teknologi las kapal how use shielded metal arc welding on piping
TRANSCRIPT

Teknologi Las Kapal
How useHow use
Shielded Metal Arc WeldingShielded Metal Arc Welding on piping on piping
Teknologi dan Rekayasa
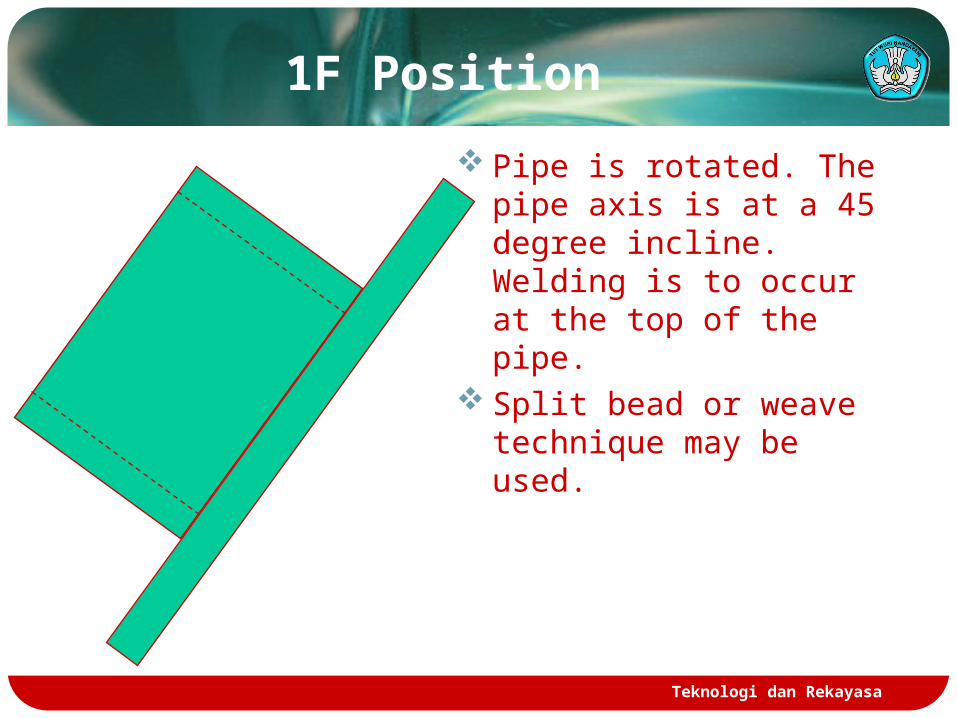
1F Position
Pipe is rotated. The pipe axis is at a 45 degree incline. Welding is to occur at the top of the pipe.
Split bead or weave technique may be used.
Teknologi dan Rekayasa
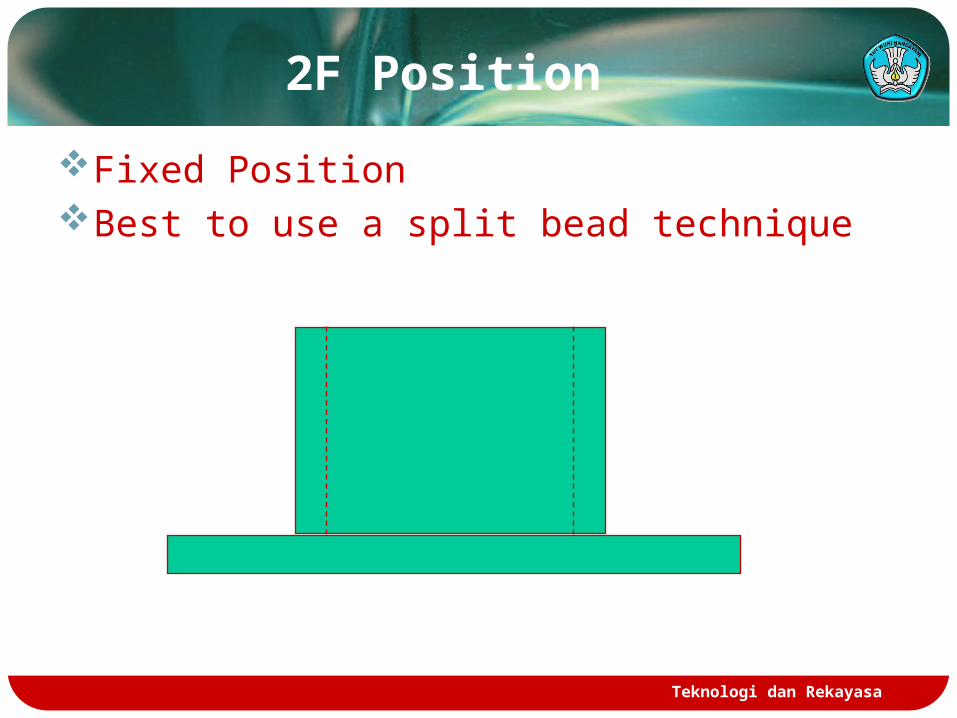
2F Position
Fixed PositionBest to use a split bead technique
Teknologi dan Rekayasa
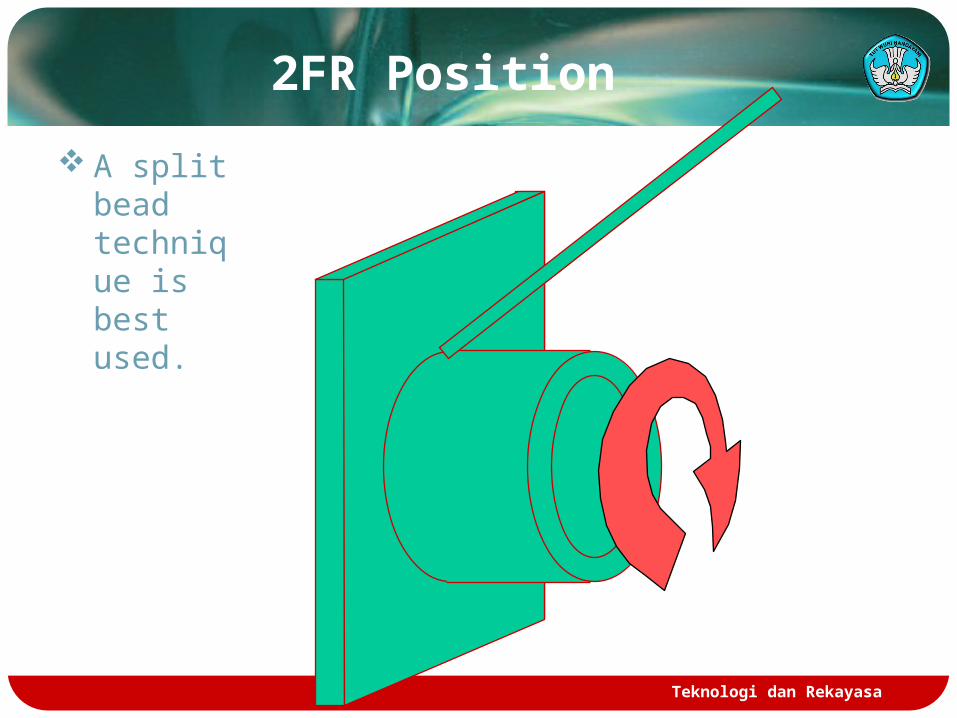
2FR Position
A split bead technique is best used.

Teknologi dan Rekayasa
4F Position
A split bead technique is best used
Teknologi dan Rekayasa
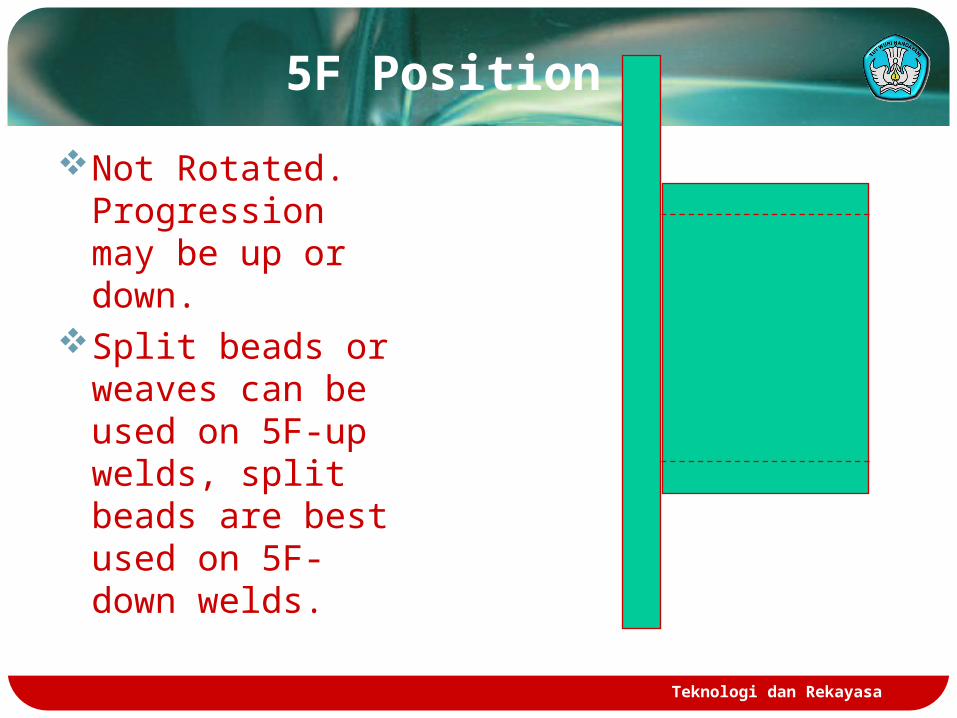
5F Position
Not Rotated. Progression may be up or down.
Split beads or weaves can be used on 5F-up welds, split beads are best used on 5F-down welds.

Teknologi dan Rekayasa
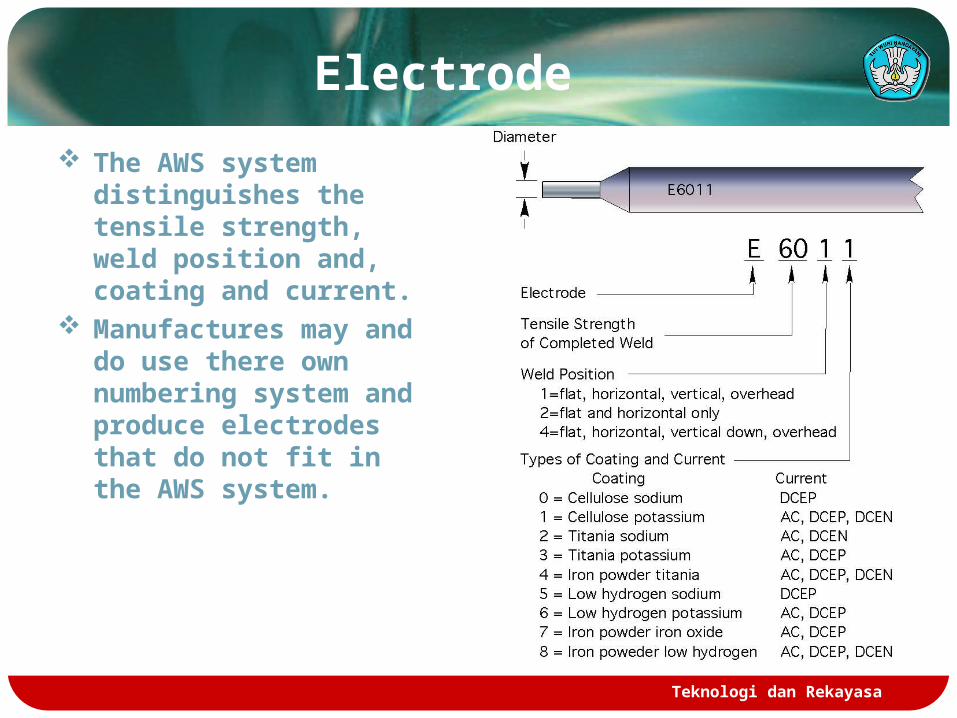
Electrode
The SMAW process uses a consumable electrode.
Electrode must be compatible with base metal. Electrodes are available for different metals.
Carbon steels Low alloy steels Corrosion resisting steels Cast irons Aluminum and alloys Copper and alloys Nickel and alloys
Teknologi dan Rekayasa
Electrode
The AWS system distinguishes the tensile strength, weld position and, coating and current.
Manufactures may and do use there own numbering system and produce electrodes that do not fit in the AWS system.
Teknologi dan Rekayasa
Welding Currents
Not all electrodes are designed to work with all currents.
Common SMAW currents.
Alternating Current (AC) Direct Current straight polarity (DCSP) or (DCEN) Direct Current Reverse polarity (DCRP) or (DCEP)
Teknologi dan Rekayasa
Electrode Grouping
Electrodes are also grouped according to there performance characteristics. Fast-freeze
• Mild steel• Quick solidification of weld pool• Deep penetrating• Recommended for out of position welds• Deep penetrating arc
Fast-fill• Highest deposition rate• Stable arc• Thick flux• Flat position and horizontal laps only

Teknologi dan Rekayasa
Electrode Grouping
Fill-freeze• General purpose electrodes• Characteristics of fast-freeze and fast-fill
Low hydrogen• Welding characteristics of fill-freeze• Designed for medium carbon and alloy steels
Teknologi dan Rekayasa
Electrode Storage
Electrodes are damaged by rough treatment, temperature extremes and moisture.
The should be kept in their original container until used. They should be stored in a heated cabinet that maintains
them at a constant temperature. The storage of low hydrogen electrodes is very critical.
Designed to reduce underbead cracking in alloy and medium carbon steels by reducing the the amount of hydrogen in the weld pool.
The flux is hydroscopic--attracts moisture (H2O).
Moisture in the flux also causes excessive gasses to develop in the weld pool and causes a defect in the weld caused worm holes.
Teknologi dan Rekayasa
Selecting Electrode Size
The optimum electrode diameter is determined by the thickness of the base metal, the welding position and the capacity of the welding power supply.
A smaller diameter is usually recommended for out of position welding.
When completing root passes in V-joints, a smaller diameter maybe used and then a larger diameter is used for the filler passes.
A diameter of 3/32 or 1/8 inch can be used on metals up to 1/4 inches thick without joint preparation.
ROT: the diameter of the electrode should not exceed the thickness of the metal.

Teknologi dan Rekayasa
SMAW Welding Process
Flux Electrode
Electrode metal
PenetrationMoltenpuddle
BeadBase metal
Slag
Gas shield

Teknologi dan Rekayasa
Equipment
Power Supply Polarity Switch
Electrode
Base Metal(work Piece)
Ground ClampGround Cable
AmperageScale
Power Switch
AmperageAdjustment
Electrode Cable
Electrode Holder
Power Cord
Teknologi dan Rekayasa
A rectifier allows current to flow in one direction only. The direction of the current flow determines the DC
polarity. DC- or direct current electrode negative is the
arrangement of direct current arc welding cables/leads in which the electrode is the negative pole and the workpiece is the positive pole of the welding arc.
When using DC- polarity, the majority of the heat is directed at the electrode.
The electrodes designed for DC- polarity produce weld deposits with shallow penetration. Primary applications are fast travel speeds on sheet metal.
Direct Current straight polarity (DCSP) or (DCEN)

Teknologi dan Rekayasa
Direct Current straight polarity (DCSP) or (DCEN)
Teknologi dan Rekayasa
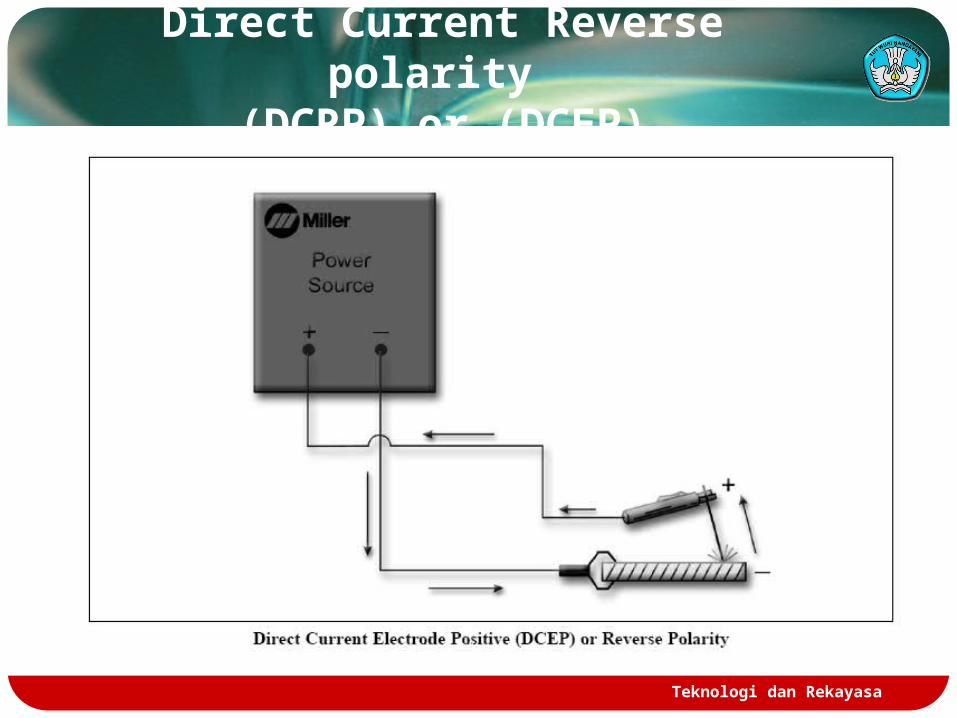
DC+ or direct current electrode positive is the opposite of DC- or direct current electrode negative.
In this case, the electrode is the positive pole and the workpiece is the negative pole.
When using DC+ polarity, the majority of the heat is directed at the work piece.
The electrodes designed for DC+ polarity produce weld deposits with deep penetration.
Primary applications are for pipe welding, general purpose and maintenance welding, deep penetration applications, and on base material with surface contaminants.
Direct Current Reverse polarity (DCRP) or (DCEP)
Teknologi dan Rekayasa
Direct Current Reverse polarity (DCRP) or (DCEP)
Teknologi dan Rekayasa
STARTING THE ARC
Before you start to weld, ensure that you have all the requiredequipment and accessories. Listed below are some additionalwelding rules that should be followed. Clear the welding area of all debris and clutter. Do not use gloves or clothing that contains oil or grease. Check that all wiring and cables are installed properly. Ensure that the machine is grounded and dry. Follow all manufacturer’s directions on operating the welding
machine. Have on hand a protective screen to protect others in the
welding area from FLASH bums. Always keep fire-fighting equipment on hand. Clean rust, scale, paint, or dirt from the joints that are to be
welded.

Teknologi dan Rekayasa
Striking The Arc
Select the best electrode Set the welder (Fig 26-8) Turn on welder Warn bystanders Lower helmet Start arc (two methods)
Brushing Tapping
Teknologi dan Rekayasa
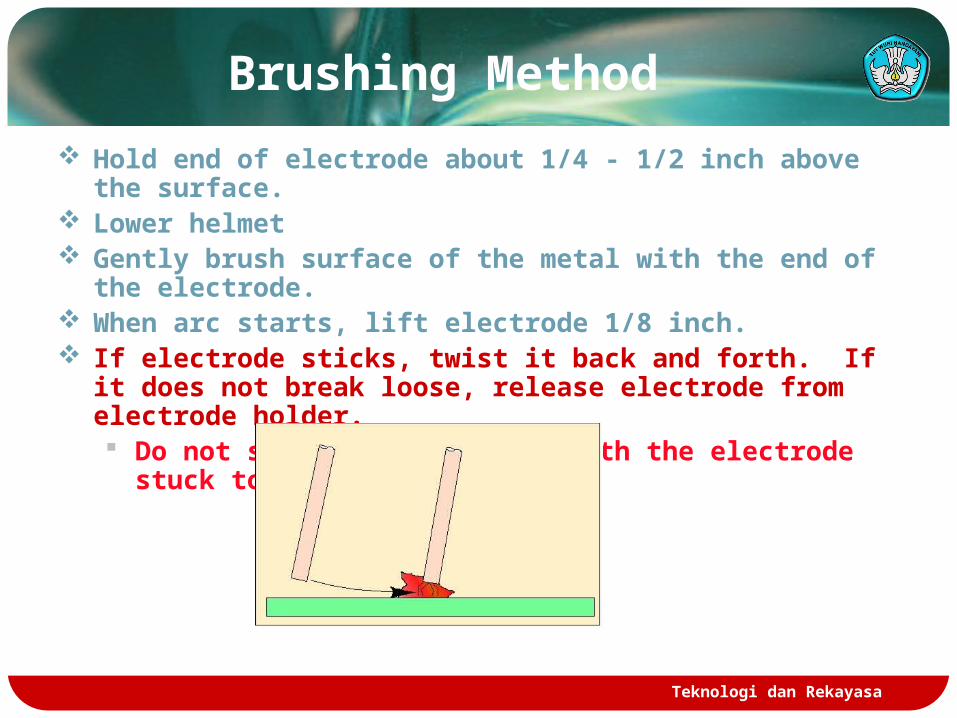
Brushing Method
Hold end of electrode about 1/4 - 1/2 inch above the surface. Lower helmet Gently brush surface of the metal with the end of the electrode. When arc starts, lift electrode 1/8 inch. If electrode sticks, twist it back and forth. If it does
not break loose, release electrode from electrode holder. Do not shut off the welder with the electrode stuck to the
metal.
Teknologi dan Rekayasa
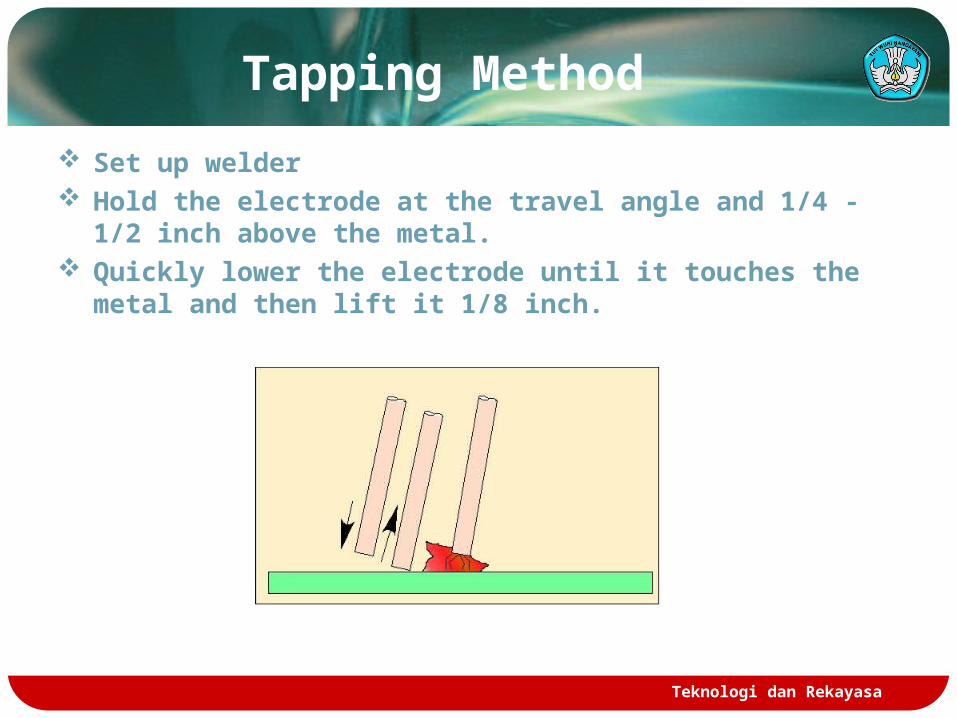
Tapping Method
Set up welder Hold the electrode at the travel angle and 1/4 - 1/2
inch above the metal. Quickly lower the electrode until it touches the metal
and then lift it 1/8 inch.

Teknologi dan Rekayasa
Electrode Angle
The electrode angle influences the placement of the heat.
Two angles are important: Travel Work
The travel angle is the angle of the electrode parallel to the joint.
The correct travel angle must be used for each joint. Beads = 15o from vertical or 75o from
the work. Butt joint = 15o from vertical or 75o from
the work. Lap joint = 45o. T joint = 45o. Corner = 15o from vertical or 75o from
the work.

Teknologi dan Rekayasa
Electrode Angle-cont.
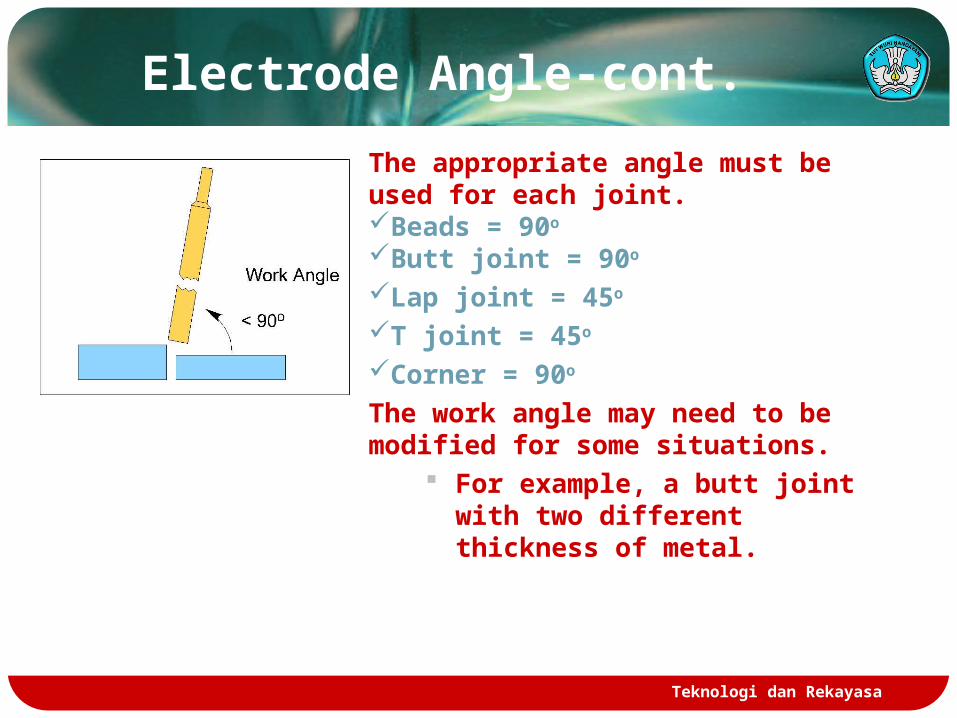
The work angle is the angle of the electrode perpendicular to the joint.
Teknologi dan Rekayasa
Electrode Angle-cont.
The appropriate angle must be used for each joint.Beads = 90o Butt joint = 90o
Lap joint = 45o
T joint = 45o
Corner = 90o
The work angle may need to be modified for some situations.
For example, a butt joint with two different thickness of metal.

Teknologi dan Rekayasa
Arc Length
When an arc is too long, the metal melts off the electrode in large globules and the arc may break frequently. This produces a wide, spattered, and irregular deposit with insufficient fusion between the base metal and the weld. When an arc is too short, it fails to generate enough heat to melt the base metal properly, causes the electrode to stick frequently to the base metal, and produces uneven deposits with irregular ripples. The recommended length of the arc is equal to the diameter of the bare end of the electrode

Teknologi dan Rekayasa
Arc Length
The arc length is the distance from the metal part of the electrode to the weld puddle.
The best arc length is not a fixed distance, but should be approximately equal to the diameter of the electrode.
Arc length can be adjusted slightly to change the welding process.
Excessive length Excessive spatter Reduced penetration Poor quality weld
Insufficient length Electrode sticks Narrow weld Poor quality weld
Teknologi dan Rekayasa
Speed of Travel
The speed of travel (inches per minute) is an important factor when arc welding.
The best speed of travel (welding speed) is determined by several factors: The size of the joint, The type of electrode The size of the electrode The amperage setting on the machine Deposition rate of the electrode (cubic inches per minute)
The deposition rate of an electrode will change with the welding amperage.
Teknologi dan Rekayasa
Speed-cont.
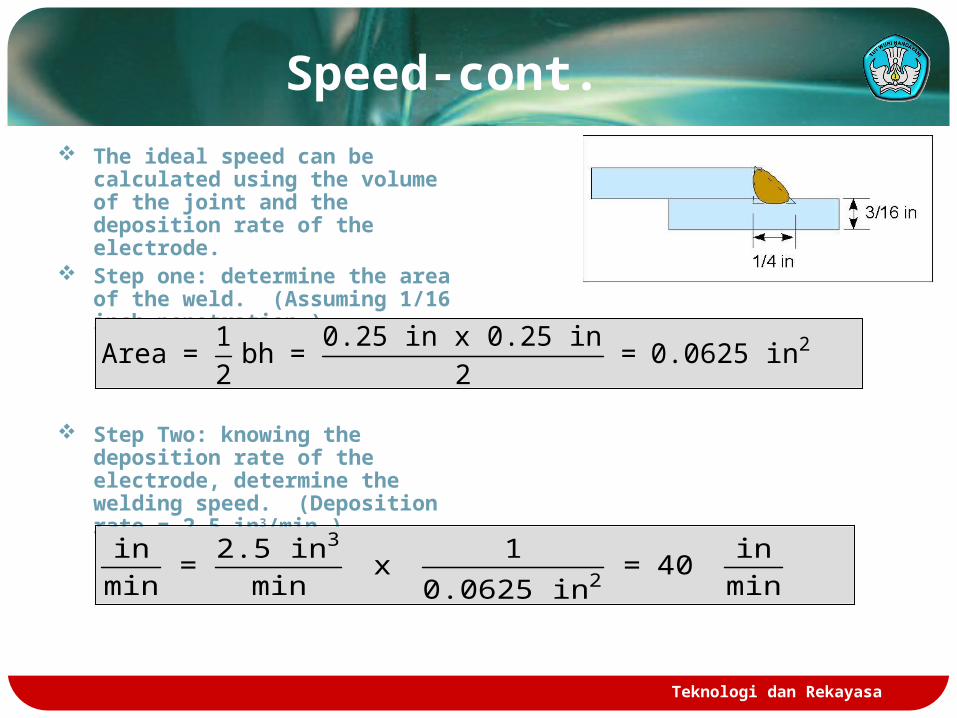
The ideal speed can be calculated using the volume of the joint and the deposition rate of the electrode.
Step one: determine the area of the weld. (Assuming 1/16 inch penetration.)
Step Two: knowing the deposition rate of the electrode, determine the welding speed. (Deposition rate = 2.5 in3/min.)
Area =12bh =
0.25 in x 0.25 in2
= 0.0625 in2
inmin
=2.5 in3
min x
1
0.0625 in2= 40
inmin
Teknologi dan Rekayasa
Speed-cont.
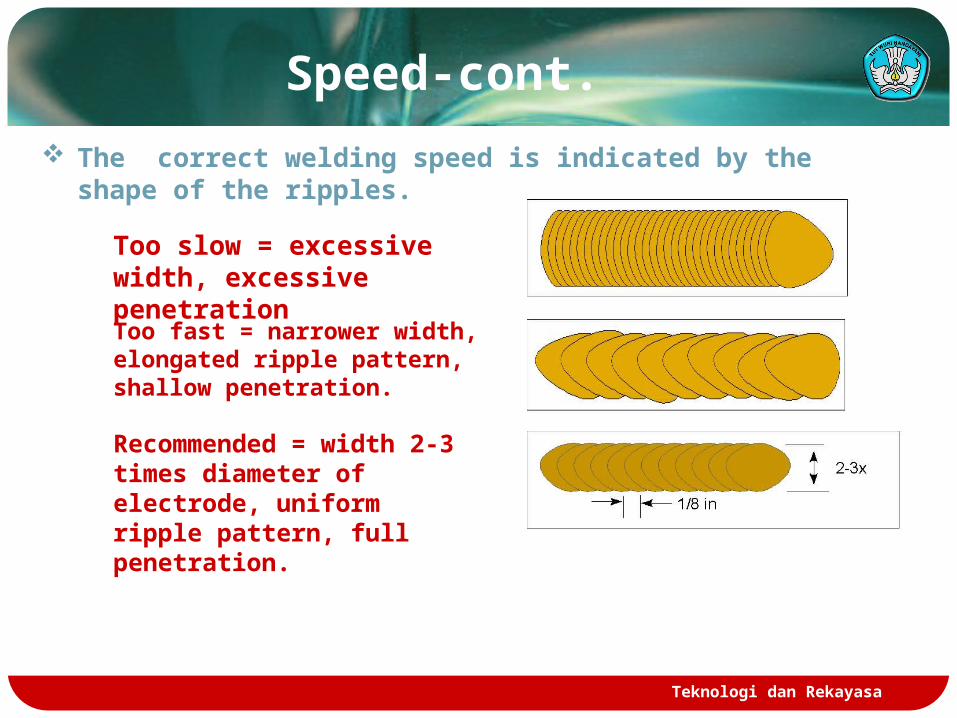
The correct welding speed is indicated by the shape of the ripples.
Too fast = narrower width, elongated ripple pattern, shallow penetration.
Recommended = width 2-3 times diameter of electrode, uniform ripple pattern, full penetration.
Too slow = excessive width, excessive penetration

Teknologi dan Rekayasa
Current and Speed
Teknologi dan Rekayasa
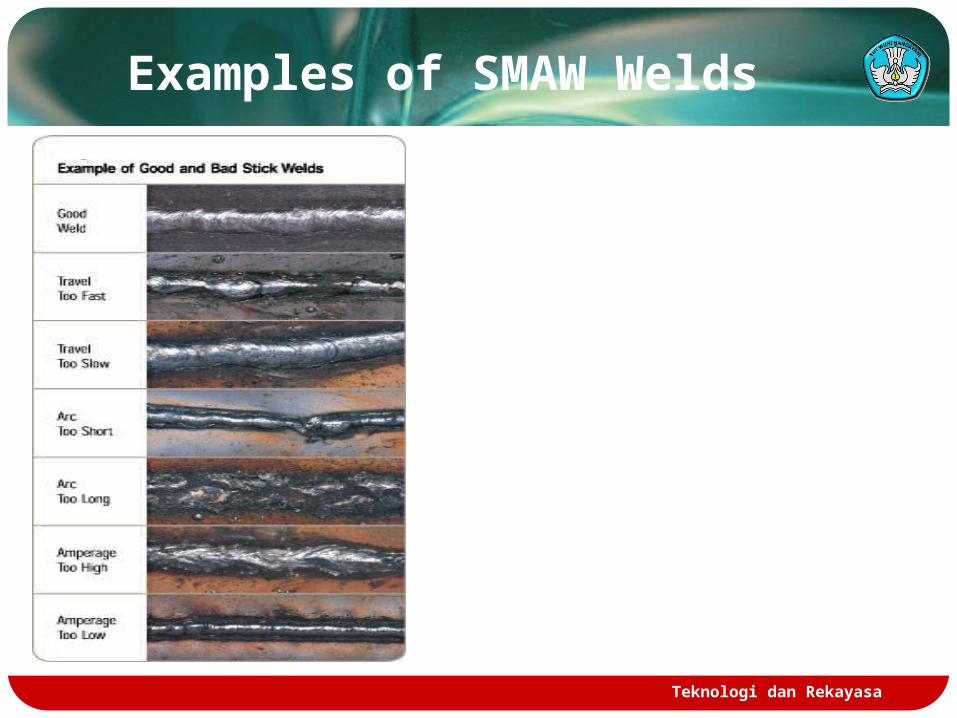
Examples of SMAW Welds

Teknologi dan Rekayasa
Flat Position – Butt Joints piping
Earlier reexplained that welding can be done in any position, but it is much simpler when done in the flat position. In this position, the work is less tiring, welding speed is faster, the molten puddle is not as likely to run, and better penetration can be achieved. Whenever possible, try to position the work so you can weld in the flat position. In the flat position, the face of the weld is approximately horizontal.

Teknologi dan Rekayasa
Flat Position – Butt Joints piping

Teknologi dan Rekayasa
Flat Position – Butt Joints piping

Teknologi dan Rekayasa
Flat Position – Butt Joints Multipass piping

Teknologi dan Rekayasa
Weaving Motions
You may use one of the weaving motions shown, depending upon the type of joint and size of electrode.
Teknologi dan Rekayasa
Horizontal Position
You will discover that it is impossible to weld all pieces in the flat position. Often the work must be done in the horizontal position. The horizontal position has two basic forms, depending upon whether it is used with a groove weld or a fillet weld. In a groove weld, the axis of the weld lies in a relative horizontal plane and the face of the weld is in a vertical plane. In a fillet weld, the welding is performed on the upper side of a relatively horizontal surface and against an approximately vertical plane

Teknologi dan Rekayasa
Vertical Position
A “vertical weld” is defined as a weld that is applied to a vertical surface or one that is inclined 45 degrees or less. Erecting structures, such as buildings, pontoons, tanks, and pipelines, require welding in this position. Welding on a vertical surface is much more difficult than welding in the flat or horizontal position due to the force of gravity. Gravity pulls the molten metal down.
To counteract this force, you should use fast-freeze or fill-freeze electrodes. Vertical welding is done in either an upward or downward position. The terms used for the direction of welding are vertical up or vertical down.
Vertical down welding is suited for welding light gauge metal because the penetration is shallow and diminishes the possibility of burning through the metal. Furthermore, vertical down welding is faster which is very important in production work.
Teknologi dan Rekayasa
Overhead Position
Overhead welding is the most difficult position in welding. Not only do you have to contend with the force of gravity but the majority of the time you also have to assume an awkward stance. Nevertheless, with practice it is possible to make welds equal to those made in the other positions.
Current Settings and Electrode Movement
To retain complete control of the molten puddle, use a very short arc and reduce the amperage as recommended. As in the vertical position of welding, gravity causes the molten metal to drop or sag from the plate.
When too long an arc is held, the transfer of metal from the electrode to the base metal becomes increasingly difficult, and the chances of large globules of molten metal dropping from the electrode increase.
When you routinely shorten and lengthen the arc, the dropping of molten metal can be prevented; however, you will defeat your purpose should you carry too large a pool of molten metal in the weld.

Teknologi dan Rekayasa
Show SMAW piping

Teknologi dan Rekayasa
Knowledge is the key to success