drive&control - boschrexroth-us.com · floating ram islands with rexroth piling barge...
TRANSCRIPT

drive&controlT h e M a g a z i n e f o r R e x r o t h C u s t o m e r s
Drive & Control in the Steel Industry:
All-round Service for Sharp Edges2 0 0 4 1
2 1|2004drive&control
drive&control is the magazine for Rexroth customers. Produced by: Bosch Rexroth AG, Corporate Communications, 97814 Lohr am Main, Germany. Co-ordination: Chantal van Mierlo, Corporate Communications, Tel.: +49 (9352) 18-1802, Fax: +49 (9352) 18-1190, E-Mail: [email protected], www.boschrexroth.com
ISSN 1618-5390
Chief Editor: Claudia Hoefer. Rexroth editorial team Rexroth: Ahmet Izgi, Monika Licha, Birgit Meyer, Beatrice Neuhaus,Chantal van Mierlo. Graphics/Print layout: MARIN Werbeagentur GmbH, Taunusstein. Printing: SchleunungdruckGmbH, Marktheidenfeld am Main. Photos ( see respective pages ) • Cover: Getty Images • Page 2: Darley (1), Rexroth(2), Bil Philips (QRSS) (1) • U4: Getty Images. All rights reserved. Any reproduction or copying, either in part or whole,requires prior permission of the publisher. drive&control is dispatched via database using automated data processing.
2
3
5
8
13
31
32
34
8
13
26
34
An exceptional bendingpress for use in thefood industry was con-structed by Darley inthe Netherlands usingRexroth technology.
The German companyVoith Paper is succes-sfully using Rexroth rol-ler rail systems in itslatest slitter-winders.
A hidden world, secretcaves and bizarre disco-veries. Potholers andcave explorers penetrateever deeper into theunderground systems ofthe Mexican pensinsulaof Yucatán, one of thelargest cave explorationregions of the world.
Contents
1|2004
Imprint
Contents · Imprint
News Latest Presentations and News in Brief
Interview Mental Blocks at Home
Solution All-round Service for Sharp Edges
Technology
13 Paper Industry Voith Paper Winders
16 Aircraft Construction An Aviation Milestone
18 Shipbuilding On Patrol in Rotterdam
19 Automotive Industry Lightning-fast Troubleshooting
20 Coastal Protection Safe from the Storm Tide
22 Mining First Prize for 70-ton Mining Truck
24 Automatation Flexible Production Capacity in a Smallscale Enterprise
26 Paper Industry High-speed Loom from 0 to 200 km/h in 50 Milliseconds
28 Tunnel Construction Intrepid Tunneling through the Alps
Know-how Supply Chain Management
Products New Products from Rexroth
Drive Cave Exploration
Swedish company TexoAB’s new loom achievesa higher speed by usingnew light-alloy loomguards driven by electricservotechnology fromRexroth.
Floating ram islandswith Rexroth pilingbarge cylinders.
31|2004 drive&control
News
For more information:
Claudia HoeferBosch Rexroth AG, GermanyFax: +49 (9352) 18 1190E-Mail: [email protected]
Change in Top Management:
Manfred Grundke to SucceedWinfried Witte as of May
Winfried Witte (62), Presi-dent of Bosch Rexroth AG,will be retiring on April30, 2004.
He took over in 1996 asChairman of the Board ofManagement of Mannes-mann Rexroth GmbH,being appointed Presidentof Mannesmann Rexroth
AG in 1997. Since May 2001 he hasbeen President of the newly-foundedBosch Rexroth AG.
His successor as of May 1, 2004 will beManfred Grundke (48), Executive VicePresident for Sales Automation as wellas President of the Electric Drives andControls Business Unit.
Czech Republic:
45th International MachineConstruction Fair in BrnoThe 45th International Machine Con-struction Fair took place from Septem-ber 15 to 19, 2003 in Brno (CzechRepublic). This fair is rich in traditionand is the largest of its kind in Centraland Eastern Europe.
More than 600 customers visited theRexroth Stand. Rexroth was representedin all technologies: Industrial hydraulics,Electric Drives and Controls, Linear andAssembly Technology, Pneumatics,Service Automation and Mobile Hy-draulics.
Main theme of the fair was the immi-nent entry of the Czech Republic intothe EU. The extensive program of con-ferences, seminars and discussions wereparticularly well received by visitorsand exhibitors alike. The most impor-tant topic of these events was the gene-ral impact of EU membership on themachine construction industry: the
For more information:
Petr KapitánikBosch Rexroth, spol. s r.o., Czech RepublicFax: +420 (5) 4812 6112E-Mail: [email protected]
Rexroth in the Netherlands, responsible within BoschRexroth AG for turnkey projects and special hydrauliccylinders, was awarded the contract to build the largest hydraulic cylinder ever to be used in pilingbarge applications.
The order comprises four cylinders with strokelengths of 11.5 and 13 meters, diameters of 900 and1000 mm respectively, and each cylinder weighingapprox. 60 tonnes.
A piling barge will be used to the pile the foundationfor the Hangzhou Bay’s Cross-Sea Bridge nearShanghai, the longest bridge in the world. The pur-pose of the hydraulic cylinders is to position the pileplatform vertically and stabilize it, while the steelpiles with an exceptional length of 85 and 95 meters,are then driven into the seabed.
Rexroth’s know-how and experience in supplying asimilar hydraulic system – if somewhat smaller –were decisive factors in awarding the contract. Theuniversal alignment of the company, representedhere by Rexroth China, who supplied the drive andcontrol systems, was also considered an advantage.
The whole project is due for completion in 2010. �
Netherlands:
Foundations Laidfor Record-breakingBridge in China
For more information:
Dr. Erik SnoeyenRexroth Hydraudyne B.V., NetherlandsFax: +31 (411) 65 14 53E-Mail: [email protected]
Manfred Grundke has been a memberof the Board of Bosch Rexroth AGsince 2001. A Mechanical Engineer, hejoined Mannesmann Rexroth GmbHin 1984. From 1997 to 1998 he wasChairman of the Board of Manage-ment of the Rexroth Hydraulics Busin-ess Unit of Mannesmann Rexroth AG,and a member of the Executive Boardof Mannesmann Rexroth AG from1998. �
changes, the opportunities and also the risks. The visit of the Commissio-ner of the European Commission forEconomics and Development, PhilippeBusquin, to the fair, underlined its sig-nificance with respect to the futureeastward expansion of the EU.
A total of 2,300 exhibitors from 36countries presented their products overa floor area of 69,500 sq. m. There weremore than 100,000 visitors to the fair,11,000 of which were prospective for-eign customers from 60 different coun-tries. �

4 1|2004drive&control
News
Pho
tos:
Rex
roth
(3)
, Mes
se M
ünch
en/L
oske
(1)
bauma 2004:
Rexroth – A Unique Selectionof Drive and Control Systemsfor Construction Machinerybauma 2004 will be opening its doorsfrom March 29 to April 04, 2004. Witharound 500,000 sq. m of exhibitionspace it is the leading fair for the con-struction machinery branch and thisyear it is bigger than ever. Electronics is currently the topical subject in thisbranch. What is meant here is the inte-gration of the latest electronic compo-nents into drive and control systems of the different types of constructionmachinery.Rexroth, the drive technology specia-list, will be exhibiting in Hall A4 on
For more information:
Monika LichaBosch Rexroth AG, GermanyFax: +49 (7308) 82 2683E-Mail: [email protected]
Stand 317, over a floor area of morethan 500 sq. m, displaying a number of innovations such as the CAN-Buscontrol module for M4 High PressureLoad-Sensing Control Blocks. Further-more new models of the RC controldevice family for harsh mobile applica-tions will also be on show. These elec-tronic control devices permit imple-mentation of virtually every closedloop control task in mobile devices.Rexroth offers components optimallytuned to one another – from pumps,motors and transmissions, sensors,
switching electronics and control electronics throughto software for application-specific vehicle optimiza-tion.
You can experience the wide spectrum of mobilehydraulics at bauma 2004 in Hall A4, on Stand 317,as well as on the Internet underwww.boschrexroth.com/brm. �
Rexroth exhibited a considerable num-ber of new developments for basic andadvanced vocational training at didactain Cologne (Germany), which tookplace from February 09 to 13, 2004.Focus was on the idA "internationaldidactic Alliance" founded last year,with career specialists Christiani andLeybold. Together they are developinginnovative mechatronic trainingsystems and marketing them via thewell-established sales channels.
Amongst the exhibits on the 48 squaremetre stand was a high shelving systemfor sophisticated CIM developmentsystems (Computer Integrated Manu-facturing). The shelving is fitted with a PLC control with Profibus DP alongwith a screen panel from Rexroth asthe operating console. Due to the fle-xible method of connection, it can beused in combined production cells orCIM systems.
A further highlight of the exhibitionwas the new development for the DS4hardware trainer: the HNC 100 TSU(Training and Simulation Unit). TheHNC 100 TSU combines the HNC 100digital axis control from Rexroth withthe possibility of simulating NC pro-grams and control systems directly onthe training unit, as well as training onhow to use the HNC 100. i.e. the pro-grams supplied can be given a dry runon the training unit. In the second step,the TSU is connected directly to theRexroth "HyControl" hydraulic axis.The programs can then work undernear-practical conditions. �
For more information:
Michael BaldBosch Rexroth AG, GermanyFax: +49 (9352) 18 1891E-Mail: [email protected]
For more information:
Claudia Ramos Bosch Rexroth Ltda., BrazilFax: +55 (11) 4414 5751E-Mail: [email protected]
Jubilee:
40 Years BoschRexroth in BrazilIn 1964 Rexroth Hidráulica Ltda. (Brazil) opened upan office in the center of São Paulo with just twoemployees, importing products from Germany. Inthree years production of valves, cylinders and hy-draulic power units started in Diadema.Today Rexroth Brazil has 470 employees, 223 ofwhom work at the Pomerode production site, with247 in the nine countrywide sales offices and at theHead Office. In addition to this a network of 77Rexroth distributors ensure a presence covering the whole of Brazil, the fifth largest country in theworld. �
HNC 100 TSU (Trainingand Simulation Unit).
didacta 2004:
Sophisticated Training Systems
Electronics is currentlythe topically subject

51|2004 drive&control
Interview
Mental blocks at home :
No Company Can Afford toIgnore China
��
What would you consider to be the most remarkable thing about China?
Kirsten Lange: The dynamics, the pace of change,and the speed at which the people and compa-nies in China are adjusting to these transforma-tions. Five years ago we were still having toexplain to Chinese companies what variousfigures for return on investment meant. Todayeven large state-run businesses are absolutelysuccess orientated, driven by the marketplace,and very eager to learn. A kind of unpreceden-ted momentum for innovation seems to be pre-vailing in China; the people and companiesthere are really very ambitious and hungry forsuccess.
Which Western companies would you say should bethinking about becoming more becoming more activein China?
Kirsten Lange: Not every company needs to go toChina, and yet no company can afford to ignoreit! Every company needs to assess whether itcan use China as a supplier source, as a salesmarket, or as a low-cost production site. Lastyear’s trade volume with China for the Europe-an Union and U.S. reached around US$125 billi-on each-an increase of over 40 per cent com-pared to the previous year. For example, Chinais one of the largest sales markets for machinetools, and we are expecting a large increase inthe export of Chinese capital goods. At presentthe market share of Chinese capital investmentin Europe and the U.S. lies at around 2 to 3 per-cent but with massively increasing rates.
Would you say it is always worth setting up your own production site in China?
Kirsten Lange: As already mentioned, I believeeach company should make this decision on anindividual basis. We estimate, however, that inthe next few years 15 to 20 percent of all pro-duction jobs in the Western world could wellmove to low-wage countries, especially toChina. The labor costs of a Chinese worker aretypically 4 percent of his or her German coun-terpart. Just to survive in the markets where it is currently established, every company has todefine what absolutely has to stay here. Ever-ything else could then be moved abroad.
Would you say this was also relevant to capital goods?
Kirsten Lange: Yes, of course: Critical for the production site location is less the technologi-cal complexity of a product than how importantproximity to the customer is. Products whichare more customer-specific and whose techno-logy is driven by the customers should be pro-duced in geographical proximity to the custo-mer, no matter where the customer may be. But China should always be considered whenmaking decisions regarding the choice of sup-plier.
Is that only relevant for straightforward,cheap products?
Kirsten Lange: Just take a look at how quicklyand successfully Chinese companies havemoved into the telecommunications market andhow they have proved to be especially compe-tent in design and marketing. Research by BCGon production in China shows that it has oftenproved worthwhile to set up new, even techni-cally demanding, product lines in China ratherthan trying to relocate old production sites suf-fering from price pressure.

6 1|2004drive&control
Interview
��
��
Kirsten Lange, Managing Director of The BostonConsulting Group (BCG), Germany, has been pro-fessionally involved with China for over ten years.She lived in Shanghai where she helped set up theShanghai BCG office.
How come?
Kirsten Lange: Because relocation costs can berelatively high. New product lines, on the otherhand, can be planned in a completely differentway. Furthermore, Chinese production sites arenowhere near as automated as those in theWest. Added to the low labor costs are still con-siderably lower capital costs. This makes themoften highly flexible and also able to adaptextremely quickly to new conditions. A factory inChina is always built differently from one in theU.S. or Germany, yet it can produce technicallyhigh-quality products. A little anecdote on thetopic of quality: A few years ago one of ourcustomers relocated part of his production toChina. When quality testing the first products,around 70 percent failed the test in the U.S. fac-tory. But this didn’t stop the customer. When thereciprocal test was carried out several yearslater around 70 percent of parts produced in theU.S. failed the Chinese quality test. In short, theusually regional responsible production mana-gers’ own interests also always plays a part.
Where are the greatest difficulties?
Kirsten Lange: In addition to the known problems,such as obtaining reliable market data, there isoften a mental block, which makes it difficult topenetrate the Chinese market. This starts withtarget setting: Anyone who buys or produces inChina in order to save 2 or 5 percent will seldomsucceed. It only becomes interesting if a pro-ductivity increase of 15, 20, or more percent isthe target and then new approaches can bepursued. Of the purely practical difficulties, dis-tribution and logistics certainly rank first, espe-cially if you take a look across the coastal regi-on and beyond and consider the immensehinterland.
71|2004 drive&control
Interview
And product piracy?
Kirsten Lange: Of course every vendor part andevery production site that comes to China willalways bring know-how; unfortunately we can’tcompletely avoid that. Examples from the auto-motive industry demonstrate that very clearly.Illegal product piracy is a problem in China thatcan at least be kept in check by taking appro-priate measures, but it can’t be completely pre-vented. Automotive companies were well awarethat their Chinese partners were nabbing theirtechnology, but they considered the marketpenetration more important. The significance ofisolated knowledge as competitive advantageis sometimes, however, overestimated: In manyareas it is more important to be quick, to bringinnovations swiftly onto the market or evenmake a good copy. And this is more a questionof internal processes than just technology.
What are the success factors for involvement in China?
Kirsten Lange: Speed, ambition, and patience;swift localization, working with the Chinese inChina, and encourage personal contacts throughchanges in personnel. A Mr. Schmidt would findit difficult to call Zheng Xingchun in China if hedidn’t even know which was his first name andwhich the surname. On the other hand, if theyknow each other, they become Peter andXingchun who are solving a problem together.With one of our customers their involvement inChina dwindled after ten years until a change inpersonnel increased the tempo. The new ma-nagement set up a weekly telephone conferencefrom 5:00 to 6:00 a.m. with all those involved inEurope, China, and the U.S. Simply through thefact that everyone was speaking to one anotheron a regular basis, more has happened in oneyear than in the ten previous ones.
Many thanks for talking with us. �
Pho
tos:
BC
G, G
erm
any
(1),
Get
ty Im
ages
(3)
��
A kind of unprecedented
momentum seems to be
prevailing in China; the
people and companies there
are really very ambitious and
hungry for success.
Drive and Control in Steel Processing:
All-round Service for Sharp Edges
www.darley.nl
www.boschrexroth.nl
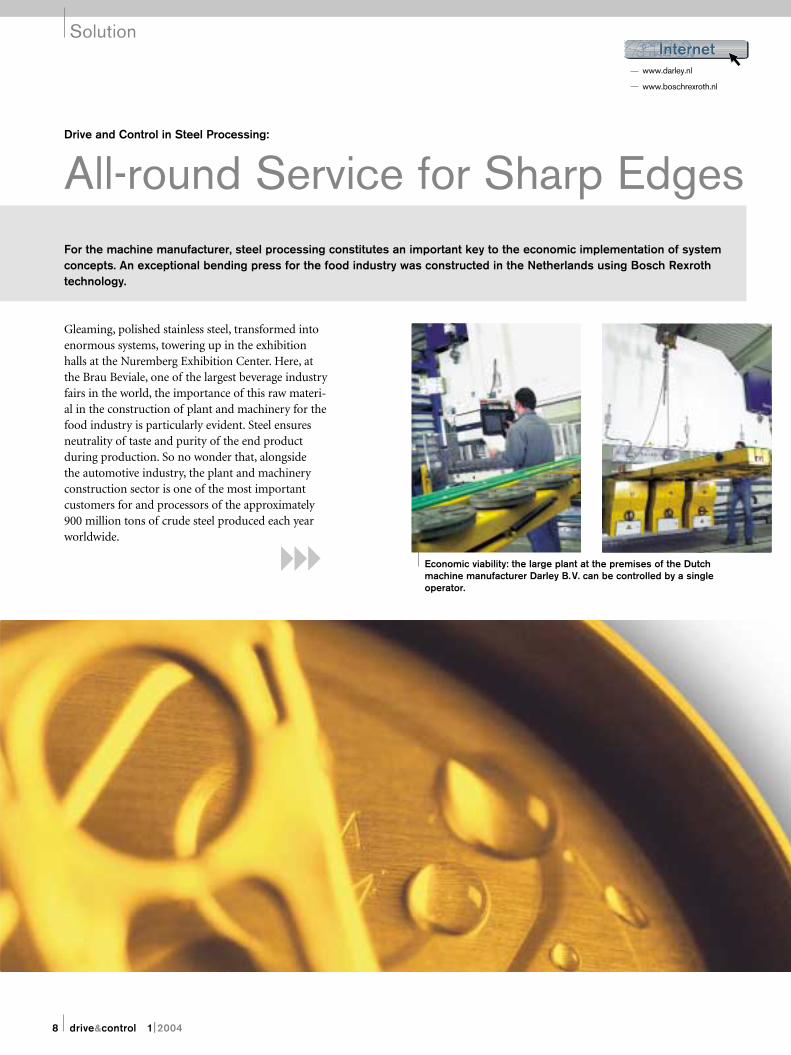
For the machine manufacturer, steel processing constitutes an important key to the economic implementation of systemconcepts. An exceptional bending press for the food industry was constructed in the Netherlands using Bosch Rexrothtechnology.
8 1|2004drive&control
Solution
��
Gleaming, polished stainless steel, transformed intoenormous systems, towering up in the exhibitionhalls at the Nuremberg Exhibition Center. Here, atthe Brau Beviale, one of the largest beverage industryfairs in the world, the importance of this raw materi-al in the construction of plant and machinery for thefood industry is particularly evident. Steel ensuresneutrality of taste and purity of the end productduring production. So no wonder that, alongside the automotive industry, the plant and machineryconstruction sector is one of the most importantcustomers for and processors of the approximately900 million tons of crude steel produced each yearworldwide.
Economic viability: the large plant at the premises of the Dutchmachine manufacturer Darley B.V. can be controlled by a singleoperator.

Heavy steel plates up to twelve square meters in sizecan be bent in a single operation on this machine.
91|2004 drive&control
��
“Our customer was looking for a system for the foodindustry to bend heavy, corrosion-resistant steel pla-tes measuring 6x2 meters in a single operation with a pressure force of 800 tons”, says Robert Liet, Mana-ging Director of Darley, explaining his customer'srequirement. This enormous pressure force, coupledwith absolute precision and ultra-short reactiontimes, represents a real challenge for any systemsmanufacturer. In addition, the customer stipulatedthe condition that the machine should be capable of being operated by a single operator. But how cansuch a specialized and exceptional system be con-structed so as to be economically viable ? Robert Lietagain: “We wanted to construct this system as far aspossible using existing components and technologieswith a view to the subsequent cost-effective supply of any spares that might be required. For this reasonwe were looking for a partner with the ability to sup-ply as many components as possible from a singlesource.”
Economically viable processing
In order to ensure a position of success in this enor-mous market, the machine builders are constantlysearching for new ways of processing steel and steelplates more efficiently and economically for theirown systems – for example in bending presses. Thesemachines bend heavy steel plates and steel sheet bil-lets on a straight edge. We differentiate between thesemachines depending on the nature of the bendingaid; the sheet is either re-formed around a bendingpunch or swiveled around a fixed edge on a foldingpress. In order to shape a relatively large steel plateaccurately, a number of bending aids need to workin absolute synchronization. Crucial factors are the-refore precision and synchronism of the bendingaids, as well as the shaping force applied, which isachieved in the majority of cases by hydraulic cylin-ders. One of the leading manufacturers of bendingpresses of this type is Darley B.V. of Eijsden in theNetherlands. This company has now produced anexceptional bending press for a leading machinemanufacturer in the food and brewing industry.With technology from Rexroth.
Around 900 million tons ofcrude steel are producedworldwide each year.
��

One of the heavy bending pun-ches in detail. The system has atotal pressure force of 800 tons.
10 1|2004drive&control
Solution
�� Extreme force deployment
In order to obtain the required force in relation tothe bending aids, Rexroth supplied hydraulic cylin-ders with a bore diameter of 100 millimeters. Bycomparison, the norm on such systems is cylinderswith a diameter of around 32 millimeters. "The threebending aids on the front of the machine and thetwo bending aids at the rear will now hold a heavysteel plate weighing 700 kilos in position during thebending operation", explains Bob Lamers, SalesManager for the Netherlands at Rexroth and respon-sible for the project at Darley. When it came to thedrive for the bending aids Darley also decided on ahydraulic solution from Rexroth. "The movement of
the individual bending aids must correspond exactlyto the movement of the steel plate in the formingoperation", says Bob Lamers, "for this reason wewent for a very fast and extremely accurate controlvalve from Rexroth for the control". A sensor measu-res the angle of the steel plate, transmits this angle tothe control which performs a target/actual compari-son with the speed of lightening and then activatesthe control valve. The speed of a process like this isalmost impossible to imagine: from measurement ofthe angle up to 100% performance at the controlvalve takes just five milliseconds – "One of the fastestvalves on the market" says Bob Lamers.
Vacuum grippers for perfect hold
Precisely locating the heavy steel plates which willlater be used in the manufacture of large filling andpackaging machines during the shaping process doesnot only call for the application of pure force. Vacu-um-actuated grippers from Rexroth transfer thisforce from the hydraulic cylinders safely and surelyto the workpiece. This process uses so-called vacuumejectors with their own control electronics. Theseejectors work on the Venturi principle, generating avacuum by means of compressed air. The fact thatthis module has its own electronics ensures that theejectors switch off automatically once 80% vacuumis reached and start automatically as soon as the
From measurementof the angle up to100% performanceat the control valvetakes just five milliseconds.
The bending process in detail: the bending punch can be easily recognized.

Bending presses are someof the most importantmachines in steel andsheet metal processing.
111|2004 drive&control
��
Keyword: Forming technology
It is difficult to imagine an economy without the achievements of forming technology. Heavy plates are needed in the pro-duction of large ships, no high-speed train could reach speeds in excess of 300 km/hr without the use of profiles for thewagon support structure, wheel sets and special rails. Neither can automobiles, aircraft and spaceships get by withoutthe appropriately formed steel sections. Washing machines or even dryers would be considerably more expensive and, inthe beverage and food industry we would not be able to rely on absolute purity and authenticity of taste. Bending pressesare machines that play a fundamental part in the production of these formed sections.
vacuum falls below 60%. Bob Lamers says: "A mini-mum 60% vacuum is required for locating the sheetsin place. But to generate in excess of 80% vacuumpermanently would be wasteful. The automaticswitch-off function means that the user saves onexpensive compressed air". It is possible to save 30%of the amount of compressed air in this way; howe-ver, depending on the plant's cycle, the compressedair generated can be reduced by up to 80%. Giganticpotential for savings in a gigantic machine. But thevacuum ejectors also operate as an additional safetymeasure: probes are fitted in the individual gripperswhich also carry out a further check on the correct
position of the steel plate. A powerful drive, togetherwith a permanent monitoring facility, thus ensure areliable and safe sequence of operation.
However, the sequence of operation is not only relia-ble and safe but also comfortable and convenient.Thanks to a special positioning system, a single ope-rator is able to move the heavy steel plate to the cor-rect position. For this plant Rexroth supplied ball railguides as well as ball screw drives for the linear axes.Statistically, both linear technology components offera high level of support as well as rigidities and alsoguarantee a high degree of positioning accuracy.
For this plantRexroth suppliedball rail guides aswell as ball screwdrives for thelinear axes.
The vacuum ejectorswith their own controlelectronics operate onthe Venturi principle.
The OBE control valve ischaracterized by its highresponse capability.
Solution
12 1|2004drive&control
Solution
Pho
tos:
Get
ty Im
ages
(1)
, Dar
ley
B.V
., N
ethe
rland
s (1
), B
osch
Rex
roth
AG
, Ger
man
y (1
4), P
rivat
e (1
)
Contact:
Bob LamersArea Sales Manager Bosch Rexroth B.V.Industrial HydraulicsBoxtel, NetherlandsTel.: +31 (411) 651 736Fax: +31 (411) 651 561E-Mail: bob.lamers@
boschrexroth.nl
Anything is possible!
The interaction of several business units created thesynergies that make production of such an exceptio-nal machine possible. Familiar components wereused within a collaborative framework and combi-ned in a new type of application. "Rexroth has bund-led existing competence of a range of different disci-plines", says Robert Liet. "This made it easier for usto work together and also made it possible to imple-ment a project of this kind cost-efficiently".So as to be able to offer his customers optimum ser-vice, Robert Liet would naturally like to retain com-petence in the hydraulics and pneumatics sectorswithin his own company. "But we can never keep
pace with all the developments in these sectors andthis is also not our core business activity. For thisreason we are glad to have the flexible consultancyfacilities and service offered by Rexroth". ThusRexroth became involved in the project at a veryearly stage. As Robert Liet says, "because of this wewere able to assess immediately what costs would be incurred and what was technically feasible". Withthe delivery of the new bending press to a leadingGerman machine manufacturer in the beverage andfood industry Darley and Rexroth have jointly pro-ved that anything is possible! �
Keyword: Bending presses
The term "bending press" may be applied to any machine used for bending steelsections or steel sheet billets on a straight edge. A variety of methods are used:either the metal is formed around a bending punch or bent over a straight ben-ding edge using a press. The ram or swivel axis are crucial to the effectivenessand safety of the plant. It is here that, mostly moved by hydraulic cylinders, theshaping force is applied. In addition, the workpiece bending angle is constantlymonitored by special measuring systems and adjusted as necessary.
��
Everything from a singlesource. Componentsfrom three businessunits at Rexroth are usedin the bending aids forthe bending press.
131|2004 drive&control
Technology
"Our latest winders can move loads with a weight ofup to 135 tons," explains Jürgen Hesse, engineering& development project leader for winding systems at Voith Paper GmbH, Krefeld, Germany. Windersmainly comprise an unwinder, a splicer, a slitter, anda rewinder. Their task is to slit Jumbo reels up to tenmeters wide into narrower finished paper rolls. Thepaper rolls are shipped to printers, for example, whouse them for rotary printing. "We make paper readyto use," says Jürgen Hesse, describing in a nutshellthe activities of Voith Paper's Finishing Team.
To keep up with the steadily increasing productivityof paper machines, the Voith Paper Finishing Teamdeveloped a new generation of unwinders for slitter-winders in 2000. The Jumbo reels – sometimes alsocalled parent reels – are generally produced in calen-ders. Calenders are rolling machines that compress,flatten and smoothen the paper. The Jumbo reels aretransported to the unwinder of the slitter-winder eit-her in a magazine or by crane. The unwinder incor-porates a 1000 kW brake generator. The first step isto connect the web of the new parent reel to the tailof the reel that is being emptied. This is done withthe help of the splicer.
The rewinder rolls then draw the paper off the Jumboreel. These rolls are either arranged alongside eachother in a bed consisting of two carrier drums (two-drum winder) or are driven singly by a center drum(single-drum winder). Voith Paper offers both typesof machines.
Heavy Duty Linear Motion Guides:
Voith Paper Winders: Cutting Edge Technology
Roller Rail Systems cut costs by 30 percent
Voith winders achieve web speeds of up to 2800m/min. During unwinding, the Jumbo reel is movedby guideways executing a periodic stroke of 20-30mm perpendicular to the winding direction at aspeed of up to 2.5 mm/sec. This oscillation equalizesany irregularities in the cross section profile of thepaper web. The multi-ton Jumbo reel is moved by aRexroth hydraulic cylinder.
In the past, the jumbo reel was set down on two flatbearings permanently installed in the floor. However,this solution was pushed beyond its limits as jumboreels became increasingly heavy. Even though themajority of them were purpose-designed, flat or sli-ding bearings tended to stick-slip under more severeloading and wore out quickly.
There is a marked trend in industrial applications for increasingly dynamic movement of increasingly heavy loads. Oneexample of this is in papermaking, where Voith Paper is continuously pushing back the frontiers of technical feasibilitythrough ever more effective machine and process technology. Whereas the working widths in the paper industry werelimited to seven to eight meters only a few years ago, web widths of ten meters are now by no means uncommon. Theweight that has to be moved has increased to well above 100 metric tons. In its latest generation of slitter-winders,Voith Paper uses Rexroth's RSF 125 Roller Rail Systems, which have not only improved the design but also slashedthe costs.
��
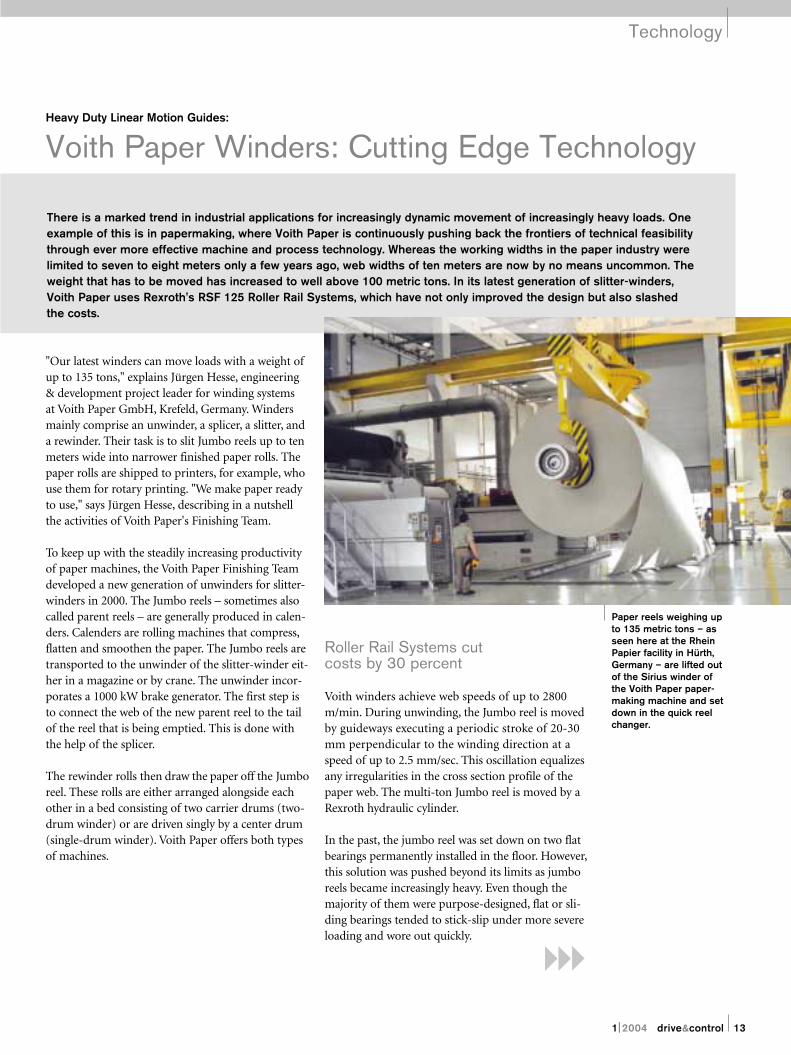
Paper reels weighing upto 135 metric tons – asseen here at the RheinPapier facility in Hürth,Germany – are lifted outof the Sirius winder ofthe Voith Paper paper-making machine and setdown in the quick reelchanger.

14 1|2004drive&control
Technology
When Voith Paper began to redesign its machine,Rexroth had just announced the forthcoming launchof new, heavy duty roller rail systems. This was wel-come news to Voith Paper. "For unwinding parentreels up to 75 tons, we calculated that the roller railsystems would yield cost advantages of about 30 per-cent while simultaneously improving the function,"recalls Jürgen Hesse. Voith Paper lost no time incontacting Rexroth. While they were still negotiatingwith Rexroth – the roller rail systems had not yetbeen introduced to the market – Voith Paper recei-ved orders for slitter-winders with a winding widthof 9.8 m, which raised the reel weight to well over100 tons. "Rexroth had to develop matching rollerrail systems in parallel to our machine design pro-cess," adds Hesse. "The result shows how successfulour collaboration was."
The result was Rexroth's size 125 roller rail system,which is setting the standard for heavy duty applica-tions in linear motion technology. The jump in size
www.voith.de
www.boschrexroth.com/brl
from 65 to 125 offers the user quadruple the loadcapacity – up to 1000 kN in dynamic load capacity,while the static load capacity of the RSF 125 evenreaches 2000 kN. With this achievement, Rexroth notonly meets the current requirements of Voith Paperbut also those of other customers like those in thesteel industry. Tests have confirmed that the systemhas capacity reserves, too, and could move even hea-vier loads without straining. The field experiencegained with the twelve RSF 125s that have since goneinto operation in reel winders shows that the rollerrail systems can easily cope with the enormous forcesoccurring when the jumbo reels are set down in themachine.
In line with its principle of interchangeability,Rexroth manufactures the guide rails and runnerblocks of the new size with such high precision,especially in the roller track zone, that each individu-al component element can be replaced by another atany time. This makes infinite combinations possible.
Jürgen Hesse, Engineering &Development Project Leaderfor winding systems at VoithPaper GmbH in Krefeld (Ger-many).
Voith Paper develops solutions spanning the entire papermanufacturing process, from the fiber to the finished paper –and for all types of paper: graphic papers, board and packa-ging papers, tissue papers and specialty papers. Voith Paper,a member of Voith AG, is the world's leading supplier of auto-matic papermaking equipment.
The Voith Paper reel slitter, marketed by Jagenberg until 2002,achieves web speeds of up to 2800 m/min.
��
��

The enormous capacity of RSF 125 Roller Rail Systems:Laden with a 53-ton weight an arrangement with fourrunner blocks can move 40 million meters – that’s oncearound the earth.
151|2004 drive&control
Pho
tos
and
Gra
phic
s: B
osch
Rex
roth
AG
, Ger
man
y (7
), P
rivat
e (1
)
Efficient sealing on the runner blocksmakes the Rexroth Roller Rail Systemsinsensitive to even the finest paper dust.
Contact:
Ernst AlbertDirector Roller Rail SystemsBosch Rexroth AGLinear Motion and Assembly TechnologiesSchweinfurt, GermanyTel.: +49 (9721) 937 570Fax: +49 (9721) 937 359E-Mail: ernst.albert@
boschrexroth.de
A total of 4 Rexroth RSF 125 Roller RailSystems carry the entire unwinder sup-port structure of the reel slitter.
Using the RSF 125 cut friction by over 90percent compared to the previous slidingbearings. This made it possible to selecta very much smaller hydraulic cylinder forthe transverse motion.
The multi-tonJumbo reel ismoved by aRexroth hydrauliccylinder.
Each element can be individually ordered and sepa-rately stocked. Voith Paper's winder uses four guide-ways with a length of 1316 mm and with two runnerblocks each. Equipped with integrated full sealingand front lubrication units as standard, the runnerblocks are insensitive to even the finest paper dust.
Friction reduced by over 90 percent
The new RSF 125s mean that the positive characteri-stics of rolling-element linear motion guideways canbe utilized even for heavy loads. One major advanta-ge they have over the commonly used sliding bearingsis the very much lower power required to move theload resting on the guideways.
"With flat bearings, the friction coefficient was about0.15. This has dropped to a mere 0.01 with the rollerrail systems," says Jürgen Hesse. This more than 90
percent reduction in friction makes it possible to sel-ect a very much smaller hydraulic cylinder for thecross motion. It also simplifies the overall machinedesign, eliminating the need for crossbeams to trans-mit the shift forces. The pre-assembled guideways aremounted on pedestals and then aligned. This gain inheight due to the guideways means that the new-generation unwinders can now stand on the shopfloor, without having to be installed in a pit. Theunwinder from Voigt is delivered to the customer inmodules for mounting on pedestals, which greatlyspeeds up the installation and start-up procedure.
Heavy duty roller rail systems are now a standardfeature at Voith Paper. The Krefeld team is of coursepressing ahead with new development work. "We arealready planning the next generation for paper reelsweighing over 150 tons," announces Hesse. "Ourdesign will include Rexroth roller rail systems as amatter of course." �
��
16 1|2004drive&control
Technology
The huge sliding doors open. A large, white nosecautiously peeps out for the first time into the new,damp-cold world of Central Europe. The newmachine is still being towed. She still needs the finalcoat of paint and some fine details of the luxuryinterior fittings still have to be completed. But soonshe will be disappearing for the first test flight, sayingfarewell to the gray of the clouds. There is always ahint of wistfulness when a completely assembledaircraft leaves the huge hangar. Anyone who has hadthe chance of seeing an aircraft grow and take shapewill not fail to be moved when the moment ofdeparture comes. The aircraft hangar is simply a fascinating sight.
There is soon to be a special moment of departure in the Airbus hangar in Toulouse, France. The mostmodern passenger airliner in the world – the A380Airbus – will be leaving the hangar. The A380 wasdesigned by Airbus in collaboration with leading air-lines, airports and aviation authorities and it shouldmange to square the circle: large, quiet, more favora-bly priced and ecologically friendly. This was madepossible by new generation engineering, by savingson weight, by outstanding landing gear and state-of-the-art wing design.
Aircraft construction:
Above the Clouds – An Aviation Milestone
www.airbus.com
www.electroimpact.com
www.boschrexroth.co.uk
The most modernpassenger airlinerin the world – theA380 Airbus.
Technology from Rexroth is also used inthe wing assembly panel. Here the alumi-num panels are processed to form wings...
Gigantic production plant
These wings will be produced at the Airbus manu-facturing facility in Broughton in North Wales (GB)and then transported by ship to Toulouse. In the firstphase large aluminum panels, over 35 meters long,are clamped into a huge processing station, fittedwith spars and ribs, painted and equipped with elec-trohydraulic systems. These so-called wing assemblyjigs, manufactured by US company Electroimpact,are over 60 meters long, 30 meters wide and twelvemeters high, and have more than 170 electrohydrau-lically driven working platforms or flip floors. "Everyflip floor is moved hydraulically in a horizontaldirection along the wing area. The individual wor-king platforms each have pivot points and can thusbe controlled to the required angle along the wing.This way the fitters have easy access to the variousparts of the wing," says Rexroth Project ManagerGary Livesey.“
��
The new A380 Airbus should manage to square the circle: Carrying more passengers over agreater distance yet quieter and more economical on fuel. An ambitious goal. Realized withthe support of Rexroth technology.

171|2004 drive&control
Technology
Industrial hydraulics from Rexroth
Rexroth installed their own hydraulic cylinders, valvecontrol packs and zinc-plated pipework mains, deve-loped specifically for this application. The 170 flipfloors on each jig are supplied via these pipes. Thecentralized hydraulic power unit is also supplied byRexroth. 288 hydraulic cylinders, each with a valveassembly, are used to drive the flip floors. Eachassembly consists of two Rexroth 4 WE6 control valves and special control modules, which controlweight compensation and speed of the flip floors.
Four axial piston pumps and motors from Rexrothare used for the centralized hydraulic power supply,realizing a particularly large output volume. At apressure of 210 bar the hydraulic pumps output 110liters hydraulic fluid per minute towards the workingplatforms. The dimensions are huge: for the first fillalone more than 8,000 liters of fire-resistant oil isrequired. Even the so-called HAWDE lifts, used for
transporting tools and operating materials, are sup-plied by Rexroth pumps of the Type A10VSO. Theseensure an output of 290 liters per minute at 80 barpressure and constant force, and guarantee safe ope-ration. The pressure controllers on the pumps"recognize" a demand within the whole system: if theplatforms are not required, the pump line will unlo-ad at no pressure into the reservoir. After a further20 minutes the system will automatically revert tostand-by mode. Operational safety and economy –made by Rexroth.
Rexroth technology is used at various stages of wingproduction for the A380. Virtually branch-wide par-ticipation in this project, coupled with the remarka-ble response from the market, shows that Rexroth ison the right road: even at this early stage ten airlineshave agreed to purchase more than one hundredmachines. All those involved have a major goal inmind: the maiden flight in 2006, which will be amilestone in aviation history. Project Manager Live-sey commented, "Every member of the team, whetherdesign engineer, project manager or fitter, is lookingforward to this moment." And this is understandable– even if it means that there first has to be anotherfarewell. �
Pho
tos:
Pre
ss m
ater
ial A
irbus
.com
(3)
, Bos
ch R
exro
th A
G, G
erm
any
(2),
Priv
ate
(1)
Contact:
Gary LiveseyNorth West Area SalesManager Industrial HydraulicsBosch Bexroth LimitedBolton, UKTel.: +44 (120) 453 4083Fax: +44 (120) 453 4084E-Mail: gary.livesey@
boschrexroth.co.uk
Rexroth technology is used at variousstages of wing production for the A380.
... and then removed by heavy cranes tothe processing station, the so-called wingassembly jig.
��
4 WE6
A10VSO_31

18 1|2004drive&control
Technology
www.portofrotterdam.com
www.boschrexroth.nl
Shipbuilding:
On Patrol in Rotterdam – Controlled by Rexroth
For many a ship’s captain an improvement:rotary speed and pitch of the positioning pro-peller can now be controlled with a single lever.Rexroth in Rotterdam (Netherlands) carried outthe project design for the integrated control ofthe main motors as well as the positioning pro-pellers supplied by the Danish company Mekan-ord. This remote control system is based on theMarex Open System with CAN-Bus developedby Rexroth.
CAN Bus System undertakes further functions
Apart from this, the three-wire CAN bus system fromRexroth can take over the operating functions, alarmsystems and the monitoring functions of other equip-ment on board. It also ensures communication takesplace between machine room and bridge. For this,the system uses digital codes, where each sensor andswitch has its own identity or address. Data fromexternal systems reach and leave the Marex OS Sys-tem via an interface. The system is fitted with a back-up system and a double power supply.
The Ship – The Facts
The patrol ship, over twenty meters long, is fittedwith two 3412 Caterpillars, each with a power of 634kW at 2100 rpm and reaches a speed of 19 knots."Five knots more than planned," says JaquelineNelissen from the Engelaer Scheepebouw shipyard,Nijmegen (Netherlands). The RPA 2 can be used asan inspection ship, as a fireboat (but with limitedfire-fighting power) and also in the fight againstenvironmental pollution. It is equipped for a crew of nine. � P
hoto
s: B
osch
Rex
roth
B.V
., N
ethe
rland
s (3
), P
rivat
e (1
)
Contact:
Aad OttevangerProject Manager MarineBosch Rexroth B.V.PneumaticsRotterdam, NetherlandsTel.: +31 (10) 2926 362Fax: +31 (10) 2926 310E-Mail: aad.ottevanger@
boschrexroth.nl
The RPA2 has many uses.e.g. as an inspection shipor for fire-fighting.
The Mekanord CCP-gea-ring with Rexroth hydro-proportional valves.
The operating lever from Rexroth on the RPA2 patrol ship allows the combination ofspeed and pitch of the positioning propeller with a single movement. The bridge isfitted both on starboard and port with a control unit.
The recently commissioned RPA2, Rotterdam PortAuthority’s patrol ship, is fitted with an operatingsystem which controls rotary speed and pitch of thepositioning propeller with such precision, that themotors can be optimally loaded from creep to cruisespeed. The propeller blades are adjusted with the aidof an electrohydraulic control, whereas the motorsare controlled purely electronically. Both motor speedand propeller pitch can be changed with only oneoperating lever. The system developed by Rexroth isprogrammed so that by moving the operating levernot only is the speed increased, but in combinationwith this, the pitch of the propeller is also changed.

191|2004 drive&control
Technology
www.mpemaskin.se
www.boschrexroth.se
Automotive industry:
Lightning-fast Troubleshooting for Reliable Production Processes
Rexroth has launched a new electronic module, the DDL, for input andoutput diagnostics on fieldbus systems. If a fault exists, the system iden-tifies exactly which component has failed and displays the information intext form, greatly reducing troubleshooting times. Machinery manufactu-rer MPE is the first firm in Sweden to use the technology.
MPE supplies mainly machinery for the automotiveindustry. They supplied the first machine with theDrive & Diagnostic Link (DDL) from Rexroth toFinnveden Powertrain AB. This machine assemblesvalve lifters for the fuel injection system of Scania’snew truck. The machine is complex, with over 120pneumatic cylinders and grippers. Efficient diagno-stics were important in order to minimize troubles-hooting times in the event of a breakdown. "WithProfibus DP fieldbus and DDL technology the ope-rator receives a fault message in text form and canquickly deal with any fault," says Joseph Makra, SalesEngineer at Rexroth in Sweden.
Fast fault diagnostics was one of the reasons whyFinnveden chose Rexroth as the supplier for thepneumatics. Rexroth also supplied electrical servos,meters of guide rails, trolleys and a protective cagebuilt of aluminum sections and Plexiglas. Themachine assembles the components that make upthe valve lifters in the fuel injection system. The valvelifter maintains contact with the camshaft, control-ling the fuel injection into one of the engine cylin-ders. The precision required is very high."We left zero tolerance behind long ago," Bengt-OlofNilsson remarks with a smile. He runs MPE togetherwith his brother Lars-Erik.
Minus 194° Celsius and plus 182° Celsius
The shaft is bonded to the hub by shrink fitting,which means that the two components are at diffe-rent temperatures when assembled. The shaft iscooled to –194° C with liquid nitrogen, while thehub is induction heated to +182° C. The tempera-ture difference allows the shaft to be inserted with-out the risk of scratches. Once the temperatureshave equalized the two parts grip each other asfirmly as if they had been cast in one piece. Besidesthe shrink-fitting operation, the valve lifter passesthrough 14 other stations where everything fromball seats to rivets is mounted in place. At almostevery station various lifter functions are tested."As well as being an assembly machine it carriesout a final quality check," explains Nilsson. "If anyof the lifter’s functions isn’t up to scratch it isrejected automatically."Furthermore a detailed history of the assembly ofeach individual lifter can also be displayed – fromthe pressure used to press down a ball seat or rivetto whether or not the wheel rotates correctly onthe shaft. This is important for quality assurance.".
"To be able to guarantee deliveries we need a highlyreliable manufacturing process," continues Nilsson.Any stoppages must be short ones. The ability tooutput fault messages as text obviously makes workeasier for our machinery operators. If anything goeswrong we need be able to identify the problem rightaway. �
Pho
tos:
Bos
ch R
exro
th A
B, S
wed
en (
2), P
rivat
e (1
)
Contact:
Birger BertilssonSales Engineer PneumaticsBosch Rexroth AB Växjö, SwedenTel.: +46 (470) 77 14 90Fax: +46 (470) 267 22E-Mail: birger.bertilsson@
boschrexroth.se
If a fault exists, the DDLsystem identifies exactlywhich component hasfailed.
Rexroth supplied products from threetechnologies as complete supplier.

Technology
www.ems-sperrwerk.de
www.boschrexroth.com/bri
20 1|2004drive&control
Modern coastal protection:
Safe from the Storm Tide Dark clouds move across the heavens, the meadows are deep green and muddy. It’s windy, damp and cold, and the rain ismercilessly beating down. Clothing is drenched. Typical spring weather in East Friesland, a stretch of land on the GermanNorth Sea coast. However, despite the inclement weather, tourists with an interest in technology are being drawn to thearea. The reason: the Ems barrier. With a length of almost 500 meters, this is one of the largest and most modern river barriers in Europe – naturally with technology from Bosch Rexroth.
The Ems barrier is located around 60 kilometers fromthe mouth of the river, which flows into the NorthSea, and it safeguards the hinterland against the im-pact of the heaviest storm tides. The average waterlevel here during high tide is around 1.70 meters.After the flood in 1994 took river levels to an unpre-cedented high, the decision was made to build thebarrier. With the barrier closed, storm tides of morethan 3.70 meters above zero can now be stopped atthe barrier and turned.
Tide dynamics unchanged
When building the barrier one important considera-tion was that, for environmental protection reasons,neither the breadth of the river nor the tide dynamicsshould be affected. But how could these requirementsbe met? After all, more than 12,000 cubic meters ofunderwater concrete had to be laid as a secure foun-dation for the structure on the sandy bed of the Ems.Moreover, several thousand tons of sheet piles had tobe brought in and just short of 800, almost 40 meterlong, steel piles were rammed into the river bed forthe deep foundation.
The solution lay in the cross sectional size of thestructure: the barrier has a total of seven openings. Amain ship’s navigable channel with a clear width of60 meters, an opening for river traffic 50 meterswide, as well as five other auxiliary openings. For anaverage tide, the barrier size chosen allows the tidalwater to flow in and out without restriction. Thismeans that even the frequent, ecologically importantfloods on the dyke foreshores of the Ems above thebarrier are not affected. The size of the barrier hasno impact on ship traffic, neither do the flow charac-teristics of the river during the year change.
Lift gate (auxiliary opening), rotating segment gate (main shippingchannl) and segment gate (opening for river vessels).
��
If there is a storm tide, the gates of the auxiliary ope-nings are closed. The main opening for large shipshas a special segmented rotating gate and the one forinland traffic is also fitted with a segment. The rota-ting gate is composed of a gigantic barrier elementthat can be rotated against the river flow. In normaloperation, when the barrier is open, this element liesin a hollow in the barrier foundation, the so-calledsill. To dam the water by a storm tide, it is set againstthe incoming flow. Rexroth hydraulic cylinders onboth piles rotate the gate and hold it in the differentoperating positions.
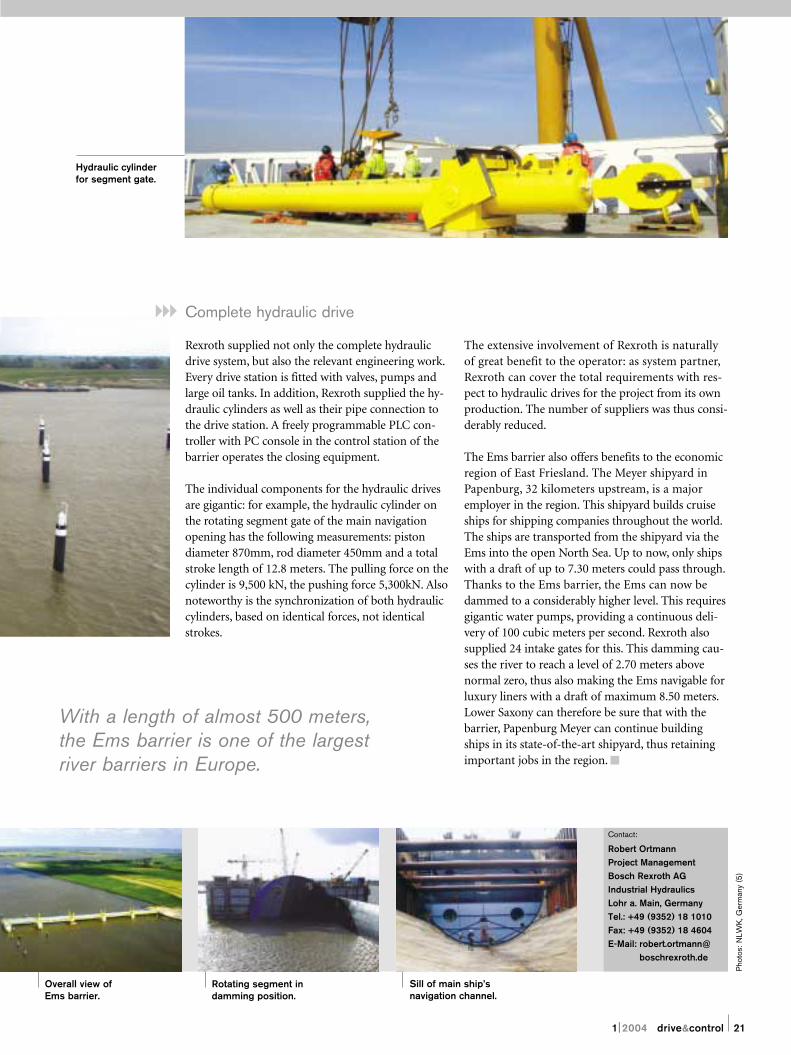
Hydraulic cylinderfor segment gate.
211|2004 drive&control
Pho
tos:
NLW
K, G
erm
any
(5)
Complete hydraulic drive
Rexroth supplied not only the complete hydraulicdrive system, but also the relevant engineering work.Every drive station is fitted with valves, pumps andlarge oil tanks. In addition, Rexroth supplied the hy-draulic cylinders as well as their pipe connection tothe drive station. A freely programmable PLC con-troller with PC console in the control station of thebarrier operates the closing equipment.
The individual components for the hydraulic drivesare gigantic: for example, the hydraulic cylinder onthe rotating segment gate of the main navigationopening has the following measurements: piston diameter 870mm, rod diameter 450mm and a totalstroke length of 12.8 meters. The pulling force on thecylinder is 9,500 kN, the pushing force 5,300kN. Alsonoteworthy is the synchronization of both hydrauliccylinders, based on identical forces, not identicalstrokes.
The extensive involvement of Rexroth is naturally of great benefit to the operator: as system partner,Rexroth can cover the total requirements with res-pect to hydraulic drives for the project from its ownproduction. The number of suppliers was thus consi-derably reduced.
The Ems barrier also offers benefits to the economicregion of East Friesland. The Meyer shipyard inPapenburg, 32 kilometers upstream, is a majoremployer in the region. This shipyard builds cruiseships for shipping companies throughout the world.The ships are transported from the shipyard via theEms into the open North Sea. Up to now, only shipswith a draft of up to 7.30 meters could pass through.Thanks to the Ems barrier, the Ems can now bedammed to a considerably higher level. This requiresgigantic water pumps, providing a continuous deli-very of 100 cubic meters per second. Rexroth alsosupplied 24 intake gates for this. This damming cau-ses the river to reach a level of 2.70 meters abovenormal zero, thus also making the Ems navigable forluxury liners with a draft of maximum 8.50 meters.Lower Saxony can therefore be sure that with thebarrier, Papenburg Meyer can continue buildingships in its state-of-the-art shipyard, thus retainingimportant jobs in the region. �
Sill of main ship’snavigation channel.
Rotating segment indamming position.
Contact:
Robert OrtmannProject ManagementBosch Rexroth AG Industrial Hydraulics Lohr a. Main, GermanyTel.: +49 (9352) 18 1010Fax: +49 (9352) 18 4604E-Mail: robert.ortmann@
boschrexroth.de
��
Overall view ofEms barrier.
With a length of almost 500 meters,the Ems barrier is one of the largestriver barriers in Europe.
22 1|2004drive&control
Technology
www.cuprum.com.pl/zanam/index_pl.htm
www.boschrexroth.pl
www.boschrexroth.com/da-controlMining in Poland:
First Prize for 70-ton Mining Truck
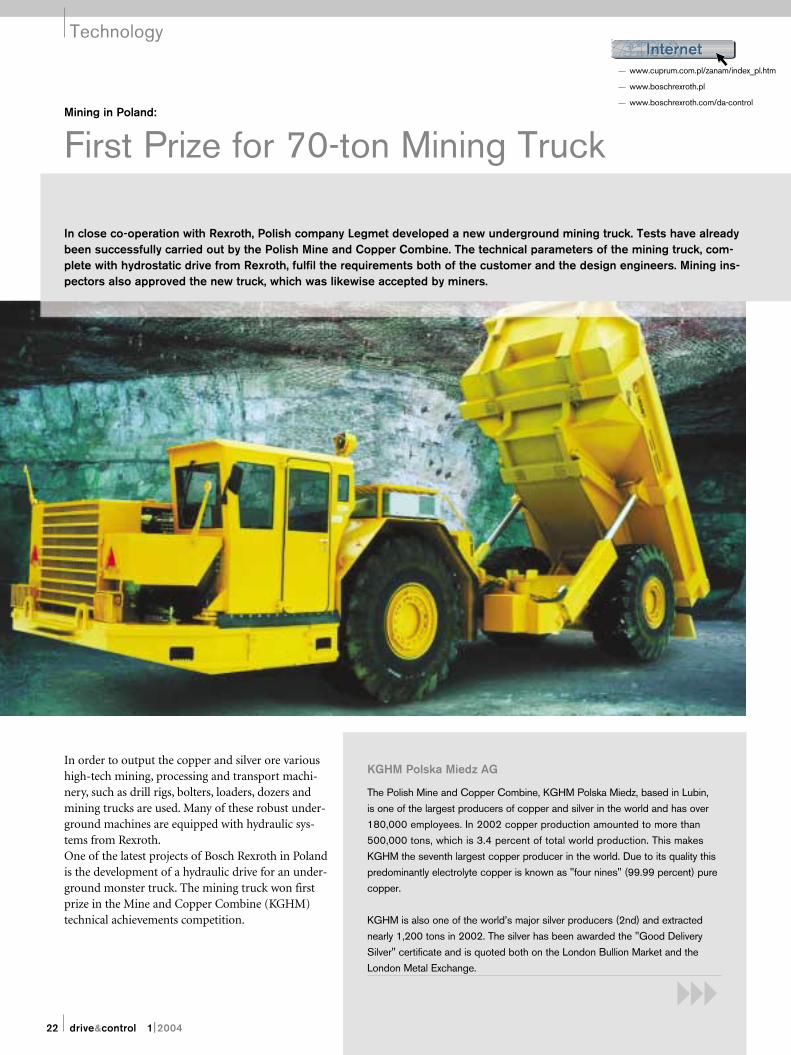
In close co-operation with Rexroth, Polish company Legmet developed a new underground mining truck. Tests have alreadybeen successfully carried out by the Polish Mine and Copper Combine. The technical parameters of the mining truck, com-plete with hydrostatic drive from Rexroth, fulfil the requirements both of the customer and the design engineers. Mining ins-pectors also approved the new truck, which was likewise accepted by miners.
In order to output the copper and silver ore varioushigh-tech mining, processing and transport machi-nery, such as drill rigs, bolters, loaders, dozers andmining trucks are used. Many of these robust under-ground machines are equipped with hydraulic sys-tems from Rexroth.One of the latest projects of Bosch Rexroth in Polandis the development of a hydraulic drive for an under-ground monster truck. The mining truck won firstprize in the Mine and Copper Combine (KGHM)technical achievements competition.
KGHM Polska Miedz AG
The Polish Mine and Copper Combine, KGHM Polska Miedz, based in Lubin, is one of the largest producers of copper and silver in the world and has over180,000 employees. In 2002 copper production amounted to more than500,000 tons, which is 3.4 percent of total world production. This makesKGHM the seventh largest copper producer in the world. Due to its quality thispredominantly electrolyte copper is known as "four nines" (99.99 percent) purecopper.
KGHM is also one of the world’s major silver producers (2nd) and extractednearly 1,200 tons in 2002. The silver has been awarded the "Good Delivery Silver" certificate and is quoted both on the London Bullion Market and the London Metal Exchange.
��

231|2004 drive&control
Technology
Pho
tos
and
Gra
phic
s: B
osch
Rex
roth
Sp.
z o.
o., P
olan
d (6
), P
rivat
e (1
)
Contact:
Dr. Miroslaw MarkowskiTechnical Sales EngineerBosch Rexroth Sp.z o.o.Mobile HydraulicsPruszków, Poland Tel.: +48 (22) 738 18 63Fax: +48 (22) 758 87 35E-Mail:miroslaw.markowski@
boschrexroth.pl
Hydrostatic drive system
Bosch Rexroth Sp. z o.o recommended a hydrostaticdrive system for the new heavy mining truck. Due tothe overall weight of up to 70 tons each of the fourwheels is fitted with one of the robust Rexroth plane-tary units Type GFT80. Each of the integrated plane-tary unit motors Type A6VM200 is fed from the DAcontrol pump Type A4VG125. Separate supply of theindividual wheels is necessary because, when thetruck is turning, the wheels of one axle rotate at adifferent speed. This separate control offers a seriesof further benefits. For example, by using synchro-nization valves excessive slipping of the truck wheelscan be prevented when on less firm ground.
Braking of the truck is carried out by inch valvesintegrated into the DA closed loop pump control.Operating the brake pedal causes these valves todecrease pump flow, thus ensuring wear-free motivebraking.
Two cylinders carry out discharge of a dump box.The cylinders are controlled by M1-22 valve, fed bythe pump Type PVQ122. This pump also feeds thesteering system. �
Technical data of Mining Truck
Height 2.840 mmWidth 3.100 mmLength 10.935 mmTurning radius 9.300 mmOperating weight 25.000 kgMax gross weight 70.000 kgDiesel power 381kW at 2.100 rpmGradeability 30%Top speed 20 km/hBraking system according to EN ISO 3450
Mining Truck WKPL35/40.
High carrying force with extreme drillingpower in a confined space are the particularfeatures of the GFT transmission fromRexroth.
The Rexroth A6VM motors are integrated intothe GFT transmission. This gives particularlycompact wheel drives.
Hydraulics of the mining truck.
Greater load capacity
Mining trucks are used to transport ore from thedrift to the shaft hoist in ore mining. The more thedeposit is exploited, the greater the transport track of the ore will be, from the working area to the mainshaft. Up to now mining trucks used in Poland had a maximum capacity of 20 tons. A mining truck ofhigher capacity is necessary in order to transport theore more efficiently, faster and more cheaply to themain shaft. Legmet Sp. z o.o. has developed a miningtruck Type WKPL35/40 with a maximum load capa-city of 45 tons, more than double that of previouslyused trucks.
The Rexroth A4VG pump offers a particularlyeffective drive control with its integrated DAand inch function.
��
Many robustundergroundmachines areequipped withhydraulicsystems fromRexroth.
24 1|2004drive&control
Technology
Automation:
Flexible Production Capacity in a Small Scale Enterprise
One decisive advantage of smaller companies is that they tend to be higly flexible. However, due to a lower number ofworkers, they have to consider automation if expensive production equipment has to run over several shifts or if a largecontract must be filled. A new Rexroth articulated robot is now being used as an automation platform at Kissling Mecha-nik Laser in Switzerland. It takes over additional shifts on a laser engraving machine and provides the company with theproduction capacity necessary to accept larger orders.
www.kissling.ch
www.boschrexroth.ch
www.boschrexroth.com/roboter
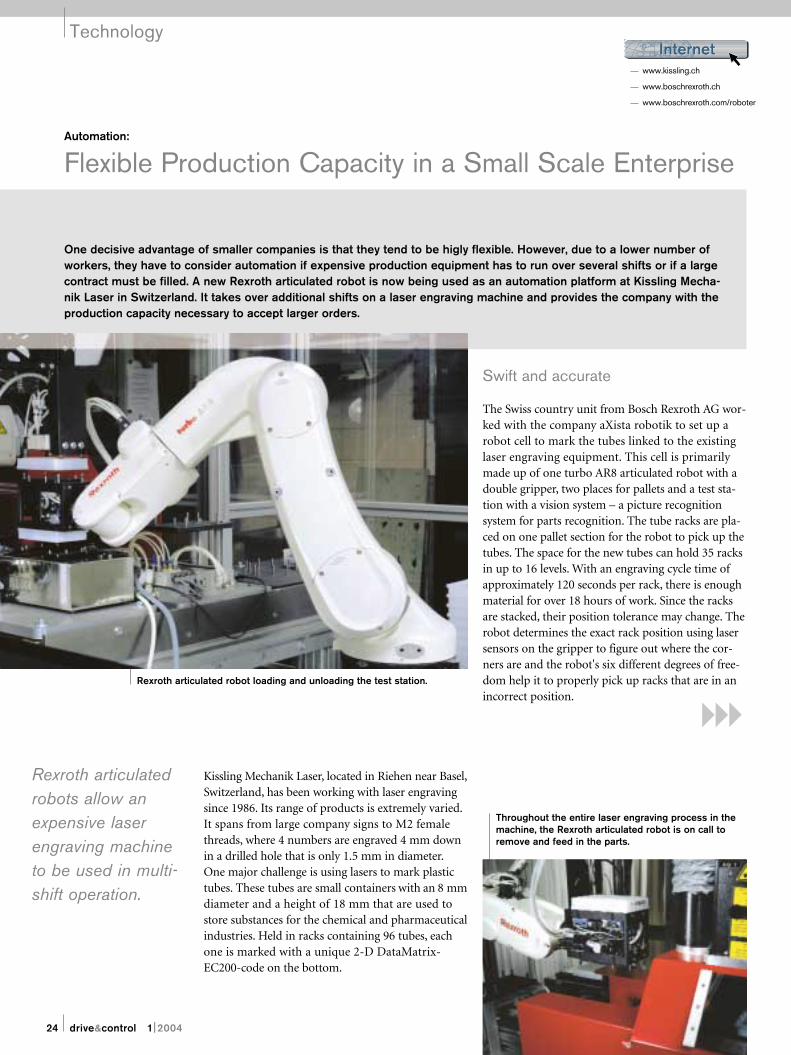
Rexroth articulated robot loading and unloading the test station.
Throughout the entire laser engraving process in themachine, the Rexroth articulated robot is on call toremove and feed in the parts.
Swift and accurate
The Swiss country unit from Bosch Rexroth AG wor-ked with the company aXista robotik to set up arobot cell to mark the tubes linked to the existinglaser engraving equipment. This cell is primarilymade up of one turbo AR8 articulated robot with adouble gripper, two places for pallets and a test sta-tion with a vision system – a picture recognitionsystem for parts recognition. The tube racks are pla-ced on one pallet section for the robot to pick up thetubes. The space for the new tubes can hold 35 racksin up to 16 levels. With an engraving cycle time ofapproximately 120 seconds per rack, there is enoughmaterial for over 18 hours of work. Since the racksare stacked, their position tolerance may change. Therobot determines the exact rack position using lasersensors on the gripper to figure out where the cor-ners are and the robot's six different degrees of free-dom help it to properly pick up racks that are in anincorrect position.
Kissling Mechanik Laser, located in Riehen near Basel,Switzerland, has been working with laser engravingsince 1986. Its range of products is extremely varied.It spans from large company signs to M2 femalethreads, where 4 numbers are engraved 4 mm downin a drilled hole that is only 1.5 mm in diameter.One major challenge is using lasers to mark plastictubes. These tubes are small containers with an 8 mmdiameter and a height of 18 mm that are used tostore substances for the chemical and pharmaceuticalindustries. Held in racks containing 96 tubes, eachone is marked with a unique 2-D DataMatrix-EC200-code on the bottom.
��
Rexroth articulatedrobots allow anexpensive laserengraving machineto be used in multi-shift operation.

251|2004 drive&control
The racks with tubes that have to be engraved arepassed by the robot to a pneumatic feeding unit ofthe laser system. The robot's double gripper shortensthe time between removing engraved parts and fee-ding in the new parts. After engraving, the robot gui-des the racks to a test station with a vision system tocheck and document whether the matrix code islegible. The unit simultaneously assigns the identifiedtube to a position in the rack, which can be identifiedwith a barcode. This data is then saved to a CD, whichis sent to the customer with the corresponding ship-ment. The automated process rules out errors, suchas switching numbers or assigning them twice. Addi-tionally, it is possible to ensure that all the racks arecompletely stocked with flawlessly engraved tubes.Racks with flawed tubes are stored in a separate NOKsection. Flawed tubes can also be identified onscreenand then manually exchanged.
Remote maintenance over the internet
aXista Robotik also decided to use the functions inthe PC-based robot controller to quickly rectify dis-ruptions to automated operation. The robot control-ler is linked to the Internet via an integrated Ethernetinterface. If any disruptions occur, such as missingracks, repeated engraving errors, machine downti-mes, or if a contract has been finished, then an SMSis sent to a cell phone via an Internet server. Thesystem can thus call the system operator at any timeand maintenance work can begin immediately,saving valuable production time.
A mobile connection to the laser engraving system is what makes this robot cell concept truly special,since the laser and robot can be easily connected ordisconnected. This just takes a few minutes and re-quires a teach-in of 4 points. The company thus hasthe option of using the laser engraving system withfeeding and handling units to work on orders withsmaller lot sizes, and then connect the robot cell inthe evening for serial production. The robots areusually connected on Thursdays so that the lasersystem runs around the clock on weekends.
Considerably more capacity
Rexroth articulated robots allow Kissling to use anexpensive laser engraving machine in multi-shiftoperation without any extra personnel. This changebrought about an increase in production capacitywithout sacrificing flexibility by using unadaptableproduction equipment. In addition, automationtechnology provides an extremely consistent level ofquality, which is just what the chemical and pharma-ceutical industries demand. �
Pho
tos:
Bos
ch R
exro
th A
G, G
erm
any
(6),
Priv
ate
(2)
The turbo AR8 articulated robotwith double gripper removing a rack with unprocessed tubes.The gripper is equipped withlaser sensors to detect the corners of the rack so therobot can correctly pick it up.
Rack with tubes. These tubes are uniquely identifiedon the bottom with a 2-D DataMatrix-EC200 code.
The racks may change theirposition tolerance becauseof the height of the stacks.The double gripper is equip-ped with laser sensors thatdetect the sides of the palletso the robot can pick up theracks in the proper position.
Contact:
Patrick SchweikhardtRobot Sales, Bosch Rexroth AGLinear Motion and Assembly Technologies, Stuttgart, GermanyTel.: +49 (711) 811 7882Fax: +49 (711) 811 7875E-Mail: Patrick.Schweikhardt@
boschrexroth.de
Contact:
André Ulrich Sales and Project Engineer Bosch Rexroth Schweiz AGButtikon, Switzerland Tel: +41 (32) 686 3922 Fax: +41 (32) 686 3936 E-Mail: andi.ulrich@
boschrexroth.ch
��

26 1|2004drive&control
Technology
www.texo.se
www.boschrexroth.se
Paper industry:
High-speed Loom from 0 – 125 mph in 50 Milliseconds
Texo AB have developed a new loom that is about 30 percent fasterthan older models. This was made possible by replacing the traditionalhydraulic shuttle with two light metal shuttles. Driven by electric servotechnology from Rexroth the new shuttle accelerates from 0 to 125mph in 50 milliseconds.
Texo make looms that weave cloths for the paper in-dustry. The cloths are used in paper mills for pressingwater out of the pulp. They are woven in differentpatterns depending on the process where they areused, and the patterns produce different surfaces onthe finished paper. Texo is based in the Swedish townof Älmhult. "We supply over two thirds of all thelooms on the world market. We only have two com-petitors, both of them in Germany," says ChristianCarlsson, head of electrical design at Texo. In thishighly specialized branch of weaving, the speed ofoperation of the loom is essential to success.
Facts
The ECODRIVE servo system is used in all the servodrives in the system.
The EcoX bus system allows a number of servo unitsto be coupled together for speed or angular synchro-nization without the need for any other components.At Texo torque synchronization between four shafts isused to control the two shuttles.
DriveTop is a software package specially developedfor use in commissioning, parameterization and dia-gnostics of Rexroth drives. Parameterization of EcoXis possible with DriveTop.
The new loom replaces the wooden shuttle with twoelectric servo-driven shuttles made of light alloy.
Stefan Svensson, DevelopmentEngineer at Texo
��
271|2004 drive&control
Technology
Pho
tos:
Bos
ch R
exro
th A
B, S
wed
en (
8), P
rivat
e (1
)
Contact:
Magnus MånssonMarketing Manager Electric Drives and Controls Bosch Rexroth ABHelsingborg, SwedenTel.: +46 (42) 38 88 70Fax: +46 (42) 38 88 74E-Mail: magnus.mansson@
boschrexroth.se
Cycle now 30 percent faster
When a thread is to be carried through the warp, thetwo shuttles start at exactly the same moment fromopposite sides, meet in the middle of the warp, andthen instantaneously fly back again. At the momentthey meet, the weft thread is passed from one shuttleto the other just before they part again. The entireoperation takes just 350 milliseconds. This is madepossible by the capability of the Rexroth ECODRIVEservo system to synchronize the shafts through itsEcoX function.
Previous looms had a wooden shuttle that was thro-wn by means of a hydraulic system. The woodenshuttle weighed just under 9 lbs, its mass makingaccelerating and braking difficult. The new loom hasa shuttle made of light alloy."With the old system our looms could only manage60 picks per minute. A pick means that the shuttlecarries a weft thread through the warp. The new tech-nique gives us 83 picks per minute, that’s over 30percent faster," says Stefan Svensson, DevelopmentEngineer at Texo.
Each shuttle is mounted on a carbon fiber belt. Thebelts each pass over a toothed wheel driven by twocoupled, water-cooled, highly dynamic servo motorsfrom Rexroth which are equipped with high-resolu-tion sensors. The shuttles, weighing only 3_ ounceseach, accelerate from 0 to 125 mph in 50 millise-conds. In the acceleration phase they are subject toforces of 110 g.
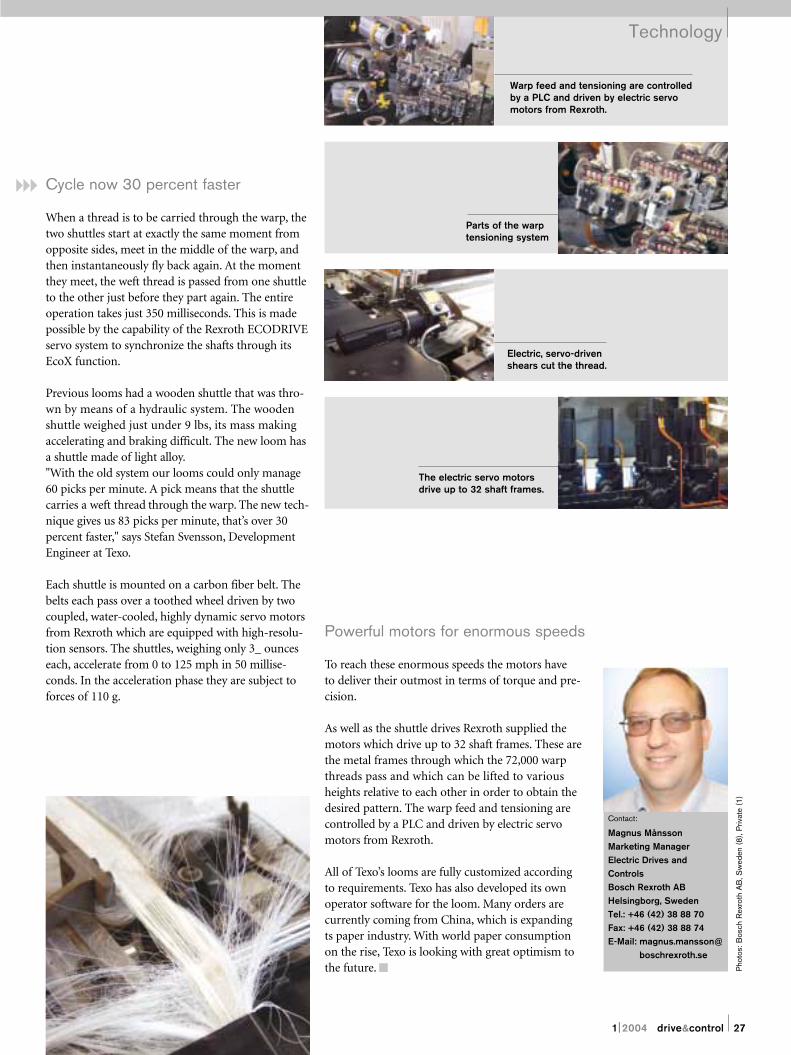
Parts of the warptensioning system
Electric, servo-drivenshears cut the thread.
Warp feed and tensioning are controlledby a PLC and driven by electric servomotors from Rexroth.
The electric servo motorsdrive up to 32 shaft frames.
Powerful motors for enormous speeds
To reach these enormous speeds the motors have to deliver their outmost in terms of torque and pre-cision.
As well as the shuttle drives Rexroth supplied themotors which drive up to 32 shaft frames. These arethe metal frames through which the 72,000 warpthreads pass and which can be lifted to variousheights relative to each other in order to obtain thedesired pattern. The warp feed and tensioning arecontrolled by a PLC and driven by electric servomotors from Rexroth.
All of Texo’s looms are fully customized according to requirements. Texo has also developed its ownoperator software for the loom. Many orders are currently coming from China, which is expanding ts paper industry. With world paper consumption on the rise, Texo is looking with great optimism tothe future. �
��
www.boschrexroth.com/brm
28 1|2004drive&control
Technology
Tunnel construction:
Intrepid Tunneling through the Alps
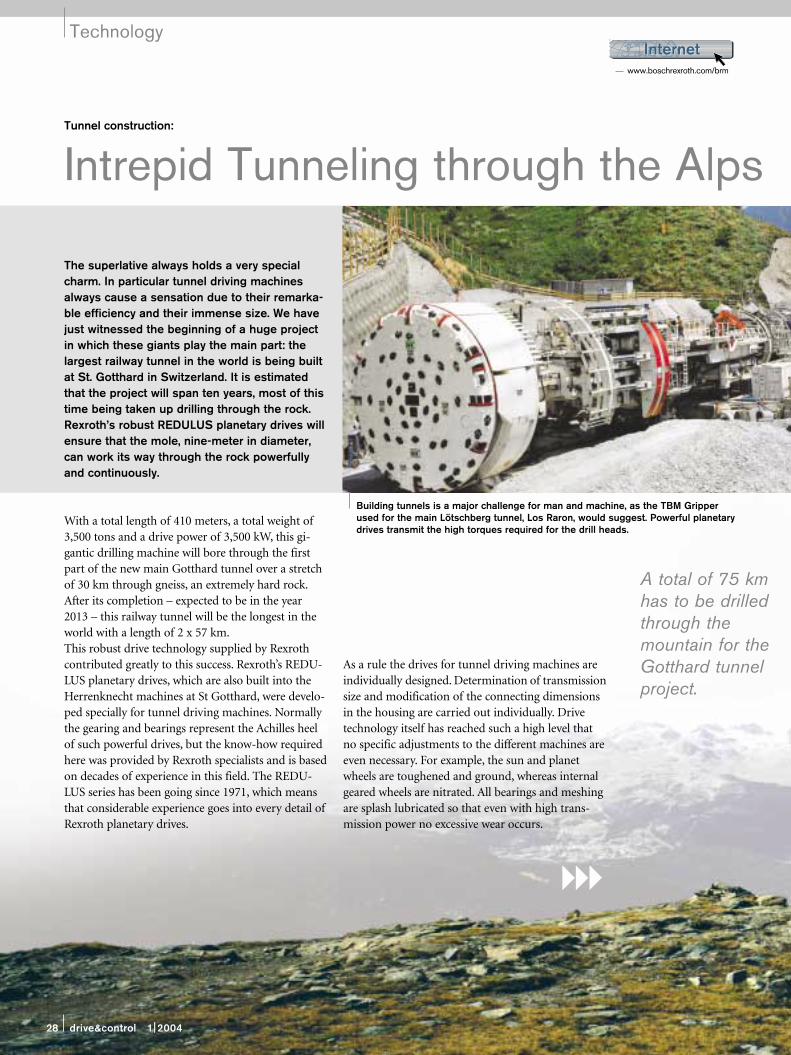
The superlative always holds a very specialcharm. In particular tunnel driving machinesalways cause a sensation due to their remarka-ble efficiency and their immense size. We havejust witnessed the beginning of a huge projectin which these giants play the main part: the largest railway tunnel in the world is being builtat St. Gotthard in Switzerland. It is estimatedthat the project will span ten years, most of thistime being taken up drilling through the rock.Rexroth’s robust REDULUS planetary drives willensure that the mole, nine-meter in diameter,can work its way through the rock powerfullyand continuously.
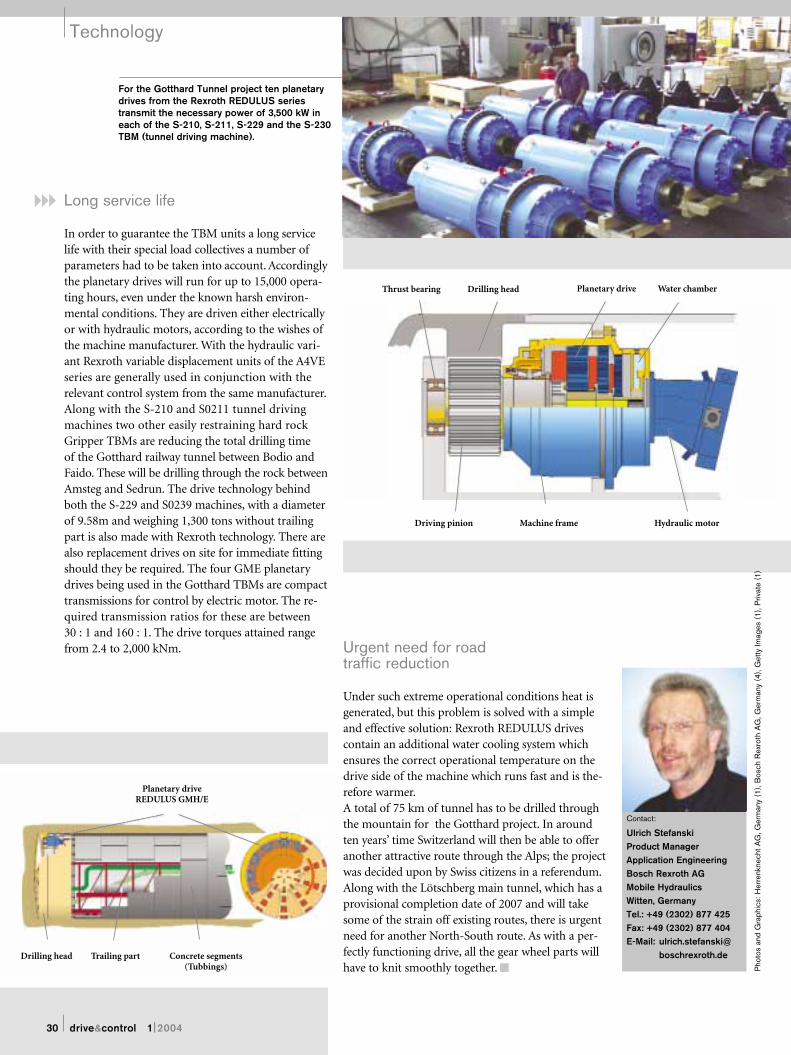
With a total length of 410 meters, a total weight of3,500 tons and a drive power of 3,500 kW, this gi-gantic drilling machine will bore through the firstpart of the new main Gotthard tunnel over a stretchof 30 km through gneiss, an extremely hard rock.After its completion – expected to be in the year2013 – this railway tunnel will be the longest in theworld with a length of 2 x 57 km.This robust drive technology supplied by Rexrothcontributed greatly to this success. Rexroth’s REDU-LUS planetary drives, which are also built into theHerrenknecht machines at St Gotthard, were develo-ped specially for tunnel driving machines. Normallythe gearing and bearings represent the Achilles heelof such powerful drives, but the know-how requiredhere was provided by Rexroth specialists and is basedon decades of experience in this field. The REDU-LUS series has been going since 1971, which meansthat considerable experience goes into every detail ofRexroth planetary drives.
As a rule the drives for tunnel driving machines areindividually designed. Determination of transmissionsize and modification of the connecting dimensionsin the housing are carried out individually. Drivetechnology itself has reached such a high level thatno specific adjustments to the different machines areeven necessary. For example, the sun and planetwheels are toughened and ground, whereas internalgeared wheels are nitrated. All bearings and meshingare splash lubricated so that even with high trans-mission power no excessive wear occurs.
Building tunnels is a major challenge for man and machine, as the TBM Gripperused for the main Lötschberg tunnel, Los Raron, would suggest. Powerful planetarydrives transmit the high torques required for the drill heads.
��
A total of 75 kmhas to be drilledthrough themountain for theGotthard tunnelproject.
291|2004 drive&control
Technology
Extreme conditions
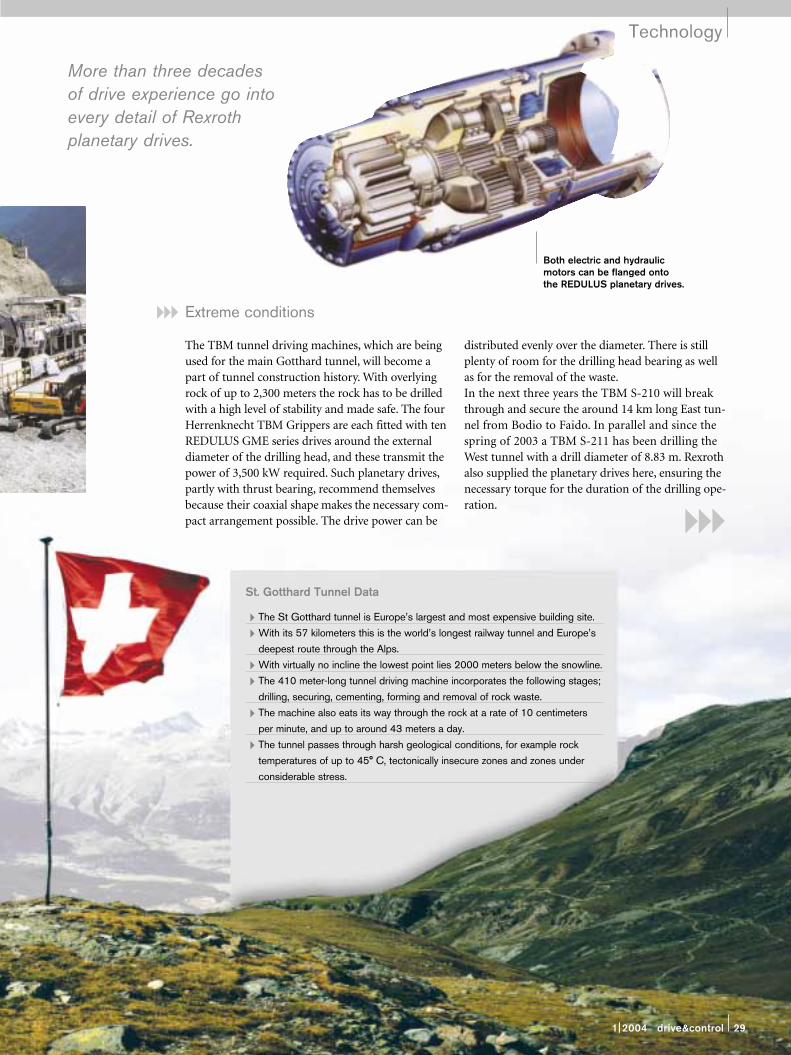
The TBM tunnel driving machines, which are beingused for the main Gotthard tunnel, will become apart of tunnel construction history. With overlyingrock of up to 2,300 meters the rock has to be drilledwith a high level of stability and made safe. The fourHerrenknecht TBM Grippers are each fitted with tenREDULUS GME series drives around the externaldiameter of the drilling head, and these transmit thepower of 3,500 kW required. Such planetary drives,partly with thrust bearing, recommend themselvesbecause their coaxial shape makes the necessary com-pact arrangement possible. The drive power can be
Both electric and hydraulicmotors can be flanged ontothe REDULUS planetary drives.
More than three decadesof drive experience go intoevery detail of Rexrothplanetary drives.
distributed evenly over the diameter. There is stillplenty of room for the drilling head bearing as wellas for the removal of the waste.In the next three years the TBM S-210 will breakthrough and secure the around 14 km long East tun-nel from Bodio to Faido. In parallel and since thespring of 2003 a TBM S-211 has been drilling theWest tunnel with a drill diameter of 8.83 m. Rexrothalso supplied the planetary drives here, ensuring thenecessary torque for the duration of the drilling ope-ration.
St. Gotthard Tunnel Data
�The St Gotthard tunnel is Europe’s largest and most expensive building site.
�With its 57 kilometers this is the world’s longest railway tunnel and Europe’sdeepest route through the Alps.
�With virtually no incline the lowest point lies 2000 meters below the snowline.
�The 410 meter-long tunnel driving machine incorporates the following stages;drilling, securing, cementing, forming and removal of rock waste.
�The machine also eats its way through the rock at a rate of 10 centimetersper minute, and up to around 43 meters a day.
�The tunnel passes through harsh geological conditions, for example rock temperatures of up to 45° C, tectonically insecure zones and zones underconsiderable stress.
��
��
30 1|2004drive&control
Technology
Long service life
In order to guarantee the TBM units a long servicelife with their special load collectives a number ofparameters had to be taken into account. Accordinglythe planetary drives will run for up to 15,000 opera-ting hours, even under the known harsh environ-mental conditions. They are driven either electricallyor with hydraulic motors, according to the wishes ofthe machine manufacturer. With the hydraulic vari-ant Rexroth variable displacement units of the A4VEseries are generally used in conjunction with therelevant control system from the same manufacturer.Along with the S-210 and S0211 tunnel drivingmachines two other easily restraining hard rockGripper TBMs are reducing the total drilling time of the Gotthard railway tunnel between Bodio andFaido. These will be drilling through the rock betweenAmsteg and Sedrun. The drive technology behindboth the S-229 and S0239 machines, with a diameterof 9.58m and weighing 1,300 tons without trailingpart is also made with Rexroth technology. There arealso replacement drives on site for immediate fittingshould they be required. The four GME planetarydrives being used in the Gotthard TBMs are compacttransmissions for control by electric motor. The re-quired transmission ratios for these are between 30 : 1 and 160 : 1. The drive torques attained rangefrom 2.4 to 2,000 kNm.
Pho
tos
and
Gra
phic
s: H
erre
nkne
cht A
G, G
erm
any
(1),
Bos
ch R
exro
th A
G, G
erm
any
(4),
Get
ty Im
ages
(1)
, Priv
ate
(1)
Urgent need for road traffic reduction
Under such extreme operational conditions heat isgenerated, but this problem is solved with a simpleand effective solution: Rexroth REDULUS drivescontain an additional water cooling system whichensures the correct operational temperature on thedrive side of the machine which runs fast and is the-refore warmer.A total of 75 km of tunnel has to be drilled throughthe mountain for the Gotthard project. In aroundten years’ time Switzerland will then be able to offeranother attractive route through the Alps; the projectwas decided upon by Swiss citizens in a referendum.Along with the Lötschberg main tunnel, which has aprovisional completion date of 2007 and will takesome of the strain off existing routes, there is urgentneed for another North-South route. As with a per-fectly functioning drive, all the gear wheel parts willhave to knit smoothly together. �
Contact:
Ulrich StefanskiProduct Manager Application EngineeringBosch Rexroth AGMobile HydraulicsWitten, GermanyTel.: +49 (2302) 877 425Fax: +49 (2302) 877 404E-Mail: ulrich.stefanski@
boschrexroth.de
Thrust bearing
Planetary driveREDULUS GMH/E
Drilling head Trailing part Concrete segments(Tubbings)
Drilling head Planetary drive Water chamber
Driving pinion Machine frame Hydraulic motor
For the Gotthard Tunnel project ten planetarydrives from the Rexroth REDULUS seriestransmit the necessary power of 3,500 kW ineach of the S-210, S-211, S-229 and the S-230TBM (tunnel driving machine).
��

311|2004 drive&control
Commissioning ofspare – and repairparts at Rexroth.
Know-how
Pho
tos:
Bos
ch R
exro
th A
G, G
erm
any
(4)
Supply Chain Management (SCM):
Faster, Better and More Convenient to the Customer
The supply chain is a network of businesses workingtogether to manufacture, ship and store a productand to bring it to the end user.The electronic completion of business processes andre-organization in the sense of Supply Chain Manage-ment (SCM) are two of the main challenges facingcompanies today.Realizing the savings potential within this supplychain, an intensive information exchange between themanufacturer, suppliers, service suppliers and custo-mer is necessary. The aims are: cost reduction, shorterdelivery times and quality improvement.
To agree on material and information flow rangingbeyond the company, various SCM concepts havebeen established to realize cost- and time-optimizedorganization of the logistics chain. By means of dif-ferentiated branch focus, SCM processes can havecompletely different concepts. "Just in Time"" and"Quick Response" are two such examples.
In the last few years, many new SCM concepts havebeen developed, aimed mainly at the mutual win-win orientated optimization of the supply chain."Collaborative Supply Chain Management" (CSCM)is the optimization of the total supply chain throughextensive data exchange and joint decision-makingprocesses between the business partners. This means,
for example, two or more partners working togetherin co-ordination. They pursue the aim of building aninformation platform and of developing plans agreedand arising from this, to fully exploit optimizationpotential. CSCM is focussed on the interfaces bet-ween the supply chain partners. With the help ofelectronic data transfers they endeavor to synchronizepreviously lacking transparency and insufficient co-ordination in planning and control. Further aims of the SCM are: the phasing out of existing systemswithin the supply chain, improving the visibility ofsystems, offers and capacity, as well as the timely rea-lization of bottlenecks.SCK concepts have already established themselves inmany branches of industry, such as the automotiveindustry and consumer goods. These concepts arealso being increasingly applied in machine construc-tion.
Bosch Rexroth AG’s Service Automation businessunit uses SCM to define the management of thematerial, information and finance flow in the supplychain. SCM covers the processing of spare parts andrepair items from internal and external suppliers viainternal suppliers – the Competence and ServiceCenters in Germany for example – to customersworldwide. �
SCM conceptshave alreadyestablishedthemselves inmany branchesof industry.

With the A10VO…ED/5x, Rexroth offers a variabledisplacement pump for open circuit operation, whichcompletely meets the economic requirements of themarket. The A10 pump has proved itself over manyyears as a modern drive solution in the open circuitof tractors, combine harvesters, forestry machines,backhoe loaders and in many other applications.
The integrated failsafe behaviour by means of theED function (electrohydraulic pressure control)makes the Rexroth pump an optimal drive for closed loop-controlled ventilator systems. With apower failure, the A10VO…ED/5x switches auto-matically to the maximum displacement volume.This means that the driven fans do not stopmoving, but continue to cool the diesel motor.The Rexroth pump is characterized by its compactdesign, fast start-up and minimal hysteresis. Inaddition, it demonstrates excellent suction perfor-mance, which is of special importance in automo-tive technology.
The A10VO…ED/5x variable displacement pump isavailable in the nominal sizes 28, 45, 63 and 85 cm3
capacity. It is designed for the medium pressurerange and can be operated up to a continuous pres-sure of 250 bar. The maximum permissible hydraulicpressure is set at 315 bar. The electrical connection is12 V (1.2 A) and 24 V (0.6 A). �
32 1|2004drive&control
Products
For more information:
Tel.: +49 (9352) 40 4552Fax: +49 (9352) 40 34552E-Mail: [email protected]
For more information:
Tel.: +49 (7308) 81 7022 62Fax: +49 (7308) 82 2683E-Mail: [email protected]
For more information:
Tel.: +49 (711) 811 46181Fax: +49 (711) 811 31543E-Mail: [email protected]
IndraLogic is the new generation PLC-based solution from Rexroth, whichcombines scalability and universalitywith standardized, open interfaces.Programming and running time arebased on the proven PLC software fromthe company Smart Software Solutions(3S). Along with the complete speechrange of the IIEC61131-3, offline simu-lation and extensive online functionssuch as monitoring, debugging andforcing are available.
For uniform engineering with exten-ded motion logic solutions, IndraLogicis integrated as universal PLC compo-nents in all motion control systemsfrom Rexroth. For ease of use of drivefunctions inside the PLC programs,there is a uniform building-block library to PLCopen.
Rexroth IndraLogic is available as con-troller and PC-based software variant.The innovative clamping controlIndraControl L combines the advanta-ges of embedded PC architecture withthe finely scalable I/O terminal systemRexroth-Inline.
IndraControl V is the new, universalHMI application portfolio fromRexroth. From small, controller-basedoperating devices and CE solutionsthrough to industrial PCs, visual solu-tions for a wide range of requirementsare available with IndraControl V. �
Universal, open, scalable:
The new RexrothIndraLogic PLC system
VarioFlow Chain Conveyor:
New applications
Rexroth acquired the chain conveyorsiX-Line from Flexindustries. Effectiveimmediately, Flexindustries will beco-me a sales partner in the Netherlands,responsible for the entire assemblytechnology product program atRexroth.
The acquisition of the chain conveyorsystems iX-Line from Flexindustriescompletes Rexroth's VarioFlow pro-duct family, making it the most attrac-tive program currently on the market.A whole new world has been opened,particularly to the food and packagingindustries, since Rexroth now offers acomplete program of stainless steelproducts with chain widths of 80, 100,160, 240 and 320 millimeters.
Rexroth has also enhanced their chainoffering with the new types universal,accumulation roller and roller cleatedchains. Users can easily equip the uni-versal chain with their own cleats orfixtures. The accumulating roller chainfor example ensures not only a lowerimpact pressure, but also prevents slipmarks on the printed surfaces of thepackaging. The static friction chainsand roller cleated chains are ideal formore complex conveying tasks invol-ving different levels, with the productsbeing transported on both inclines anddescents without complex synchroniza-tion tasks. For vertical transportationthe new wedge conveyor is also anoption. �
IndraControl L: the flexible controlsolution from Rexroth’s new auto-mation tool kit.
Modern drive solution:
Rexroth A10VO...ED/5x Variabledisplacement axial piston pump
The wide selection of chains enables theRexroth VarioFlow conveyor systems to beused in the food and packaging industry.
Rexroth A10VO variable displacementaxial piston pump, Model 5x.

Built-in stroke adjustment :
Pneumatic cylinderfor material handling
331|2004 drive&control
Products
Pho
tos:
Bos
ch R
exro
th A
G, G
erm
any
(6)
For more information:
Tel.: +49 (9352) 18 1045Fax: +49 (9352) 18 1891E-Mail: [email protected]
For more information:
Tel.: +49 (511) 2136 215Fax: +49 (511) 2136 429E-Mail: [email protected]
Pipework and cost reduction:
Rexroth IH20 SimplifiesHydraulic System Design
Modern training tool for mechatronic engineers:
mMS – modular mechatronicsystem from Rexroth
For more information:
Tel.: +49 (9352) 18 4735Fax: +49 (9352) 18 1638E-Mail: [email protected]
Cube assembly on the mMS.
Rexroth IH20.
Many movements in material handlingrequire end-position adjustment forpicking a workpiece. To meet this need,Rexroth has developed a new versionof the Guide Precision Cylinder withbuilt-in stroke adjustment.
The basic GPC pneumatic cylinder hasmultiple advantages in the areas ofmovement, force, non-rotation, side-loading capacity and precision. GPC-E, the new version, is equipped withlonger guide rods which are connectedto a rear plate with a shock absorber,providing the ability to fine-adjust thestroke length. This function is mostuseful when the cylinder is used as acarrier for a gripper or suction cup.
In the standard version the outstroke is adjusted with a shock absorber.The home position can also be adju-sted by means of an accessory.The GPC cylinder offers sufficient pre-cision for a variety of applications.Particularly with applications thatmake moderate demands on loadcapacity and precision, the GPC-E isthe cost-efficient alternative to expen-sive pneumatic slides.
The GPC-E is available in bore 12, 16and 20 mm and standard stroke lengt-hs up to 150 mm, in plain or ball bea-ring versions. �
Together with new co-operation partner Christiani,Rexroth has developed the mMS module kit. mMSstands for "modular mechatronic system". Everymodule is supplied with extensive documentation. Itguides the students in steps from the single functionto the mastering of total functionality. There will bea new, useful production process depending on thecombination and the extension stage. From singlemodule to complete system, it can be extended stepby step. The robust subassembly is built from tried-and-tested industrial components from Rexroth. Vir-tually all skills and knowledge of mechatronics canbe acquired from this training system. It impartsknowledge of control technology, drive technology,bus technology, assembly technology, pneumatics,hydraulics and sensor technology. Problem-settingincludes assembly and adjustment, troubleshooting,PLC programming, commissioning and projectdesign.
The modules are designed as "Plug & Play" compo-nents. They can be set up as individual modules orin complex production systems for basic and advan-ced vocational training. Special training documenta-tion for both students and teachers offers a guide topractical projects. �
The new Rexroth IH20 hydraulic con-trol of segment design offers individualmodular solutions with control platesinstead of complicated and expensivecustom-made units. The segments,which are manufactured in large-scaleproduction and can be combined tosuit the individual application at hand,considerably cut costs of hydraulicdrive technology when compared withpreviously common tailored solutions.
Through consequent segmentation,the modular plate system offers a highdegree of variability and integrates dif-ferent valve sizes. These range fromsize 6 to size 25. The modular designallows the free combination of diffe-rent circuits and can also be used torealize complex sequences. An optionalnumber of segments can be combinedin the control block, and customer- orindustry-specific circuits can be inser-ted at any place.
The control plates are offered in threesizes and allow maximum flow rates of40 l/min to 500 l/min in the pressurechannel. The control handles nominalpressures up to 320 bar. The use of theIH20 significantly reduces the pipe-work and thus the number of sealingpoints. The high availability resultingfrom large-scale production remarkab-ly reduces the time to market for newdesigns. �
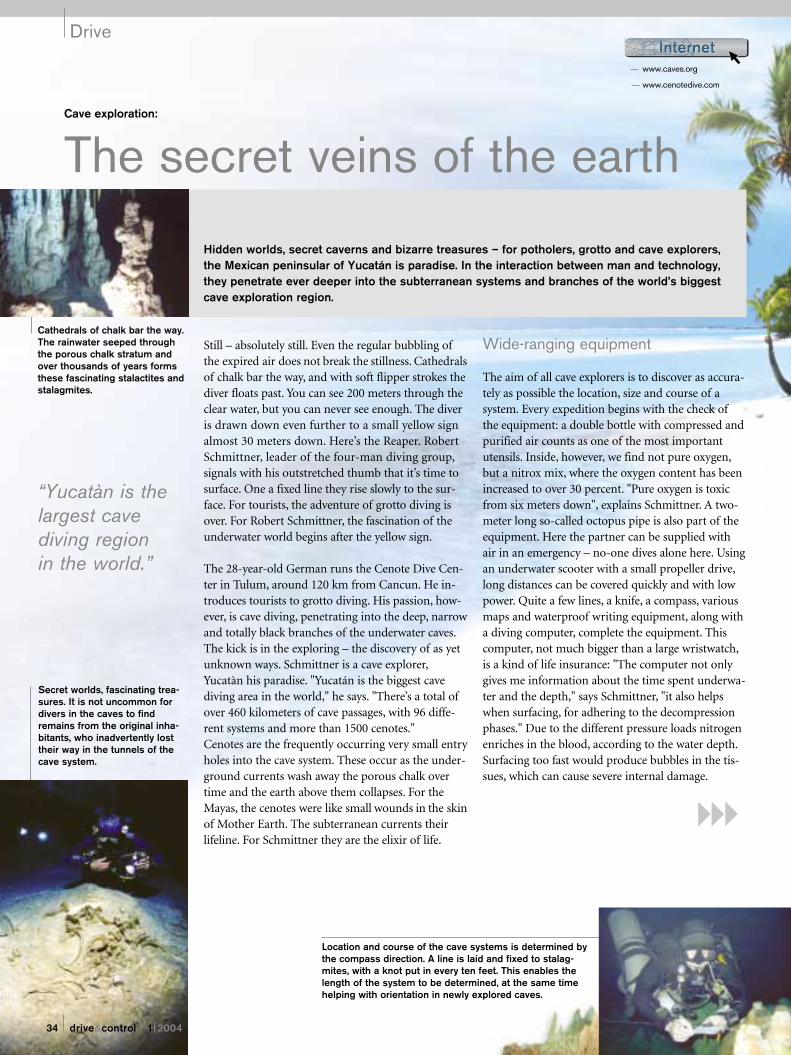
Secret worlds, fascinating trea-sures. It is not uncommon fordivers in the caves to findremains from the original inha-bitants, who inadvertently losttheir way in the tunnels of thecave system.
Drive
34 1|2004drive&control
Wide-ranging equipment
The aim of all cave explorers is to discover as accura-tely as possible the location, size and course of asystem. Every expedition begins with the check ofthe equipment: a double bottle with compressed andpurified air counts as one of the most importantutensils. Inside, however, we find not pure oxygen,but a nitrox mix, where the oxygen content has beenincreased to over 30 percent. "Pure oxygen is toxicfrom six meters down", explains Schmittner. A two-meter long so-called octopus pipe is also part of theequipment. Here the partner can be supplied withair in an emergency – no-one dives alone here. Usingan underwater scooter with a small propeller drive,long distances can be covered quickly and with lowpower. Quite a few lines, a knife, a compass, variousmaps and waterproof writing equipment, along witha diving computer, complete the equipment. Thiscomputer, not much bigger than a large wristwatch,is a kind of life insurance: "The computer not onlygives me information about the time spent underwa-ter and the depth," says Schmittner, "it also helpswhen surfacing, for adhering to the decompressionphases." Due to the different pressure loads nitrogenenriches in the blood, according to the water depth.Surfacing too fast would produce bubbles in the tis-sues, which can cause severe internal damage.
www.caves.org
www.cenotedive.com
Hidden worlds, secret caverns and bizarre treasures – for potholers, grotto and cave explorers,the Mexican peninsular of Yucatán is paradise. In the interaction between man and technology,they penetrate ever deeper into the subterranean systems and branches of the world’s biggestcave exploration region.
Cave exploration:
The secret veins of the earth
Cathedrals of chalk bar the way.The rainwater seeped throughthe porous chalk stratum andover thousands of years formsthese fascinating stalactites andstalagmites.
��
“Yucatàn is thelargest cavediving regionin the world.”
Still – absolutely still. Even the regular bubbling ofthe expired air does not break the stillness. Cathedralsof chalk bar the way, and with soft flipper strokes thediver floats past. You can see 200 meters through theclear water, but you can never see enough. The diveris drawn down even further to a small yellow signalmost 30 meters down. Here’s the Reaper. RobertSchmittner, leader of the four-man diving group,signals with his outstretched thumb that it’s time tosurface. One a fixed line they rise slowly to the sur-face. For tourists, the adventure of grotto diving isover. For Robert Schmittner, the fascination of theunderwater world begins after the yellow sign.
The 28-year-old German runs the Cenote Dive Cen-ter in Tulum, around 120 km from Cancun. He in-troduces tourists to grotto diving. His passion, how-ever, is cave diving, penetrating into the deep, narrowand totally black branches of the underwater caves.The kick is in the exploring – the discovery of as yetunknown ways. Schmittner is a cave explorer,Yucatàn his paradise. "Yucatán is the biggest cavediving area in the world," he says. "There’s a total ofover 460 kilometers of cave passages, with 96 diffe-rent systems and more than 1500 cenotes." Cenotes are the frequently occurring very small entryholes into the cave system. These occur as the under-ground currents wash away the porous chalk overtime and the earth above them collapses. For theMayas, the cenotes were like small wounds in the skinof Mother Earth. The subterranean currents theirlifeline. For Schmittner they are the elixir of life.
Location and course of the cave systems is determined bythe compass direction. A line is laid and fixed to stalag-mites, with a knot put in every ten feet. This enables thelength of the system to be determined, at the same timehelping with orientation in newly explored caves.

351|2004 drive&control
The fascination of cave diving – whereit is wide enough a type of underwaterscooter ensures swifter progress.
From stick map to accurate chart
The location of the cave systems is determined bythe compass direction. The cave tunnels, absoluteforbidden territory to the tourist potholers, are pitchblack inside. Guidelines are laid here and fixed to sta-lagmites. This is firstly for orientation purposes toenable the explorers to find their way out of newlydiscovered caves. Secondly, it is a way of determiningthe length of the system: " Every ten feet a knot is putinto the line, so the length of the line can easily becalculated on the way back," explains Schmittner.The details are noted with a pencil on a waterproofboard and once on the surface again sketched to forma rough map, the so-called "stick map". It requires agood 400 to 500 dives until a system such as "DosOjos" has been sufficiently researched, so that anaccurate chart can be produced from the big map.With a length of 56 kilometers, Dos Ojos is the thirdlargest connected system in the world.
However, it is not only the measurement that is im-portant, but also the geological and cultural disco-veries – how the caves were formed for one: morethan 65 million years ago a meteorite hammeredinto the Earth’s surface and tore a crater of morethan 180 km diameter into the Earth. In the ensuingperiod chalk sediment deposited itself in the crater.Rainwater seeped through the calcareous sandstone,these cavities forming bizarre rock formations.Towards the end of the Ice Age the sea level rose andflooded this subterranean world. The caves also con-tinually divulge information on civilizations and cul-tures. Bone finds are common: As the cenotes wereholy passages into the Underworld, they wouldthrow in offerings such as earthenware vessels orfood. Human remains and million-year-old animalbones have also been found. Being a cave diver inYucatàn – a fascinating career – but a quiet one. �
Pho
tos
and
Gra
phic
s: B
il P
hilip
s (Q
RS
S)
(9),
Get
ty Im
ages
(1)
Cave exploration in Yucatán:
The cave systems of Yucatán have been explored since the beginning of the eighties and measurementdata of new cave systems have been collected by the organization QRSS (Quintana Roo SpeleologicalSurvey) and made available over the Internet. Robert Schmittner is mentioned, for example, in connec-tion with the "Sistema Sac Actun", where he managed to find a 1.5 kilometer long connection to the"Sistema Naval". As the basic principle "Big caves swallow little caves" is true, this makes the "SistemaSac Actun" the fourth largest cave known. The "Sistema Ox bel Ha", at more than 107km, is currentlythe longest water-filled cave system in the world.
��
Sistema Sac Actun
Sac Actun
Abejas
Tres Palmas
Esceleto
Caribbean Sea
Bosch Rexroth AGCorporate Communications 97814 Lohr a. Main Germany
Maria-Theresien-Straße 14–2097816 Lohr a. Main Germany
Tel.: +49 (93 52) 18-1272Fax: +49 (93 52) 18-1190E-Mail: [email protected]