casting dimensions for lift pin lugs and safety pad …geoho.com.tw/carter/wdx...
TRANSCRIPT
VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX22−50M1SEPT. 2005
DIE HANDLING
PRINTED COPY ISUNCONTROLLED
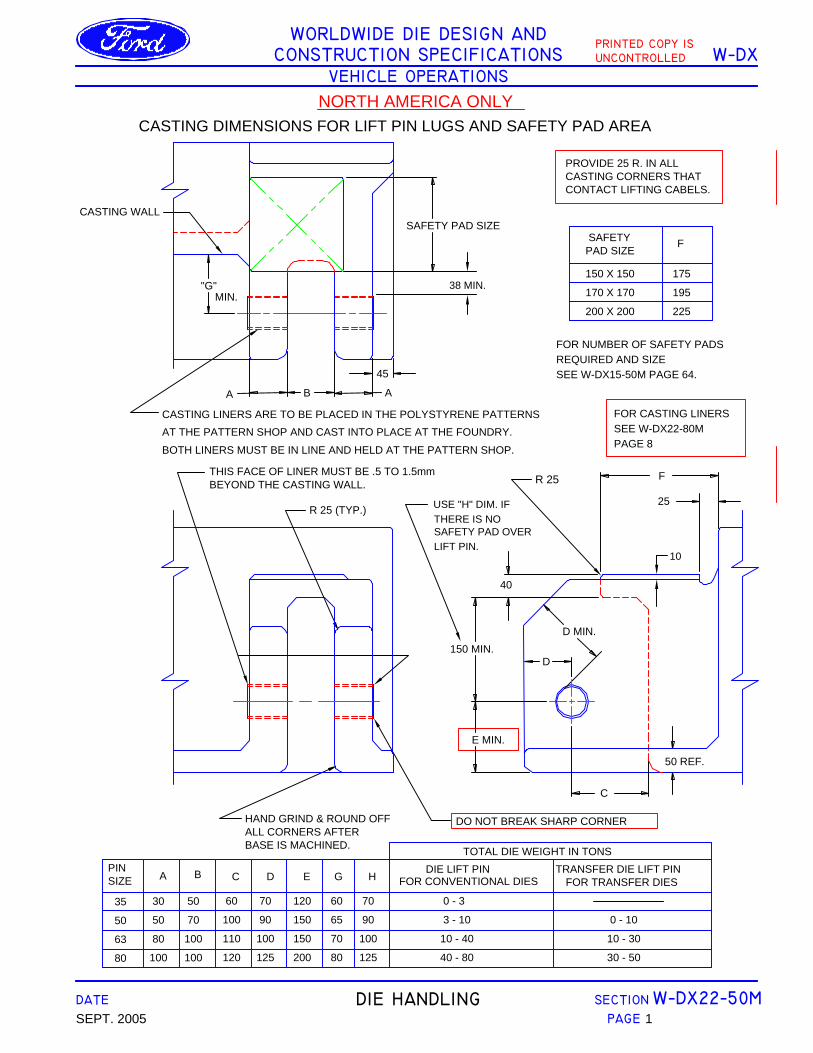
CASTING DIMENSIONS FOR LIFT PIN LUGS AND SAFETY PAD AREANORTH AMERICA ONLY
BOTH LINERS MUST BE IN LINE AND HELD AT THE PATTERN SHOP.
AT THE PATTERN SHOP AND CAST INTO PLACE AT THE FOUNDRY.CASTING LINERS ARE TO BE PLACED IN THE POLYSTYRENE PATTERNS
SAFETY PAD SIZE
DIE LIFT PINFOR CONVENTIONAL DIES
THIS FACE OF LINER MUST BE .5 TO 1.5mm
PINSIZE
80
63
50
100
50
80
35
A
30
ALL CORNERS AFTER
E
120
150
150
200
BASE IS MACHINED.
60
100
110
120100
70
100
B
50
C
100
90
125
70
D
90
100
125
65
70
80
G
60
H
HAND GRIND & ROUND OFF
R 25 (TYP.)
CASTING WALL
B
BEYOND THE CASTING WALL.
A
"G"MIN.
45
A
50 REF.
TRANSFER DIE LIFT PINTOTAL DIE WEIGHT IN TONS
3 - 10
10 - 40
40 - 80
0 - 3
0 - 10
10 - 30
30 - 50
FOR TRANSFER DIES
DO NOT BREAK SHARP CORNER
D
E MIN.
40
150 MIN.
C
D MIN.
SEE W-DX22-80MFOR CASTING LINERS
PROVIDE 25 R. IN ALLCASTING CORNERS THAT
FOR NUMBER OF SAFETY PADS
SEE W-DX15-50M PAGE 64.
CONTACT LIFTING CABELS.
175
195
225
REQUIRED AND SIZE
PAGE 8
F
SAFETYPAD SIZE
150 X 150
170 X 170
200 X 200
F
25USE "H" DIM. IFTHERE IS NOSAFETY PAD OVERLIFT PIN.
70
10
38 MIN.
R 25



VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX22−50M6SEPT. 2005
DIE HANDLING
PRINTED COPY ISUNCONTROLLED
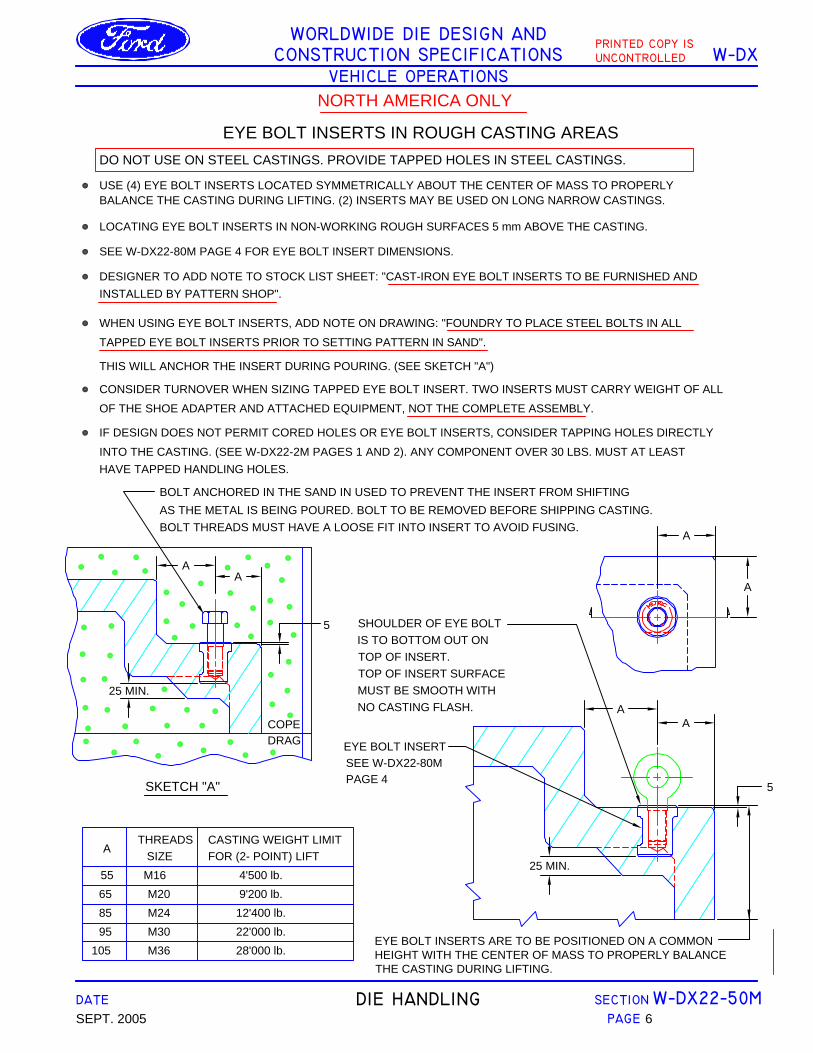
EYE BOLT INSERTS IN ROUGH CASTING AREAS
NORTH AMERICA ONLY
USE (4) EYE BOLT INSERTS LOCATED SYMMETRICALLY ABOUT THE CENTER OF MASS TO PROPERLY BALANCE THE CASTING DURING LIFTING. (2) INSERTS MAY BE USED ON LONG NARROW CASTINGS.
LOCATING EYE BOLT INSERTS IN NON-WORKING ROUGH SURFACES 5 mm ABOVE THE CASTING.
SEE W-DX22-80M PAGE 4 FOR EYE BOLT INSERT DIMENSIONS.
DESIGNER TO ADD NOTE TO STOCK LIST SHEET: "CAST-IRON EYE BOLT INSERTS TO BE FURNISHED ANDINSTALLED BY PATTERN SHOP".
DO NOT USE ON STEEL CASTINGS. PROVIDE TAPPED HOLES IN STEEL CASTINGS.
TAPPED EYE BOLT INSERTS PRIOR TO SETTING PATTERN IN SAND".WHEN USING EYE BOLT INSERTS, ADD NOTE ON DRAWING: "FOUNDRY TO PLACE STEEL BOLTS IN ALL
THIS WILL ANCHOR THE INSERT DURING POURING. (SEE SKETCH "A")
CONSIDER TURNOVER WHEN SIZING TAPPED EYE BOLT INSERT. TWO INSERTS MUST CARRY WEIGHT OF ALLOF THE SHOE ADAPTER AND ATTACHED EQUIPMENT, NOT THE COMPLETE ASSEMBLY.
IF DESIGN DOES NOT PERMIT CORED HOLES OR EYE BOLT INSERTS, CONSIDER TAPPING HOLES DIRECTLY
INTO THE CASTING. (SEE W-DX22-2M PAGES 1 AND 2). ANY COMPONENT OVER 30 LBS. MUST AT LEASTHAVE TAPPED HANDLING HOLES.
5
25 MIN.
DRAGCOPE
AA
ATHREADS CASTING WEIGHT LIMIT
FOR (2- POINT) LIFT 4'500 lb. 9'200 lb.12'400 lb.22'000 lb.28'000 lb.
M16M20M24M30M36105
658595
55
SKETCH "A"
SIZE
5
25 MIN.
AA
SHOULDER OF EYE BOLTIS TO BOTTOM OUT ON TOP OF INSERT.TOP OF INSERT SURFACEMUST BE SMOOTH WITHNO CASTING FLASH.
A
A
EYE BOLT INSERTSEE W-DX22-80MPAGE 4
BOLT ANCHORED IN THE SAND IN USED TO PREVENT THE INSERT FROM SHIFTINGAS THE METAL IS BEING POURED. BOLT TO BE REMOVED BEFORE SHIPPING CASTING.BOLT THREADS MUST HAVE A LOOSE FIT INTO INSERT TO AVOID FUSING.
EYE BOLT INSERTS ARE TO BE POSITIONED ON A COMMON HEIGHT WITH THE CENTER OF MASS TO PROPERLY BALANCE THE CASTING DURING LIFTING.

VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX22−50M7 APRIL 2004
DIE HANDLING
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLY
EYE BOLT INSERTS IN ROUGH CASTING AREAS
DRAW PUNCH
ADAPTOR PLATEINNER RAM
A
A
25 MIN.
X
1/3 'X" MAX.
TAPPED HOLE MUST BE LOCATED TOWARD WORKINGAREA OF PUNCH TO AFFECT OVERBALANCEDCONDITION FOR TURNOVER.
EYE BOLT INSERTSEE W-DX22-80MPAGE 460 REF.

VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX22−50M8MAY 2005
DIE HANDLING
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLY
ØC DRILL THRU (2) HOLES MUST BE INLINE
R25
200
FOR 50 AND 63 DIA. LIFT PINLIFT LUG STEEL PLATE CONSTRUCTION
R25 TYP.
200 MIN.
100
55
100
45°
63
PINSIZE
50 170
260 82.55
50.5O
A
Ø65
Ø52
B C
PROVIDE 25 R. IN ALLCORNERS MOST LIKELYTO BE IN CONTACTWITH LIFTING CABLES.
B R25
A
A
DIE SHOE TO BE FASTENED TO THE RISER
TRANSFER DIE LIFT PINFOR TRANSFER DIES
WITH M24 SCREWS AND DOWELS.
WELD ALL AROUND
TOTAL DIE WEIGHT IN TONS
FOR CONVENTIONAL DIESDIE LIFT PIN
3 - 10
10 - 40
177 MIN.
10 - 30
0 - 10
W
W
W
W

VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX22−50M9 MAY 2005
DIE HANDLING
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLY
WELD ALL AROUND
235
FOR 80 DIA. LIFT PINLIFT LUG STEEL PLATE CONSTRUCTION
300
82.55
250 MIN.
70
125
R25
125
45°
WITH LIFTING CABLES.TO BE IN CONTACTCORNERS MOST LIKELYPROVIDE 25 R. IN ALL
R25
82.55
DIE SHOE TO BE FASTENED TO THE RISERWITH M24 SCREWS AND DOWELS.
R25
W
W
W
W
Ø82 DRILL THRU (2) HOLES MUST BE INLINE


���� ������
���
� ���� ���11FEB. 2006
CAST BOLLARDNORTH AMERICA ONLY
����������
ØD1
130
160
200
250
270
360
310
ØD2
240
185
230
205
H MIN.
160
H MIN.
90
ØD1
ØD2
R16
R40
50 WALL
WHEN THERE IS AN ADJACENT FASTINGFLANGE, CAST BEVEL AT 45° TO AVOIDHANGING UP THE WIRE ROPE ON THE DIEDURING TURNOVER.
R 25
15
30°
R 25
SECTION A-A
A A
USE CAST BOLLARD ON UPPER AND LOWER DIE SHOES AND BINDER RINGS.FOUR CAST BOLLARDS ARE REQUIRED PER DETAIL.CAST BOLLARDS ON THE PUNCH SHOE IS TO BE IN LINE WITH BOLLARD ON DIE SHOE, OR POSITIONED INBOARD FROM THE DIE SHOE. DIMENSIONS FROM BASE OF DIE TO CENTERLINE OF CAST BOLLARD (SECT. A-A) IS MINIMUM CASE ALLOWING ONLY FOR CABLE CLEARANCE. TRY TO CENTRALLY LOCATE CAST BOLLARD ON OUTSIDE WALL IN ELEVATION.DESIGNS MUST INCORPORATE CAST BOLLARD INSIDE OF BOLSTER ON ALL SIDES.DESIGNER TO CONSIDER TURNOVER CONCERNS WHEN USING CAST BOLLARD SEE W-DX22-50M PAGE 13.TOTAL DIE WEIGHT CALCULATIONS ARE BASED ON SAFETY FACTOR OF 6 AND A (2) POINT LIFT.
TOTAL DIEWEIGHT (TONS)
0 TO 10
OVER 10 TO 15
OVER 15 TO 35
OVER 35 TO 80
DIE SIZE R. TO L.
UP TO 96 INCHES
OVER 96" UP TO 108 INCHES
OVER 108" UP TO 144 INCHES
OVER 144 INCHES
30 WALL
CASTING THICKNESSSEE W-DX12-50MPAGES 2 AND 3
PREFERREDOPTIONAL
50
20 80
ØD2
35 MIN.
R50 MIN.
50
FOR END VIEWSEE W-DX22-50MPAGE 12
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��
50
R 15 TYP.

���� ������
���
� ���� ���12FEB. 2006
CAST BOLLARD
NORTH AMERICA ONLY
����������
EYE BOLT INSERTSSEE W-DX22-80MPAGE 4
SAFETY PAD AREASEE W-DX15-50MPAGE 64
STORAGE BLOCKWHEN REQ'D.SEE W-DX13-50MPAGE 21
CAST FLOW ARROW ON LIFT LUG WHEN REQ'D.SEE W-DX12-51M PAGE 47
LIFT LUG DIMENSIONSSEE W-DX22-50MPAGE 11
STOP BLOCKSEE W-DX13-80MPAGE 16
SHOULDER GUIDE POSTSEE W-DX13-60MPAGES 4 AND 6
GUIDE POST BUSHINGSEE W-DX13-80MPAGE 8
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���13FEB. 2006
DIE HANDLING REQUIREMENTSNORTH AMERICA ONLY
����������
BEFORE MAKING FINAL DECISION RELATIVE TO LOCATION OF CAST BOLLIARD REVIEW TURNOVER PROCESS FOR UNBALANCED LOAD (SEE W-DX22-50M PAGES 14 THRU 16).
ADD THREADED INSERTS TO SURFACES ADJACENT TO LIFT LUGS TO AID IN TURNOVER PROCESS. BE SURE INSERTS ARE LARGE ENOUGH THAT (2) WILL SUPPORT THE WEIGHT OF THE ENTIRE UPPER OR LOWER ASSEMBLY (SEE W-DX22-50M PAGES 6 AND 7).
LOCATE CAST BOLLARDS IN DOTTED AREA ON THE TOP PLATE SO WIRE ROPE CABLES ARE PARALLEL WITH THE CENTERLINE OR TOWARDS THE OUTSIDE OF CABLE SLOTS IN PLAN VIEW.DESIGN MUST CONSIDER THE LOCATION OF CAST BOLLARD IN RESPECT TO THE ANGLES THAT WIRE CABLES FROM WHEN THE DIE IS TRANSPORTED WITH THE TOP PLATE ATTACHED.A LIFT INVOLVING A COMPLETED DIE SHOULD NEVER REQUIRED THE CABLE TO BEND MORE THEN 30° TO THE LOWER LUG.A SINGLE SHOE, WHICH IS ABOUT HALF THE WEIGHT OF THE COMPLETE DIE, CAN BE HOSTED AT ANGLES UP TO 45°.LOCATE LUGS AS CLOSE TO CENTER OF THE UPPER AND LOWER MASS AS POSSIBLE.IT IS DESIRABLE TO KEEP CAST BOLLARDS IN VERTICAL ALIGNMENT IF POSSIBLE, BUT DON'T SACRIFICE THE BALANCING OF THE SHOE MASS FOR THIS ALIGNMENT.
PLAN VIEW OF DIE WITH PLATE
TOP OF PLATE
DIE
THREADED INSERT
CABLE SLOT
CAST BOLLARD
FLOW
SIDE ELEVATION
45°
60°
45°
ALIGN VERTICAL ONLYIF MASS OF SHOE CAN BEBALANCED
IF LOWER SHOE HAS AFLANGE EXTENDING LEFTTO RIGHT, LIMIT LOWERSHOE LOCATION TOHATCHED GREEN AREA.
CENTRALLY LOCATE TOACHIEVE BALANCE WHENSHOE IS HANGING.
LOCATE CAST BOLLARDAS SHOWN OR IN DOTTEDAREA.
FOR CAST BOLLARD OR LIFT PINS
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���14FEB. 2006
DIE HANDLING REQUIREMENTSNORTH AMERICA ONLY
����������
ALL TOP PLATES ARE TO BE DESIGNED WITH CABLE/CHAIN SLOTS AT LOCATIONS TO PREVENT CABLE OR CHAIN FROM INTERFERING WITH CLAMP SLOTS.THE PRIMARY HANDLING PROVISIONS FOR TURNOVER PURPOSES ARE LOCATED ON THE SHOE. DESIGN INTENT IS THAT TOP PLATES, SPACERS, AND RISERS THAT ARE ATTACHED TO THE DIE SHOES ARE REMOVED PRIOR TO SHOE ASSEMBLY TURNOVER. HOWEVER, TOTAL WEIGHT OF EACH DIE ASSEMBLY SHOULD BE CONSIDERED WHEN SLEETING LIFT LUG OR CAST BOLLARD SIZE.CONSIDERATION MUST BE GIVEN TO LIFT LUG LOCATION SO THAT, IN THE FRONT ELEVATION, CABLES/CHAIN ANGLES DO NOT EXCEED 30° WHEN LIFTING COMPLETE DIE ASSEMBLY AND 45% WHEN LIFTING UPPER SHOE ASSEMBLY.
FRONT ELEVATION
45°MAX.
45°MAX.
30°MAX.
30°MAX.
HANDLING OF AN UPPER DIE SHOE
HANDLING OF AN COMPLETE DIE SHOE
COF DIE
CABLE/CHAIN SLOT CLAMP SLOTS
FOR DIES WITH ADAPTOR PLATES
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���15FEB. 2006
RIGGING REQUIREMENTS
NORTH AMERICA ONLY
����������
IF THE BLANK HOLDER PLATE OVERHANGS THE DIE MORE THAN 500mm FROM THE EDGE OF LIFT PIN/BOLLARD, PROVIDE CABLE ROUTING CORES ABOVE LIFT PINS/CAST BOLLARDS IN BLANK HOLDER PLATE.
FOR HANDLING DIE WITH BLANK HOLDER PLATE
BLANK HOLDER PLATE
ADAPTOR PLATE
ROUND OFF ALL (R25 MIN.) CORNERSTHAT COME IN CONTACT WITH WIREROPE OR CHAIN.
500
PROVIDE CABLE/CHAIN SLOTS IN ADAPTOR PLATE WHENPLATE INTERFERENCE. (SEE W-DX15-50M PAGE 44)
ROUTING CORES100 MN. X 153 MIN.
30°MAX.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���16FEB. 2006
DIE HANDLING REQUIREMENTSNORTH AMERICA ONLY
����������
ALL TOP PLATES ARE TO BE DESIGNED WITH CABLE/CHAIN SLOTS AT LOCATIONS TO PREVENT THE CABLE OR CHAIN FROM INTERFERING WITH FASTENING SLOTS.CAST OR MACHINE CABLE DIVERSION SLOTS IN THE RISER TO PREVENT CABLE OR CHAIN FROM INTERFERE WITH FASTING SLOT ON THE ADAPTOR PLATE.CONSIDERATION MUST BE GIVEN TO LIFT LUG LOCATION SO THAT, IN THE FRONT ELEVATION, CABLES/CHAIN ANGLES DO NOT EXCEED 30° WHEN LIFTING COMPLETE DIE ASSEMBLY AND 45% WHEN LIFTING UPPER SHOE ASSEMBLY.
FOR DIES WITH UPPER RISER
30° MAX.
RISER
25 MIN.
BREAK ALL SHARP EDGES WITH A 25mm RADIUS THAT IS MOST LIKELY TO BE IN CONTACT WITH LIFTING CHAIN.
RAM ADAPTOR PLATE
UPPER DIE SHOE
25 MIN.
CHANNEL WAS MACHINED IN RISER SO CHAIN / CABLE WOULD NOT INTERFERE WITH FASTING SLOT.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��