toyota kata journey - ningapi.ning.com/files/.../mwcctoyotakatalazboyfinal.pdf · toyota kata...
TRANSCRIPT

Toyota Kata Journey La-Z-Boy Tennessee, Dayton, TN
Maryland World Class Consortia
Hank Czarnecki – [email protected]
October 2014

Facts of La-Z-Boy - Dayton TN
The majority of the product is made and assembled by hand, assisted by powered tools
The plant uses 45,000 to 50,000 board feet of wood each day, 10 million board feet annually
The plant uses 100,000 lbs of steel /day, 24 million lbs/year, enough to make 360 Sherman tanks
The plant produces approximately 700 miles of units each year, if lined up single file, they would stretch to Canada
The plant uses approximately 168,000 gallons of wood glue/yr,enough to fill an Olympic size swimming pool
This facility produces approximately 3,500 units/day,(16,500 units/wk or 810,000 units/yr) across 2 manufacturing shifts
Incentive Pay System – Approx. 1,200 Team Members
Industry Week Best Plant Winner - 2012

Overview
What is Toyota Kata?
The Dayton Journey
The Step(s)
Vision & Tools
Passion
Results
LessonsLearned www-personal.umich.edu/
~mrother/Homepage.html

Toyota Kata in 16 Languages
What is a KATA?
A kata is a pattern you practice to learn a skill
The research that led to the book Toyota Kata looked
into Toyota's management methods.
The word 'kata' perfectly described the routines we
found being practiced there:
the Improvement Kata and the Coaching Kata.
The suffix kata means way of doing. It refers to a form or
pattern that can be practiced to develop particular skills and
mindset.
© Mike Rother / Improvement Kata Handbook

Begin by practicing it this way for a while

What is Toyota Kata?
It's a systematic approach to:
A. Generate Continuous Improvement &
B. Develop Strong Problem Solvers
Combines a scientific pattern with techniques of
deliberate practice
Doing small things on a daily basis to improve a
process toward a next 'target condition'
Working toward the target condition by overcoming
the next obstacle in front of you
Kata is a continuous journey that never ends

• Ongoing Daily Management Process for Continual Improvement
– No beginning or end
– Not project management
– Not Kaizen Event
– Not Kata Event
– Not Kata Project
Improvement Implementation

Escalator video

House of Lean

Balanced??

The Dayton Journey - Milestones
Aug. 2011: Initial Training Conducted - U of M
Dec. 2011: Training held in Dayton - Mike Rother
Corporate and Plant CI Managers
Dec. 2011: Dayton Advance Team Formed
May 2012: 3 sent to Siloam Springs for MEP Training
July 2012: 4 sent to Siloam Springs for MEP Training
Sept. 2012: 21 trained by MEP at Dayton (Advance Team Trained)
Dec. 2012: Second MEP class at Dayton 24 trained
Advance Team trained in Vision/Challenge Development
June 2013: Third MEP class at Dayton 17 trained
Nov. 2013: Fourth MEP/AME class at Dayton 24 trained with 11
outside companies participating on-site

La-Z-Boy Coaching Development
Awareness AdvanceTeam
1st WaveDo
2nd Wave 3rd WaveTeach
4th Wave w/ AME
2nd Coach MEPTrained Coach
MEPDirection
Established
Advance Team
Advance Team
Evolve
1st Coach MEPTrained Coach
Advance Team
2nd Wave 3rd Wave
Learner Aug & Dec 2011
May & July 2012
Sept 2012Advance
Team
Dec 2012 June 2013
Nov 2013

Kata the Kata Implementation
Current Condition
Advance Team trained
62 Learners trained
34 Active Learners
Daily Coaching Kata avg 27%
Leadership Engagement 20%
Avg Learner Proficiency = 2.5
Target Condition (By 12/1/15)
53 Active Learners
Daily Coaching Kata > 70%
Leadership Engagement 50%
Avg Learner Proficiency = 3.0
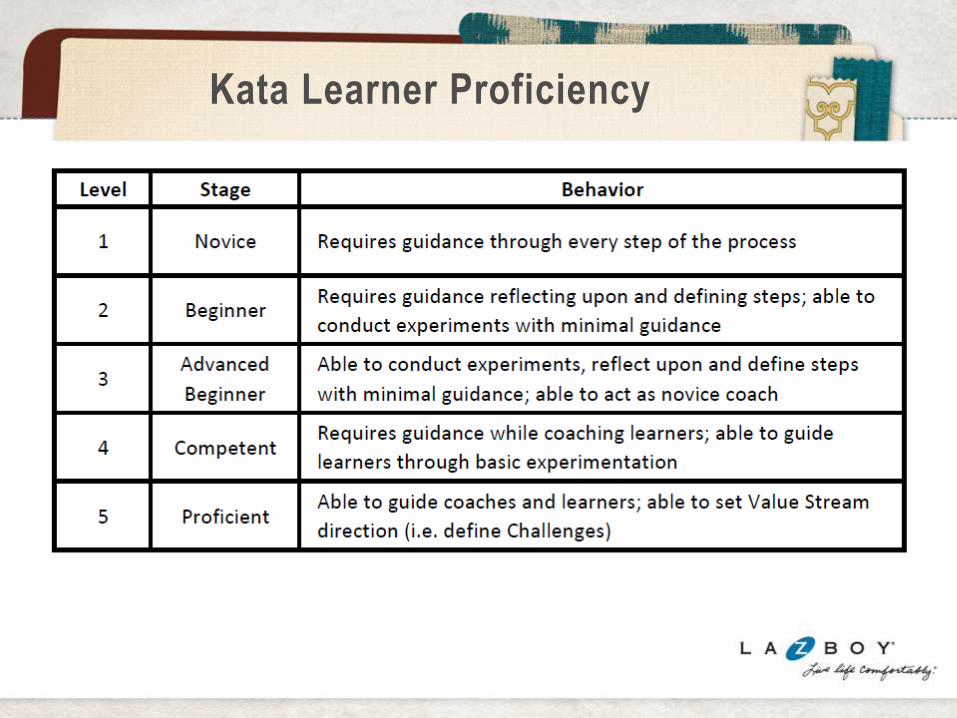
Kata Learner Proficiency

Learner Tracking/Proficiency
No. Learner Coach 2nd Coach Trained By Position Proficiency
3 Angel Shaver Scott Gross AMS Coach 1
4 Bill Hays Janet Earnhardt David Lambeth Rother Lead Team 5
12 Chris Baldassaro Joe Burgess Scott Gross AMS Coach 3
14 Chris Jordan Steve Miller Jason Smith Rother Coach 2
16 Chris Smith Jason Smith Bill Hays AMS Coach 2
17 Christy Davis Everett Steve Miller Jason Smith AMS Coach 2
21 David Robinson Bill Hays David Lambeth Rother Lead Team 5
25 Dewayne Keener Ronnie Angel Scott Gross AMS Coach 2
26 Dewey Gravett David Robinson Jason Smith Rother Manager 1
27 Dustin Henderson Ronnie Angel Scott Gross AMS Coach 3
28 Earl Shadden Ronnie Angel Scott Gross AMS Coach 2
30 Gary Miles Robert Swafford Jim Gentry AMS Hourly 3
33 Greg Wilkey Joe Burgess Jason Smith AMS Coach 2
36 Jason Boles Charlotte Swafford Bill Hays AMS Coach 1
37 Jason Grasham Steve Miller Jason Smith AMS Coach 3

The Step
As a Company, everyone from top executives to
the floor coaches sat in a conference room for
hours to establish the Vision inside La-Z-Boy.
Everyone working toward one common goal
“Changing the Culture at La-Z-Boy”
This was a huge step in La-Z-Boy making the
commitment to Kata. (Dec. 2012)

Understand
the Direction
Grasp the Current
Condition
PDCA Toward the
Target Condition
The 5Questions
1. What is the Vision?
2. Process to Improve?
3. What is the Challenge?
4. Understand the Current Condition
5. Determine the Target Condition
6. PDCA Towards Target
Condition –Then Repeat
Establishthe Next Target
Condition
La-Z-Boy – Implementation Steps
© Mike Rother / Improvement Kata Handbook
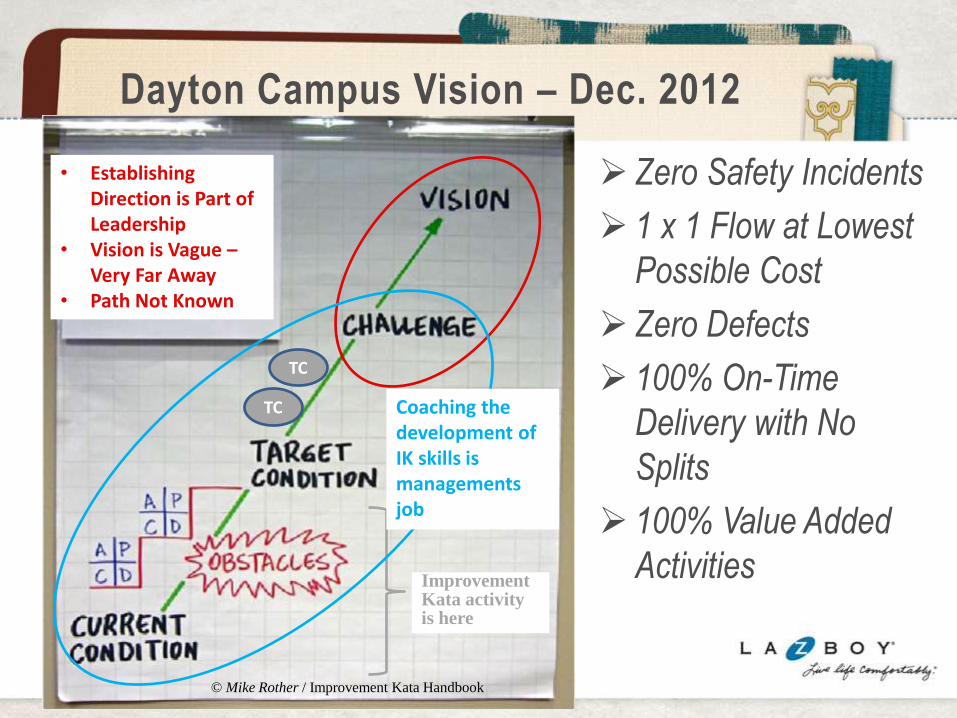
Dayton Campus Vision – Dec. 2012
• EstablishingDirection is Part ofLeadership
• Vision is Vague –Very Far Away
• Path Not Known
ImprovementKata activityis here
TC
TC
Coaching the development ofIK skills ismanagementsjob
Zero Safety Incidents
1 x 1 Flow at Lowest
Possible Cost
Zero Defects
100% On-Time
Delivery with No
Splits
100% Value Added
Activities
© Mike Rother / Improvement Kata Handbook

Assembly Cell Challenges (12/31/14)
1 Piece Standard WIP at all
Stations (1 x 1 Flow) with No
Double Handling
Zero DTF (Disruption To Flow)
Operate a balanced line at
200%
100% Cross Trained on All Cell
Operations
Tour Ready 24/7
Zero Safety Incidents
1 x 1 Flow at Lowest
Possible Cost
Zero Defects
100% On-Time Delivery
with No Splits
100% Value Added
Activities

Current Condition -Visual Report Out
Boards
Report Out Boards track: • Safety• Quality• Productivity
and • Kata
(Coaching Cycles)

Current & Target Condition
Balanced @ 200%

Report Out Boards - Kata

Report Out Board
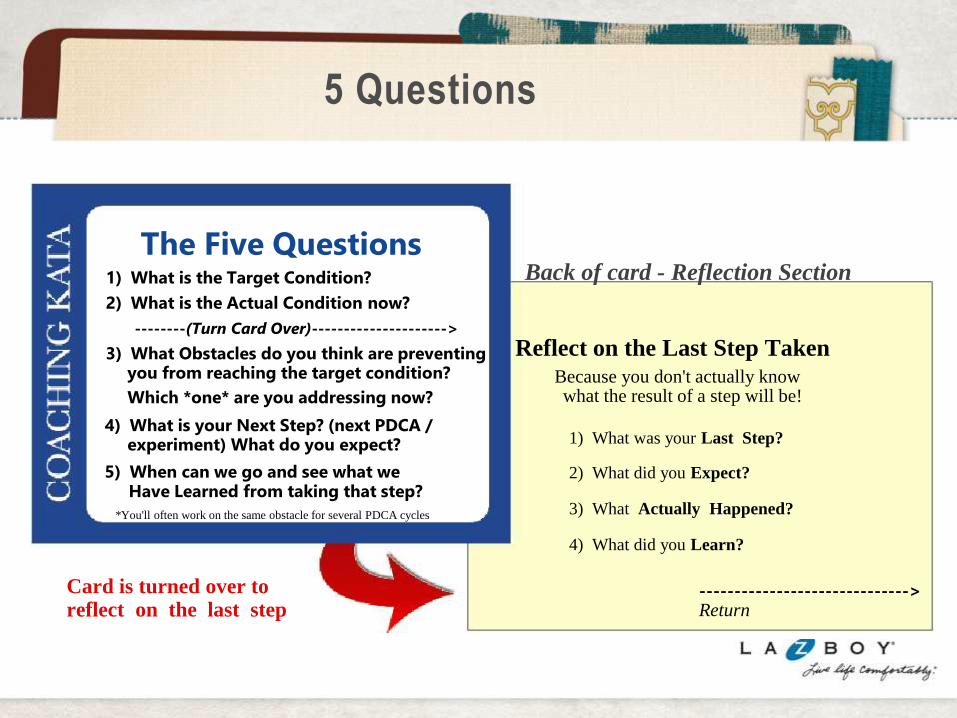
5 Questions
Back of card - Reflection Section
Reflect on the Last Step Taken
Because you don't actually knowwhat the result of a step will be!
1) What was your Last Step?
2) What did you Expect?
3) What Actually Happened?
4) What did you Learn?
------------------------------>Return
The Five Questions1) What is the Target Condition?
2) What is the Actual Condition now?
--------(Turn Card Over)--------------------->
3) What Obstacles do you think are preventingyou from reaching the target condition?
Which *one* are you addressing now?
4) What is your Next Step? (next PDCA /experiment) What do you expect?
5) When can we go and see what weHave Learned from taking that step?
*You'll often work on the same obstacle for several PDCA cycles
Card is turned over toreflect on the last step

PDCA Cycles to Target Condition
1. PREDICTION SIDE:Before the first coaching cycle the Learner proposes the 1st step, what will be measured, and what s/he expects in the first two boxes of the form
3. Based on what was learned in the last experiment, the learner proposes the next step, what will be measured and what s/he expects
2. EVIDENCE SIDE:Once the step (experiment) is done, the Learner fills in data on What Happened, reflects by comparing that with the expectation, and records What We Learned

Improvement Kata Tracking
Learner 1st Coach Process
Challenge
Theme
Starting
Condition
Current
Condition
Starting
Date
Current
Date Learned Status
Days
Coaching
Total
CK's % CK"s
Scott Gross Katie Hall Cell 1
200% base
line 146% 170% 7/16/2013 8/1/2013
Working in Cell last week the cell
averaged 164% Active 12 8 67%
Katie Hall Scott Gross Cell 12
200% base
line 100% 110% 7/16/2013 8/16/2013
7 man team now banding machine
causing a lot of probllems Active 20 20 100%
Earl
Shadden Scott Gross Cell 14
200% base
line 141% 154% 3/25/2013 8/1/2013
Had to replace 2 people in cell
/Starting over with crosstraining Active 106 42 40%
Randall
Masengale Scott Gross cell 29
200% base
line
New
employee
starting over 161% 3/25/2013 6/10/2013
Cell won most improved cell 3 times
in the last 3 months Active 106 50 47%
Russell
Goins Scott Gross Cell 17
0%
controlable
DQC in
Cells
VOC
Complaints
14.14 8.36 3/4/2013 8/19/2013
Russell has lowered the complaint
rate in half and has hit his target
condition and will now set new
target Active 121 35 29%
Paul
Bowling Scott Gross Cell 7
0%
controlable
DQC in
Cells
VOC
Complaints
15.19 10 7/17/2013 8/1/2013
Paul has dicovered that the 306s are
the main thing driving the DQC in
Cell 7 Active 24 7 29%
Rick
Johnson Scott Gross Cell 18
0%
controlable
DQC in
Cells 8000 DPMO 8000 DPMO 5/21/2013 8/1/2013
DPMO went up last week /checking
to see whats driving the rise Active 65 21 32%

Learner
Learner going over her Coaching Cycle with her Team Members prior to the Coaching Cycle with her 1st Coach and 2nd Coach

Coaching
The 2nd Coach evaluates the 1st Coach to ensure that the 1st Coach is:• Following the process• Asking the right
questions• Understanding
Knowledge Threshold• Linking Data with next
PDCA experiment• Pulling Lessons Learned
from the Learner

The coach is responsible for teaching the improvement
kata, and for the resultsThe coach uses the coaching
kata, asking the 5 TK questions
2nd Coach Participatesperiodically Pays
particular attention to thecoach (coaches the coach)
The learner andteam use the
improvement kata
The team owns the target condition and works to achieve it.
Knowledge Threshold

2nd Coach Observation Form

Coaching Tracking Form
Having a Coaching Tracking Process for all active “Kata” lets anyone see who are the Coach and Learner. Easy way to track participation from our coaches and learners.

Scheduled Times - Daily

The Passion
Finding someone to fill a role of a lead person to
understand Kata and that can help coach Kata
This person has to have passion in what they do
They have to want to make a difference everyday
they walk in the door
Their passion and enthusiasm is what drives new
ways of learning
Passion is what helps change a culture

Production Coaches (Passion)

Kata Results Summary
Cell Efficiency Increases from 10% to28%
Defect Level Improvements of 20% to 50%
5S Scores Improved 20%
Supply Route Time Improved 30%
Cell Disruption to Flow’s Reduced 15%
Employee Involvement with Kata

Lessons Learned & Next Steps
Lessons Learned
Must start with Vision + Challenge
Don’t begin IK’s without this
Need alignment in Vision/Challenge/Target
The 2nd coach is critical to the process
Strong tendency to view Kata as Kaizens, as “Events” or “Projects”
Must focus on the Learner, not the process or “project”
Daily Coaching Kata are critical – this is a learning process
Next Steps
Increase Daily Coaching Cycles to embed in the culture
Increase top management engagement
Expand use to non-production areas
Continue to drive into the organization “DNA”
