or making the opposite replacement, is an alternation. Installing a taper thread or straight thread boiler stud of a larger diameter into the boiler is an alteration if the larger hole diameter reduces the plate hole efficiency to a lower value than the efficiency of the boiler rivet seam. The boiler rivet seam efficiency used for the comparison is the rivet seam having the same orientation (longitudinal or circumferential) as the stud holes. Subgroup voted Date:
59 of 71
NB14‐0201
Action Item Request Form
8.3 CODE REVISIONS OR ADDITIONS
Request for Code revisions or additions shall provide the following:
a) Proposed Revisions or Additions
For revisions, identify the rules of the Code that require revision and submit a copy of the appropriate
rules as they appear in the Code, marked up with the proposed revision. For additions, provide the
recommended wording referenced to the existing Code rules.
Existing Text:
b) Statement of Need
Provide a brief explanation of the need for the revision or addition.
None
A new Action Item is need to address Tube Plugging with weld metal. Action Item # NB14‐0201 has been
issued with Tom White –PM and Angelo Bramucci as the Task Group.
J McGimpsey‐ Secretary Part 3 RA
60 of 71
NB14‐0201
c) Background Information
Provide background information to support the revision or addition, including any data or changes in
technology that form the basis for the request that will allow the Committee to adequately evaluate the
proposed revision or addition. Sketches, tables, figures, and graphs should be submitted as appropriate.
When applicable, identify any pertinent paragraph in the Code that would be affected by the revision or
addition and identify paragraphs in the Code that reference the paragraphs that are to be revised or
added.
61 of 71
NB14‐0301 result of IN13‐0501
Action Item Request Form
8.3 CODE REVISIONS OR ADDITIONS
Request for Code revisions or additions shall provide the following:
a) Proposed Revisions or Additions
For revisions, identify the rules of the Code that require revision and submit a copy of the appropriate
rules as they appear in the Code, marked up with the proposed revision. For additions, provide the
recommended wording referenced to the existing Code rules.
Existing Text:
b) Statement of Need
Provide a brief explanation of the need for the revision or addition.
None
IN13‐0501 generated this request for a new Action Item as the NBIC did not address the inquirer’s
question. The new Action item is NB14‐0301 En capsulation RA Specific
Task Group assigned at SC RA‐Brian Boseo‐PM, Bob Wielgoszinski, Bryan Schulte and George Galanes
J McGimpsey‐ Secretary Part 3 RA
62 of 71
NB14‐0301result of IN13‐0501
c) Background Information
Provide background information to support the revision or addition, including any data or changes in
technology that form the basis for the request that will allow the Committee to adequately evaluate the
proposed revision or addition. Sketches, tables, figures, and graphs should be submitted as appropriate.
When applicable, identify any pertinent paragraph in the Code that would be affected by the revision or
addition and identify paragraphs in the Code that reference the paragraphs that are to be revised or
added.
63 of 71
In addition propose revised words in the code, additional a new second paragraph to be added to 3.2.2 c). ASME stamping and completion of an ASME Manufacturer’s Partial Data Report is not required for parts fabricated by the “R” Certificate Holder that will be used on pressure retaining items being repaired or altered by the same “R” Certificate Holder. The controls for this activity shall be described in the quality control system.
64 of 71
Page 1 of 3
COMMITTEE CORRESPONDENCE COMMITTEE: NBIC Committee ADDRESS WRITER CARE OF:
The National Board of Boiler & Pressure Vessel Inspectors
TO: NBIC Committee 1055 Crupper Avenue Columbus, Ohio 43229-1183
Phone: (614) 888-8320 Fax: (614) 847-1828
FROM: Robin Hough NBIC Secretary SUBJECT: Letter Ballot NB14-0701 MC DATE: October 18, 2013 Committee Members, Letter ballot NB14-0701 MC has now closed. This ballot was for comment only. All comments received have been forwarded to the Project Manager of this item, Mr. Bob Wielgoszinski. 12 Approved 7 Disapproved 0 Abstained 0 Not Voting 3 Not Returned :rmh
65 of 71

Page 2 of 3
Ballot Votes NB14-0701
Name Email Votes Vote Date
Bryan Schulte [email protected] Approve 09/25/13
Craig Hopkins [email protected] Approve 09/25/13
Domenic Canonico [email protected] Approve 10/10/13
Frank Hart [email protected] Approve 09/25/13
James Pillow [email protected] Approve 09/17/13
Jim Sekely [email protected] Approve 09/14/13
Lawrence McManamon [email protected] Approve 09/17/13
Mark Mooney [email protected] Approve 09/12/13
Michael Webb [email protected] Approve 09/16/13
Paul Bourgeois [email protected] Approve 09/18/13
Ralph Pate [email protected] Approve 10/15/13
Robert Wielgoszinski [email protected] Approve 09/26/13
Bob Reetz [email protected] Disapprove 10/03/13
Gary Scribner [email protected] Disapprove 09/12/13
George Galanes PE [email protected] Disapprove 10/01/13
Jim Riley [email protected] Disapprove 10/03/13
Michael Richards [email protected] Disapprove 09/25/13
Paul Edwards [email protected] Disapprove 09/27/13
Ronald Pulliam [email protected] Disapprove 09/13/13
Benjamin Anthony [email protected] Not Voted N/A
Don Cook [email protected] Not Voted N/A
Stanley Staniszewski [email protected] Not Voted N/A
66 of 71
Page 3 of 3
Ballot Comments NB14-0701
Name Comment
Date Created
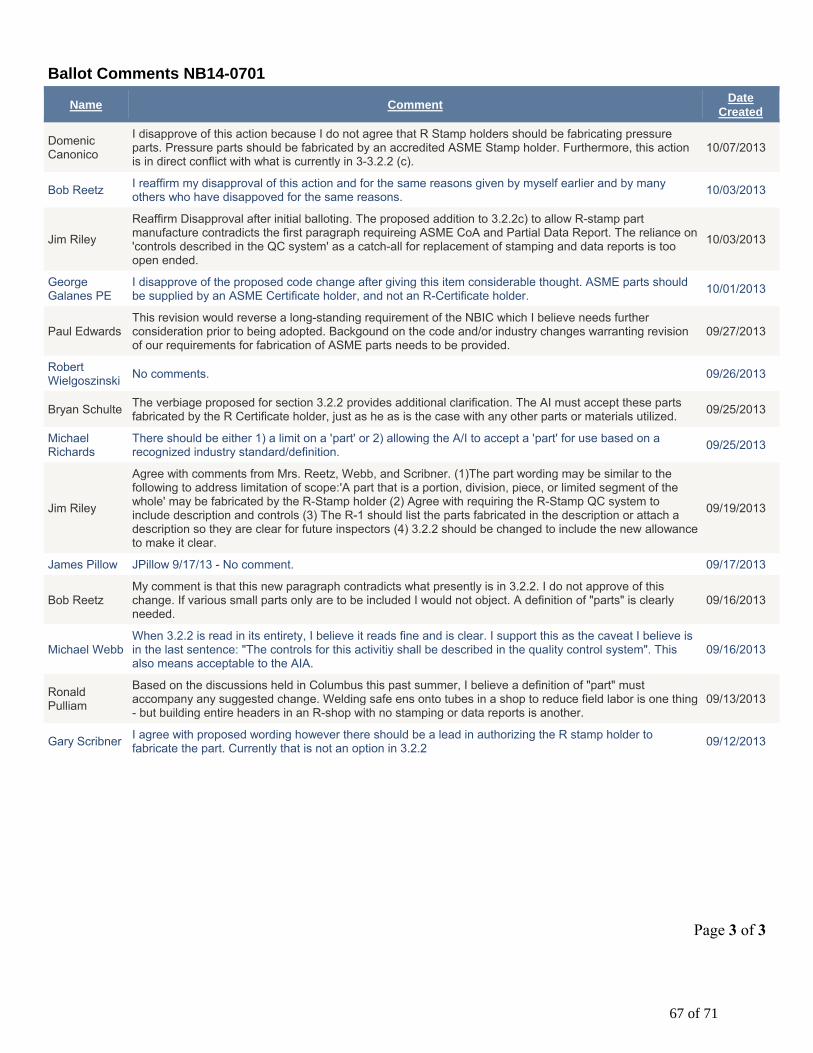
Domenic Canonico
I disapprove of this action because I do not agree that R Stamp holders should be fabricating pressure parts. Pressure parts should be fabricated by an accredited ASME Stamp holder. Furthermore, this action is in direct conflict with what is currently in 3-3.2.2 (c).
10/07/2013
Bob Reetz I reaffirm my disapproval of this action and for the same reasons given by myself earlier and by many others who have disappoved for the same reasons. 10/03/2013
Jim Riley
Reaffirm Disapproval after initial balloting. The proposed addition to 3.2.2c) to allow R-stamp part manufacture contradicts the first paragraph requireing ASME CoA and Partial Data Report. The reliance on 'controls described in the QC system' as a catch-all for replacement of stamping and data reports is too open ended.
10/03/2013
George Galanes PE
I disapprove of the proposed code change after giving this item considerable thought. ASME parts should be supplied by an ASME Certificate holder, and not an R-Certificate holder. 10/01/2013
Paul Edwards This revision would reverse a long-standing requirement of the NBIC which I believe needs further consideration prior to being adopted. Backgound on the code and/or industry changes warranting revision of our requirements for fabrication of ASME parts needs to be provided.
09/27/2013
Robert Wielgoszinski No comments. 09/26/2013
Bryan Schulte The verbiage proposed for section 3.2.2 provides additional clarification. The AI must accept these parts fabricated by the R Certificate holder, just as he as is the case with any other parts or materials utilized. 09/25/2013
Michael Richards
There should be either 1) a limit on a 'part' or 2) allowing the A/I to accept a 'part' for use based on a recognized industry standard/definition. 09/25/2013
Jim Riley
Agree with comments from Mrs. Reetz, Webb, and Scribner. (1)The part wording may be similar to the following to address limitation of scope:'A part that is a portion, division, piece, or limited segment of the whole' may be fabricated by the R-Stamp holder (2) Agree with requiring the R-Stamp QC system to include description and controls (3) The R-1 should list the parts fabricated in the description or attach a description so they are clear for future inspectors (4) 3.2.2 should be changed to include the new allowance to make it clear.
09/19/2013
James Pillow JPillow 9/17/13 - No comment. 09/17/2013
Bob Reetz My comment is that this new paragraph contradicts what presently is in 3.2.2. I do not approve of this change. If various small parts only are to be included I would not object. A definition of "parts" is clearly needed.
09/16/2013
Michael Webb When 3.2.2 is read in its entirety, I believe it reads fine and is clear. I support this as the caveat I believe is in the last sentence: "The controls for this activitiy shall be described in the quality control system". This also means acceptable to the AIA.
09/16/2013
Ronald Pulliam
Based on the discussions held in Columbus this past summer, I believe a definition of "part" must accompany any suggested change. Welding safe ens onto tubes in a shop to reduce field labor is one thing - but building entire headers in an R-shop with no stamping or data reports is another.
09/13/2013
Gary Scribner I agree with proposed wording however there should be a lead in authorizing the R stamp holder to fabricate the part. Currently that is not an option in 3.2.2 09/12/2013
67 of 71
DU04047 Page 1 of 2
babcock & wilcox power generation group, inc., a Babcock & Wilcox company
20 sou t h van bu ren avenu e p . o . box 351 ba rbe r t on , oh 44203 -0351 usa
phone 330 .753 .4511 f ax 330 .860 .1886 www. babcock . com
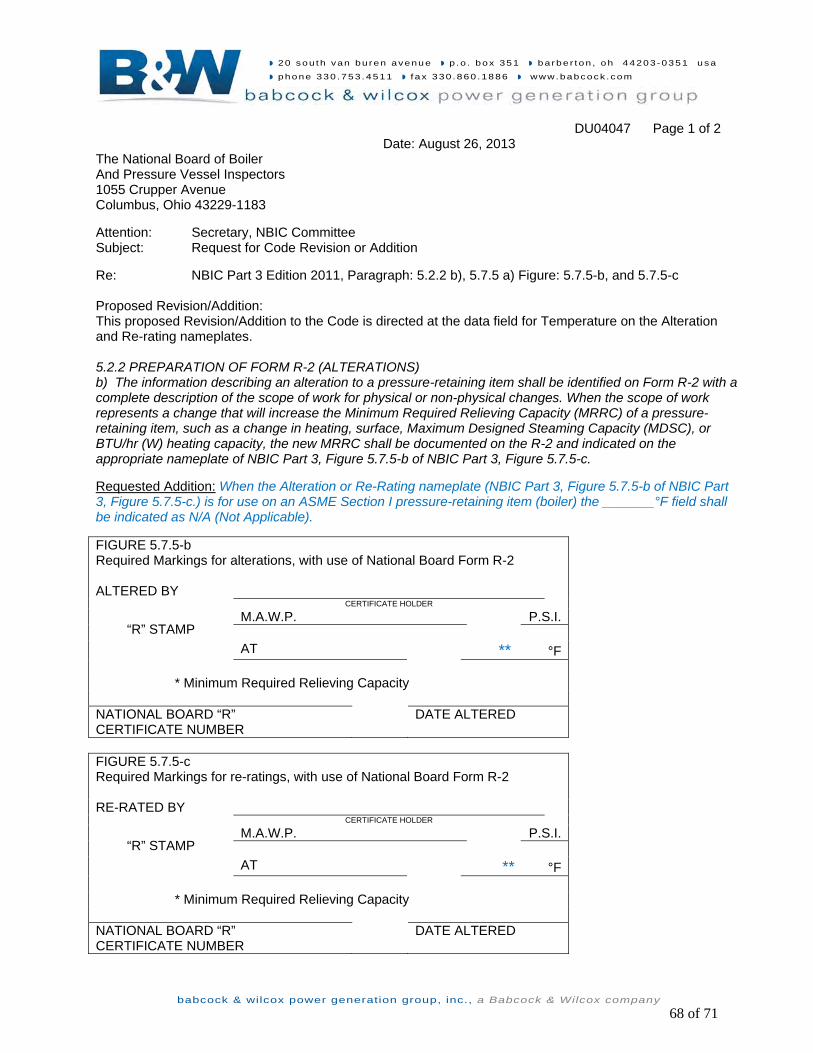
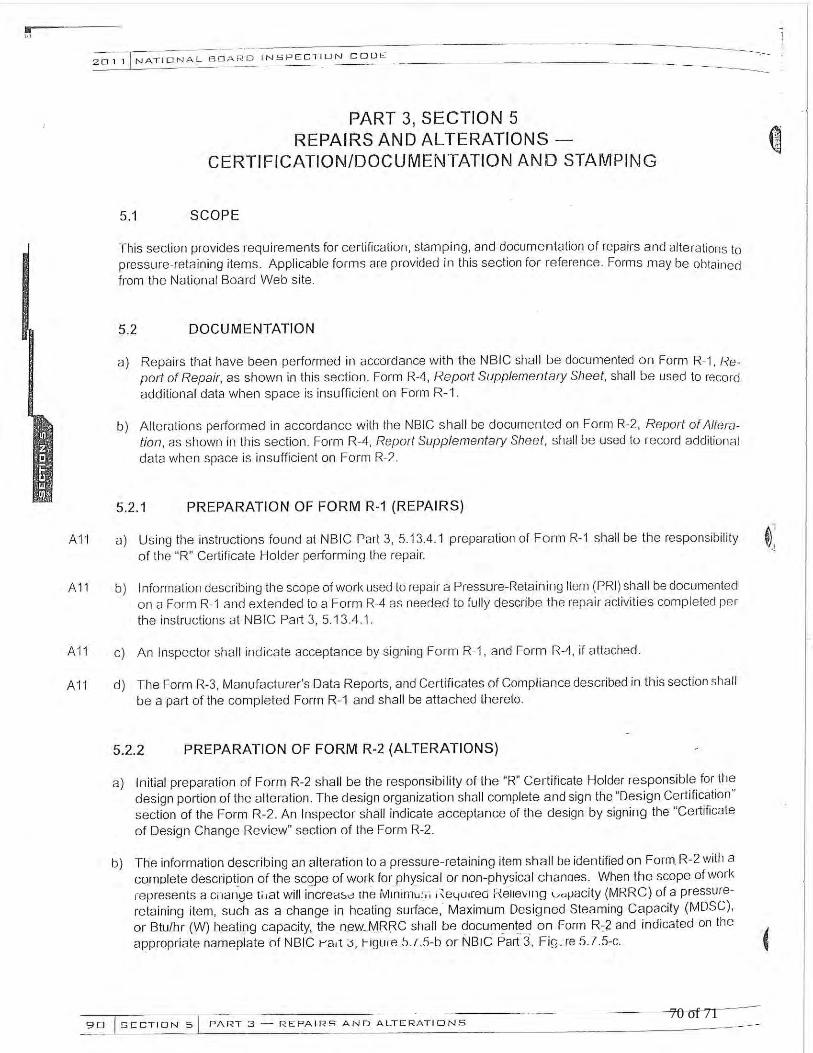
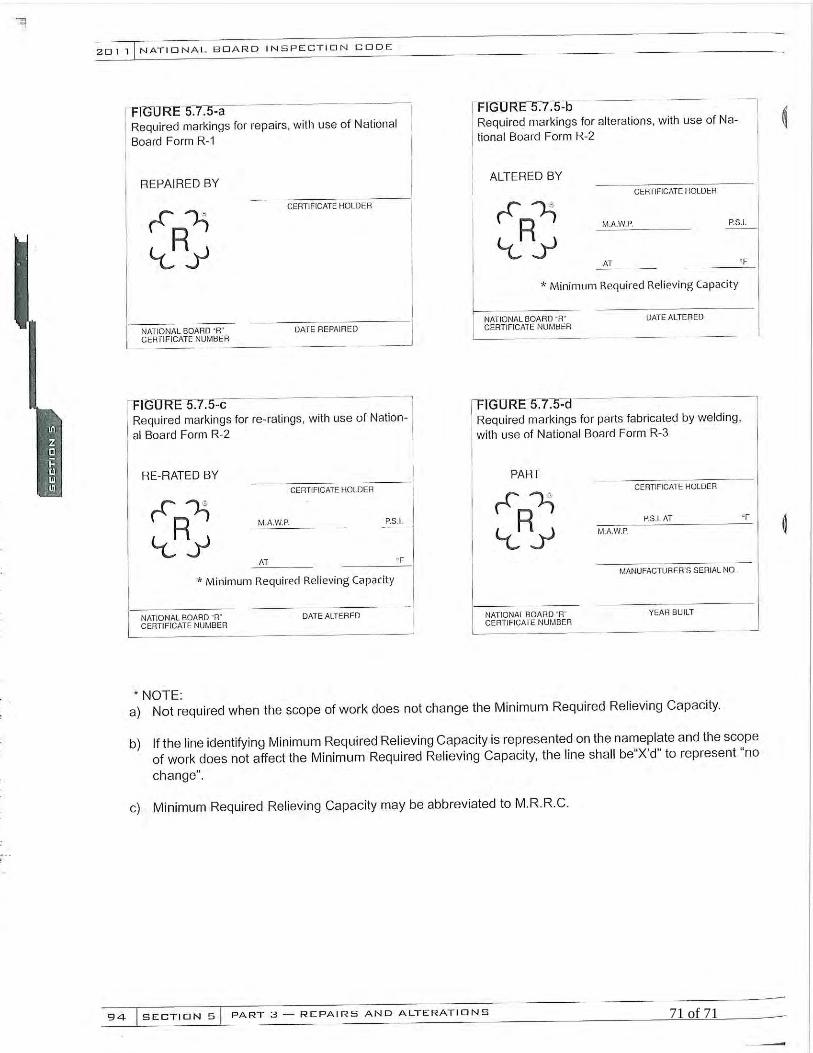
Date: August 26, 2013 The National Board of Boiler And Pressure Vessel Inspectors 1055 Crupper Avenue Columbus, Ohio 43229-1183 Attention: Secretary, NBIC Committee Subject: Request for Code Revision or Addition Re: NBIC Part 3 Edition 2011, Paragraph: 5.2.2 b), 5.7.5 a) Figure: 5.7.5-b, and 5.7.5-c Proposed Revision/Addition: This proposed Revision/Addition to the Code is directed at the data field for Temperature on the Alteration and Re-rating nameplates. 5.2.2 PREPARATION OF FORM R-2 (ALTERATIONS) b) The information describing an alteration to a pressure-retaining item shall be identified on Form R-2 with a complete description of the scope of work for physical or non-physical changes. When the scope of work represents a change that will increase the Minimum Required Relieving Capacity (MRRC) of a pressure-retaining item, such as a change in heating, surface, Maximum Designed Steaming Capacity (MDSC), or BTU/hr (W) heating capacity, the new MRRC shall be documented on the R-2 and indicated on the appropriate nameplate of NBIC Part 3, Figure 5.7.5-b of NBIC Part 3, Figure 5.7.5-c. Requested Addition: When the Alteration or Re-Rating nameplate (NBIC Part 3, Figure 5.7.5-b of NBIC Part 3, Figure 5.7.5-c.) is for use on an ASME Section I pressure-retaining item (boiler) the _______°F field shall be indicated as N/A (Not Applicable).
FIGURE 5.7.5-b Required Markings for alterations, with use of National Board Form R-2 ALTERED BY
“R” STAMP
CERTIFICATE HOLDER
M.A.W.P. P.S.I. AT ** °F
* Minimum Required Relieving Capacity NATIONAL BOARD “R” CERTIFICATE NUMBER
DATE ALTERED
FIGURE 5.7.5-c Required Markings for re-ratings, with use of National Board Form R-2 RE-RATED BY
“R” STAMP
CERTIFICATE HOLDER
M.A.W.P. P.S.I. AT ** °F
* Minimum Required Relieving Capacity NATIONAL BOARD “R” CERTIFICATE NUMBER
DATE ALTERED
68 of 71
DU04047 Page 2 of 2
babcock & wilcox power generation group, inc., a Babcock & Wilcox company
20 sou t h van bu ren avenu e p . o . box 351 ba rbe r t on , oh 44203 -0351 usa
phone 330 .753 .4511 f ax 330 .860 .1886 www. babcock . com
* NOTE: a) Not required when the scope of work does not change the Minimum Required Relieving Capacity. b) If the line identifying the Minimum Required Relieving Capacity is represented on the nameplate and the scope of work does not affect the Minimum Required Relieving Capacity , the line shall be “X’d” to represent “no change”. c) Minimum Required Relieving Capacity may be abbreviated to M.R.R.C. ** Note: a) When the Alteration or Re-Rating nameplate (NBIC Part 3, Figure 5.7.5-b of NBIC Part 3, Figure 5.7.5-c.) is for use on an ASME Section I pressure-retaining item (boiler) the _______°F field shall be indicated as N/A (Not Applicable). Statement of Need: The NBIC does not indicate what temperature is to be placed in the field on the nameplate. Temperature is not required on the OEM ASME Section I Boiler Nameplates. (ASME PG-106.4) Please note that there are multiple temperatures and pressures in a power boiler, different components have different design and operating temperatures and pressures. Placing a temperature on the Nameplate without identifying what the temperature represents is an opportunity for misinterpretation and could possibly lead to calculating incorrect tube minimum wall thickness and incorrect material specifications for boiler components which could lead to catastrophic failure and lose of life and property. This request is for the NBIC to clarify that temperature is not applicable on the nameplates when the scope is ASME Section I Boilers. Regards, Babcock & Wilcox Power Generation Group, Inc
________________________ Code Data Coordinator
69 of 71
70 of 71
71 of 71