international journal of pure and applied mathematics...
TRANSCRIPT

CYCLE TIME REDUCTION IN BOILER ROOF PANEL
Gayathri N1 ,Neethish R P2, Navin Kishore S3, Jagadesh P4, Manoj Kumar J5
Department of Mechanical Engineering, Veltech Hightech Dr.Rangarajan
Dr.Sakunthala Engineering College, Chennai -600062, Tamilnadu, India. [email protected]
Abstract: There are three hundred types of Roof panels
manufacturing in the Boiler Plant located in tamilnadu.
In a particular type boiler roof panel requires high time
to produce, because of the processes involved such as
bending, hole making and welding etc. As the manual
welding process took much time and delivered poor
accuracy, machine welding is implemented to increase
the speed of welding and accuracy is higher. The
existing method in production involves twenty seven
processes and the time needed to produce the panel is
one week for one panel. Since this type of roof panel
will pass the stream to reheating chamber, the welding
is to be done more accurately and the radiography
testing is frequently done to verify the welded part to
ensure the quality of joint. The tool marking in the
panel tube causes damage to the panel. The tool mark
can be removed by manual adjustment in the fin
support block, which will reduce the time and the cost
of production. By the time reduction processes the
production of roof panels is also made easier. The fin
support block is adjusted to some distance in welding
machine, which may increase the production rate by
20% more than previous year.
Key words: welding process, cycle time, production
rate.
1. Introduction
The advantages of Once Through Super Critical
(OTSC) technology have become a focal point for
increasing coal-based thermal power generation sector
in India. Indian Ultra Mega Power Projects (UMPPs),
typically 4,000 MW each, were undertaken during the
11th five year plan (ended in 2012) and are slated to
address increasing coal-based thermal power generation
throughout the 12th and 13th five year plans. OTSC
technology is expected to account for 40% of all coal-
based thermal capacity additions during the upcoming
12th five year plan and all coal-based capacity
additions for the 13th plan. These aggressive plans are
set against a backdrop of fuel shortages as coal
consumption has increased 6% while proven domestic
reserves have increased only about 2.5%. The use of
imported coals continues to address indigenous coal
supply shortfalls. The Indian Central Electricity
Authority (CEA) stipulated in 2011 that all future
indigenous coal based thermal power plant boilers are
to be designed for utilization of fuel blend ratios of
30% imported coal/70% indigenous coal. Thus fuel
flexibility will become an issue of increasing
importance in the adoption of OTSC technology in
India.
This paper will highlight the technical
advantages of the 660 M We super critical CFBC
technology using multi fuel blends which offer
favorable economics and fuel arbitrage advantages not
only today but in the future. Also discussed will be the
recent contract award from Korea Southern Power
Company to Foster Wheeler for 4 units of 550 MWe
CFB OTSC technology which utilizes a 2 on 1
configuration of 2 x 550MWe CFB OTSC boilers on
two single 1000 MWe turbines. Essentially this
provides a fuel flexible low emissions alternative for a
2 x1000 MWe solid fuel power block.
1.1 Roof Panels of OTSC Boilers
Very few operational & maintenance personnel dare to
visit this area. This is because there is always a pool of
ash and one may end up in inhaling ash to his lungs.
This ash leakage is not intended. But many of the boiler
users are unaware that the designer’s intention is to
give a leak proof penthouse. Due to ignorance of
construction workers and due to urgency of
commissioning the unit, the seal work remains
incomplete. Moreover the sealing work is so
cumbersome work, the erection staffs tend to
compromise the work. If the work is incomplete, it
results in ash leakage & air ingress while the boiler is in
service. During a replacement / repair work, seals are
ignored and it creates air ingress.
The Roof panels in the OTSC boilers are
designed with 540 openings to enable the ECO &
LTRH hanger tubes to pass through the panels as
shown in the below figure 1.1.
International Journal of Pure and Applied MathematicsVolume 116 No. 23 2017, 197-201ISSN: 1311-8080 (printed version); ISSN: 1314-3395 (on-line version)url: http://www.ijpam.euSpecial Issue ijpam.eu
197

Figure 1.1. Roof Panel arrangement of
Method
Figure 2.1. Existing Method of Roof Panel Fabrication Process
2.1 Bar Chart of existing method
This bar chart shown in figure 2.2 shows
taken for fabricating the roof panels. By using this
existing method of panel fabrication the processes such
as panel formation process takes 3 shifts (1 shift = 8
hours ) , rework process takes 4 shifts, bow correction
Figure 2.2
3. New Trail Method Over Existing Method
3
0
5
10
15
20
25
30
35
40
Formation
WO
RK
SH
IFT
S
CYCLE TIME FOR PANEL FABRICATION
of Existing
2. Existing Method of Boiler Production Automation
The existing method of production automation for the
boiler industry includes the efficient moving
stationary welding machines and gantry type welding
machines, for material handling and prefabrication for
membrane wall panel production.
Existing Method of Roof Panel Fabrication Process
that the time
taken for fabricating the roof panels. By using this
existing method of panel fabrication the processes such
as panel formation process takes 3 shifts (1 shift = 8
hours ) , rework process takes 4 shifts, bow correction
process takes 1 shift , marking process taking 1 shift,
gas cutting process takes 2 shifts but the joint process
takes 35 shifts. This joint process makes the panel
formation process more time consumable, money, and
more worker usage makes the industry to spend more
time and money for this panel formation process.
Figure 2.2 Panel Fabrication Time Duration Chart
ail Method Over Existing Method By consulting with the maintenance group and with
their valuable suggestions, we tried a new trail method
for fabricating the roof panel with bends to reduce the
41 1 2
35
Rework Bow
corrections
Marking Gas cutting Joint
PANEL FABRICATION PROCESS
CYCLE TIME FOR PANEL FABRICATION
of Boiler Production Automation
The existing method of production automation for the
boiler industry includes the efficient moving-tube
stationary welding machines and gantry type welding
machines, for material handling and prefabrication for
, marking process taking 1 shift,
gas cutting process takes 2 shifts but the joint process
takes 35 shifts. This joint process makes the panel
formation process more time consumable, money, and
more worker usage makes the industry to spend more
oney for this panel formation process.
consulting with the maintenance group and with
we tried a new trail method
for fabricating the roof panel with bends to reduce the
International Journal of Pure and Applied Mathematics Special Issue
198

time usage and money also. Thus this new trail method
eliminates the some of the manufacturing process
such as, Radiography test, TIG joint welding
preparation, Chamfering, Gas cutting. It reduces the
Figure 3.1. Existing Method of Roof Panel Fabrication
3.1 Difficulties while preferring New Method
We tried to fabricate the roof panel with bends in the
welding machine, but while tried with bend the tool
mark occurs in the line bend panel forming due to fin
support block by insufficient down stroke. This tool
Figure 3.2. Down stroke
3.2 Solution for Fin Support Block down Stroke
We discussed with the maintenance engineers in the
industry to avoid the tool mark in the line bend. After
our research the avoidance of tool mark will be possible
by increase the fin support block stroke length from 13
mm to 25 mm.
We increase the stroke length of fin support block
by adding a spring support to the hydraulic cylinder in
the fin support block. Hence the stroke length is
increased. After the increasing stroke length in the fin
support block, now the line bends are wel
any damage and tool marks. So our new method is
checked and verified successfully and the panel
Thus this new trail method
manufacturing processes
joint welding, Joint
It reduces the
cycle time for panel fabrication and also improves the
productivity of second pass roof panels in such a
manner.
Existing Method of Roof Panel Fabrication Process
Difficulties while preferring New Method
We tried to fabricate the roof panel with bends in the
welding machine, but while tried with bend the tool
mark occurs in the line bend panel forming due to fin
support block by insufficient down stroke. This tool
mark damages the line bend in roof panel.
support block down stroke is only 13 mm.
Root causes for tool mark occurs in line bend panel
forming due to fin support block by insufficient down
stroke is shown in figure 3.2 and figure 3.3.
Figure 3.3. Tool Mark in Bend Panel
r Fin Support Block down Stroke
We discussed with the maintenance engineers in the
avoid the tool mark in the line bend. After
our research the avoidance of tool mark will be possible
by increase the fin support block stroke length from 13
We increase the stroke length of fin support block
by adding a spring support to the hydraulic cylinder in
the fin support block. Hence the stroke length is
increased. After the increasing stroke length in the fin
support block, now the line bends are welded without
any damage and tool marks. So our new method is
checked and verified successfully and the panel
fabrication timing is reduced and makes the industry
more profitable.
Thus the increased stroke length for 13mm to
25mm and this increased stroke length is succeeded to
panel formation without cracks. So, the fin supporting
block is not affected the pre bended tubes.
4. Conclusion
By this new proposed method of formation (line bend),
the cycle time of roof panels of boilers w
reduced by 48%. The economical analysis of
is presented below. The gross savings
Rs.18,250 per year.
cycle time for panel fabrication and also improves the
productivity of second pass roof panels in such a
mark damages the line bend in roof panel. The fin
support block down stroke is only 13 mm.
Root causes for tool mark occurs in line bend panel
forming due to fin support block by insufficient down
stroke is shown in figure 3.2 and figure 3.3.
Tool Mark in Bend Panel
fabrication timing is reduced and makes the industry
Thus the increased stroke length for 13mm to
roke length is succeeded to
panel formation without cracks. So, the fin supporting
block is not affected the pre bended tubes.
Conclusion
By this new proposed method of formation (line bend),
the cycle time of roof panels of boilers were drastically
The economical analysis of this work
is presented below. The gross savings is estimated as
International Journal of Pure and Applied Mathematics Special Issue
199
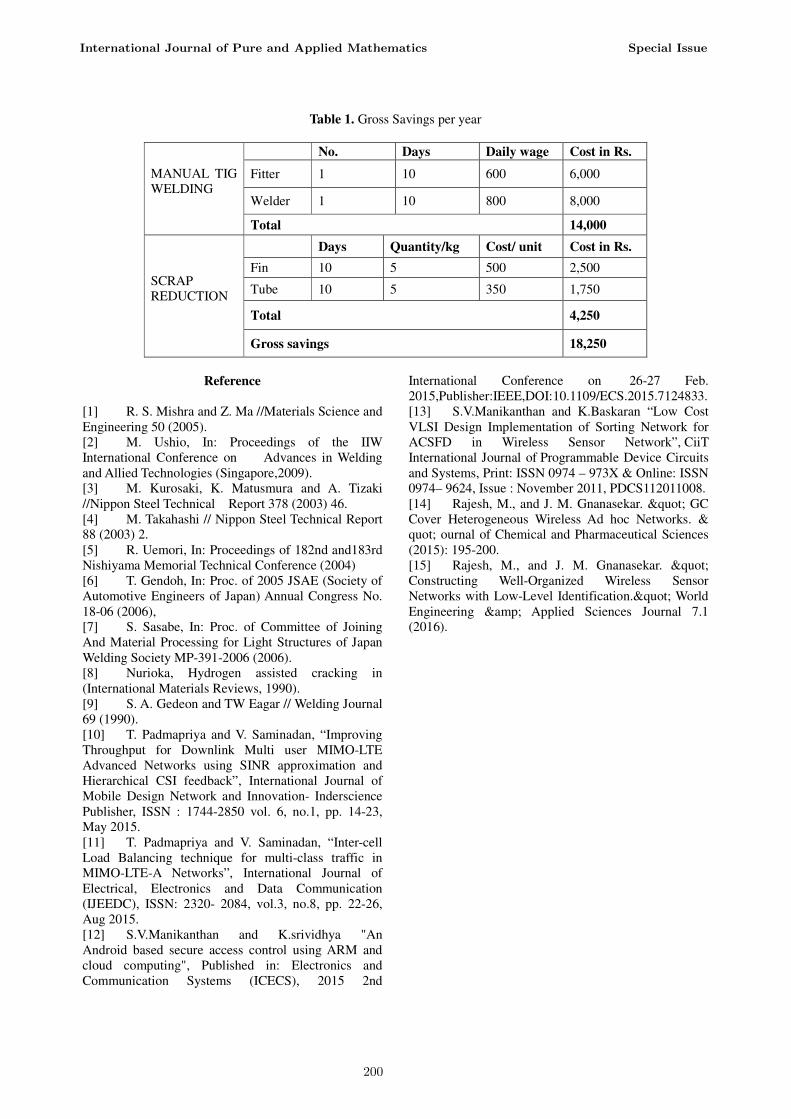
Table 1. Gross Savings per year
MANUAL TIG
WELDING
No. Days Daily wage Cost in Rs.
Fitter 1 10 600 6,000
Welder 1 10 800 8,000
Total 14,000
SCRAP
REDUCTION
Days Quantity/kg Cost/ unit Cost in Rs.
Fin 10 5 500 2,500
Tube 10 5 350 1,750
Total 4,250
Gross savings 18,250
Reference
[1] R. S. Mishra and Z. Ma //Materials Science and
Engineering 50 (2005).
[2] M. Ushio, In: Proceedings of the IIW
International Conference on Advances in Welding
and Allied Technologies (Singapore,2009).
[3] M. Kurosaki, K. Matusmura and A. Tizaki
//Nippon Steel Technical Report 378 (2003) 46.
[4] M. Takahashi // Nippon Steel Technical Report
88 (2003) 2.
[5] R. Uemori, In: Proceedings of 182nd and183rd
Nishiyama Memorial Technical Conference (2004)
[6] T. Gendoh, In: Proc. of 2005 JSAE (Society of
Automotive Engineers of Japan) Annual Congress No.
18-06 (2006),
[7] S. Sasabe, In: Proc. of Committee of Joining
And Material Processing for Light Structures of Japan
Welding Society MP-391-2006 (2006).
[8] Nurioka, Hydrogen assisted cracking in
(International Materials Reviews, 1990).
[9] S. A. Gedeon and TW Eagar // Welding Journal
69 (1990).
[10] T. Padmapriya and V. Saminadan, “Improving
Throughput for Downlink Multi user MIMO-LTE
Advanced Networks using SINR approximation and
Hierarchical CSI feedback”, International Journal of
Mobile Design Network and Innovation- Inderscience
Publisher, ISSN : 1744-2850 vol. 6, no.1, pp. 14-23,
May 2015.
[11] T. Padmapriya and V. Saminadan, “Inter-cell
Load Balancing technique for multi-class traffic in
MIMO-LTE-A Networks”, International Journal of
Electrical, Electronics and Data Communication
(IJEEDC), ISSN: 2320- 2084, vol.3, no.8, pp. 22-26,
Aug 2015.
[12] S.V.Manikanthan and K.srividhya "An
Android based secure access control using ARM and
cloud computing", Published in: Electronics and
Communication Systems (ICECS), 2015 2nd
International Conference on 26-27 Feb.
2015,Publisher:IEEE,DOI:10.1109/ECS.2015.7124833.
[13] S.V.Manikanthan and K.Baskaran “Low Cost
VLSI Design Implementation of Sorting Network for
ACSFD in Wireless Sensor Network”, CiiT
International Journal of Programmable Device Circuits
and Systems, Print: ISSN 0974 – 973X & Online: ISSN
0974– 9624, Issue : November 2011, PDCS112011008.
[14] Rajesh, M., and J. M. Gnanasekar. " GC
Cover Heterogeneous Wireless Ad hoc Networks. &
quot; ournal of Chemical and Pharmaceutical Sciences
(2015): 195-200.
[15] Rajesh, M., and J. M. Gnanasekar. "
Constructing Well-Organized Wireless Sensor
Networks with Low-Level Identification." World
Engineering & Applied Sciences Journal 7.1
(2016).
International Journal of Pure and Applied Mathematics Special Issue
200

201

202