standard note for production unit clw as on...
TRANSCRIPT

1
STANDARD NOTE FOR
PRODUCTION UNIT CLW
AS ON 31.03.16

2
Contents
1. INTRODUCTION 2. SALIENT FEATURES 3. ORGANISATIONAL CHART 4. PRODUCTION PERFORMANCE 5. DESIGN&DEVELOPMENTINCLUDING TOT 6. QUALITY ASSURANCE 7. MARKETING INCLUDING EXPORT 8. STATUS OF M&P 8A. STEEL FOUNDRY 9. STAFF POSITION 10. UNIT COST OF THE PRODUCT 11. INDUSTRIAL SAFETY 12. FUTURE PLANS 13. OTHER ISSUES

3
INTRODUCTION
1

4
1.1 The Works and Administrative office of Chittaranjan Locomotive Works (CLW) are located at Chittaranjan, Dist. Burdwan in West Bengal, in addition to a Stores Purchase office in Kolkata and CLW’s inspection cells in New Delhi, Mumbai, Kolkata and Bangalore.
1.2 Chittaranjan Locomotive Works (CLW), is the first industrial gift to free India by the planners of the nation.
The issue of setting up a locomotive building unit continued to be under active consideration of the Central legislature and in the late thirties, a committee consisting of M/s Humphries and Srinivasan was appointed to investigate the possibility of establishing a locomotive manufacturing unit and to consider its economic viability. The initial project at Chandmari, a place near Kanchrapara in the state of West Bengal, could not mature due to partition, which inevitably necessitated a change of site. The present site of Chittaranjan was selected after a fresh survey and Railway Board’s approval was obtained in the year 1947. The locoworks was initially established for production of 120 average sized steam locomotives with the capacity to manufacture 50 spare boilers. Production of steam loco commenced on 26th January, 1950. The first President of India, Dr. Rajendra Prasad dedicated the first steam locomotive to the nation on 1st November, 1950 and on the same day the factory which was called Locomotive Manufacturing Works, was named after the great Patriot, Deshbandhu Chittaranjan Das. Production of Diesel Locomotive was taken up during 1968. After manufacturing 2351 Steam Locomotives of 5 types and 842 Diesel Locomotives of 7 types, production of Steam and Diesel Locos were discontinued from 1971-72 and 1993-94 respectively. CLW is now manufacturing main line Electric Locomotives only. Upto 31.03.16, 5710 Electric Locomotives have been produced of different class (AC/DC, AC, DC & 3- phase).
1.3 CLW has augmented its production capacity for Electric Locos in phases besides absorbing 3-phase technology i.e from 60 to 80 Locomotives, 80 to 100, 100 to 130, 130 to 150 and now up to 280.
1.4 Production of Traction Motors and control equipment commenced in April 1967. In the year 2015-16, total 1514 TM were produced.
1.5 Steel Foundry was set up in 1962-63 for production of steel castings for Steam Locomotives produced in CLW. It took up production of castings with the State of the Art technology provided M/S Rockwell International Corporation, USA in the year 1990-91. Steel Foundry/CLW has been accredited with CLASS- ‘A’ FOUNDRY certificate by RDSO on 9th August 2012.
1.6 CLW has in house facilities for machining and assembly of wheel sets, fabrication and machining bogies.
The facilities include modern CNG machines, Plasma Cutting machines, Inert Gas Welding etc.
1.7 CLW has an exclusive Centre for Design and Development with CAD/CAM facilities.
1.8 There is a well-established quality assurance/inspection for incoming material and stage inspection and final inspection of the CLW manufactured items.
1.9 CLW has been sanctioned “Creation of additional facilities for enhancement of production capacity” . The major works are:
1.Additional Bay of Loco Fabrication &Loco Assembly Shops. 2.Extension of Traction Motor Shops. 3.Additional Machinery &plant, Tools, jigs &fixture. 4.Control Information Management System. 5.Augmentation to various Ancillary Shops. 6. Creation of Rain Water Test facilities.

5
1.10 CLW has acquired the ISO-14001 certificate on 26.4.2002 both for its works and township for a neat and clean environment. CLW has been awarded ISO 9001:2008 certificate for Quality Management System and OHSAS 18001:2007 for occupational health and safety management system.
1.11 Chittaranjan is a true example of Environment preservation and consciousness. Its lush green ambience talks
of the efforts of the Administration as well as the residents of the township in the conservation of Environment, as well as using of all the existing natural resources in an eco-friendly manner. The concerted and unending efforts have been rewarded immensely by the World Environment Foundation and the Golden Peacock award for Environment Management 2006 had been conferred on 9th June 2006.
1.12 CLW has complied fully with the provisions of the Industrial Safety Act, 1948. CLW in its safety policy
aims to ensure 100% safety for all workers working in Chittaranjan Locomotive Works. CLW is the proud recipient of the Safety innovation award 2006. The award was conferred on CLW on 6th September, 2006 by the Safety and Quality forum of the Institute of Engineers (India).
1.13 During the year 2015-16, CLW has completely switched over from Conventional to 3-phase and started
producing only 3-phase locomotives from December 2015 & onwards. The last conventional locomotive (WAP-4 loco no. 25051) was flagged off on 02/12/15 by Honourable Member Electrical.
1.14 In another milestone, during the year 2015-16, CLW has completely switched over from GTO technology
to IGBT technology. The 1st WAG-9 class freight loco No.31215 fitted with IGBT based Power Converter was successfully commissioned on 18th December, 2009. At present all the locomotives manufactured by CLW are fitted with IGBT based Power Converters .
1.15 The first electric locomotive (WAP-7 type no. 30277) with Head on Generation (HOG) scheme was
flagged off on 30th June, 2010. Upto year 2015-16, total 25 locomotives have been fitted with Hotel Load Converters For the first time TFP of 7775 KVA with double hotel load windings has been provided in WAP7 loco (30445) having Hotel Load Converter. The modified arrangement not only eliminates need of providing Autotransformer (used earlier to boost 750 V to 960 V), but also will lead to reduction in line to earth voltage from 2.4 kV to 750 V, thereby, improving the overall reliability of HOG system.
1.16 The first WAP-7 loco no. 30279 was produced with brake rigging of WAG-7 design. Now this is standard
design for all WAP-7 locomotives produced by CLW. 1.17 High Reach Pantograph: Regular provision of one High Reach Pantograph in each locomotive has been
made for the year 2016-17 to facilitate working of these locomotives in Dedicated Freight Corridor. 1.18 Complete VCU Redundancy in WAP-7: Loco No. 30436 (ELS/RPM) has been turned out with feature
of complete VCU redundancy for avoiding necessity of CAB changing in case of failure of processor cards of VCU. This has been implemented first time using two additional I/O/ card in WAP7 locomotives.
1.19 1st set of Indigenous Wheel Disc for WAP-5 locomotives, developed by SAIL has been commissioned in
loco 30083 and dispatched to ELS/BRC during June’15. Upto Year 2015-16, 40 nos. Wheel Discs have been supplied by SAIL, Durgapur to CLW.

6
1.20 Multiple Operation of WAG-7 locomotives provided with FDCS, Version-III: Multiple operation of WAG7 locomotives, fitted with Microprocessor based control & fault diagnostic system, Version –III has been successfully commissioned in locomotives 28766 & 28767 and dispatched to ELS/AJJ, in month of Oct’15.
1.21 An automated new paint booth has been commissioned under AP-50 Project. In this paint booth, PU
painting is being carried out in a controlled environment. 1.22 Electric Loco Reliability meet in CLW
Electric Loco Reliability Meets were held at Chittaranjan Locomotive Works (CLW) on 27th & 28th April, 2015 and 28th Nov, 2015. Chief Electrical Loco Engineers (CELEs), Sr. Divisional Electrical Engineers (Sr. DEEs) of Zonal Railways, Sr. Officers from RDSO/Lucknow and Railway Board/ New Delhi participated in this meet to discuss reliability issues of the CLW build electric locomotives. Special focus was given to reliability improvement of 3-phase locomotives provided with IGBT Technology.
1.23 First Locomotive of the year 2015-16 inauguarated in CLW
The first electric Locomotive (WAP-7 type, No. 30425) of Chittaranjan Locomotive Wroks (CLW) for the year 2015-16 was flagged off on 30.04.2015 by Shri C.P. Tayal, General Manager/CLW and dedicated it to the service of the nation in a ceremony at inside the shop. Smt Amrita Tayal, President, CLW-WWO along with other members of CLW-WWO, Principal HODs, Senior Officers, members of Staff Council and staff of CLW were present on the occasion.
1.24 CLW gets OHSAS ISO 18001 certification
Chittaranjan Locomotive Works (CLW) got OHSAS – ISO - 18001 certification from certifying agency , MS Certification Services Pvt. Ltd on 05-05-15. The OHSAS represents for Occupational Health & Safety Management Systems for Loco Works and Steel Foundry of CLW. This certification has been awarded to CLW for compliance to the Occupational Health & Safety Management Systems during Manufacture and Supply of Electric Locomotives & Spares including those of Steel Foundry .
1.25 Visit of Member Electrical , Railway Board to CLW
Shri Navin Tandon, Member Electrical, Railway Board and Ex-Officio Secretary to Govt. of India visited Chittaranjan Locomotive Works (CLW) on 28th & 29th June, 2015. On 28th June, he inspected CLW railway colony, water filter house, Shailahari hill top, Boat club etc. Shri Tandon also enjoyed the Joy ride on Fairy Princess toy train in Deshbandhu Loco park. Later, in the evening a cultural programme was organised in honour of the visiting guest by CLW Cultural Association in Chittaranjan Club.

7
1.26 Distpatch of Last WAG-7 Shell of the year 2015-16
The Last WAG-7 Shell of Chittaranjan Locomotive Works (CLW) for the year 2015-16, was flagged off on 07.08.15 by Shri C.P.Tayal, General Manager/ CLW in a ceremony inside the shop. On the occasion, Principal HODs, Senior Officers, members of Staff Council and staff of different shops of CLW were present.
1.27 Vendor Development Programme in CLW
A State level Vendors’ Development Programme and Buyer Seller Meet was organized in the Chittaranjan Club premises on 23rd November 2015. Shri C. P. Tayal, General Manager inaugurated this Vendors Meet as Chief Guest. The meet was jointly organized by Chittaranjan Locomotive Works (CLW), Ministry of Micro, Small & Medium Enterprises (MSMEs), Govt. of India and National Small Industries Corporation Ltd.,(NSCI)/Durgapur to encourage participation of MSME vendors in procurement process of CLW.
1.28 Visit of Member Electrical, Railway Board to CLW
Shri Navin Tandon, Member Electrical, Railway Board and Ex-Officio Secretary to Govt. of India visited Chittaranjan Locomotive Works (CLW) on 2nd December, 2015. He inspected various shops especially, electric loco testing shop, loco assembly shop of CLW. He also reviewed the Electric loco production in CLW. Shri Tandon, inaugurated the newly built paint booth inside the paint shop. Shri Tandon also flagged-off the last conventional locomotive (Loco No. 25051 WAP-4) and last GTO Locomotive (Loco No. 30089) built by CLW.
1. 29 Visit of Financial Commissioner (Rlys.) , Railway Board to CLW
Shri S.Mookerjee, Financial Commissioner(Rlys.), Railway Board and Ex-Officio Secretary to Govt. of India visited Chittaranjan Locomotive Works (CLW) on 26th -28th December, 2015. On 26th December, 2015 in the evening, a cultural programme was organised in honour of the visiting guest by CLW Cultural Association in Chittaranjan Club.
1.30 Distribution of energy efficient LED bulb to employees of CLW
As per an MoU entered between Railway Energy Management Company Limited (REMCL) & Energy Efficiency Services Limited (EESL) and as part of the Domestic Efficient Lighting Programme(DELP) scheme of Govt. of India, and also as part of CLW’s commitment to the INDC in energy management, all the employees of Indian Railways have been provided with LED bulbs at an affordable rates. Energy efficient 7 watt LED bulbs have been distributed at an affordable rate among the Railway employees of CLW township in canteen of Administrative building on 21, 22 and 25 , January 2016. Shri C.P.Tayal, General Manager inaugurated the distribution process on 20th January,2016 evening in Administrative Office premises. Use of this 7 watt LED bulb will cut down substantially the CO2 emission per year in comparison to the conventional bulbs. It is expected that once implemented this will save 5% of overall energy bill of CLW.
8
1.31 16th Annual Conference Of ‘IRPHACON’ Held In ClW
The 16th Annual Conference of Indian Public Health Association-Railway Service Branch (IRPHACON) was organized by K.G.Hospital of Chittaranjan Locomotive Works (CLW) on 22nd January, 2016 in Chittaranjan Club premises. The programme was inaugurated by Dr. Anil Kumar, Director General, Railway Health Services/Railway Board as Chief Guest along with Shri C.P. Tayal , General Manager /CLW as President of the conference by lighting the lamp at Chittaranjan Club. Dr. J. Swain , CMD/ E.Rly and Organising President and Dr.Gajendra Kumar, Advisor/Railway Board also attended in the Conference as Delegate. Around 60-70 delegates comprising Railway Doctors from different railways and guests attended the Conference. The Conference was attended by railway doctors of all Production Units and various Zonal railways. The theme of Public Health Conference was “Public Health Challenges In Indian Railways.”
1.32 Inauguration of New Loco piping shed and Cable harness section in CLW
Shri C.P.Tayal, General Manager, Chittaranjan Locomotive Works (CLW) on 04-03-2016 inspected various shops inside the workshop. Shri Tayal inaugurated a New Loco piping shed near the paint shop and newly constructed cable harness section in Shop No.19. The manufacturing process especially, Shop No.16 & Shop No.19 of electric locomotives were shown around by Shri Punkaj Gupta, Chief Electrical Engineer. During his inspection, Shri Tayal took keen interest in the New Loco piping shed in Paint shop and various manufacturing processes of Shop 19.
1.33 CLW’s ELAAU, Dankuni Rolls Out First Locomotive On International Women’s Day
The First Electric Locomotive (WAG-9 type No.31713) from Electric Locomotive Assembly & Ancillary Unit (ELAAU) at Dankuni of Chittaranjan Locomotive Works (CLW) was flagged off by Smt. Rina Adhikary, Chief Office Suptd. / Personnel , the senior most lady employee of this unit and dedicated it to the service of the nation in a simple ceremony inside the shop on 08.03.16 to mark the International Women’s Day. Smt. Amita Tayal, President/Chittaranjan Locomotive Works Women’s Welfare Organisation (CLWWWO) along with other members of CLWWWO attended this International Women’s Day function at Dankuni. On the occasion, Shri Tayal, GM/CLW, appreciated the efforts for such successful endeavor and flagging of first locomotive on the International Women’s Day by Electric Locomotive Assembly & Ancillary Unit ( ELAAU) of CLW at Dankuni.
9
SALIENT FEATURES
2

10
2. SALIENT FEATURES Salient features of CLW w.r.t the following :
2.1 Total turn over as on 31.03.16 a) For Indian Railways : Rs.3586.05 Crores b) For others : -- Nil Turn over ratio as on 31.03.16 – (-) 3.72% Break up of Turnover as on 31.03.16
Supply of Locos Rs. 3108.95 Crore Components manufactured for stock Rs. 458.07 Crore Supply of Spares for Zonal Railways Rs. 19.03 Crore …………………… TOTAL Rs: 3586.05 Crore
Turn over ratio of Store Deptt./CLW for 2015-16 (up to 31.03.16) Physical : 12% 2.2 Total assets : (as on 31.03.16) : Rs 622.25 crores
Fixed assets: (as on 31.03.16) : Rs 518.18 crores a) Township : Rs 28.60 crores b) Workshop with M&P : Rs 489.58 crores
Floating assets (as on 31.03.16) : Rs 104.07 crores a)Stores : Rs 246.93 crores b)WMS : Rs.(–)162.68 crores c)Misc Adv. : Rs. 19.82 crores
2.3 Sanctioned and on-roll position of staff as on (01.4.16) group of staff wise i.e Group A, Group B,
Group C & Group D. Group Sanctioned Strength On Roll Group A
235 106
Group B 77 Group C 14459 11706 Group D 59 50
Total 14753 11939
2.4 Elec. Power requirement (average maximum demand) : 11MVA 2.5 Electric energy consumption : (in lakh units/year) : 542.03187 Lakh unit (from 1st Apr’2015,to
31st Mar’ 2016.) 2.6 No. of H.T. Sub station: A) 33/11 KV : 01 no.
B) 11/3.3KV : 01no. C) 11/0.4KV : 45 nos. D) 11/0.4KV : 21 nos.- under main shop.
2.7 Stand by power generation capacity(in KW) : 8037.50 KWH(as on 31.03.16) 2.8 Water consumption : 0.157 Lakh Kilo liters per day 2.9 (a)Workshop Land : 10,12,600 Sq.m. (b) Covered area of other service building (in SQM) : 35,241 Sq.m 2.10 Township area : 1,834.441 Hectares. 2.11 (a) Covered area in shops : 4,73,268 Sq.m 2.12 (a) Total staff as on 01.4.15 : 11939 (b) Total number of staff quarters : 9,346 Nos. 2.13 Hospital (no. of beds) : 197 Nos.

11
ORGANISATIONAL CHART
3

12
ORGANISATIONAL CHART (UPTO JAG) AS ON 31.03.16) GM
CPO CMO CME Dy.GM CEE Secy. to GM COS FA&CAO CVO CE
Dy.CVO
Dy.CPO(W) Dy.CPO(A) CEE/CLW CEE/LOCO CEE/TM CEE/L&S CEE/PL&I CME/Loco Dy.CE/con-I (DKAE/Con)* Dy.CME/ELB FA&CAO(P) Sr. EDPM
Dy.CEE/M Dy.CME/ELF Dy.CEE/D&D
CEE/Loco Dy.CEE/EL Dy.CEE/TMM Dy.CEE/D-I Dy.CEE/Insp/SBC FA&CAO/HQ (DKAE)* Dy.CME/ELA Dy.CEE/TMD Dy.CEE/D-II/CON Dy.CEE/I&D/DLI Dy.CEE/I&D/Mum Dy.FA&CAO(I)
Dy.CME/I&D/HWH* Dy.FA&CAO(II) CQAM Dy. FA&CAO(Kol) Dy.CEE/D&D/CON
CME/Prod/SF CME(Mfg) Dy.CME/Proj/Con/SF Dy.CME/Mfg Dy.CME/Plant/SF Dy.CME/Plant Dy.CME/M&P/CON CMM(CRJ) CMM/Kol(E) CMM/Kol(M) Dy.CC&M Dy.CMM/HQ Dy.CMM-III/Kol Dy.CMM/I/Kol Dy.CMM/P Dy.CMM-IV/KOL Dy.CMM/II/Kol Dy.CMM/Sys/Con Dy.CMM/D Addl CMS/A Addl.CMS/ENT Addl.CMS/OPD(V) Addl.CMS/Gynae Sr.DMO/S Addl.CMS/Gynae Addl.CMS(V) Sr.DMO Sr.DMO Sr.DMO(V) Sr.DMO Sr.DMO/Path (CMP)(V) Addl CMS/SPN/SPE Sr.DMO(HU) Sr.DMO Sr.DMO ( CMP)(V) DMO/Anesthesia Sr.DMO/FW-II AddlCMS(Path) Sr.DMO/S Sr.DMO(Neuro) Sr.DDS/Dent Sr.DMO/PHY Sr DMO(CMP)(V) Sr DMO(CMP) Sr DMO(CMP) Sr DMO/EYE V-Vacant

13
PRODUCTION PERFORMANCE
4

14
4. PRODUCTION PERFORMANCE
CLW built 2351 Nos. of Steam Locomotives and 842 Nos. of Diesel locomotives before switching over completely to the production of Electric Locomotives. The last Steam Locomotive was built in the year 1971-72. The production of Diesel locomotives continued up-to 31st March 1993 when the last ZDM-5 Narrow Gauge Loco was turned out. Now CLW is involved in the production of Electric Locomotives (Conventional and Three phases) and maintenance spares required by Zonal Railways and has produced 5710 Electric locomotives till 31st March, 2016. The annual out-turn of various types of Locomotives CLW has produced since inception is given in the Annexure-I in two sheets. 4.1 ELECTRIC LOCOMOTIVES :
The production of Electric Locomotives was started in the year 1961. Till 31st March 2016, 5710 nos Electric Locomotives of various classes and traction have been produced as shown in the Annexure-I in two sheets. The present production of electric locomotives consists of:
i) 5000 HP 6-axle freight Loco (WAG-7) with fabricated bogies (High Adhesion) and secondary suspension with axle load of 20.5 Ton suitable for air brake trailing stock
ii) 5000 HP, 6 Axle AC Passenger Traffic Locomotives (WAP-4) fitted with Flexi-coil cast steel
bogies and Axle load of 18.8 Ton hauling Rajdhani Express and other Super Fast trains. iii) 3-phase AC IGBT controlled 6000 HP, 6 Axle freight WAG-9 H (with an Axle load of 21.5
Ton) iv) Passenger version of 3-phase loco viz. WAP-5 with an axle load of 19.5 ton having Disc Brake
system for hauling Mail/Express and other Super fast trains. v) Passenger version of 3-phase Loco viz. WAP-7 with an axle load of 20.5 ton, suitable for hauling
Mail/Express and other super fast trains and having energy regeneration features.
During the year 2015-16, CLW has manufactured 30 nos. WAP-4, 35 nos.WAG- 7, 140 nos.WAG-9, 17
nos.WAP-5 and 58 nos. WAP-7 Electric Locomotives i.e. total 280 nos. Locomotives (against planned yearly out turn of 280 Electric Locomotives As per JPO-68, Dt. 18.10.2015). CLW has planned to produce 280 nos (175 WAG-9, 75 WAP-7 and 30 WAP-5) Electric Locomotives during the year 2016-17(As per JPO-68, dt. 18.10.15).

15
4.1.1 Year wise production from 2000-01 to 2015-2016 YEAR
WAP-4 (RAJ)
WAG-7 (HH)
WAP - 5 (TP)
WAP-7 (TPP)
WAG-9 (TG)
Total
2000-01 Target 45 67 2 1 5 120 Actual 50 62 2 1 5 120
2001-02 Target 37 50 - 1 2 90 Actual 34 40 - 2 6 82
2002-03 Target 20 24 4 9 12 69 Actual 28 27 1 6 7 69
2003-04 Target 32 39 - 9 6 86 Actual 32 36 - 9 9 86
2004-05
Target 30 35 - 13 12 90 Actual 32 36 2 9 11 90
2005-06 Target 39 56 4 2 27 128 Actual 40 60 1 4 24 129
2006-07 Target 37 77 1 - 35 150 Actual 37 77 - 1 35 150
2007-08 Target 47 98 3 3 49 200 Actual 47 98 3 3 49 200
2008-09 Target 51 115 4 20 30 220 Actual 51 115 3 20 31 220
2009-10 Target 40 120 5 20 45 230 Actual 40 120 3 18 39 220
2010-11
Target 35 95 15 30 55 230 Actual 40 120 12 18 40 230
2011-12
Target 30 100 15 30 55 230 Actual 44 126 12 19 45 246
2012-13 Target 20 100 15 40 75 250 Actual 37 123 13 40 57 270
2013-14
Target 20 80 30 50 95 275 Actual 27 100 13 31 93 264
2014-15
Target 35 70 07 40 98 250 Actual 35 70 07 40 98 250
2015-16 Target 30 35 17 58 140 280 Actual 30 35 17 58 140 280

16
3747
5140 40 44
3727
35 30
77
98
115 120 120126 123
100
70
35
0 3 3 312 12 13 13
717
1 3
20 18 18 19
4031
40
58
3549
3139 40 45
57
93 98
140150
200
220 220230
246
270264
250
280
0
50
100
150
200
250
300
2006-07 2007-08 2008-09 2009-10 2010-11 2011-12 2012-13 2013-14 2014-15 2015-16
Year wise Electric Loco production from 2006-07 to 2015-16(As on 31.12.15)
WAP-4
WAG-7
WAP-5
WAP-7
WAG-9
Total
17
4.2 TRACTION MOTORS:
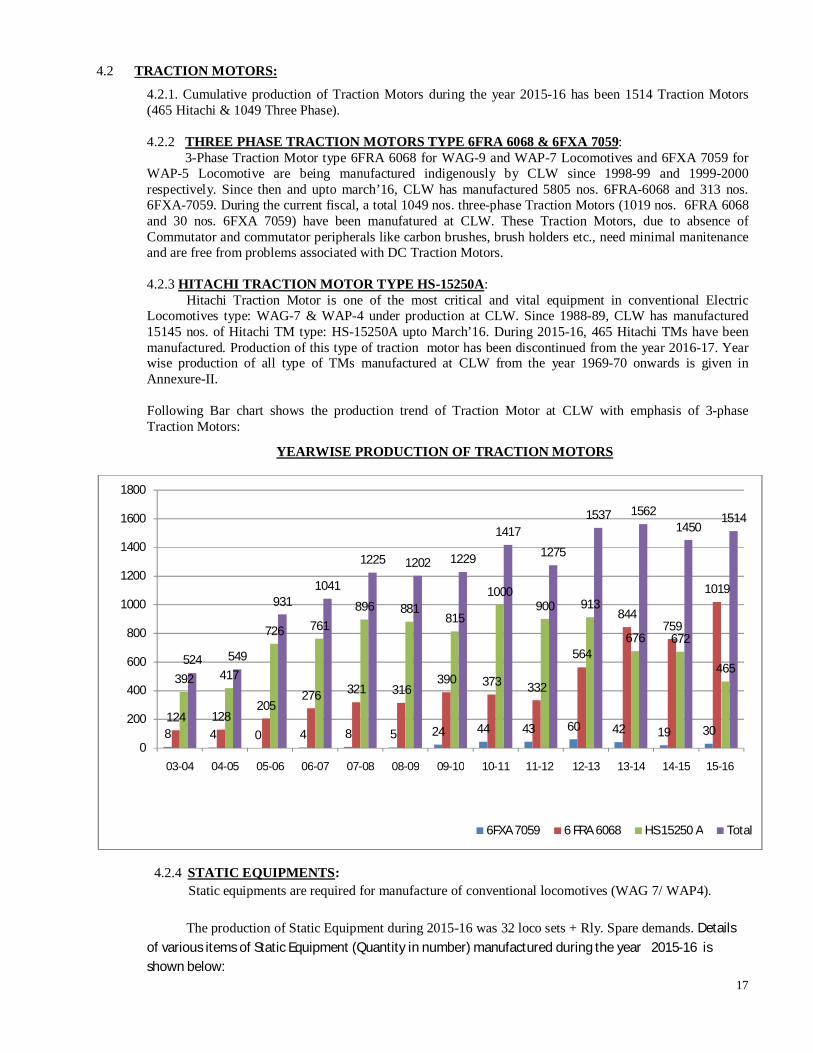
4.2.1. Cumulative production of Traction Motors during the year 2015-16 has been 1514 Traction Motors (465 Hitachi & 1049 Three Phase). 4.2.2 THREE PHASE TRACTION MOTORS TYPE 6FRA 6068 & 6FXA 7059: 3-Phase Traction Motor type 6FRA 6068 for WAG-9 and WAP-7 Locomotives and 6FXA 7059 for WAP-5 Locomotive are being manufactured indigenously by CLW since 1998-99 and 1999-2000 respectively. Since then and upto march’16, CLW has manufactured 5805 nos. 6FRA-6068 and 313 nos. 6FXA-7059. During the current fiscal, a total 1049 nos. three-phase Traction Motors (1019 nos. 6FRA 6068 and 30 nos. 6FXA 7059) have been manufatured at CLW. These Traction Motors, due to absence of Commutator and commutator peripherals like carbon brushes, brush holders etc., need minimal manitenance and are free from problems associated with DC Traction Motors. 4.2.3 HITACHI TRACTION MOTOR TYPE HS-15250A: Hitachi Traction Motor is one of the most critical and vital equipment in conventional Electric Locomotives type: WAG-7 & WAP-4 under production at CLW. Since 1988-89, CLW has manufactured 15145 nos. of Hitachi TM type: HS-15250A upto March’16. During 2015-16, 465 Hitachi TMs have been manufactured. Production of this type of traction motor has been discontinued from the year 2016-17. Year wise production of all type of TMs manufactured at CLW from the year 1969-70 onwards is given in Annexure-II. Following Bar chart shows the production trend of Traction Motor at CLW with emphasis of 3-phase Traction Motors:
YEARWISE PRODUCTION OF TRACTION MOTORS
4.2.4 STATIC EQUIPMENTS: Static equipments are required for manufacture of conventional locomotives (WAG 7/ WAP4).
The production of Static Equipment during 2015-16 was 32 loco sets + Rly. Spare demands. Details of various items of Static Equipment (Quantity in number) manufactured during the year 2015-16 is shown below:
8 4 0 4 8 5 24 44 43 60 42 19 30124 128
205276 321 316
390 373 332
564
844759
1019
392 417
726 761896 881
815
1000900 913
676 672
465524 549
9311041
1225 1202 1229
1417
1275
1537 15621450
1514
0
200
400
600
800
1000
1200
1400
1600
1800
03-04 04-05 05-06 06-07 07-08 08-09 09-10 10-11 11-12 12-13 13-14 14-15 15-16
6FXA 7059 6 FRA 6068 HS 15250 A Total

18
Item Description
Qty. (No.)
Item Description
Qty. (No.)
Motor Contactor (MC) 50 Reverser (J) 12 Shunting Contactor (SC) 64 Master Controller (MP) 119 Inductive Shunt (SJ) 168 Smoothing Reactor (SL) 77 Traction Braking Switch (CTF-1,2&3) 18
Year wise production of various static equipments from 1972-73 onwards are given in Annexure III. Due to the closing of conventional loco production, static equipment’s manufacturing have also been discontinued from 2016-17. 4.2.5 SUPPLY OF SPARES :
The following materials were supplied to zonal Railways as spares during the year 2015-16 against their sanction RSPs/Vetted Indents : Item Description Qty.(No.) Item Description Qty.(No.) Hitachi Traction Motor 190 Hitachi Armature 30 3 Phase Traction Motor (Co Co) 17 3 Phase Traction Motor (Bo Bo) 04 Smoothing Reactor (SL) 09 Hitachi Armature shaft 30
4.2.6 IMPROVEMENTS TO ENHANCE RELIABILITY: To improve reliability and performance, modifications as listed below have been implemented. 4.2.6.1. 3- PHASE TRACTION MOTOR TYPE 6FRA 6068:
To arrest the problem of uprooting/breakage/skewing of teeth of end punchings of 3-phase TM rotors due to opening of spot welds, the existing spot welded end punchings have been replaced by 5 mm thick solid end punchings as per EN-10025-6:2004 as advised vide RDSO’s letter No. EL/3.2.182 dated 28.02.13.
To arrest the problem of bearing seizure of FAG/Germany make bearings in 3 phase TMs due to weak cage design, the design of FAG make bearings have been got modified with strong cage as well as change of cage material from brass to bronze vide RDSO’s letter No. EL/2.2.13 dated 21.11.2014.
To arrest air gap between TM side bellow plate and stator body, Terminal box has been shifted by 10mm towards driving end.
4.2.6.2 HITACHI TRACTION MOTOR TYPE HS-15250A :
To reduce the amount of counter weight in balancing the Armatures, dynamic balancing of Armature stack (before winding) with commutator and correction thereafter has been started. To maintain the specified depth(2 to 2.5mm) of mica undercutting of commutator, the process of
diamond turning before mica undercutting has been started. 4.2.6.3 INNOVATIONS & DEVELOPMENTAL WORK IN T.M . SHOPS :
To gear up for the increased 3-Phase Traction Motor production, a new AC enclosure has been set up for 3-Phase Stator winding with new Stator coil winding fixture.
Induction brazing work of 3-Phase Rotor has been strengthened for Scheme-I & II Rotors by installation of a new Induction Brazing machine, thereby increasing the production by 35%.

19
4.3 Production Performance of Manufacturing Shops
4.4 Production Performance of Steel Foundry : 4.4.1 Production & Despatch of Steel Castings over last five years—
4.4.2 Production of Despatch of FC Bogies over last Five years—
27362976
27702500
2285
2852
4094
2632
2018 2010
0
500
1000
1500
2000
2500
3000
3500
4000
4500
2011-12 2012-13 2013-14 2014-15 2015-16
Production Despatch
60 66
98112
30
76
95
6756
65
0
20
40
60
80
100
120
2011-12 2012-13 2013-14 2014-15 2015-16
Production Despatch
Sl.No. Name of Item 2013-14 2014-15 2015-16
Comparison of Prod. 2015-16 with 2014-15 Excess(+) Less(-)
1 Wheel Set Assembly 278 L/S 263 L/S 265 L/S (+) 02 L/S 2 Hitachi magnet frame 180 Nos. 180 Nos. 93 Nos. (-) 87 Nos.
3 Stator 3 Phase 459 Nos. 513 Nos. 502 Nos. (-) 11 Nos.
4 WAP-7 Head Stock 46.5 L/S 16.5 L/S 34.5 L/S (+) 18 L/S

20
4.4.3 Production & Desp. Of RIC Bogie Castings over last five years—
Annexure – I YEARLY OUTTURN OF ELECTRIC LOCOMOTIVES FROM CLW
Year
WCM-5
DC WCG-2
ACMT WAG-1 WAG-4
ACMT (WK) WAM-4B
WAG-5A
ACMT WAP-1,3,4
ACMT WCAM-4
WAG-7
DC WCM-6 WCG-3
ACMT WAM -4
WAG- 9
WAP -5
WAP -7
Grand Total
1961-62 05 5
1962-63 14 14 1963-64 2 2 4 1964-65 27 27 1965-66 32 32 1966-67 57 57 1967-68 50 50 1968-69 28 28 1969-70 31 31 1970-71 3 41 06 50 1971-72 6 40 46 1972-73 14 41 55 1973-74 14 36 50 1974-75 13 1 32 46 1975-76 4 4 46 54 1976-77 3 13 28 44 1977-78 18 41 59 1978-79 5 11 40 56 1979-80 2 6 43 51 1980-81 11 4 54 69 1981-82 17 33 50 1982-83 2 51 53 1983-84 17 21 9 47 1984-85 49 1 50
47 51
120
54
3
108
4633
14
50
0
20
40
60
80
100
120
140
2011-12 2012-13 2013-14 2014-15 2015-16
Production Despatch

21
1985-86 54 54 1986-87 70 1 71 1987-88 65 1 66 1988-89 98 2 100 1989-90 100 5 105 1990-91 102 8 110 1991-92 104 10 1 115 1992-93 108 12 5 125 1993-94 105 15 20 140 1994-95 105 15 30 150 1995-96 61 14 59 1 135 1996-97 25 18 111 1 155 1997-98 28 137 165 1998-99 45 112 8 165 1999-00 60 50 8 1 1 120 2000-01 50 62 5 2 1 120 2001-02 34 40 6 - 2 82 2002-03 28 27 7 1 6 69 2003-04 32 36 9 - 9 86 2004-05 32 36 11 2 9 90 2005-06 40 60 24 1 4 129 2006-07 37 77 35 - 1 150 2007-08 47 98 49 3 3 200 2008-09 51 115 31 3 20 220 2009-10 40 120 39 3 18 220 2010-11 40 120 40 12 18 230 2011-12 44 126 45 12 19 246 2012-13 37 123 57 13 40 270 2013-14 27 100 93 13 31 264 2014-15 35 70 98 07 40 250 2015-16 30 35 140 17 58 280 TOTAL 21 57 268 54 1067 843 53 1770 02 500 705 90 280 8903
Summary as on 31.03.2016
Steam locos – 2351 nos. Diesel locos – 842 nos.
Electric locos – 5710 nos. Total -- 8903 nos.
22
Annexure - II
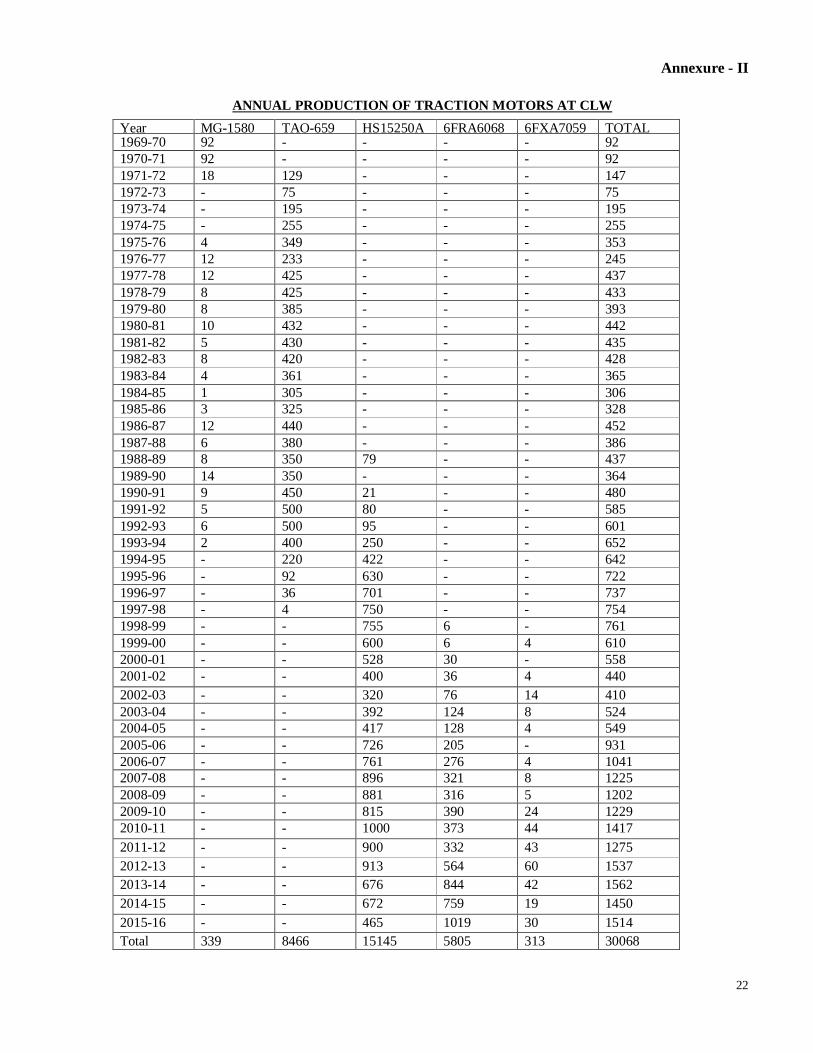
ANNUAL PRODUCTION OF TRACTION MOTORS AT CLW
Year MG-1580 TAO-659 HS15250A 6FRA6068 6FXA7059 TOTAL 1969-70 92 - - - - 92 1970-71 92 - - - - 92 1971-72 18 129 - - - 147 1972-73 - 75 - - - 75 1973-74 - 195 - - - 195 1974-75 - 255 - - - 255 1975-76 4 349 - - - 353 1976-77 12 233 - - - 245 1977-78 12 425 - - - 437 1978-79 8 425 - - - 433 1979-80 8 385 - - - 393 1980-81 10 432 - - - 442 1981-82 5 430 - - - 435 1982-83 8 420 - - - 428 1983-84 4 361 - - - 365 1984-85 1 305 - - - 306 1985-86 3 325 - - - 328 1986-87 12 440 - - - 452 1987-88 6 380 - - - 386 1988-89 8 350 79 - - 437 1989-90 14 350 - - - 364 1990-91 9 450 21 - - 480 1991-92 5 500 80 - - 585 1992-93 6 500 95 - - 601 1993-94 2 400 250 - - 652 1994-95 - 220 422 - - 642 1995-96 - 92 630 - - 722 1996-97 - 36 701 - - 737 1997-98 - 4 750 - - 754 1998-99 - - 755 6 - 761 1999-00 - - 600 6 4 610 2000-01 - - 528 30 - 558 2001-02 - - 400 36 4 440 2002-03 - - 320 76 14 410 2003-04 - - 392 124 8 524 2004-05 - - 417 128 4 549 2005-06 - - 726 205 - 931 2006-07 - - 761 276 4 1041 2007-08 - - 896 321 8 1225 2008-09 - - 881 316 5 1202 2009-10 - - 815 390 24 1229 2010-11 - - 1000 373 44 1417 2011-12 - - 900 332 43 1275 2012-13 - - 913 564 60 1537 2013-14 - - 676 844 42 1562 2014-15 - - 672 759 19 1450 2015-16 - - 465 1019 30 1514 Total 339 8466 15145 5805 313 30068

23
Annexure - III ANNUAL PRODUCTION OF STATIC EQUIPMENTS AT CLW
YEAR
Motor Contactor (MC)
Shunting Contactor (SC)
Electric Magnetic Contactor (EMC)
Breaking ExcitationContactor (C145)
Reverser (J)
Traction Breaking Switch (CTF1,2 & 3)
Master Controller (MP)
Inductive Shunt (SJ)
Smoothing Reactor (SL)
1972-73 125 864 592 -- 123 -- 121 129 46 1973-74 185 754 495 -- 102 -- 94 171 73 1974-75 135 624 449 -- 120 -- 104 103 49 1975-76 257 812 576 -- 104 -- 123 147 70 1976-77 243 816 560 005 101 015 118 183 64 1977-78 348 637 664 023 113 031 147 234 74 1978-79 349 692 628 023 100 019 134 210 75 1979-80 330 838 667 009 092 022 126 231 66 1980-81 412 843 729 001 112 041 146 219 52 1981-82 514 784 709 065 126 124 157 209 90 1982-83 630 885 606 049 118 154 149 175 92 1983-84 776 548 696 112 100 165 140 066 100 1984-85 646 268 740 136 129 191 133 050 80 1985-86 686 480 860 076 125 213 155 039 104 1986-87 598 608 960 062 137 213 167 019 140 1987-88 604 416 1016 075 154 220 168 012 170 1988-89 602 616 830 101 336 167 203 150 210 1989-90 662 1200 920 110 238 282 230 215 220 1990-91 700 1800 960 120 240 345 240 310 240 1991-92 740 2360 1075 105 250 360 250 340 242 1992-93 750 2400 1124 100 295 405 290 390 250 1993-94 906 2718 1216 133 337 409 300 400 280 1994-95 972 2945 1162 157 324 450 320 480 300 1995-96 948 2630 1057 138 316 384 300 404 254 1996-97 868 2752 976 130 276 378 292 450 308 1997-98 980 2268 1105 157 339 439 342 495 340 1998-99 982 3577 983 128 350 453 343 500 321 1999-00 853 2672 932 139 291 339 285 390 260 2000-01 728 2469 952 129 328 408 237 268 224 2001-02 698 1565 549 122 277 390 200 280 210 2002-03 490 1244 740 80 158 340 165 154 164 2003-04 580 1796 1089 171 249 246 200 212 151 2004-05 534 1770 696 141 183 286 178 213 124 2005-06 708 2430 1066 181 256 450 232 322 206 2006-07 810 2500 965 200 268 446 270 375 239 2007-08 1020 2800 1020 222 324 416 275 457 304 2008-09 933 2588 1044 158 272 482 338 362 196 2009-10 480 1560 520 80 160 240 160 232 149 2010-11 480 1560 520 80 160 240 180 271 124 2011-12 480 1560 430 80 156 210 180 259 145 2012-13 480 1560 430 80 140 210 210 231 139 2013-14 408 1155 270 64 109 172 114 211 126 2014-15 105 533 12 38 61 140 200 180 103 2015-16 50 64 0 0 12 18 119 168 77 Total 25785 65961 33590 3980 8561 10513 8835 10916 7251
24
DESIGN & DEVELOPMENT INCLUDING TOT
5

25
5. CENTRE FOR DESIGN & DEVELOPMENT
5.1 Development of Hotel Load Converter This is for utilizing OHE power for supply of hotel load requirement of Shatabdi/Rajdhani trains
through HOG scheme by providing Hotel Load Converter in the locomotive. Orde placed on AAL, Siemens, BHEL, ABB and Medha.
Status: Seimens.
1st Hotel load converter fitted in 30277 (WAP-7) and dispatched to GZB on 30.06.2010. Commercial service of the loco started on 21.02.2011.
Presently 23 locomotives with Siemens supplied Hotel load converter are running. 5 more sets have been received at CLW. Under installation in CLW.
BHEL
1st set commissioned on loco No. 30426 and dispatched to ELS/RPM in Aug’15. Supply to commence after successful completion of field trial of the prototype set.
AAL
Prototype unit received, under installation at CLW.
ABB Type test conducted jointly by CLW & RDSO from 04.02.2014 to 14.02.2014 and again
from 17th to 23rd November 2014 after modification of test setup for electrical tests. Balance test to be conducted in April 16.
MEDHA
Loco No. 30375 (WAP-7) dispatched to ELS/GZB. Field trial clearance accorded by RDSO. 2nd Set received at CLW, under installation at CLW.
5.2 Indigenous development of TCN Complaint vehicle control system through C-DAC
This project has been undertaken through C-DAC for development of TCN compatible vehicle control system which will ensure compatibility between open standard equipments of different makes. MoU is for developing 02 sets of TCN complain vehicle control system. Firms have approached through EOI for transfer of technology developed by C-DAC for development of new vendors. Status:
Commissioning has been completed in loco No. 31356 (WAG-9H). Loco dispatched to ELS/TKD. Performance is satisfactory.
Agreement for Transfer of Technology of TCN complaint vehicle control system signed between CGL & BHEL with C-DAC.

26
5.3 Development of Modular and Universal Aux. Converter for Loco & EMUs with C-DAC.
This project shall result in development of a modular universal auxiliary converter for railway rolling stock. C-DAC/TVC is executing the project. MoU is for developing 07 prototypes of 130 kVA of modular and Universal Aux. Converter.
Status:
Prototype has been received at CLW. Full load test completed in loco No. 31356 (WAG-9H). Test Results evaluated by C-DAC.
C-DAC to advise CLW for the installation of 01 locoset after necessary validations. 5.4 Development of Wireless remote control for control of slave locomotives on a train This project has been taken up as per RSP provision. The project shall help in developing wireless
communication amongst locomotives in a train formation leading to better adhesion and other operational advantages. 2 sets of this system have been ordered on M/s ARC Bangalore for 3 phase locomotives.
Status
The prototype has been installed in loco nos. 31282 (WAG-9) & 31284 (WAG-9). Loco has been put into commercial service w.e.f. 18.05.2012.
2nd set has been installed on Loco No. 31525 & 31526 and dispatched to ELS/TATA. Final field trial to be carried out in association with RDSO and shed.
5.5 Development of Alternate drive Gear Assembly for WAP5 AC Electric Loco (160 kmph)
This project will address the reliability issue of the presently used Hurth coupling by way of improved design of the transmission system. P.O. of 5 Loco (20 Nos) of new type of Drive gear system placed on M/s Arihant Electricals.
Status
One locoset commissioned in Loco No. 30056 (WAP-5) Loco sent to ELS/Vadodara on 15.11.2012.
Presently 03 locomotives with M/s Ariant Electricals supplied Dirve gear system suitable for 160 kmph are running under ELS/BRCY and 01 locomotive under ELS/GZB.
Expression of Interest (EOI) for development of Alternate Gear Drive System for WAP-5 locomotives called for proliferation of the system.
08 Nos offered received. A pre-application meeting with above firms and RDSO is scheduled in April’16 at CLW.
5.6 Development of Alternate drive Gear Assembly for WAP5 AC Electric Loso (200 kmph) This project will address the reliability issue of the presently used Hurth coupling by way of
improved design of the transmission system. P.O. of 2 loco sets (08 Nos) of new type of Drive Gear System placed at M/s Arihant Electricals.
Status
Prototype unit commissioned on loco No. 30086. Loco dispatched to ELS/GZB in Oct’15. Balance set to be supplied after successful field trial.
27
5.7 Indigenous development of propulsion system IGBT based 3-phase propulsion system consist of traction converter, auxiliary converter and TCN
complaint control electronics (vehicle control unit). Orders have been placed on M/s BHEL, M/s MEDHA, M/s AAL, M/s ABB, M/s SIEMENS. Status: BHEL
1st locoset installed on Loco No. 31347 (WAG-9) dispatched to ELS/LGD on 11.7.2012 14 more locomotives have been commissioned and running in field.
MEDHA 1st set installed on loco No. 31427 (WAP-7) dispatched to ELS/LGD on 31.10.2013. Presently 28 locomotives with M/s Medha supplied propulsion system are running under
different sheds till March’16. 5.8 Dual Mode Locomotive: Development of Dual Mode Locomotives (DML) is aimed at bridging gap between electrified and
non-electrified routes of Indian Railways. DML shall enable in achieving flexibility for operating same locomotives on main line as well as in goods yards, sidings and for shunting in non-electrified areas.
Status:
A total 05 (five) Locomotives sanctioned by Railway Board vide (RSP 2016-17, item No. 1161).
Functional requirement Specification (FRS) prepared by RDSO. CLW has also prepared salient design features giving emphasis on weight reduction
techniques, use of state-of-art technology etc. Pre-application conference held on 19.03.2016 to facilitate the prospective manufacturers. Expression of Interest (EOI) floated on CLW website.
5.9 Water Closet on Electric Locomotives: Railway Board has advised CLW to provide water closets on 5 WAG-9/WAP-7/WAP-5 locomotives subject to technical feasibility and availability of space. First diesel locomotive with water closet is running under ELS/TKD. Status:
Specification has been prepared by RDSO Expression of Interest (EOI) floated on CLW website.

28
QUALITY ASSURANCE
6

29
5 QUALITY ASSURANCE
6.1 QUALITY OBJECTIVES: 6.1.1 Inspection of locomotives and its components in the Inspection Shops to be done 100% on the basis of Work
Instruction and their related Design, Drawings, Specifications and relevant Standards to meet Quality requirement on continuing basis.
6.1.2 Inspection within fortnight from date of receipt of call letter for inspection of Purchase Items.
6.1.3 5% or minimum 5 nos. of inspection of materials offered by the Venders per month, are to be personally
inspected by the Outstation Officer in-charge. (N.B. SL. No. 6.1.2 & 6.1.3 above are applicable only for Out Side Inspection Wings of CLW i.e.
Dy.CEE/I&D/NDLS, Dy.CEE/I&D/Mumbai, Dy.CEE/I&D/Bangalore & Dy.CME/I&D/HWH) 6.2 OTHER OBJECTIVES:
6.2.1 Constant endeavor for Quality improvement of the products at all stages of manufacturing which are turned
out from different shops of CLW. 6.2.2 To carry out inspection of various assembly and sub-assembly at TM Shops, Static Equipment Shops, HMS,
LMS, Loco Fabrication & Assembly Shops and also Steel Foundry Shops. 6.2.3 To certify the Material Movement Slip for movement of products conforming to the drawings/WI/Specification
from one shop to other and consequently clearing Job Cards related to that product.
6.2.4 To prepare Loco Inspection Certificates and sent the same to User Railways. As per previous year’s commitment, 100% Scanned Inspection Data are used to make the Soft Copy of Loco Inspection Certificates of locomotive to be produced in the financial year 2014-2015 onwards.
6.3 ACHIEVEMENTS:
6.3.1 Inspection check points for three phase loco fabrication have been introduced for the bend portion of L-shaped
metal piece welded with Compressor bracket on which compressor is tightened to eliminate it’s shearing problem.
6.3.2 On trial basis the camber of 15mm in place of earlier 10 mm has been introduced for roof girder/channel to
minimize the gap between roof and girder which were causing roof leakage. 6.3.3 Tail lamp bracket has been ensured to be fitted after introducing new check points and repeated NC arisen. 6.3.4 Safety sealing of Traction Motors at the loco under-frame have been provided by constant booking and
monitoring to ensure safety. 6.3.5 Fitment of Leather Bellow in place of Rubber Bellow has been mostly ensured by repetitive booking and
constant monitoring to ensure durability and flexibility.
6.3.6 100% NDT test implemented on different types of Axle and Wheels for better quality control. 6.3.7 To overcome the bearing cease problem during MSU fitment in three phase locomotives, new check points at
X-clearance and D-clearance have been introduced on Wheel Set Assembly. 6.3.8 To improve the performance of power transmission drive in Traction Motors, proper matching of the gear with
pinion has been ensured by colour coating procedure. . 6.3.9 To improve the quality of Flexi-coil Bogie rectification is restricted up to the R-2 stage of Radiography Test.

30
6.3.10 On the basis of customer feedback received in the past, fresh inspection check points have been introduced in the fitment of the following items during shell fabrication for quality improvement.
a) Floor Ventilation Ducting and Machine Room Entrance Door on shell of WAP 5 locos. b) Under Slung Compressor and Battery Box Stools on WAP-4 Shell at USD Stage.
c) Compressor Leg at USD Stage on both WAG-9 & WAP-7 locos. d) CBC on all types of locos. 6.3.11 Keeping in view the recently received customer complaint on welding joint failure of WAG-9 loco,100% DP Test has been introduced for the four joints between Cross Box and Transformer rod pillar mounting base of Central Under-frame.
6.3.12 The huge back log (due to change in format of loco ICs and other unavoidable reason) of preparation of Loco Inspection Certificate and issue the same to user shed have been almost up dated by clearing record 1043
numbers of loco ICs in the last eighteen months (w.e.f. 1st July 2013 to 31st March 2016). 6.3.13. Recently in spite of acute shortage of Staff and Supervisors in various Inspection Shops as well as in Loco
IC Cell, up-gradation of Loco Inspection Certificate in to 100% soft copy along with reduction of back log as state above have been achieved.
6.4 METALLURGICAL & CHEMICAL LABORATORY
Metallurgical & Chemical Laboratory under control of Dy. CC & M and assisted by 01 Sr. Scale & 03 Jr. Scale officers are responsible for quality assurance of Electric Loco components and miscellaneous mechanical items by conducting metallurgical, chemical and non-destructive test of casting, forging & fabricated components as well as physical-chemical test of non-metals, rubber items, paints & oil & lubricants. It consists of three units i.e. main Lab., NDT Lab, loco works and Steel Foundry.
The M & C Laboratory ensures quality control of inputs and finished products of Steel Foundry including
stage wise process control. The M&C wing of Steel Foundry ensures quality control of castings like CO – CO Bogie, FC bogie, Bolster, Casnub bogie, Suspension tube etc. It also ensures quality control of different raw material of Steel Foundry like Ferro – manganese, Silico – Manganese, Ferro-silicon, Ferro - molly, iron ore, silica sand, core binders, bentonite power etc. It also ensures quality control of furnace consumables like basic lining bricks, high alumina bricks, ladle bricks etc.
NDT Lab./SF arranges radiography of various casting to ensure casting quality as per specification. Main activities of M&C organization is as under:-
i) Chemical analysis of Ferrous & non-ferrous alloys using spectrometer. ii) Review of specification from time to time for quality improvement. iii) Internal & external ISO: 9001 & ISO: 14001, OHSAS-18001 audit as per ISO requirements. iv) All Lab. IMTE’s calibration in time both in Main Lab & SF. v) Testing of Loco items as per Loco production target to meet the requirement. vi) Testing of water samples and controlling various parameters of drinking water requirements.
Metallurgical & Chemical Lab conducts metallurgical investigations of in-service failures of components of
CLW built Locomotives. It maintains liaison with RDSO, BIS & other Non-Railway institutions on M&C matters.

31
6.5 PERFORMANCE w.e.f. 31-03-2015 to 31.12.2015 and 1.1.16 to 31.3.16 6.5.1 METALLURGICAL & CHEMICAL LAB/LOCO:
Sl.
No. Name of Lab.
No. of Sample Tested Nos. of Tests No. of Sample
Accepted % of Rejection
2013 2014 2015 & 1.1.16
to 31.3.16
2013 2014 2015 & 1.1.16
to 31.3.16
2013 2014 2015 & 1.1.16
to 31.3.16
2013 2014 2015 & 1.1.16
to 31.3.16
1. Metallurgical/ Mechanical Lab.
3135 3480 2995 1018 6637 7116 6084
1954 3040 3406 2928 1003 3.15 2.12 2.24
1.47 2. Chemical Lab. 3421 3125 2481
691 19489 18220 13574 3909 3392 3054 2461
683 0.93 2.27 0.81 1.16
3. Filter House Lab. 2014 2020 3058
591 16895 16821 14285 3051 2014 2020 3058
591 Nil Nil Nil -
4. Rubber , DMC, I. M. & Lubricant
257 221 166 50 354 445 728
236 235 208 152 49 8.56 5.88 8.43
2
TOTAL 8827 8846 8700
2350 43375 42602 34671 9150 8681 8688 8599
2326 - - - 1.02
6.5.2 NDT LABORATORY (LOCO):
Sl. No. Name of Lab.
No. of Sample Tested Nos. of Location/ Component Tested
Nos. of Component Accepted % of Rejection
2013 2014
2015 & 1.1.16
to 31.3.16
2013 2014
2015 & 1.1.16
to 31.3.16
2013 2014
2015 & 1.1.16
to 31.3.16
2013 2014
2015 & 1.1.16
to 31.3.16
1. Ultrasonic Testing 9786 8785 8173
1785 27744 26129 25770 5688 9513 8720 8045
1775 2.78 0.73 1.57 0.56
2. M P T 5517 4864 4546 1200 15315 12257 12393
2595 5510 4864 4546 1200 0.12 Nil -
-
3. Radiographic Test 166 359 267
35 166 359 166 35 Nil 294 238
35 - 18.38
10.9 -
4. Misc. 1709 1207 1326 315 3114 3374 3897
893 1696 1207 1323 315 0.76 Nil 0.23
- TOTAL 17178 15215 14312
3335 46339 42119 42226 9211 16719 15085 14152
3325 - - - 0.30
6.5.3 METALLURGICAL & CHEMICAL LABORATORY /STEEL FOUNDRY: CHEMICAL LABORATORIES:
Sl. No. Name of Lab.
No. of Sample Tested Nos. of Tests
2013 2014 2015 &
1.1.16 to 31.3.16
2013 2014 2015 &
1.1.16 to 31.3.16
1. Chemical Lab. 2773 3024 2035 521 16770 16898 7322
2988
2. Chemical Misc. 135 149 39 02 949 972 192
16
TOTAL 2908 3173 2074 523 17719 17870 7514
3004

32
6.5.4 FIELD LABORATORY/S. F. :
Sample Test Physical & Radiographic Tests
Sl. No. Name of Test
No. of Tests Name of Test
No. of Tests
2013 2014 2015 &
1.1.16 to 31.3.16
2013 2014 2015 &
1.1.16 to 31.3.16
1. Zircon Wash 39 66 70
10 Tensile Strength 1250 1318 451
46
2. Green Sand 5689 5726 4131 1455 Microstructure 505 525 303
52
3. Permeability 983 972 1644 377 Charpy 0 0 0
-
4. No-bake Sand 958 992 5294 765 Hardness 985 926 6242
151
5. Silica Sand 76 78 2046 672
Radiography Exposures 11119 11478 8770
1450
Total 7745 7834 13185 3279 Total 13859 14247 12766
1699

33
Marketing including export ( Supply of spares to Zonal Railways )
7
34
7.Supply of spares
7.1 LIAISON & SERVICES WING:
Electric Loco Sheds and POH/Repair shops over Indian Railways are engaged in maintenance of Locomotives. The Liaison and Service (L&S) Wing of CLW is to perform the task of meeting the requirements of Capital spares allotted by Railway Board & Railways’ own needs of Spares for maintenance. Broadly Liaison and service wing performs the following functions.
7.2 FUNCTIONS:
Consolidating the demands in the form of Requisitions/indents from Railways for purchased and Shop manufactured including imported items.
Co-ordination with Stores department for the procurement of such spares and to issue work orders for the shop manufactured item.
Supplying spares to the railways through stores/shops taking as per demand and availability and to maintain accountal of such supplies.
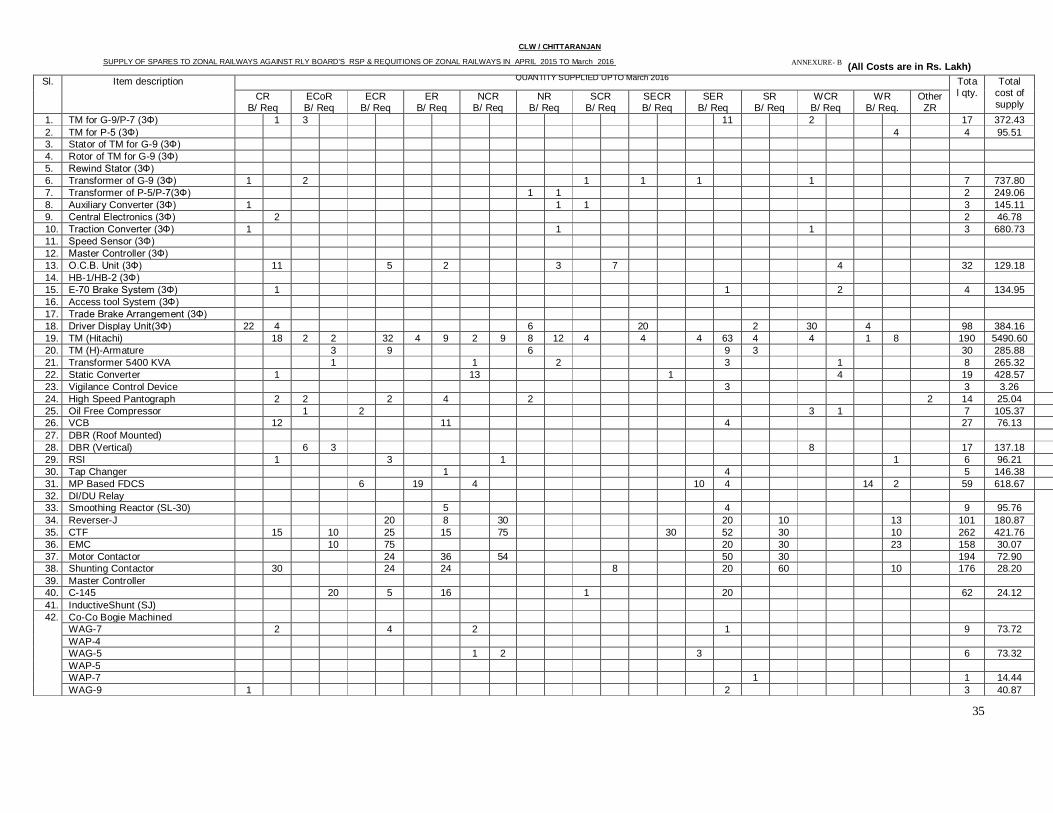
7.3 SPARES TO RAILWAYS: The supply of spares to various user Railways is one of the most important function of L&S wing. All-out
efforts are made to fulfill the demands of Capital spares as well as the requirement of spares by the Railways. In the year 2015-16 spares worth Rs 15506.01 lakhs (as on 31.03.16) were supplied to the Railways. The break up of the same may be seen at Annexure -B.
35
CLW / CHITTARANJAN
SUPPLY OF SPARES TO ZONAL RAILWAYS AGAINST RLY BOARD’S RSP & REQUITIONS OF ZONAL RAILWAYS IN APRIL 2015 TO March 2016 ANNEXURE- B (All Costs are in Rs. Lakh) Sl. Item description QUANTITY SUPPLIED UPTO March 2016 Tota
l qty. Total
cost of supply
CR B/ Req
ECoR B/ Req
ECR B/ Req
ER B/ Req
NCR B/ Req
NR B/ Req
SCR B/ Req
SECR B/ Req
SER B/ Req
SR B/ Req
WCR B/ Req
WR B/ Req.
Other ZR
1. TM for G-9/P-7 (3Ф) 1 3 11 2 17 372.43 2. TM for P-5 (3Ф) 4 4 95.51 3. Stator of TM for G-9 (3Ф) 4. Rotor of TM for G-9 (3Ф) 5. Rewind Stator (3Ф) 6. Transformer of G-9 (3Ф) 1 2 1 1 1 1 7 737.80 7. Transformer of P-5/P-7(3Ф) 1 1 2 249.06 8. Auxiliary Converter (3Ф) 1 1 1 3 145.11 9. Central Electronics (3Ф) 2 2 46.78 10. Traction Converter (3Ф) 1 1 1 3 680.73 11. Speed Sensor (3Ф) 12. Master Controller (3Ф) 13. O.C.B. Unit (3Ф) 11 5 2 3 7 4 32 129.18 14. HB-1/HB-2 (3Ф) 15. E-70 Brake System (3Ф) 1 1 2 4 134.95 16. Access tool System (3Ф) 17. Trade Brake Arrangement (3Ф) 18. Driver Display Unit(3Ф) 22 4 6 20 2 30 4 98 384.16 19. TM (Hitachi) 18 2 2 32 4 9 2 9 8 12 4 4 4 63 4 4 1 8 190 5490.60 20. TM (H)-Armature 3 9 6 9 3 30 285.88 21. Transformer 5400 KVA 1 1 2 3 1 8 265.32 22. Static Converter 1 13 1 4 19 428.57 23. Vigilance Control Device 3 3 3.26 24. High Speed Pantograph 2 2 2 4 2 2 14 25.04 25. Oil Free Compressor 1 2 3 1 7 105.37 26. VCB 12 11 4 27 76.13 27. DBR (Roof Mounted) 28. DBR (Vertical) 6 3 8 17 137.18 29. RSI 1 3 1 1 6 96.21 30. Tap Changer 1 4 5 146.38 31. MP Based FDCS 6 19 4 10 4 14 2 59 618.67 32. DI/DU Relay 33. Smoothing Reactor (SL-30) 5 4 9 95.76 34. Reverser-J 20 8 30 20 10 13 101 180.87 35. CTF 15 10 25 15 75 30 52 30 10 262 421.76 36. EMC 10 75 20 30 23 158 30.07 37. Motor Contactor 24 36 54 50 30 194 72.90 38. Shunting Contactor 30 24 24 8 20 60 10 176 28.20 39. Master Controller 40. C-145 20 5 16 1 20 62 24.12 41. InductiveShunt (SJ) 42. Co-Co Bogie Machined
WAG-7 2 4 2 1 9 73.72 WAP-4 WAG-5 1 2 3 6 73.32 WAP-5 WAP-7 1 1 14.44 WAG-9 1 2 3 40.87

36
(2) Contd……
CLW / CHITTARANJAN SUPPLY OF SPARES TO ZONAL RAILWAYS AGAINST RLY BOARD’S RSP & REQUITIONS OF ZONAL RAILWAYS IN APRIL 2015 TO March 2016
Sl. Item description QUANTITY SUPPLIED UPTO March 2016 Total
qty.
Total cost of supply
CR B/ Req
ECoR B/ Req
ECR B/ Req
ER B/ Req
NCR B/ Req
NR B/ Req
SCR B/ Req
SECR B/ Req
SER B/ Req
SR B/ Req
WCR B/ Req
WR B/ Req.
Other ZR
43. Bogie with Brake Rigging WAG-7 1 1 2 19.02 WAP-4 WAG-5 WAP-5 WAP-7 WAG-9 1 1 13.65
44. Wheel & Axle Assly. WAG-7 4 4 35.68 WAP-4 6 6 53.52 WAG-5 WAP-5 WAP-7 6 6 94.38 WAG-9
45. AL. Gear Case WAP-5 46. Cast Bolster 47. Fabricated Bolster 4 4 15.46 48. Imported Rubber Bush
Cost of Miscellaneous items in Rs. Lakh 428.85 28.91 154.07 449.48 198.24 187.54 130.04 43.82 807.89 792.90 181.91 141.49 3552.72 Total cost of Rs. Lakh 1759.51 612.68 1485.97 1202.61 1167.05 1515.75 407.27 423.45 3851.51 1045.53 808.90 751.23 10.41 15506.01

37
STATUS OF M&P
8

38
8. MACHINARY AND PLANT
Manufacturing, M&P Maintenance, Transport, Machinery & Plant Procurement
Manufacturing group of shops consists of Heavy machine shop, Wheel shop, Light machine shop, Smithy & Forge shop, Heat Treatment shop and Tool Room. Millwright and Electrical Maintenance shops look after maintenance of all M&Ps of loco works, power supply and distribution inside loco works. MPP cell deals with planning and process for procurement & commissioning of machines sanctioned by Rly.Board & GM/CLW under M&P Plan Head-4100 & 4200. It also looks after TPT shop including Road and Industrial vehicle maintenance work and shunting work.
Manufacturing shops: (i) Wheel Shop: Wheel shop manufactures wheel sets for loco production as well as spares to Zonal Railways. Presently wheel sets for WAP4, WAP5, WAP7, WAG7 and WAG9 locos are manufactured. (ii) Heavy Machine shop: Heavy machine shop undertake machining of components for loco production as well as meeting the spares required for zonal railways such as suspension tube, 3-ph stators for WAG9 & WAP5 locos, Hitachi Magnet Frame, Equalizer & Compensating beams etc. Machining work of Steel Castings from Steel Foundry like centre pivots of WAP4, CBC Coupler are also done in HMS. (iii) Smithy & Forge shop: SFS undertakes fabrication of Head Stock of WAP7 loco, forging of small components of loco assembly, assembly of casnub bogie as and when required. (iv) Light Machine Shop: Light Machine Shop manufactures small components like bushes, traction motor blower holding plates etc. to meet requirement of loco production as well as spares required for zonal railways. (v) Tool Room: Tool room supplies tooling, gauges, jigs & fixtures for production requirements of various shops. It also carries out calibration of various gauges, fixtures, instruments etc to meet the ISO requirements. (vi) Heat Treatment Shop: Heat Treatment Shop undertakes heat treatment of WAP7/WAG9 bogies manufactured in Loco Shop and other items e.g. Magnet Frame, Equalizer, Compensating Beams etc. manufactured in Heavy Machine Shop. (vii) Motorized Wheel Set Assembly: 71.5 Loco sets, tested Motorized wheel set assembly have been supplied up to March’2016. It has helped the Bogie shop immensely in production of motorized bogie. Performance of Manufacturing Shop is furnished in the Annexure-‘A’

39
BRIEF REGARDING PLANT MAINTENANCE ORGANISATION(LOCO WORKS)
CLW has more than 1800 M&Ps including 118 Nos. Cranes in Loco Works, out of which 50% of M&Ps are
overaged. The breakdown as well as preventive maintenance of M&Ps is carried out by the Plant Maintenance Organisation consisting of Millwright Shop(MTS-56) and Electrical Repair Shop(Shop-59). Plant Maintenance Organisation deals with repairing, reconditioning, re-engineering, retro-fitment of machineries and plant & electrical maintenance of lighting inside shops. Installation of new small machineries and plants, condemnation & uprooting of old M&Ps are also carried out by the Maintenance Shops-56 & 59.
8.2 SPECIAL WORK DONE (In maintaining health of M&Ps) 1. Bristol Crane No. 3854(26/E/03) was under long breakdown due to driving CT Wheel shaft bearing, Idle CT
Wheel Bearing & Plummer block found damaged. The same were replaced and fitted in the crane. Other related repairing work has also been done in the crane.
2. CNC Pipe Bending M/c No. 16/5611/31 is a critical machine. The machine has been reported under breakdown due to problem in main hydraulic pump. There was no spare available with MTS Stores. However, In-house Maintenance staff tried their level best and rectified the pump.
3. Two Nos. ESAB make Oxy cutting Machine were under long breakdown due to problem in scanner control card. The cards were repaired in house by Maintenance Wing of CLW and fitted in the machine.
4. HMT CNC Chucker Machine No. 20/0685/03 was reported defective due to mis-alignment of turret assembly. Plant Maintenance Wing investigate the defects thoroughly and due to their sincere and hard work, the alignment of the turret assembly restored.
5. 3 Phase Power supply for Oil Filtration Plant etc. and 12 Nos. Architechrural Column light have been provided in proposed Transformer Section at Bay-0 of Shop-19.
6. TC Milling Machine No. 08/2597/01 was under long breakdown due to Z axis drive defect. The problem was rectified in house by CNC/ERS staff and the machine was handed over to production on 28.08.15.
7. New Elgamil Universal Milling M/c No. 08/2594/01 for production of suspension tube went under breakdown due to cutter locking device fault. Air driven Hydro-pneumatic pump of the machine was not working. Pump seal kit of the machine was replaced and assembled after modifying the pump housing.
8. Wire DSL for EOT Cranes supply has been converted into Shrouded DSL in Shop-12, 17, 26 and 19(Bay-3). 9. Health check up of 45 over aged EOT Cranes completed through outside agency (approved by Chief Inspector
of Safety/WB). 10. Testing and certification of Cranes (111 nos.), Chains (194 nos.), Hoists (66 nos.) and Pressure Vessels (56
nos.) completed through outside agency (approved by Chief Inspector of Safety/WB). 11. Commissioning of Energy efficient LED light as Bridge light of EOT Cranes for 04 cranes in Mfg. Shops and
01 Crane in AIF Go down has been made. Illumination of Pneumatic Test Shed at Saloon siding has also been done.
12. 1 No. Fire affected EOT Crane(4A) of Capacity 5T of Shop-19 complete repairing, rewiring done through outside agency and put in service.
13. Repairing and re-commissioning of Loco Lifting Jack at Bay-2 of Shop-19 has been done. 14. Mechanical Foot Brake of 8 Nos. Jessop make Crane has been done. 15. Renovation of Crane 0B of Shop-19 has been doe 16. Dedicated Power Supply for EOT Crane at New Shed of Shell Fabrication Shop has been provided. 17. Chain Load Testing M/c No. 56/9565/01 of SFS was under breakdown since 04.11.15 for defective pump and
solenoid valve. 18. Bristol Crane No. 3854(26/E/03) was under long breakdown due to CT Wheel bearing and Plummer block
found damaged. The same were replaced and fitted in the crane. 19. MAG CNC Universal Milling M/c No. 06/1833/01 was under breakdown due to defect in hydraulic pump. The
same has been rectified successfully in-house. 20. HMT CNC Grinding Machine No.20/4680/01 was under long breakdown due to accident. The tail stock dead
centre tip had been broken and the alignment of the table was also got disrupted resulting inaccurate dimension of the product from the machine. CLW Maintenance Wing rectified the machine successfully and handed over for production.

40
21. VPI Plant No. 23/9963/02 was under long breakdown due to vacuum measuring instruments, problems in transducer and problem of leakage at different components resulting non-generation of desired level of vacuum pressure. Maintenance Wing of CLW successfully rectified the plant and handed over for production.
22. One set of Loco Lifting Jack (make Hydrodyne) installed and re-commissioned successfully at old Paint Shop No. 16 to facilitate piping work of locomotive.
8.3 UPTIME AVAILABILITY OF CRITICAL MACHINES
The availability of critical machines in Loco Works has been 97.21% during the year 2015-16 as against the target of 92%.
8.3.1 CONDEMNATION OF M&Ps
During the year 2015-16, 52 Nos. of machines have been condemned.
Annexure ‘A’ 8.5 Production Performance of manufacturing shop
Sl.No. Name of Item 2013-14 2014-15 2015-16
Comparison of Prod. 2015-16 with 2014-15 Excess(+) Less(-)
1 Wheel Set Assembly 278 L/S 263 L/S 265 L/S (+) 02 L/S 2 Hitachi magnet frame 180 Nos. 180 Nos. 93 Nos. (-) 87 Nos.
3 Stator 3 Phase 459 Nos. 513 Nos. 502 Nos. (-) 11 Nos.
4 WAP-7 Head Stock 46.5 L/S 16.5 L/S 34.5 L/S (+) 18 L/S

41
8.6 STATUS OF MPP & M&P SECTION. 1. PLAN HEAD: 4100 (i) INDENTS PLACED DURING THE YEAR 2015-16 -( Position as on 31.03.16 )
( From April’2015 to
Mar’2016 )
COS COFMOW TOTAL
13 03 16
(ii) MACHINES FOR WHICH P.O. DUE (Position as on 31.03.16)
No. of Machines for which P.O. due Total COS COFMOW
24 21 03
(iii) P.O. PLACED DURING THE YEAR 2015-16 ( Position as on 31.03.16)
COS COFMOW TOTAL 09 03 12
2. PLAN HEAD: 4200 (i) INDENTS PLACED DURING THE YEAR 2015-16 ( Up to Mar’16 )
( From April’2014 to Mar’16 )
COS COFMOW TOTAL Nil Nil Nil
(ii) MACHINES FOR WHICH P.O. DUE (Position as on 31.03.16)
No. of Machines for which P.O. due Total COS COFMOW
04 04 Nil
(iii) P.O. PLACED DURING THE YEAR 2015-16 ( Up to Mar’16 ) :-
(From April’2015 to March’16)
COS COFMOW TOTAL 01 Nil 01
42
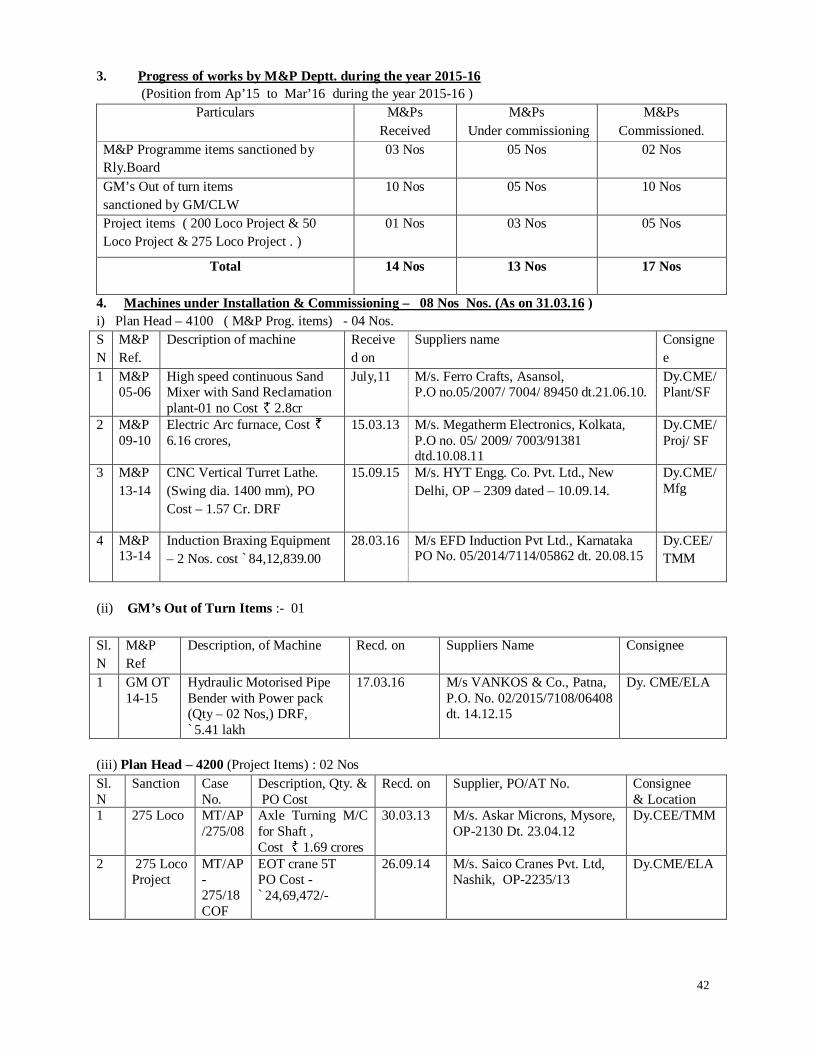
3. Progress of works by M&P Deptt. during the year 2015-16 (Position from Ap’15 to Mar’16 during the year 2015-16 )
Particulars M&Ps Received
M&Ps Under commissioning
M&Ps Commissioned.
M&P Programme items sanctioned by Rly.Board
03 Nos
05 Nos
02 Nos
GM’s Out of turn items sanctioned by GM/CLW
10 Nos
05 Nos
10 Nos
Project items ( 200 Loco Project & 50 Loco Project & 275 Loco Project . )
01 Nos
03 Nos
05 Nos
Total 14 Nos
13 Nos
17 Nos
4. Machines under Installation & Commissioning – 08 Nos Nos. (As on 31.03.16 ) i) Plan Head – 4100 ( M&P Prog. items) - 04 Nos. SN
M&P Ref.
Description of machine Received on
Suppliers name Consignee
1 M&P 05-06
High speed continuous Sand Mixer with Sand Reclamation plant-01 no Cost 2.8cr
July,11 M/s. Ferro Crafts, Asansol, P.O no.05/2007/ 7004/ 89450 dt.21.06.10.
Dy.CME/ Plant/SF
2 M&P 09-10
Electric Arc furnace, Cost 6.16 crores,
15.03.13 M/s. Megatherm Electronics, Kolkata, P.O no. 05/ 2009/ 7003/91381 dtd.10.08.11
Dy.CME/ Proj/ SF
3 M&P 13-14
CNC Vertical Turret Lathe. (Swing dia. 1400 mm), PO Cost – 1.57 Cr. DRF
15.09.15 M/s. HYT Engg. Co. Pvt. Ltd., New Delhi, OP – 2309 dated – 10.09.14.
Dy.CME/ Mfg
4 M&P 13-14
Induction Braxing Equipment – 2 Nos. cost `84,12,839.00
28.03.16 M/s EFD Induction Pvt Ltd., Karnataka PO No. 05/2014/7114/05862 dt. 20.08.15
Dy.CEE/TMM
(ii) GM’s Out of Turn Items :- 01 Sl. N
M&P Ref
Description, of Machine Recd. on Suppliers Name Consignee
1 GM OT 14-15
Hydraulic Motorised Pipe Bender with Power pack (Qty – 02 Nos,) DRF, `5.41 lakh
17.03.16 M/s VANKOS & Co., Patna, P.O. No. 02/2015/7108/06408 dt. 14.12.15
Dy. CME/ELA
(iii) Plan Head – 4200 (Project Items) : 02 Nos Sl. N
Sanction Case No.
Description, Qty. & PO Cost
Recd. on Supplier, PO/AT No. Consignee & Location
1 275 Loco MT/AP/275/08
Axle Turning M/C for Shaft , Cost 1.69 crores
30.03.13 M/s. Askar Microns, Mysore, OP-2130 Dt. 23.04.12
Dy.CEE/TMM
2 275 Loco Project
MT/AP-275/18 COF
EOT crane 5T PO Cost - `24,69,472/-
26.09.14 M/s. Saico Cranes Pvt. Ltd, Nashik, OP-2235/13
Dy.CME/ELA

43
8.7 Machines Commissioned – 06 Nos. (Position as on 31.03.16) M&P Programme Items :-
Sl No
Item No. & Yr. of san.
Description, Qty. & P.O cost
MT / No Supplier’s Name/A.T / PO no. Consignee
NIL GM’s Out of Turn Item PH-41:-
Sl No
Item No. & Yr. of san.
Description, Qty. & P.O cost
MT / No Supplier & A.T / PO no. Consignee
1. GM OT 13-14
3 Ø Variable Voltage Transformer (Qty. – 01 no.) , 4,47 lakh,
MT/2176
M/s. Deswetch Engineers, PO no.05/2015/7103/ 05763 dated – 17.07.15
Dy.CEE/ TMM
2. GM OT 12-13
Induction Heater, DRF, PO cost ` 4,12,189
MT/2161 M/s. Unitech Instruments, Thane, PO No. 04/2014/7108/04938 dt. 17.02.15
Dy. CEE/ TMM
3. GM OT 09-10
Capacitor Bank, 220K.VAR, CAP `27.25 Lakh
MT/2061 M/s Voyager, Kolkata. P.O. No. 05/2009/7107/05230 dt. 24.04.2015
Dy.CME/P/SF
Project Items under PH-42
Sl No
Item No. & Yr. of san.
Description, Qty. & P.O cost
MT / No Supplier& A.T / PO no. Consignee
1. 200 Loco Project
50 Ton EOT Crane (Qty. – 03 Nos.) COF PO Cost – 3.24 Cr.
MT/AP –200/05
M/s. SAICO Engineers, Nasik, OP – 2229
Dy.CME/ ELF
2. 50 Loco Project
Paint Booth, 7.4679 Cr.
MT/AP -50/48 COF
M/s. Global Engineers, New Delhi, OP-2020 Dt. 15.09.11
Dyt.CME/ ELA
3. 200 Loco Project
15 Ton EOT Crane (Qty – 01 No.) PO Cost: `45.91 lakhs
MP/AP-200/19
M/s. Krane Mfg. OP-2231 dated 09.06.14
Dy.CME/ELF
8.8 Important M&Ps yet to be supplied (Position as on 31.03.16) SL No.
Item No. & year of sanction
Description Estimate No.
Supplier name & AT/PO No.
DP Status
1 M&P 13-14
CNC Axle Turning Lathe
MT/2164 M/s Askar Micron G-600841
26.04.16 AT Placed
2 M&P 13-14
Double ended Facing, Centering, and Drilling Machine Qty. 01
MT/2166 M/s. Geeta Machine Tools 31.05.16 AT Placed.
3 M&P 14-15
EOT Crane – 5T MT/2179 M/s Meeka Machinery Pvt. Ltd. Ahmedabad OP-501010
30.09.16 AT Placed
4 M&P 14-15
EOT Crane – 5T MT/2180 M/s Meeka Machinery Pvt. Ltd. Ahmedabad OP-501010
30.09.16 AT Placed
5 M&P 15-16
EOT Crane – 30T MT/2182 M/s. Alpha Services, OP-200610
30.11.16 AT Placed

44
8.9 Transport Shop :- 8.9.1 Transport Shop maintains all road vehicles consisting of passenger vehicles like cars, jeeps, mini buses etc. for movement of officials and industrial vehicles like forklifts, dumpers, tractors, platform trucks/ Lister Trucks for movement of material inside and outside the shops. Shunting of rolling stocks is also the responsibility of Transport Shop. Availability of Material handling equipments (as on 31.03.16):-
FLT : 32 Nos. PLT : 23 Nos. Tractor : 02 Nos. Truck: 07 Nos., Tripper- 02 Nos. Bus: 01 Nos. Shunting Locos : 03 Nos. Sky Lifter : 02 Nos.
Passenger Vehicles : 24 Nos. - Maintained through in-house and outside agencies. 8.9.2 Performance of TPT-57 Shop
Availability particulars of FLT, PLT, Trucks & Shunting Locos :-
60% work is done through outside agency on work order (Major Repair) basis and 40% work is done in-house.
Sl.No.
Particulars Target Achievement During the year 15-16
( Up to Mar’16 ) 1. Availability of vehicles & material handling
equipments & passenger vehicle 95% 91.16 %
2. Shunting Loco Availability 100% 100%

45
STEEL FOUNDRY
8A

46
8A.1 OVERVIEW
Location of the Factory: P.O. & P.S. : Chittaranjan Dist : Burdwan, Pin – 713331 The Factory is located at Chittaranjan, Dist: Burdwan, West Bengal, approx. 305 km. from Kolkata. The location is well connected by road and rail from Howrah Station. Chittaranjan Locomotive Works, Steel Foundry, a unit of Ministry of Railway is set up for supplying Steel casting products of locomotives. It has two Arc furnace of 15T and 7T capacity. The 7T Furnace is being replaced by a 10T Arc Furnace, CLW follows stringent quality processes, duly certified with
ISO : ISO 9001::2008, ISO 14001:: 2004, ISO 18001 certified, Total Area of the Plant : 45 acres (182108.70 sq. m.) Covered Area : 12.4 Acres (50181.064 sq. m.) Product : Steel casting for rolling stocks
8A.2 IMPORTANT MILESTONES
ISO-9002 CERTIFICATE- In August 1996 Steel Foundry was awarded with the ISO-9002 Certificate for its Quality Standards.
ISO-9001:: 2008 CERTIFICATE- In October 2009 Steel Foundry was awarded with the ISO-9001 Certificate for its Quality Standards.
ISO-14001 CERTIFICATE- Steel Foundry was accredited with Environment Management System (EMS 14001:: 2004) in the year 2006 with the objective to regularly educate the staff, encouraging them to preserve the environment and conserve the environment as well as utilizing all the existing natural resources in a eco-friendly manner.
CLASS-A CERTIFICATE- Steel Foundry/CLW has been certified as CLASS-‘A’ FOUNDRY by RDSO on 9th August 2012 vide RDSO Vendor No. 419.
LOCO COUPLER- Production of Loco Coupler for Electric Loco has been started from August 2012 vide RDSO Vendor No. 419.
E- TYPE COUPLER- Production of E-type Coupler for Diesel Loco has been started from May 2013 vide RDSO Vendor No. 419.
H- TYPE TIGHT LOCK COUPLER- Order for 40 nos. of H-type tight lock Coupler has been received from DLW/Varanasi. Pattern & Core Boxes received. Already two sample castings have been cast. Marking is okay. Gauging is under process. Procurement of assembly materials and gauging tools is under process.
BLC BOGIE- It is under project. An order of 63 nos. of BLC Wagon Bogie has been received from Rly. Brd. The pattern and Core Boxes has been inspected at firm premises. The sample production will be will be started shortly after mounting the pattern on match plate by firm at SF/CLW.

47
8A.3 PRODUCT RANGE
8A.3.1 STEEL CASTINGS:
Loco-items—
Flexi coil Bogie for WAP-4 loco. Flexi coil Bolster for WAP-4 loco. Co-Co Bogie BG for WAG-5 & WDM-2 Loco. Suspension Tube for Hitachi TM. Suspension Tube for 3phase TM. Rotor Clamp for Hitachi TM. Commutator Spider for Hitachi TM. Centre Pivot for WAP-4 loco. Ballast Blocks for WAG-9 loco. Ballast Block for IGBT loco. Ballast Weights for WAG-7 loco. Loco Couplers for Electric loco (Assly. with Yoke, Knuckle also) Striker Castings for Electric loco. ‘E’ type Couplers for Diesel loco
Wagon Items—
Casnub Bogie for BOXNHL wagons Casnub Bolster for 22HS/BOXNHL wagons Casnub Side Frame 22HS/BOXNHL wagons. Bogie Centre Pivot Top 22HS/BOXNHL wagons Bogie Centre Pivot Bottom 22HS/BOXNHL wagons
C.B.Coupler Items (Wagon) —
Knuckle for CB Coupler. Coupler Body for CB Coupler. Yoke for CB Coupler. Striker Castings for CB Coupler.
Spares for Zonal Railways—
Suspension Tube for WDM-3D loco. Wheels for Tower Car. Wheels for Narrow Gauge Coaches. Wheels for Narrow Gauge loco. Wheels for Kalka. Wheels for Gwalior.
8A.3.2 DEVELOPMENT OF NEW STEEL CASTING ITEMS:
(a) DEVELOPED & SUPPLIED REQUIRED TO RAILWAYS-
CB Coupler for Electric Locomotives Striker Casting for Electric Locomotives ‘E’ type Coupler for Diesel loco Striker Casting Wagon
(b) UNDER DEVELOPMENT-
Casnub Side Frame & Bolster for BLC Wagon ‘H’-type Coupler for Diesel Loco
48
(c) SAMPLE CASTING MADE- Clevis for Coupler items N.G. Wheel for N.F. Rly. N. G. Wheel for Kalka. N. G. Wheel for Gwalior. BLC Bogie
8A.3.3 FABRICATED ITEMS for LOCO:
Side Sill Centre Sill Nead Stock Assembly Casnub Dummy Bogie(TG/TPP) Conversion of HH Dummy Bogie into TP Dummy Bogie
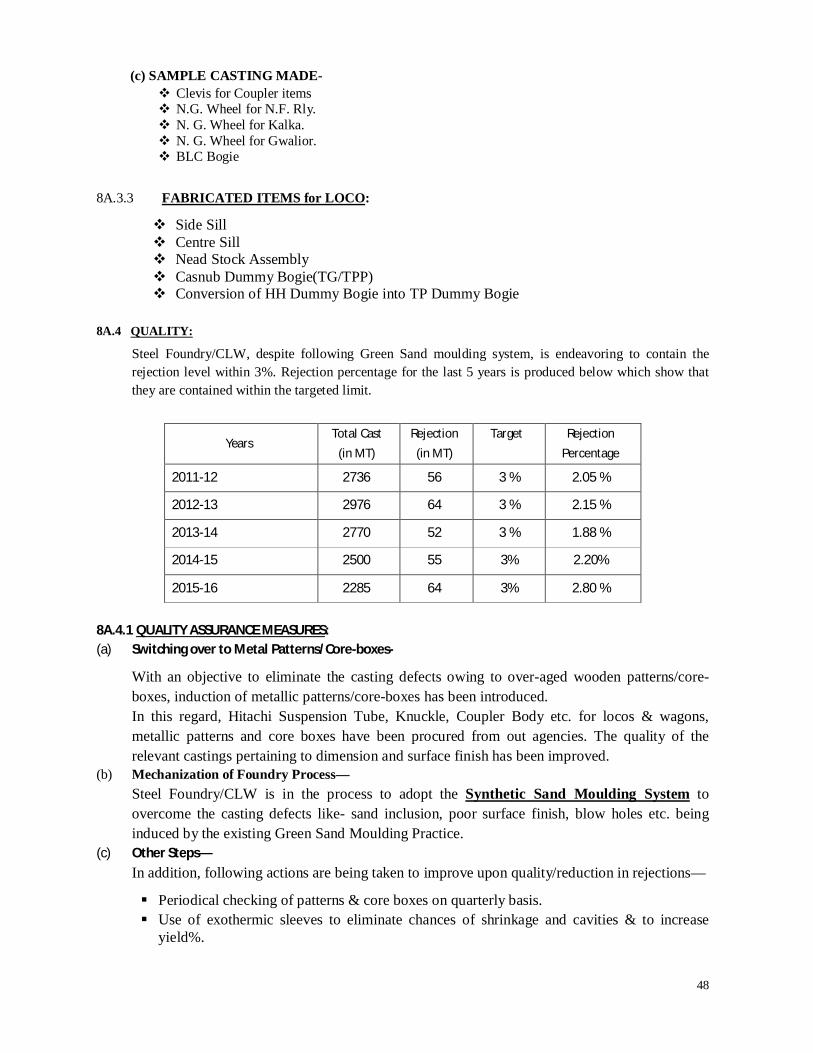
8A.4 QUALITY:
Steel Foundry/CLW, despite following Green Sand moulding system, is endeavoring to contain the rejection level within 3%. Rejection percentage for the last 5 years is produced below which show that they are contained within the targeted limit.
8A.4.1 QUALITY ASSURANCE MEASURES: (a) Switching over to Metal Patterns/Core-boxes-
With an objective to eliminate the casting defects owing to over-aged wooden patterns/core-boxes, induction of metallic patterns/core-boxes has been introduced. In this regard, Hitachi Suspension Tube, Knuckle, Coupler Body etc. for locos & wagons, metallic patterns and core boxes have been procured from out agencies. The quality of the relevant castings pertaining to dimension and surface finish has been improved.
(b) Mechanization of Foundry Process— Steel Foundry/CLW is in the process to adopt the Synthetic Sand Moulding System to
overcome the casting defects like- sand inclusion, poor surface finish, blow holes etc. being induced by the existing Green Sand Moulding Practice.
(c) Other Steps— In addition, following actions are being taken to improve upon quality/reduction in rejections—
Periodical checking of patterns & core boxes on quarterly basis. Use of exothermic sleeves to eliminate chances of shrinkage and cavities & to increase
yield%.
Years Total Cast
(in MT) Rejection
(in MT) Target Rejection
Percentage
2011-12 2736 56 3 % 2.05 %
2012-13 2976 64 3 % 2.15 %
2013-14 2770 52 3 % 1.88 %
2014-15 2500 55 3% 2.20%
2015-16 2285 64 3% 2.80 %

49
Use of branded Zircon based mould washes to improve surface finish. Use of pouring ponds and tiles of high refractoriness in metal flow areas. Strict control over carbon boiling during melting to avoid pouring of gassy metals. Use of quick lime has been introduced to bring down phosphorous content of melt. Strict control on heat cycle during heat treatment of castings to achieve prescribed physical
properties. 100% load testing of Bogies & Bolsters to improve reliability in service.
8A.5 PRODUCTIVITY: Load Lifted per Direct Worker— The Allowed Time Discharged per Direct Worker per Month for the last 5 years has been as follows:
Years 2011-12 2012-13 2013-14 2014-15 2015-16
AT Discharged 246 hrs. 253 hrs. 255 hrs. 232.56 hrs. 218.40
8A.5 PLANT & SAFETY: 8A.5.1Action taken to ensure Safety 2015-16
a) OHSAS -18001::2007 Audit conducted on 20.04.2015 and Auditor satisfied over the documentation of SF.
b) Fire Hydrant pressure of Steel Foundry checked by the staff of SSE (W)/WS-II on 13.05.15 and found satisfactory.
c) West Bengal Pollution Control Board / Asansol visited on 27.05.15 and conducted Stack Emission test of GADI furnace. The report received on 10-07-2015 and found Particulate matter 0.54 mg-Nm3 Which is within limit, kept in our record.
d) Work order issued to M/S. Indicative Consultant India for Work Environment monitoring which will indicate the position of air pollution, status of illumination level and noise level.
e) All documents required for modification of Steel Foundry Plant Lay out is submitted to Inspector of Factories/Asansol on 27-07-15 for approval of chief Inspector of Factories/Kolkata.
f) External Auditor conducted Audit of Steel foundry on 12-08-2015 and there is no adverse report/comments.
g) Compliance report submitted to Sr. Environmental Engineer, circle office/Kakinada, against memo no: 1142/WPBA/NOC(1909)/11 Dtd. 18-05-2015 on 15-07-2015 and again chased on 26-08-2015 about their opinion.
h) NOC for consent to establish for 10 Ton EAF (Meghatherm) in SF obtained from Sr. Environmental Engineer, circle office/Kankinara, West Bengal dated 23.09.2015.
i) Work Environment monitoring carried out by Inspector of Factories, West Bengal approved agency M/S Indicative Consultant India from 30.09.2015 to 01.10.2015, which includes Ambient, work Zone, Illumination and Sound level measurement in Steel Foundry.
j) “ON SITE EMERGENCY PLAN” has been prepared and copy submitted to I.O.F/Asansol for kind perusal on 29-10-2015.
k) Safety Audit of Steel Foundry by external agency conducted on 19-11-2015 to 20-11-2015.
l) I.O.F/Asansol visited Steel Foundry on 11-12-2015 to witness Hydrostatic test of Pressure Vessels.
m) Statutory Fire Extinguishers checked and revalidated by RPF/Fire which was due.
n) Plant Safety inspection carried out at Moulding shop (Bay No. 10&11) on 13.01.16 and MTS (63) on 28.01.16.

50
o) Plant Safety inspection carried out at Pattern Shop (65) on 04.02.16 and Melting shop (34) on 15.02.16.
p) Audiometric test for steel Foundry staff started from 29.02.16 to 03.036.2016 at First Aid Room/SF
q) Pulmonary lung function test started from 15.03.2016 to 18.03.16 for the staff of SF.
r) General Health Check up fof the staff of SF started from 14.03.2016.
8A.6 Machinery & Plant—
i. Synthetic Sand Moulding Plant of 10 MT capacities — Civil foundation work has been completed. Erecting work will be started by firm after joint inspection.
ii. Megatherm 10T Direct Arc Furnace — Complete material received. Civil work is under progress.
PDC- October, 2016. A. Supplier : M/s Megatherm Electronics Pvt. Ltd. B. P.O. No. : 05/2009/7003/91381 dated 10-08-2011. C. P. O Cost : ` 6,16,45,113.00 D. Present Status as on 31.03.2016 :
i. Transformer Room :Completed. (All components are placed) ii. Cooling Tower :Civil work in water complex of 10T EAF is completed
Placement of component is under process. iii. Fume Extraction System Civil Work is completed. Placement of components is under
process. iv. Furnace Area Civil Foundation work has been completed and Placement of
components is under process. v. Pipe Line Work Water pipe line from Furnace to Cooling Tower is under
process. vi. Control Panel Room Civil work has been completed and placement of components
are under process.

51
STAFF POSITION
9

52
9. STAFF BREAK UP
STAFF BREAK UP DEPARTMENT WISE Gr. C & D (AS ON 31.03.16)
DEPARTMENT SANCTIONED STRENGTH
STAFF ON ROLL VACANCY
ACCOUNTS GROUP –C 532 360 172 GROUP –D 01 01 NIL Total 533 361 172 ADMINISTRATION GROUP –C 826 682 144 GROUP –D 13 05 08 Total 839 687 152 CIVIL GROUP –C 825 712 113 GROUP –D 38 38 NIL Total 863 687 113 ELECTRICAL GROUP –C 3116 2519 597 GROUP –D 02 02 NIL Total 3118 2521 597 MECHANICAL
GROUP –C 6688 5713 975 GROUP –D 08 09 -01 Total 6696 5722 974 MEDICAL GROUP –C 612 371 241 GROUP –D 04 04 NIL Total 616 375 241 PERSONNEL GROUP –C 299 280 19 GROUP –D NIL NIL NIL Total 299 280 19 RPF GROUP –C 533 380 153 GROUP –D NIL NIL NIL Total 533 380 153 S & T GROUP –C 53 48 05
GROUP –D NIL NIL NIL Total 53 48 05 STORES GROUP –C 965 631 334 GROUP –D 03 01 02 Total 968 632 336 TOTAL GROUP - C 14459 11706 2753
GROUP - D 59 50 09 GRAND TOTAL 14518 11756 2762
53
UNIT COST OF THE PRODUCT
10

54
10. UNIT COST OF THE PRODUCTS (Figures in thousands of Rs.)
a. Financial Year 2012-13 Type of Loco
Direct Labour
Direct Materials
Over heads
Total(ex. Pro. Chgs.)
Pro. Charges
Total(in pro.charges)
ED Total (in.ED)
WAP - 4 4098 53558 11744 69400 1041 70441 1400 718411
WAG-7 5001 50068 14031 69100 1036 70136 1400 71536 WAG-9 5529 110536 19335 135400 1963 137363 2800 140163 WAP-7 5529 113279 19292 138100 2002 140102 2800 142902 WAP-5 5529 115461 19310 140300 2035 142335 2800 145135
b. Financial Year 2013 – 14
Type of Loco
Direct Labour
Direct Materials
Over heads
Total(ex. Pro. Chgs.)
Pro. Charges
Total(in pro. charges)
ED Total (including ED)
WAP-4 3914 52800 11886 68600 1029 69629 1400 71029
WAG-7 4413 51856 12331 68600 1029 69629 1400 71029
WAG-9 5642 101094 18064 124800 1810 126610 2800 129410
WAP-7 5225 104136 16039 125400 1881 127281 2800 130081
WAP-5 5310 112428 16462 134200 2013 136213 2800 139013
c. Financial Year 2014-15
Type of Loco
Direct Labour
Direct Materials
Over heads
Total(ex. Pro. Chgs.)
Pro. Charges
Total(in pro.charges)
ED Total (in.ED)
WAP - 4 4347 52800 14853 72000 1800 73800 1400 75200 WAG-7 4901 51856 15543 72300 1843 74143 1400 75543 WAG-9 6265 101094 23241 130600 1959 132559 2800 135359 WAP-7 5802 104136 21062 131000 1965 132965 2800 135765 WAP-5 5896 112428 21476 139800 2097 141897 2800 144697 d. Financial Year 2015-16
Type of Loco
Direct Labour
Direct Materials
Over heads
Total(ex. Pro. Chgs.)
Pro. Charges
Total(in pro.charges)
ED Total (in.ED)
WAP - 4 4315 60539 12746 77600 1400 79000 1940 80940 WAG-7 3898 56476 11526 71900 1400 73300 1790 75090 WAG-9 3920 100207 11873 116600 2800 119400 1749 121149 WAP-7 4778 101405 14817 121000 2800 123800 1815 125615 WAP-5 6490 104059 19451 130000 2800 132800 1950 134750
55
INDUSTRIAL SAFETY
11

56
11. SAFETY ORGANISATION
11.1 Safety Officer & Safety Inspectors regularly check the safety aspect in the shop floor such as use of Personal Protective Equipment, proper use of Material Handling Equipment, unsafe working practices etc. They also conduct safety inspections, investigations of accidents and recommended remedial measures. They also formulate plans for motivating staff for safety consciousness, use of safety equipment and compliance of statutory act and regulations. To monitor Occupational Health Hazards, periodical Medical Check-up is done by Medical Department as per statutory regulation. Safety department in co-ordination with Medical Department frames the programme and maintain the records of the tests. It also maintains liaison with State Pollution Control Board. Environmental Engineers of WBPCB from Asansol & Kolkata regularly visits Steel Foundry/ CLW/Chittaranjan. Safety department with the help of approved agencies of WBPCB conducts regular tests of air and sound to provide proper work environment.
11.2 Measures taken for Improvement:
i. All Shops and work sides are regularly inspected for “Plant Safety Inspection”. All plants using flammable substances like acetylene and LPG etc. are inspected regularly and plant maintenance/operation units follow fire proof working procedures for safe operation and maintenance of these plants. Contractors engaged for maintenance of acetylene/oxygen/LPG plants are monitored regularly by Safety Units. Fire Prevention measures - like use of Flash back arrestor in acetylene cylinder and declaration of fire prone area as “NO SMOKING ZONE”, rigorous training of staff by fire inspectors, demonstration of fire- fighting equipment at the work sites, regularly re-filling/repair of fire extinguishers and being followed for vulnerable zones. All accident/dangerous occurrences are investigated and remedial measures are suggested to prevent recurrence of such incidents.
ii. Regular check is conducted at shop floor regarding use of Personal Protective Equipments like Safety
Shoes, Goggles, Helmet, Nose mask etc. Staffs are continuously motivated to wear PPEs and also apprised of the adverse consequences associated with non use of such equipments.
iii. A proper vigil is regularly maintained to determine whether all critical equipments like Crane, chain,
Pressure Vessel etc. are tested as per Statutory Rules by the agencies approved by the State Inspectorate of factories. Do’s and Don’ts for safe operation of crane has been circulated to concerned shops.
iv. Crane Drivers, Riggers, staffs engaged for Spray Painting, Electroplating, Battery Charging, Foundry work,
operation and signaling to the cranes etc. are given regular medical check up to assess their vision, chest, lung function etc. in compliance with the statutory obligation.
v. Safety calendars, posters, retro-reflective boards containing safety slogans procured by safety deptt. are
displayed at shop floor for safety awareness among the workers. As per the relevant provision of Factory Rules’1958, Safety and Health Policy of CLW has been prepared duly signed by the CME and occupier and displayed the same in various locations through laminated boards. Staff are regularly counseled by the Chief Safety Inspectors / Safety Inspectors to adopt safe practices while they are at work.
vi. Fume Extraction System has been installed in shop no 26. The system is effective to extract the welding
fumes arising out of welding operation thus maintaining upgraded environmental standard in the shop floor as well as to prevent the workers from being afflicted with any irreversible diseases by inhalation of the fumes.
vii. The safety action plan pertaining to various operations being carried out inside the factory premises has
been chalked out and the same has already been distributed to all stake holders to ensure strict compliance of the same to user in safe practice while performing the respective job .
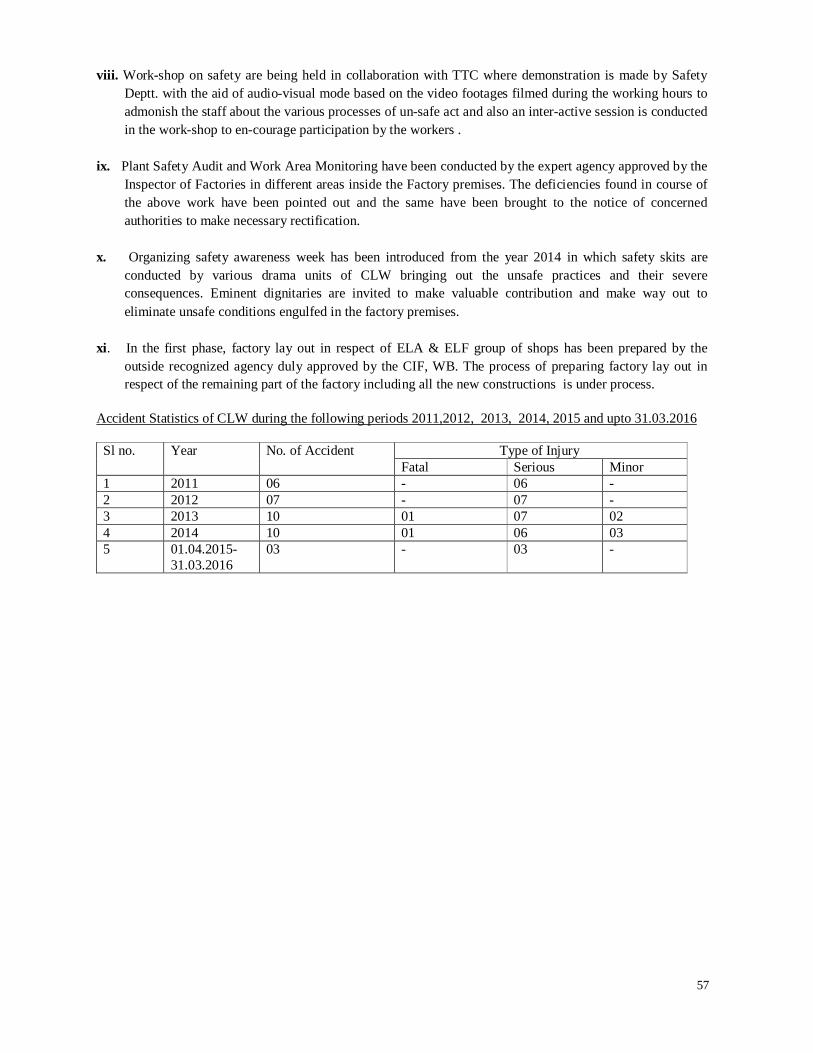
57
viii. Work-shop on safety are being held in collaboration with TTC where demonstration is made by Safety Deptt. with the aid of audio-visual mode based on the video footages filmed during the working hours to admonish the staff about the various processes of un-safe act and also an inter-active session is conducted in the work-shop to en-courage participation by the workers .
ix. Plant Safety Audit and Work Area Monitoring have been conducted by the expert agency approved by the
Inspector of Factories in different areas inside the Factory premises. The deficiencies found in course of the above work have been pointed out and the same have been brought to the notice of concerned authorities to make necessary rectification.
x. Organizing safety awareness week has been introduced from the year 2014 in which safety skits are
conducted by various drama units of CLW bringing out the unsafe practices and their severe consequences. Eminent dignitaries are invited to make valuable contribution and make way out to eliminate unsafe conditions engulfed in the factory premises.
xi. In the first phase, factory lay out in respect of ELA & ELF group of shops has been prepared by the
outside recognized agency duly approved by the CIF, WB. The process of preparing factory lay out in respect of the remaining part of the factory including all the new constructions is under process.
Accident Statistics of CLW during the following periods 2011,2012, 2013, 2014, 2015 and upto 31.03.2016 Sl no. Year No. of Accident Type of Injury
Fatal Serious Minor 1 2011 06 - 06 - 2 2012 07 - 07 - 3 2013 10 01 07 02 4 2014 10 01 06 03 5 01.04.2015-
31.03.2016 03 - 03 -
58
FUTURE PLANS
12
59
Future plan
1. Commissioning of IGBT based propulsion system on 66 locomotives. Procurement of
60 sets under process.
2. Development of composite converter for WAP-5 locomotives.
3. Commissioning of Hotel Load Converter on 60 L/Sets.
4. Proliferation of technology developed by C-DAC for TCN VCU and commissioning of
TCN VCU on 50 locomotives.
5. Procurement and commissioning of DPWCS on 15 sets of WAG-9H locomotives.
6. Regular fitment of Cab AC from August, 2016. Prototype clearance of 02 firms under
issue from RDSO & 01 firm completed. Purchase order for 483 locomotives placed.
7. Fitment of water closet in 05 locomotives. Expression of Interest called.
8. Provision of crew-voice recording in 05 locomotives. Expression of Interest called.
9. Development of Dual Mode Locomotive having provision for electrical, diesel and
battery operated modes for different operational requirement over IR.

60
OTHER ISSUES
13

61
13. Other issues Up to 31st March’16 CLW has turned out 280 locos. Amongst 280 Locos CLW has turned
out 215 nos 3 phase locos. The 3 phase locomotives are the future of Indian Railway transportation system.
These locomotives are capable of hauling long distance freight and passenger trains at high
speed with its capacity. The manufactures of three phase loco equipment have stepped up their production to meet the enchased requirements.
Chittaranjan Locomotive Works had been sanctioned “Creation of additional facilities forenhancement of production capacity up to 275 locomotives per year under AP275 project.
To meet the increase in demands of electric locomotives and to cope up with the freight and passengers traffic on electricfied routes over Indian Railways, CLW has taken up a project named AP-275 for augmentation of production capacity from 200 to 275 locomotives per year. Extension of main bay and additional berthing space for the locomotives are already completed.
The foundation for setting up an Electric Locomotive Assembly and Ancillary Unit(ELAAU) of CLW had been laid during 2010. The production of High horse power locomotives of the order of 9000 HP to 12000HP would be carried out in this unit and mainly the locomotives will be utilised for Western dedicated freight corridor. The 1st Electric Locomotive (WAG-9 type No.31713) from newly set up Electric Locomotive Assembly & ancillary Unit (ELAAU) at Dankuni has been turned out in the month of March 2016.