trt barrel status
TRANSCRIPT
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
TRT barrel status
Pauline Gagnon – Indiana University
Production status
Acceptance test plans
Integration plans
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
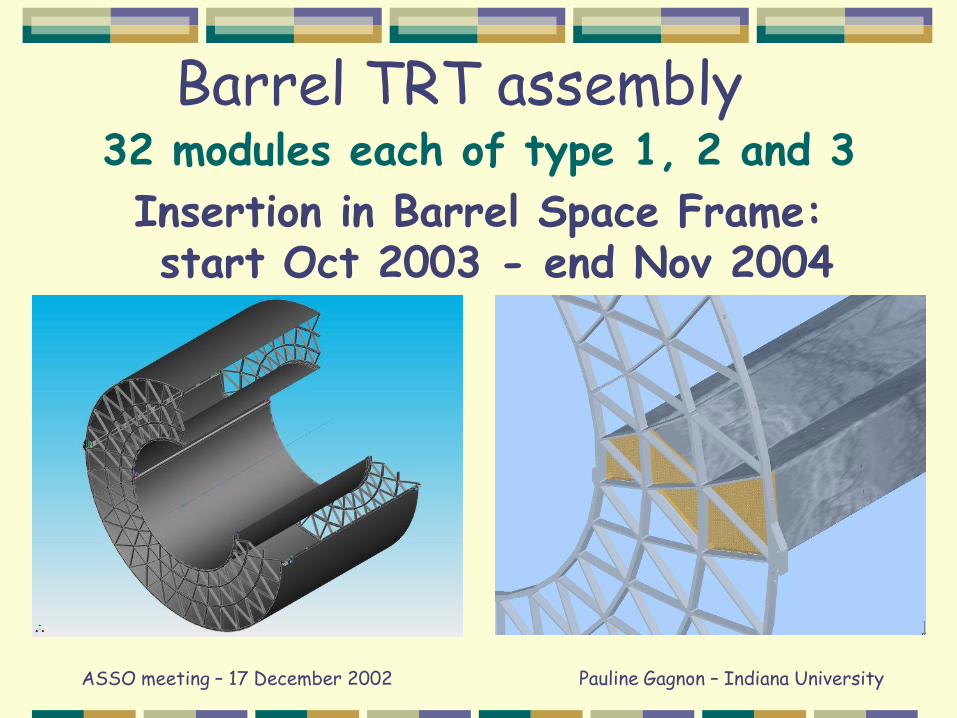
Barrel TRT assembly32 modules each of type 1, 2 and 3
Insertion in Barrel Space Frame: start Oct 2003 - end Nov 2004
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
ATLAS barrel TRT production:3 universities involved
Hampton– Component production
Straw Assemblies
HV plate testing
Dividers and wire supports
Gain mapping of all modules
Stringing
Duke– Module Assembly
Modules of type 2 and 3
wire joints and HV plate assembly
Indiana - Module Assembly
Modules of type 1 and 3
Shells and radiators
Since wire-joint decision:
Module mechanical production reorganized for efficient use of the assembly teams at the three sites.
Wire stringing recommenced in August.
Need to finish wire stringing by the summer of 2003.
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
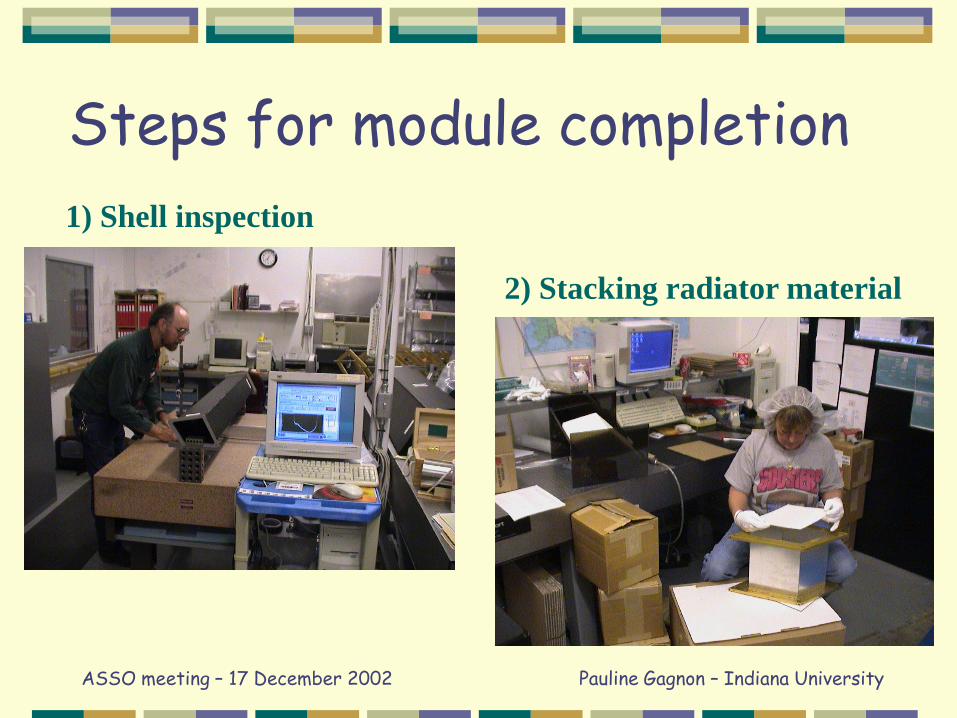
Steps for module completion
1) Shell inspection
2) Stacking radiator material

Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Module constructionInsert radiator stacks and dividerInsert strawsInstall tension and HV plates14 modules to be done
To be completed by March 03
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Wire-joint production
Still 16000 joints to produce
2 stations in operation
80 joints/station/8 hr shift
Task to be completed by April 2003
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
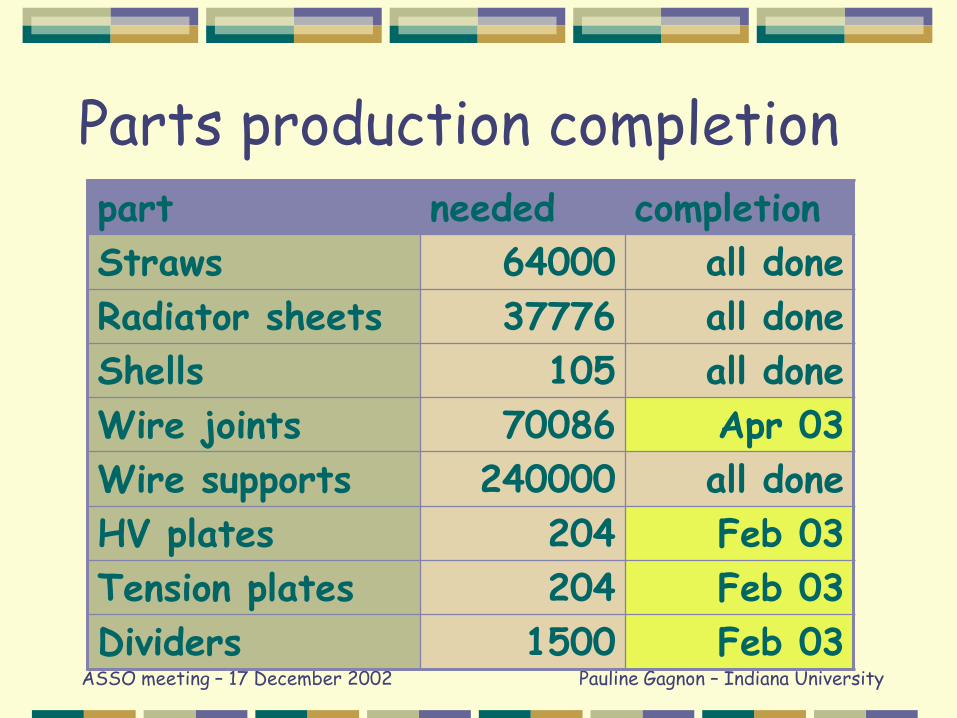
Parts production completionpart needed completion
Straws 64000 all done
Radiator sheets 37776 all done
Shells 105 all done
Wire joints 70086 Apr 03
Wire supports 240000 all done
HV plates 204 Feb 03
Tension plates 204 Feb 03
Dividers 1500 Feb 03

Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
The last straw – 4 Dec 2002
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
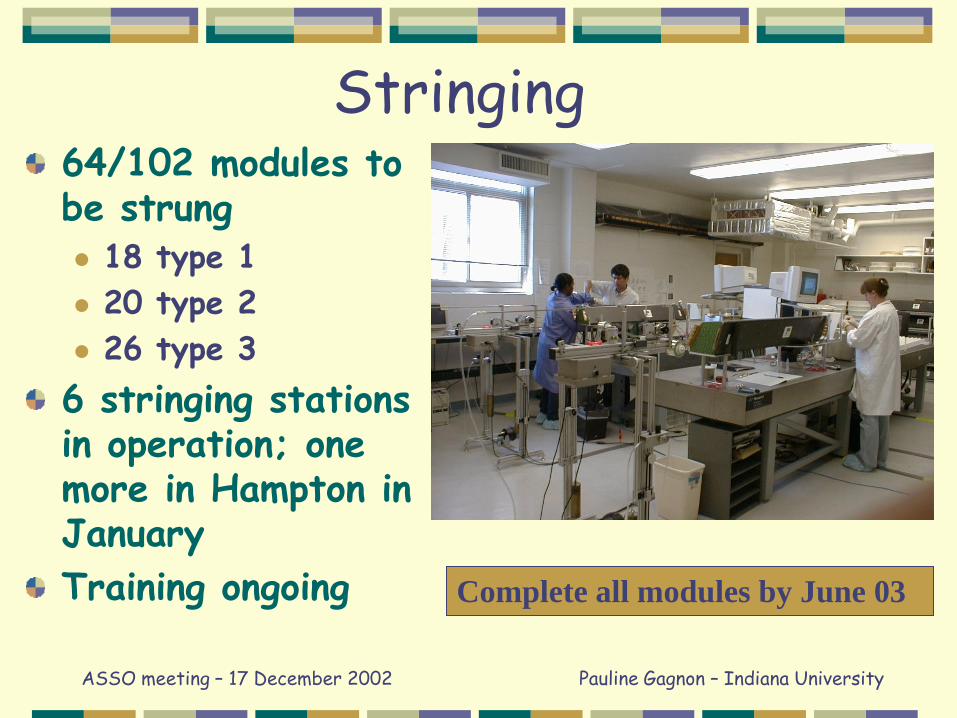
Stringing64/102 modules to be strung 18 type 1
20 type 2
26 type 3
6 stringing stations in operation; one more in Hampton in January
Training ongoing Complete all modules by June 03
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
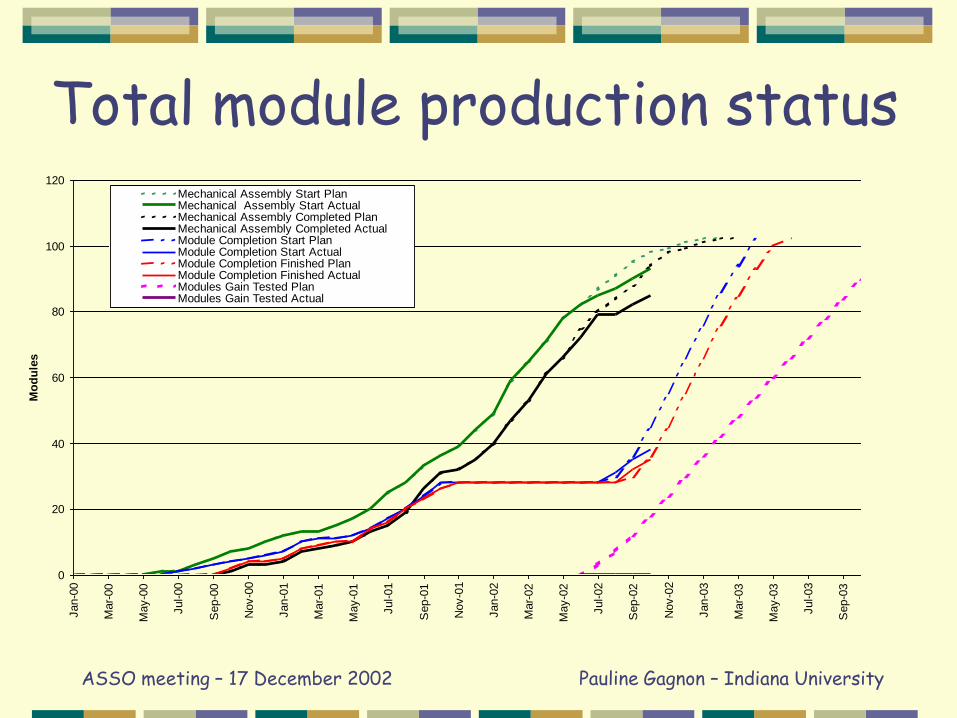
Total module production status
0
20
40
60
80
100
120
Jan-0
0
Mar-
00
May-0
0
Jul-00
Sep-0
0
Nov-0
0
Jan-0
1
Mar-
01
May-0
1
Jul-01
Sep-0
1
Nov-0
1
Jan-0
2
Mar-
02
May-0
2
Jul-02
Sep-0
2
Nov-0
2
Jan-0
3
Mar-
03
May-0
3
Jul-03
Sep-0
3
Mo
du
les
Mechanical Assembly Start PlanMechanical Assembly Start ActualMechanical Assembly Completed PlanMechanical Assembly Completed ActualModule Completion Start PlanModule Completion Start ActualModule Completion Finished PlanModule Completion Finished ActualModules Gain Tested PlanModules Gain Tested Actual
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Complete mapping by August 2004
Gain mapping at Hampton
Each completed module will be gain mapped in Hampton
Engineering run took place in September Temperature control
problem now fixed
2 modules mapped in December
There have been delays but full scale mapping due to start Jan 2003
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
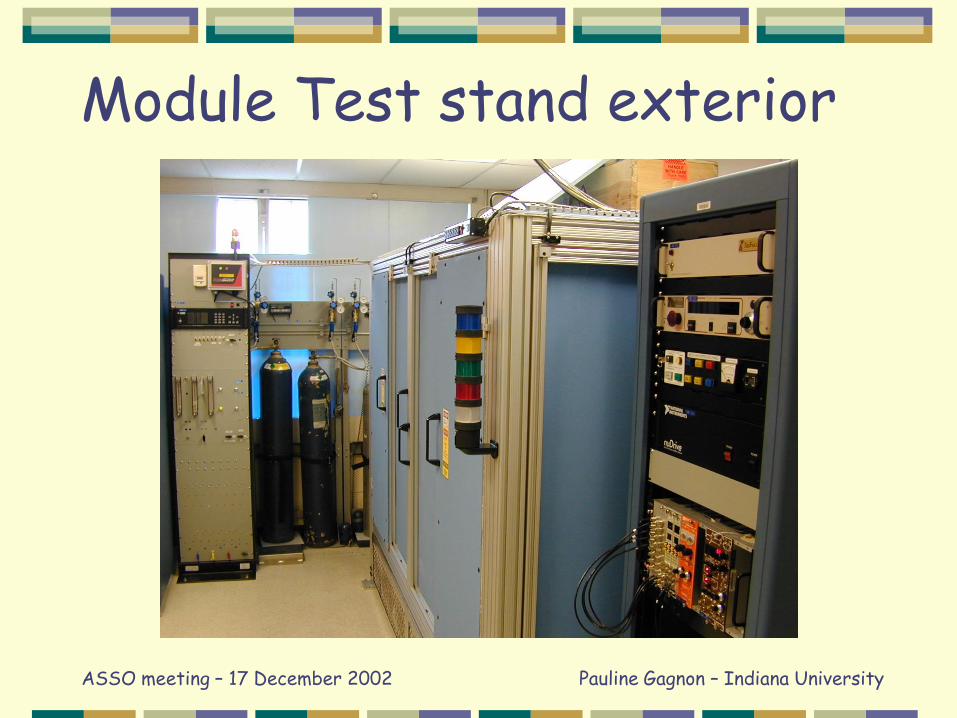
Module Test stand exterior
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
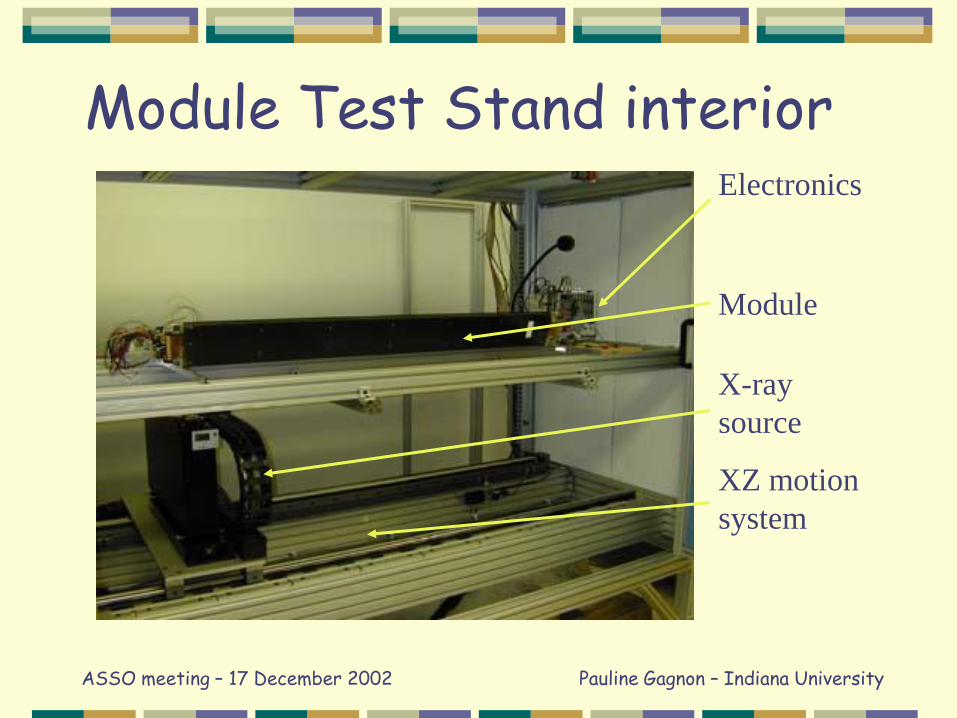
Module Test Stand interiorElectronics
Module
X-ray
source
XZ motion
system

Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Gain mapping results (Sept 02)
Transient variation in monitor gain correlated with room temperature variation
Problem is now corrected
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
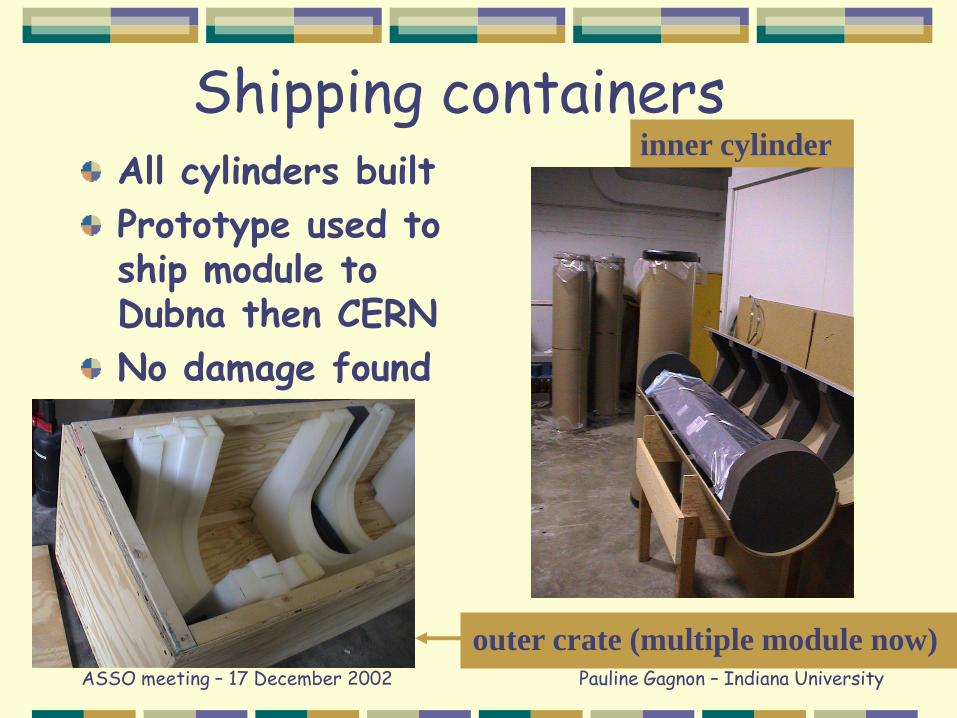
Shipping containersAll cylinders built
Prototype used to ship module to Dubna then CERN
No damage found
inner cylinder
outer crate (multiple module now)
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Acceptance tests at CERN
All in building 154
Production plans: start March 2003
test 102 modules
1 week/module
1 year for two full-time technicians
Done by Sept 2004
Dimensional checks
Leak test
Tension test
HV checks
Gain mapping
HV conditioning
Rework if necessary
Repeat all checks done in USA
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Acceptance tests at CERN
The way it
looked in
September

Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Acceptance test facility now
Dimensional tests and
database
Leak test
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
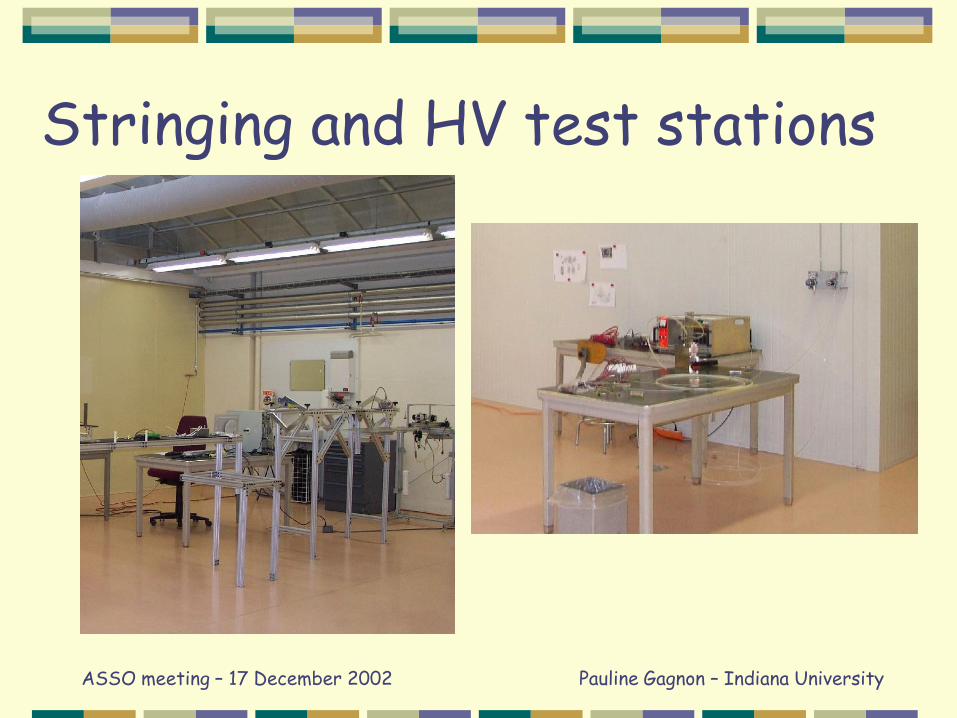
Stringing and HV test stations
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
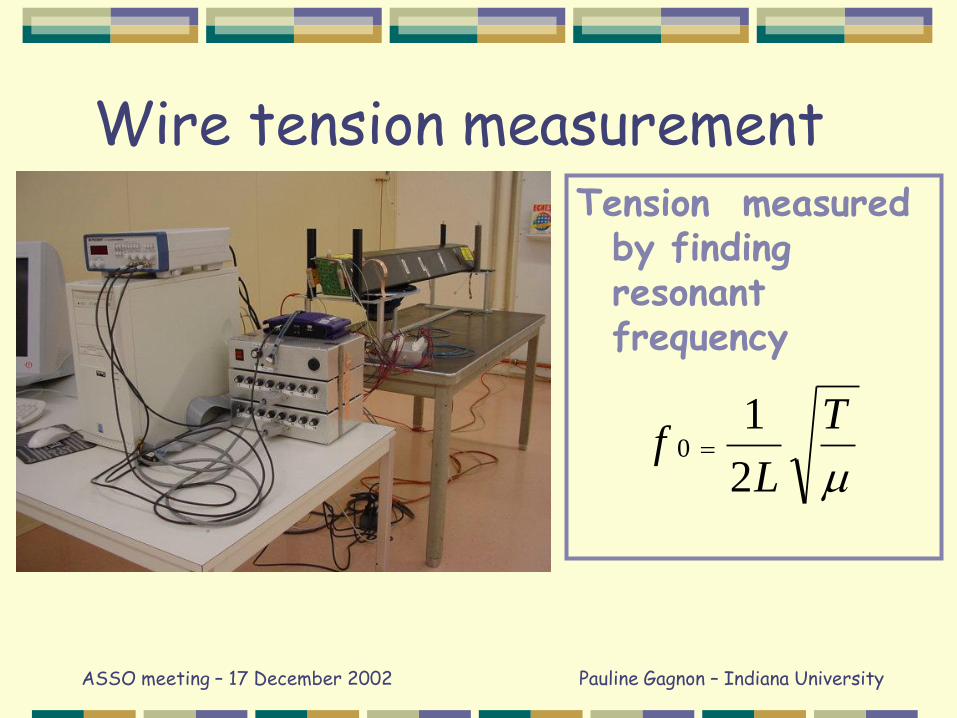
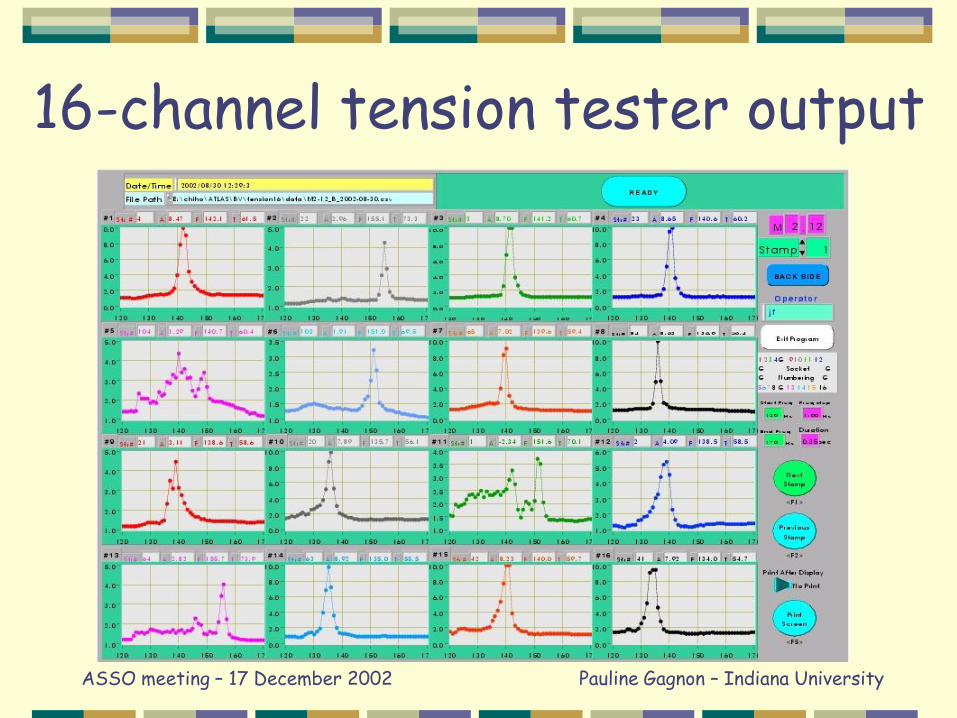
Wire tension measurementTension measured
by finding resonant frequency
T
Lf
2
10
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
16-channel tension tester output
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
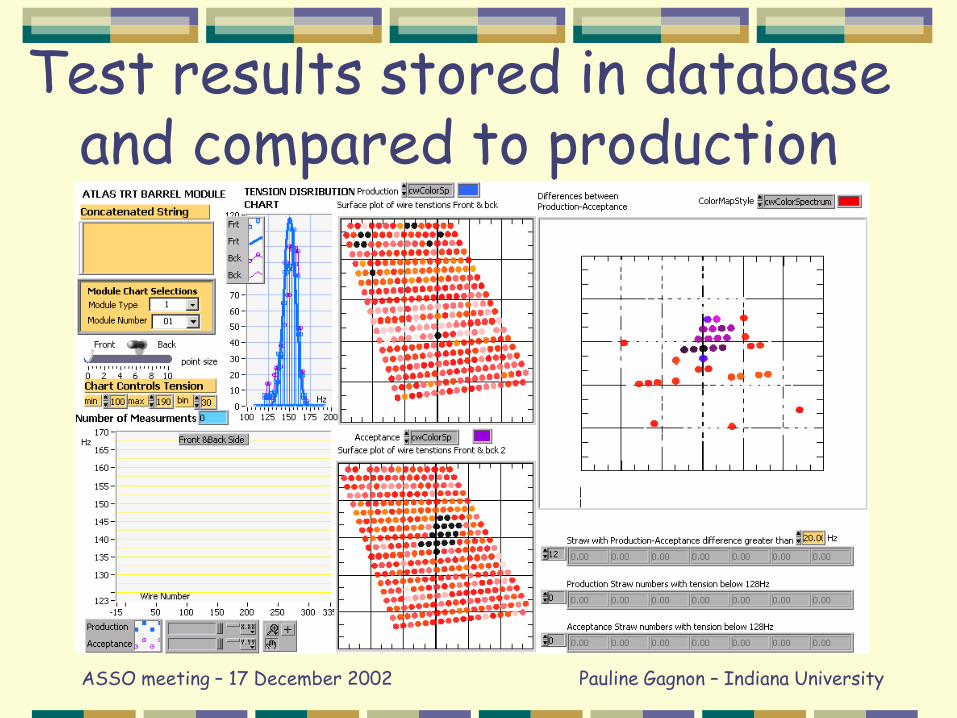
Test results stored in database and compared to production
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Acceptance test statusAll equipment is in place except: HV conditioning cabinet to process 12 modules at a time
Gain mapping station
Storage rack (on order)
Database is given a shake down
Final adjustments made on all stations
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
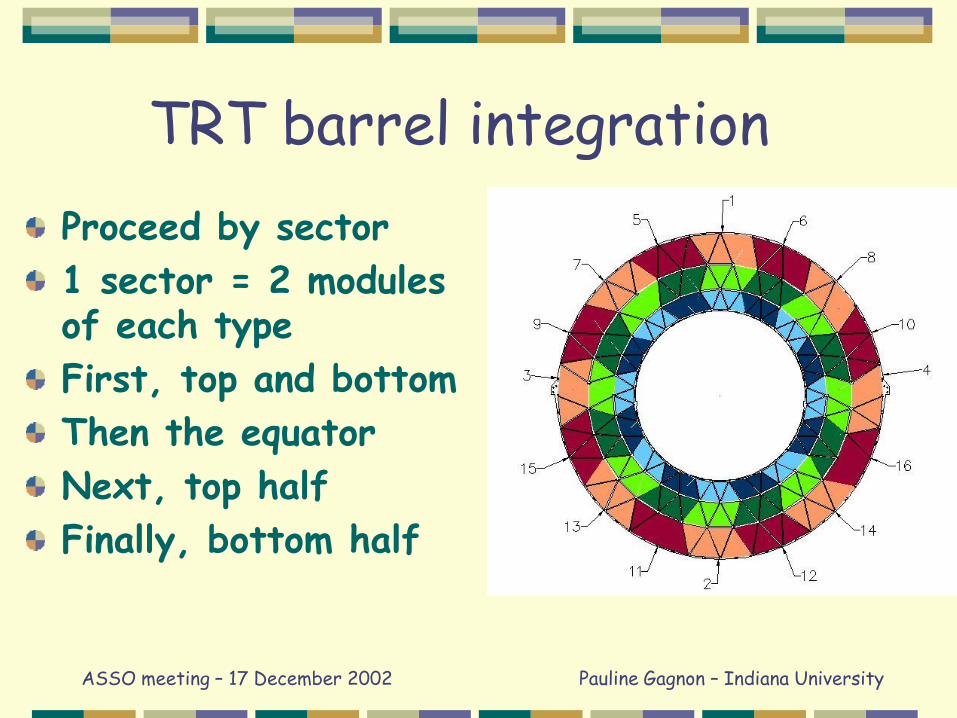
TRT barrel integration
Proceed by sector
1 sector = 2 modules of each type
First, top and bottom
Then the equator
Next, top half
Finally, bottom half
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Module installation in tool
Place assembly stands
Install inner ventilation gas fitting
Secure module in insertion tool
Position and align insertion tool
Install mounting hole pins and shims
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
For each module in a sector:
Install module
Install ventilation gas module ‘’grommets’’
Connect HV fuse box to Kapton connectors
Test each HV channel at capacitor barrel hole
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
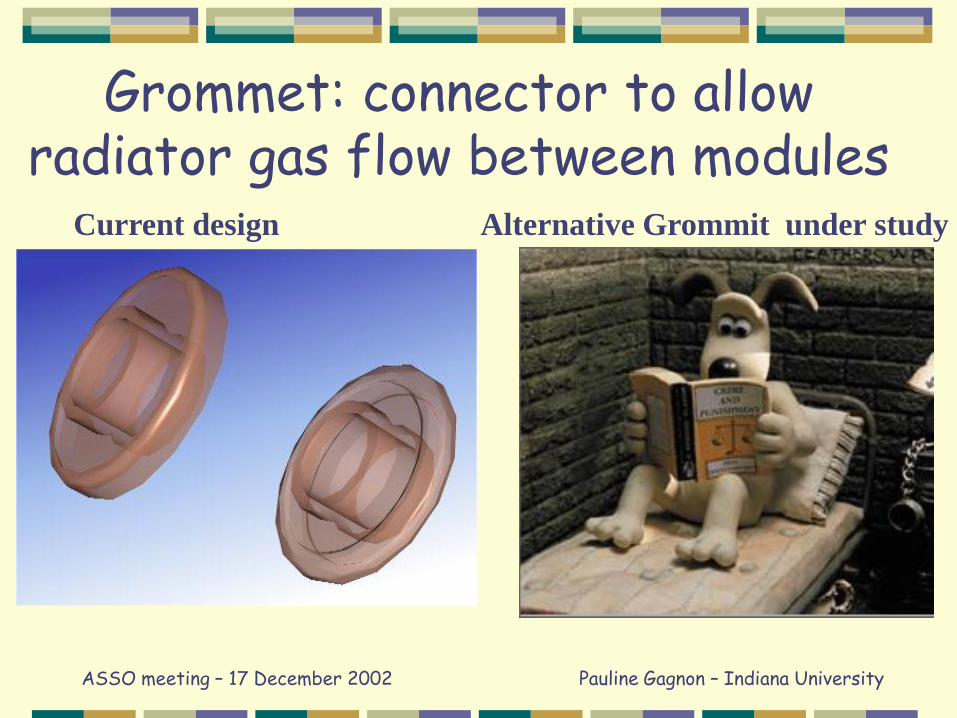
Grommet: connector to allow radiator gas flow between modules
Current design Alternative Grommit under study
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
For each sector :
Install Type 1 inner modules
Install Type 2 and Type 3 modules
Install outer ventilation gas fitting
Install ventilation gas test manifold
Conduct Ventilation Gas Test
Disconnect gas test supply line
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
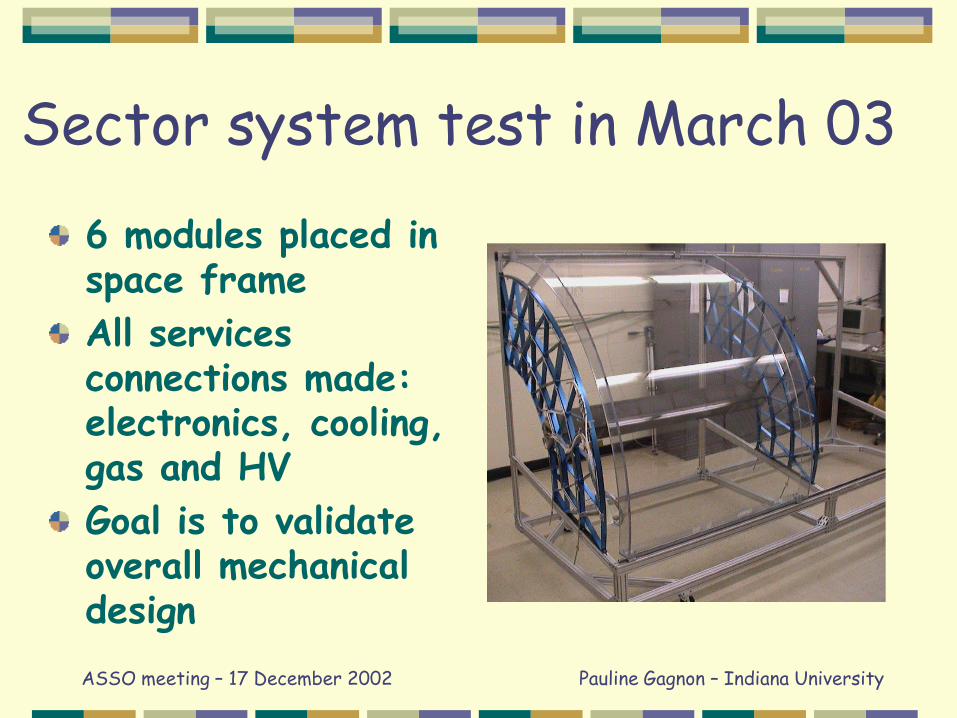
Sector system test in March 03
6 modules placed in space frame
All services connections made: electronics, cooling, gas and HV
Goal is to validate overall mechanical design
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Electronics insertion on sector Install electronics stacks and cooling plates
Install roof boards or snake cables
Install cooling supply and return lines
Electronics Testing
Disconnect cooling lines
Install temporary gas manifolds for cooling, active gas and ventilation gas
Install cooling and active gas interconnect tubes for six modules
Repeat at the back – test front & back in parallel
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
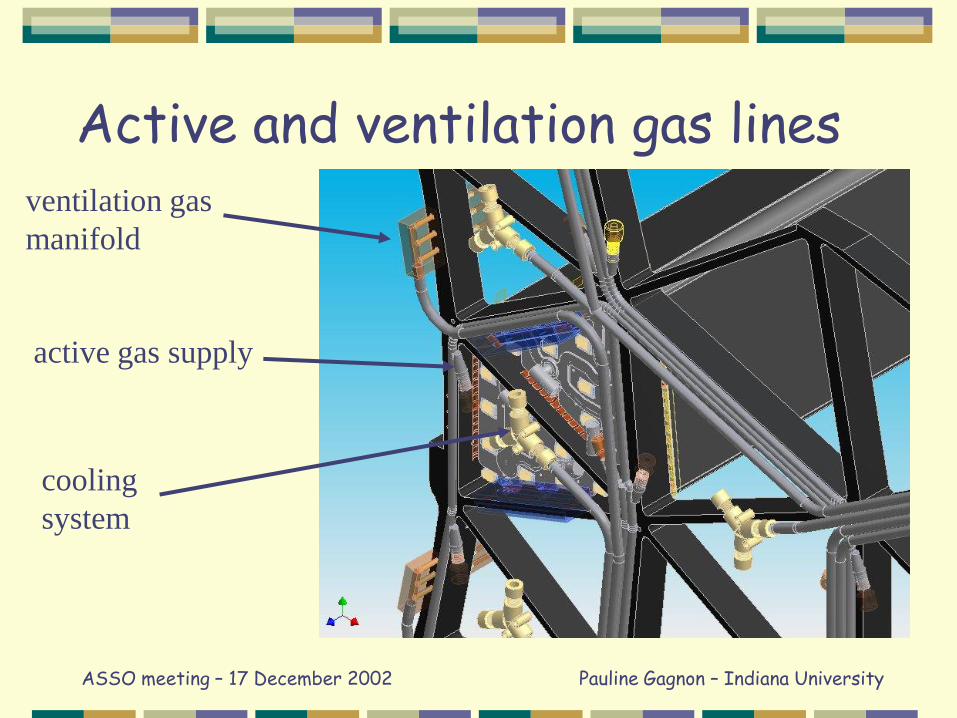
Active and ventilation gas lines
cooling
system
ventilation gas
manifold
active gas supply
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Barrel Final AssemblyInstall final gas manifolds (cooling, active gas, ventilation)
Turn on cooling pump and test for leaks
Turn on all electronics at both ends
Measure temperatures and balance system
Measure & record flow rates
Turn off electronics and cooling pump
Conduct active gas leak test
Install ventilation gas supply lines
Conduct leak test
Complete Faraday shield connections
Conduct noise tests (and possibly cosmic ray tests)
Fill barrel with inert gas
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
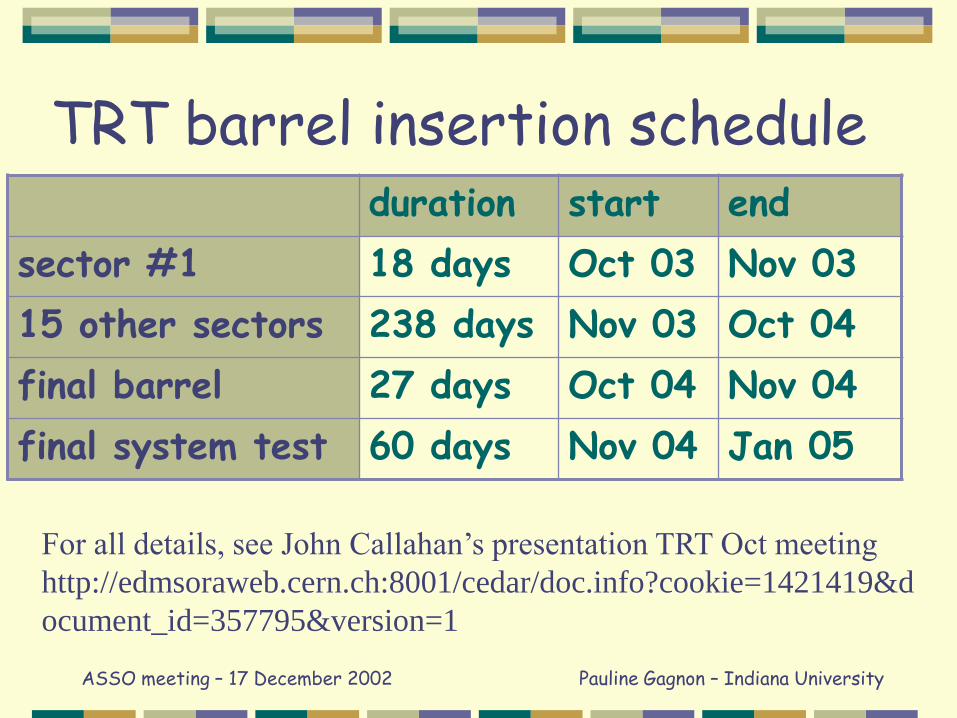
TRT barrel insertion scheduleduration start end
sector #1 18 days Oct 03 Nov 03
15 other sectors 238 days Nov 03 Oct 04
final barrel 27 days Oct 04 Nov 04
final system test 60 days Nov 04 Jan 05
For all details, see John Callahan’s presentation TRT Oct meeting
http://edmsoraweb.cern.ch:8001/cedar/doc.info?cookie=1421419&d
ocument_id=357795&version=1
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
Do we need more manpower?
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
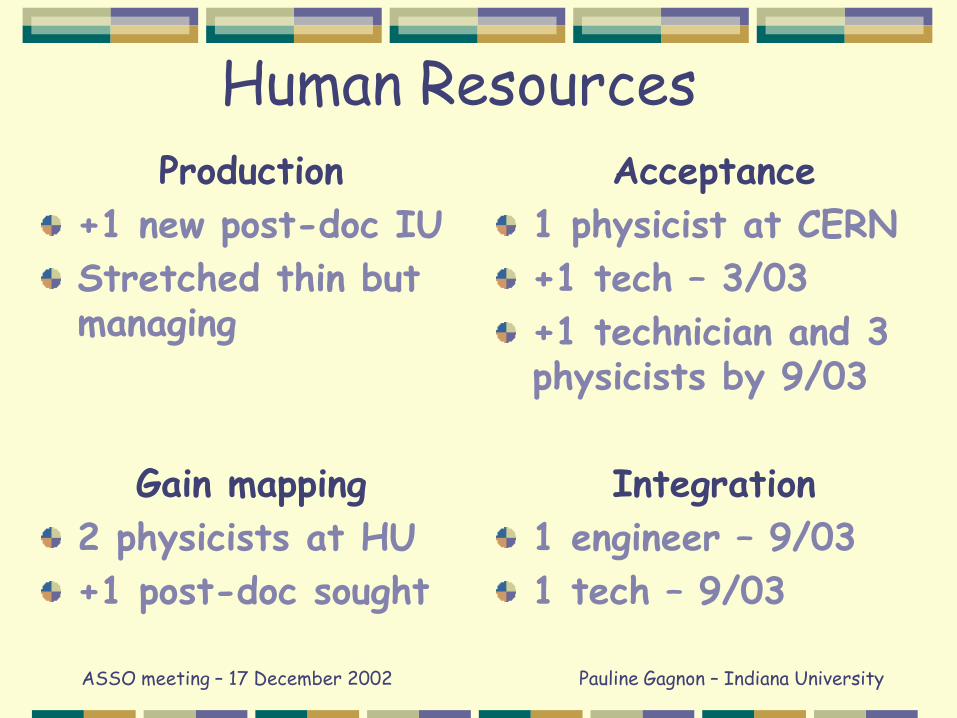
Human ResourcesProduction
+1 new post-doc IU
Stretched thin but managing
Gain mapping
2 physicists at HU
+1 post-doc sought
Acceptance
1 physicist at CERN
+1 tech – 3/03
+1 technician and 3 physicists by 9/03
Integration
1 engineer – 9/03
1 tech – 9/03
Pauline Gagnon – Indiana UniversityASSO meeting – 17 December 2002
SummaryModule production coming to completion, including spare modules and spare parts
No show stoppers in view
Many delays with the gain mapping station at Hampton but we will meet schedule for final assembly at the end of 2004
Equipment, software, database getting a shake down for acceptance tests
Plans/tooling for insertion being finalized