next-generation high feed machining cutter - dijet …dijetusa.com/media/sks...
TRANSCRIPT
Max. ap=3mm fz=2mmPossible high feed machining withfz=2mm/t at Max. depth of cut (ap)=3mm.
HIGH PERFORMANCEHIGH FEED MACHINING
DIJET INCORPORATEDwww.dijetusa.com
SKSDIE & MOLD SERIESCATALOG NO. 10021
®
7.5mm
Next-generation high feedmachining cutter
Improved insert strength of 1.5 timescompared with conventional tool.
• Double-sided insert (6 corners)• New PVD coated grade “JC7560”
Insert Thickness
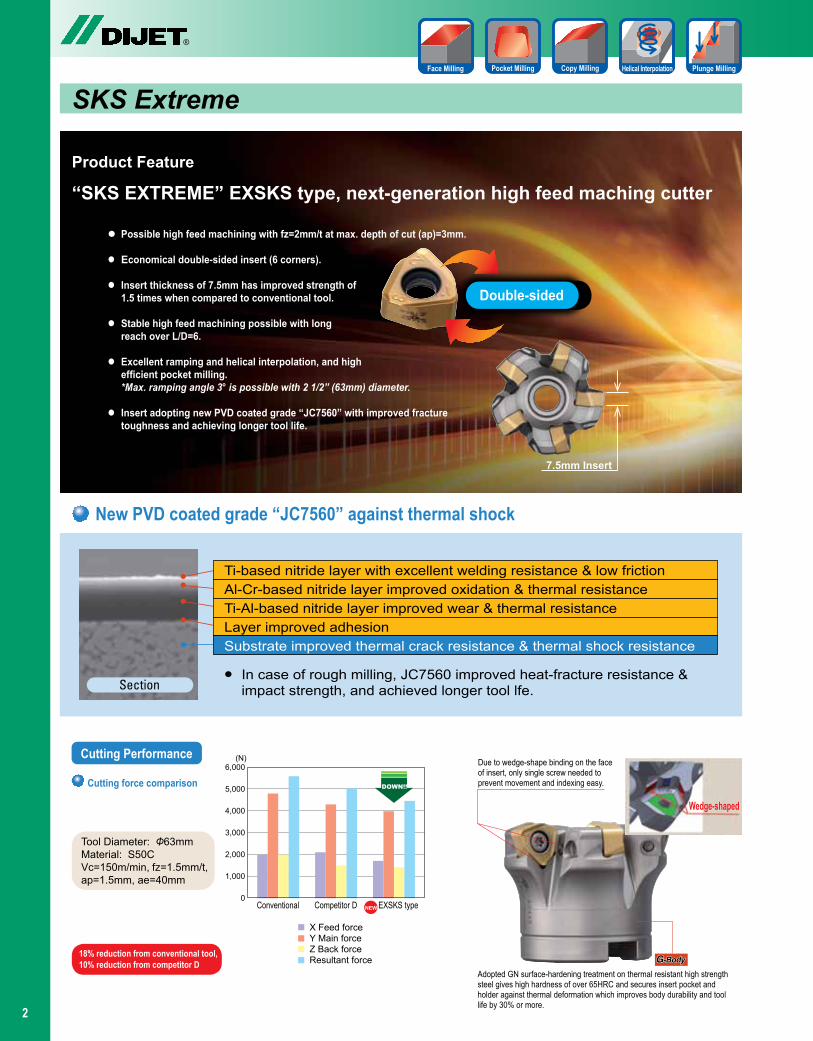
Adopted GN surface-hardening treatment on thermal resistant high strength steel gives high hardness of over 65HRC and secures insert pocket and holder against thermal deformation which improves body durability and tool life by 30% or more.
®
SKS ExtremeCopy MillingPocket Milling Helical InterpolationFace Milling
Product Feature
“SKS EXTREME” EXSKS type, next-generation high feed maching cutter Possible high feed machining with fz=2mm/t at max. depth of cut (ap)=3mm.
Economical double-sided insert (6 corners).
Insert thickness of 7.5mm has improved strength of 1.5 times when compared to conventional tool.
Stable high feed machining possible with long reach over L/D=6.
Excellent ramping and helical interpolation, and high efficient pocket milling. *Max. ramping angle 3° is possible with 2 1/2” (63mm) diameter.
Insert adopting new PVD coated grade “JC7560” with improved fracture toughness and achieving longer tool life.
Double-sided
7.5mm Insert
New PVD coated grade “JC7560” against thermal shock
Ti-based nitride layer with excellent welding resistance & low frictionAl-Cr-based nitride layer improved oxidation & thermal resistanceTi-Al-based nitride layer improved wear & thermal resistanceLayer improved adhesionSubstrate improved thermal crack resistance & thermal shock resistance
In case of rough milling, JC7560 improved heat-fracture resistance & impact strength, and achieved longer tool lfe.Section
6,000
5,000
4,000
3,000
2,000
1,000
0
(N)
NEW
DOWN!!
強く高剛
Cutting Performance
Cutting force comparison
Tool Diameter: Φ63mmMaterial: S50CVc=150m/min, fz=1.5mm/t,ap=1.5mm, ae=40mm
18% reduction from conventional tool,10% reduction from competitor D
X Feed forceY Main forceZ Back forceResultant force
Conventional Competitor D EXSKS type
Due to wedge-shape binding on the face of insert, only single screw needed toprevent movement and indexing easy.
Wedge-shaped
2
WNMU090720ZER-PM
WNMU090720ZER-PM
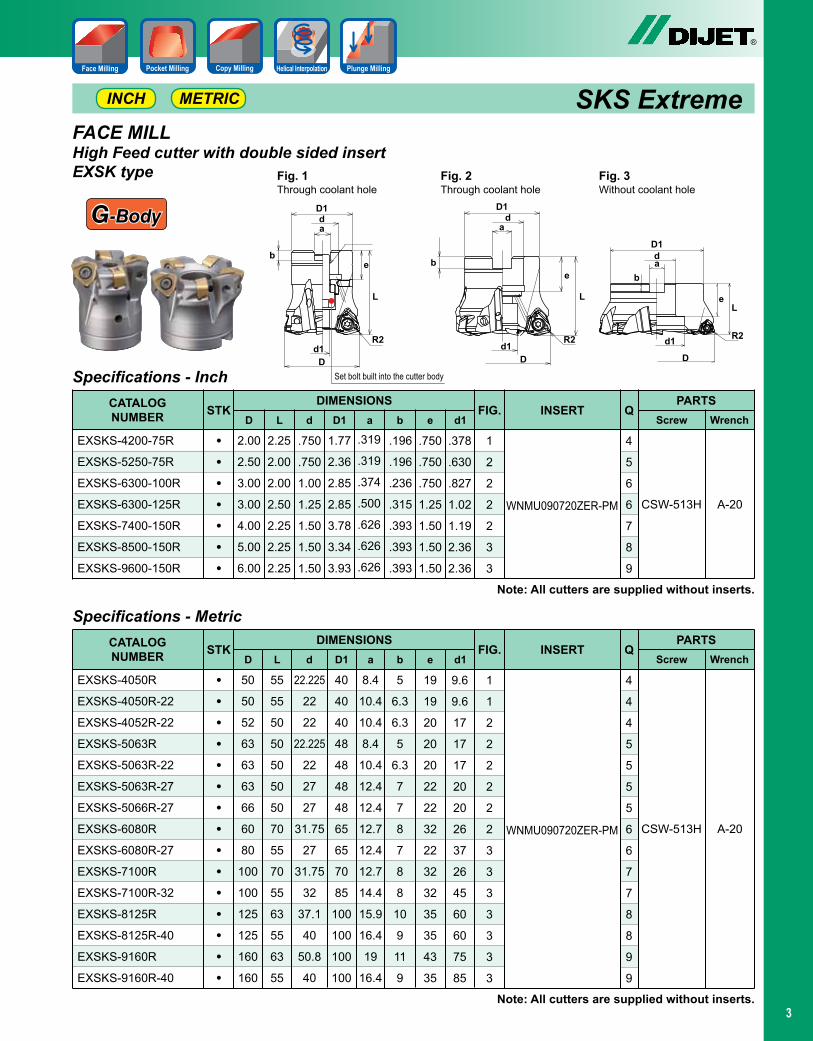
FACE MILLHigh Feed cutter with double sided insertEXSK type
Specifications - Inch
Specifications - Metric
2.00
2.50
3.00
3.00
4.00
5.00
6.00
50
50
52
63
63
63
66
60
80
100
100
125
125
160
160
2.25
2.00
2.00
2.50
2.25
2.25
2.25
55
55
50
50
50
50
50
70
55
70
55
63
55
63
55
.750
.750
1.00
1.25
1.50
1.50
1.50
22.225
22
22
22.225
22
27
27
31.75
27
31.75
32
37.1
40
50.8
40
1.77
2.36
2.85
2.85
3.78
3.34
3.93
40
40
40
48
48
48
48
65
65
70
85
100
100
100
100
.319
.319
.374
.500
.626
.626
.626
5
6.3
6.3
5
6.3
7
7
8
7
8
8
10
9
11
9
.750
.750
.750
1.25
1.50
1.50
1.50
19
19
20
20
20
22
22
32
22
32
32
35
35
43
35
.378
.630
.827
1.02
1.19
2.36
2.36
9.6
9.6
17
17
17
20
20
26
37
26
45
60
60
75
85
1
2
2
2
2
3
3
1
1
2
2
2
2
2
2
3
3
3
3
3
3
3
4
5
6
6
7
8
9
4
4
4
5
5
5
5
6
6
7
7
8
8
9
9
CATALOGNUMBER
CATALOGNUMBER
DIMENSIONS
DIMENSIONS
D
D
EXSKS-4200-75R
EXSKS-5250-75R
EXSKS-6300-100R
EXSKS-6300-125R
EXSKS-7400-150R
EXSKS-8500-150R
EXSKS-9600-150R
EXSKS-4050R
EXSKS-4050R-22
EXSKS-4052R-22
EXSKS-5063R
EXSKS-5063R-22
EXSKS-5063R-27
EXSKS-5066R-27
EXSKS-6080R
EXSKS-6080R-27
EXSKS-7100R
EXSKS-7100R-32
EXSKS-8125R
EXSKS-8125R-40
EXSKS-9160R
EXSKS-9160R-40
PARTS
PARTS
Screw
Screw
Wrench
Wrench
STK
STK
Q
Q
L
L
d
d
D1
D1
a
a
b
b
e
e
d1
d1
INSERT
INSERT
CSW-513H
CSW-513H
A-20
A-20
Note: All cutters are supplied without inserts.
Note: All cutters are supplied without inserts.
•••••••
•••••••••••••••
FIG.
FIG.
Fig. 1Through coolant hole
DD D
LLL
D1D1
D1
d1d1d1
aa
a
dd
db
b
b
.196
.196
.236
.315
.393
.393
.393
8.4
10.4
10.4
8.4
10.4
12.4
12.4
12.7
12.4
12.7
14.4
15.9
16.4
19
16.4
G-Body
Fig. 2Through coolant hole
Fig. 3Without coolant hole
ee
e
R2R2 R2
Set bolt built into the cutter body
®
SKS ExtremeMETRICINCH
Copy MillingPocket Milling Helical InterpolationFace Milling
3
CatalogNumber
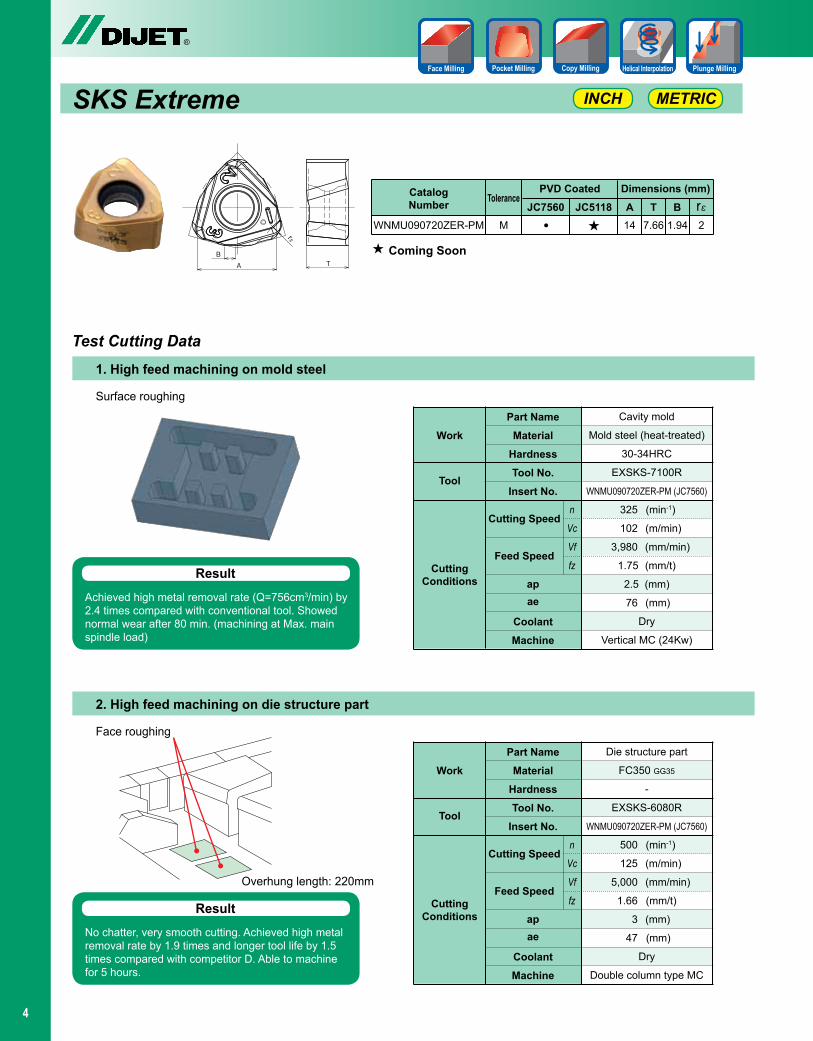
Work
Work
Tolerance
WNMU090720ZER-PM
Cavity mold
Mold steel (heat-treated)
30-34HRC
EXSKS-7100R
WNMU090720ZER-PM (JC7560)
325 (min-1)
102 (m/min)
3,980 (mm/min)
1.75 (mm/t)
2.5 (mm)
76 (mm)
Dry
Vertical MC (24Kw)
Die structure part
FC350 GG35
-
EXSKS-6080R
WNMU090720ZER-PM (JC7560)
500 (min-1)
125 (m/min)
5,000 (mm/min)
1.66 (mm/t)
3 (mm)
47 (mm)
Dry
Double column type MC
M 14 7.66 1.94 2
Dimensions (mm)JC7560 JC5118 A T B
•
PVD Coated
Test Cutting Data1. High feed machining on mold steel
Surface roughing
2. High feed machining on die structure part
Face roughing
Part Name
Part Name
Material
Material
Hardness
Hardness
Tool No.
Tool No.
Insert No.
Insert No.
ap
ap
ae
ae
Coolant
Coolant
Machine
Machine
Cutting Speed
Cutting Speed
Feed Speed
Feed Speed
n
Vc
Vf
fz
n
Vc
Vf
fz
Tool
Tool
CuttingConditions
CuttingConditions
Achieved high metal removal rate (Q=756cm3/min) by 2.4 times compared with conventional tool. Showednormal wear after 80 min. (machining at Max. main spindle load)
No chatter, very smooth cutting. Achieved high metalremoval rate by 1.9 times and longer tool life by 1.5times compared with competitor D. Able to machine for 5 hours.
Result
Result
Overhung length: 220mm
Coming Soon
®
SKS Extreme METRICINCH
Copy MillingPocket Milling Helical InterpolationFace Milling
4
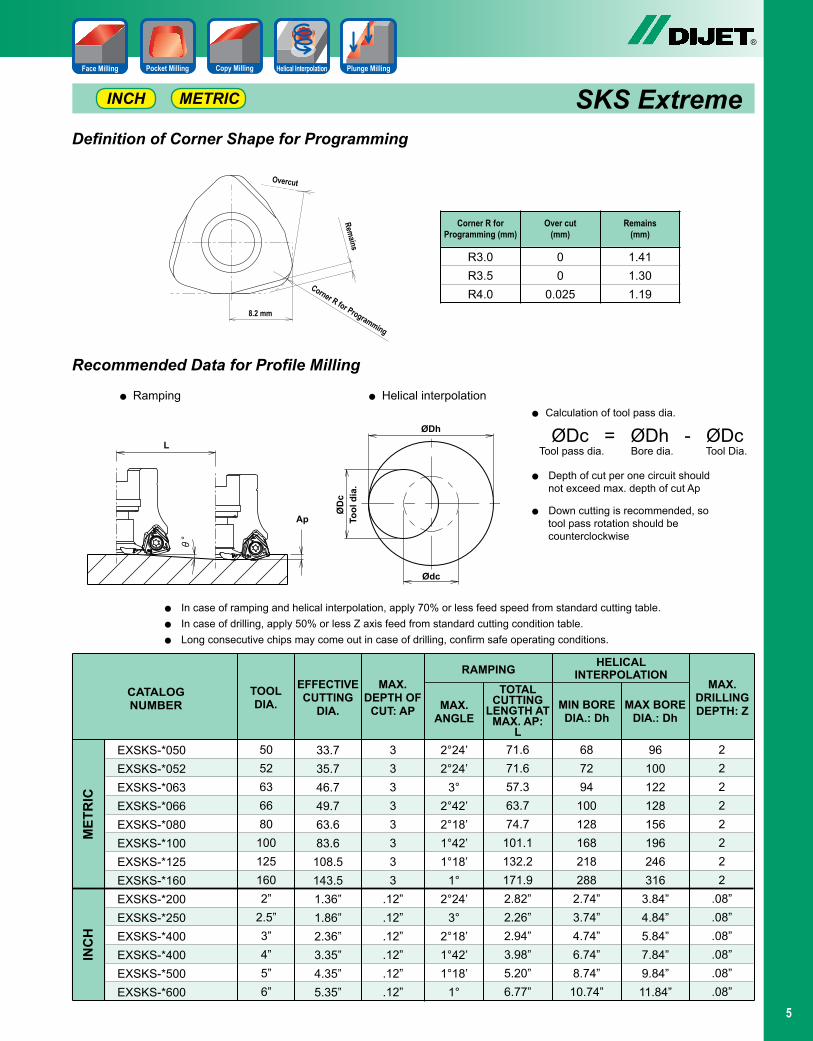
Definition of Corner Shape for Programming
Recommended Data for Profile Milling
• Helical interpolation
Tool
dia
.
ØDh
Ødc
• Ramping
L
Ap
• Calculation of tool pass dia.
ØDc = ØDh - ØDc Tool pass dia. Bore dia. Tool Dia.
• In case of ramping and helical interpolation, apply 70% or less feed speed from standard cutting table.
• In case of drilling, apply 50% or less Z axis feed from standard cutting condition table.
• Long consecutive chips may come out in case of drilling, confirm safe operating conditions.
22222222
.08”
.08”
.08”
.08”
.08”
.08”
71.671.657.363.774.7
101.1132.2171.92.82”2.26”2.94”3.98”5.20”6.77”
687294
100128168218288
2.74”3.74”4.74”6.74”8.74”
10.74”
96100122128156196246316
3.84”4.84”5.84”7.84”9.84”11.84”
33333333
.12”
.12”
.12”
.12”
.12”
.12”
2°24’2°24’
3°2°42’2°18’1°42’1°18’
1°2°24’
3°2°18’1°42’1°18’
1°
33.735.746.749.763.683.6108.5143.51.36”1.86”2.36”3.35”4.35”5.35”
EXSKS-*050EXSKS-*052EXSKS-*063EXSKS-*066EXSKS-*080EXSKS-*100EXSKS-*125EXSKS-*160EXSKS-*200EXSKS-*250EXSKS-*400EXSKS-*400EXSKS-*500EXSKS-*600
CATALOGNUMBER
TOOLDIA.
EFFECTIVECUTTING
DIA.
MAX.DEPTH OF
CUT: AP
RAMPING HELICALINTERPOLATION
MAX.ANGLE
TOTAL CUTTING
LENGTH AT MAX. AP:
L
MIN BOREDIA.: Dh
MAX BOREDIA.: Dh
MAX.DRILLINGDEPTH: Z
50526366801001251602”
2.5”3”4”5”6”
θ°
INC
HM
ETR
IC
• Depth of cut per one circuit should not exceed max. depth of cut Ap
• Down cutting is recommended, so tool pass rotation should be counterclockwise
ØD
c
Corner R for Programming
8.2 mm
Overcut
Remains
Corner R forProgramming (mm)
Over cut(mm)
Remains(mm)
R3.0R3.5R4.0
00
0.025
1.411.301.19
®
SKS ExtremeMETRICINCH
Copy MillingPocket Milling Helical InterpolationFace Milling
5
6810121416681012141668101214166810121416
6810121416681012141668101214166810121416
AP(inch)
AP(inch)
AP(inch)
AP(inch)
AP(inch)
AP(inch)
No. of Teeth 4N
No. of Teeth 7N
Vf(i.p.m.)
Vf(i.p.m.)
Vf(i.p.m.)
Vf(i.p.m.)
Vf(i.p.m.)
Vf(i.p.m.)
M.R.R.Q(inch3/min)
M.R.R.Q(inch3/min)
M.R.R.Q(inch3/min)
M.R.R.Q(inch3/min)
M.R.R.Q(inch3/min)
M.R.R.Q(inch3/min)
N(r.p.m.)
N(r.p.m.)
N(r.p.m.)
N(r.p.m.)
N(r.p.m.)
N(r.p.m.)
2
4
950800650650
--
830700570570
--
950800650650
--
950800650650
--
480430380350350350410370330280280280480430380350350350480430380350350350
750680600550550550650580520460460460750680600550550550750680600550550550
380340300280280280330300260230230230380340300280280280380340300280280280
600540480440440440520470420360360360600540480440440440600540480440440440
300270240220220220260230210180180180300270240220220220300270240220220220
300189133102
--
26016511790--
300189133102
--
300189133102
--
265237209193193193226204182154154154265237209193193193265237209193193193
300267236217217217256228205181181181295268236216216216295268236216216216
239214189176176176208189164145145145239214189176176176239214189176176176
283255227208208208246222198170170170283255227208208208284255227208208208
213191170156156156184163149128128128213191170156156156213191170156156156
32.815.67.33.4--
28.413.66.43.0--
32.815.67.33.4--
41.220.611.05.6--
57.951.845.631.931.921.149.444.639.725.425.416.857.951.845.631.931.921.172.765.045.642.231.921.1
41.033.224.414.89.16.134.928.321.212.47.65.140.333.324.414.79.16.050.636.624.414.79.16.0
65.258.451.648.036.336.356.851.644.839.629.929.965.258.451.648.036.336.382.073.464.848.036.336.3
46.438.033.825.817.010.540.333.129.521.113.98.646.438.033.825.817.010.558.441.837.225.817.010.5
69.862.655.751.151.138.760.353.448.841.941.931.769.862.655.751.151.138.787.778.670.064.251.138.7
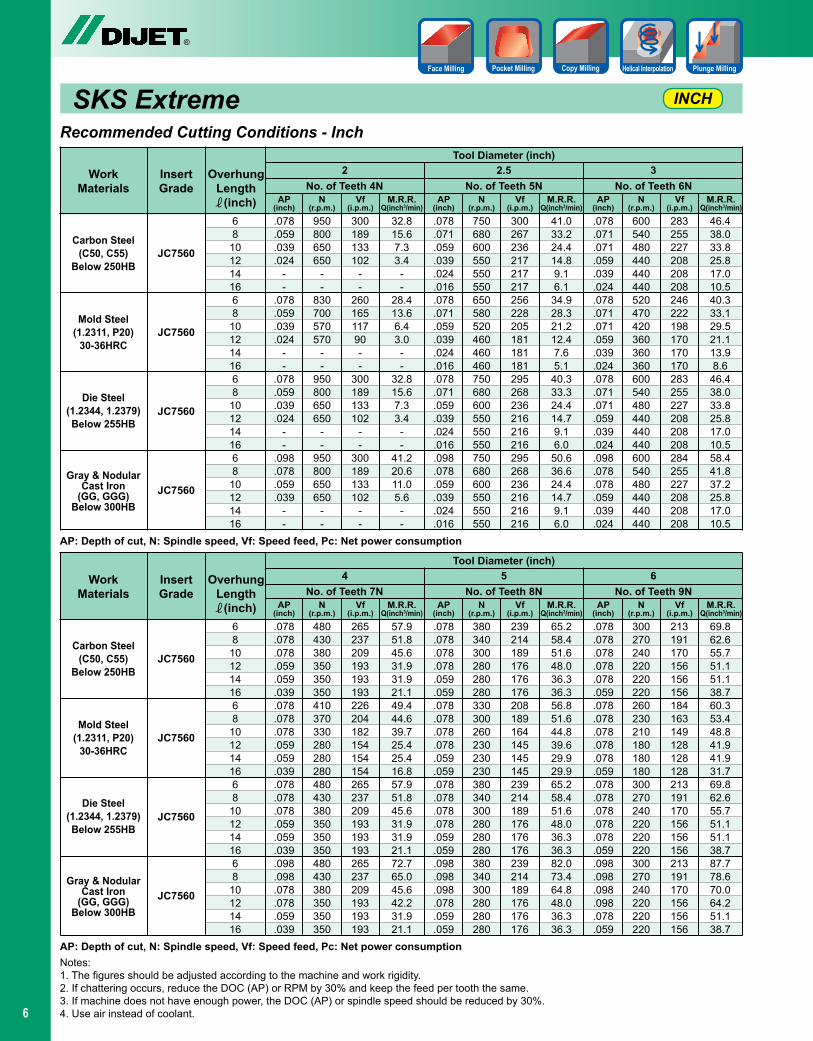
Recommended Cutting Conditions - Inch
Carbon Steel(C50, C55)
Below 250HB
Mold Steel(1.2311, P20)
30-36HRC
Die Steel(1.2344, 1.2379)Below 255HB
Gray & NodularCast Iron
(GG, GGG)Below 300HB
Carbon Steel(C50, C55)
Below 250HB
Mold Steel(1.2311, P20)
30-36HRC
Die Steel(1.2344, 1.2379)Below 255HB
Gray & NodularCast Iron
(GG, GGG)Below 300HB
WorkMaterials
WorkMaterials
InsertGrade
InsertGrade
OverhungLength (inch)
OverhungLength (inch)
JC7560
JC7560
JC7560
JC7560
JC7560
JC7560
JC7560
JC7560
Tool Diameter (inch)
Tool Diameter (inch)
AP: Depth of cut, N: Spindle speed, Vf: Speed feed, Pc: Net power consumption
AP: Depth of cut, N: Spindle speed, Vf: Speed feed, Pc: Net power consumption
No. of Teeth 5N
No. of Teeth 8N
2.5
5
No. of Teeth 6N
No. of Teeth 9N
3
6
.078
.059
.039
.024--
.078
.059
.039
.024--
.078
.059
.039
.024--
.098
.078
.059
.039--
.078
.078
.078
.059
.059
.039
.078
.078
.078
.059
.059
.039
.078
.078
.078
.059
.059
.039
.098
.098
.078
.078
.059
.039
.078
.071
.059
.039
.024
.016
.078
.071
.059
.039
.024
.016
.078
.071
.059
.039
.024
.016
.098
.078
.059
.039
.024
.016
.078
.078
.078
.078
.059
.059
.078
.078
.078
.078
.059
.059
.078
.078
.078
.078
.059
.059
.098
.098
.098
.078
.059
.059
.078
.071
.071
.059
.039
.024
.078
.071
.071
.059
.039
.024
.078
.071
.071
.059
.039
.024
.098
.078
.078
.059
.039
.024
.078
.078
.078
.078
.078
.059
.078
.078
.078
.078
.078
.059
.078
.078
.078
.078
.078
.059
.098
.098
.098
.098
.078
.059
Notes:1. The figures should be adjusted according to the machine and work rigidity.2. If chattering occurs, reduce the DOC (AP) or RPM by 30% and keep the feed per tooth the same.3. If machine does not have enough power, the DOC (AP) or spindle speed should be reduced by 30%.4. Use air instead of coolant.
®
SKS ExtremeCopy MillingPocket Milling Helical InterpolationFace Milling
6
INCH
(mm) (mm) (mm)AP
(mm)AP
(mm)AP
(mm)
No. of Teeth 4NN
(min1)N
(min1)N
(min1)Vf
(mm/min)Vf
(mm/min)Vf
(mm/min)Pc
(kW)Pc
(kW)Pc
(kW)
50/52
21.51
0.6--2
1.51
0.6--2
1.51
0.6--
2.52
1.51--
222
1.51.51222
1.51.51222
1.51.51
2.52.522
1.51
21.81.51
0.60.42
1.81.51
0.60.42
1.81.51
0.60.42.52
1.51
0.60.4
2222
1.51.52222
1.51.52222
1.51.52.52.52.52
1.51.5
21.81.81.51
0.62
1.81.81.51
0.62
1.81.81.51
0.62.522
1.51
0.6
22222
1.522222
1.522222
1.52.52.52.52.52
1.5
950800650650
--
830700570570
--
950800650650
--
950800650650
--
480430380350350350410370330280280280480430380350350350480430380350350350
750680600550550550650580520460460460750680600550550550750680600550550550
380340300280280280330300260230230230380340300280280280380340300280280280
600540480440440440520470420360360360600540480440440440600540480440440440
300270240220220220260230210180180180300270240220220220300270240220220220
7,6004,8003,3802,600
--
6,6404,2002,9602,280
--
7,6004,8003,3802,600
--
7,6004,8003,3802,600
--
6,7206,0205,3204,9004,9004,9005,7405,1804,6203,9203,9203,9206,7206,0205,3204,9004,9004,9006,7206,0205,3204,9004,9004,900
7,5006,8006,0005,5005,5005,5006,5005,8005,2004,6004,6004,6007,5006,8006,0005,5005,5005,5007,5006,8006,0005,5005,5005,500
6,0805,4404,8004,4804,4804,4805,2804,8004,1603,6803,6803,6806,0805,4404,8004,4804,4804,4806,0805,4404,8004,4804,4804,480
7,2006,4805,7605,2805,2805,2806,2405,6405,0404,3204,3204,3207,2006,4805,7605,2805,2805,2807,2006,4805,7605,2805,2805,280
5,4004,8604,3203,9603,9603,9604,6804,1403,7803,2403,2403,2405,4004,8604,3203,9603,9603,9605,4004,8604,3203,9603,9603,960
12.45.92.71.3--
12.35.92.71.3--
12.45.92.71.3--
12.46.23.31.7--
21.819.617.311.911.98.021.319.217.210.910.97.321.819.617.311.911.98.021.819.613.812.79.66.4
15.412.59.25.63.42.315.212.29.15.43.22.215.412.59.25.63.42.315.411.17.44.52.71.8
24.722.119.518.213.713.724.522.319.317.112.812.824.722.119.518.213.713.724.722.119.514.610.910.9
18.715.213.510.36.94.118.515.113.59.66.43.918.715.213.510.36.94.118.713.512.08.25.53.3
28.125.322.520.620.615.427.824.622.519.319.314.428.125.322.520.620.615.428.125.322.520.616.512.4
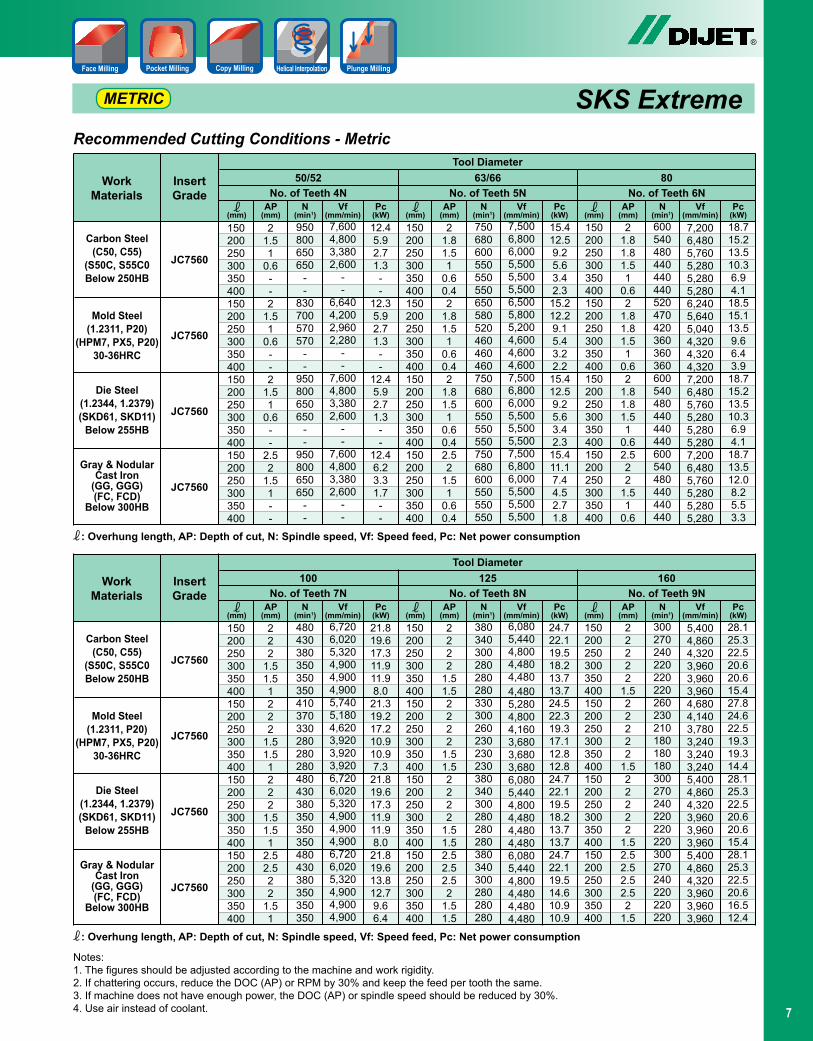
Recommended Cutting Conditions - Metric
Carbon Steel(C50, C55)
(S50C, S55C0Below 250HB
Mold Steel(1.2311, P20)
(HPM7, PX5, P20)30-36HRC
Die Steel(1.2344, 1.2379)(SKD61, SKD11)
Below 255HB
Gray & NodularCast Iron
(GG, GGG)(FC, FCD)
Below 300HB
WorkMaterials
InsertGrade
JC7560
JC7560
JC7560
JC7560
Tool Diameter
: Overhung length, AP: Depth of cut, N: Spindle speed, Vf: Speed feed, Pc: Net power consumption
No. of Teeth 5N63/66
No. of Teeth 6N80
150200250300350400150200250300350400150200250300350400150200250300350400
150200250300350400150200250300350400150200250300350400150200250300350400
150200250300350400150200250300350400150200250300350400150200250300350400
150200250300350400150200250300350400150200250300350400150200250300350400
150200250300350400150200250300350400150200250300350400150200250300350400
150200250300350400150200250300350400150200250300350400150200250300350400
Notes:1. The figures should be adjusted according to the machine and work rigidity.2. If chattering occurs, reduce the DOC (AP) or RPM by 30% and keep the feed per tooth the same.3. If machine does not have enough power, the DOC (AP) or spindle speed should be reduced by 30%.4. Use air instead of coolant.
(mm) (mm) (mm)AP
(mm)AP
(mm)AP
(mm)
No. of Teeth 7NN
(min1)N
(min1)N
(min1)Vf
(mm/min)Vf
(mm/min)Vf
(mm/min)Pc
(kW)Pc
(kW)Pc
(kW)
100
Carbon Steel(C50, C55)
(S50C, S55C0Below 250HB
Mold Steel(1.2311, P20)
(HPM7, PX5, P20)30-36HRC
Die Steel(1.2344, 1.2379)(SKD61, SKD11)
Below 255HB
Gray & NodularCast Iron
(GG, GGG)(FC, FCD)
Below 300HB
WorkMaterials
InsertGrade
JC7560
JC7560
JC7560
JC7560
Tool Diameter
: Overhung length, AP: Depth of cut, N: Spindle speed, Vf: Speed feed, Pc: Net power consumption
No. of Teeth 8N125
No. of Teeth 9N160
®
SKS ExtremeMETRIC
Copy MillingPocket Milling Helical InterpolationFace Milling
7
DIJET INDUSTRIAL CO., LTD.2-1-18, Kami-Higashi, Hirano-ku,Osaka 547-0002, JapanPhone: +81-6-6794-0167Fax: +81-6-6793-3930www.dijet.co.jp
DIJET INDUSTRIAL CO., LTD.Immarmannstr 940210 Düsseldorf, GermanyPhone: +49 (0) 211-50088820Fax: +49 (0) 211-50088823
DIJET, INC.45807 Helm Street, Plymouth, MI 48170Phone: 1-800-743-4538 Fax: 1-734-454-9395www.dijetusa.com
®
North America:
CanadaMexicoU.S.A.
South America:
Brazil
Africa:
South Africa
Asia:
ChinaIndonesiaJapanKoreaMalaysiaPhilippinesSingaporeTaiwanThailandVietnam
North East:
Russia
Europe:
Austria Germany NetherlandsBelgium Greece NorwayDenmark Holland PolandEngland Hungary PortugalFinland Italy SpainFrance Ireland Sweden Switzerland
WORLDWIDE DISTRIBUTION
No part of this catalog may be printed, copied or reproduced without the expressed written permission of DIJET, Inc.
Middle East:
IndiaIsraelPakistanTurkey