以銘 版製程為例 construction of process capability analysis …...
TRANSCRIPT
2019富邦人壽管理博碩士論文獎
建立不同資料型態之多品質製程能力分析模式-以銘
版製程為例
Construction of Process Capability Analysis Model
with Multiple Characteristics for Different Data
Types - A Case Study of Nameplate Process
摘要
顧客評估產品品質好壞會取決於其關鍵品質特性的表現,且顧客所關心的關鍵品質
往往不會只有一種,因此管理者需針對產品之多品質特性建立一套可綜合評估產品多品
質特性之衡量模式。過去許多學者以製程能力指標為基礎,建構多品質特性之製程能力
指標衡量模式,但製程能力指標之衡量多受限於計量型的資料型態;然而實務上許多品
質特性也屬於計數型的資料型態。因此本研究提出同時考量計量與計數型態之多品質製
程能力分析模式,針對計數型品質特性,將計數型資料的樣本依樣本分佈透過卜瓦松分
配或二項分配計算出對應的機率值,將每個樣本的機率換算為標準常態分配下的標準分
數(standard score, z-score),藉此可得到與計量型資料相同的尺度且樣本分佈近似於常態,
接著轉換後的計數型資料與計量型資料根據製程能力指標,進一步建立可同時評估望大
(larger the better, LTB)、望目(nominal the best, NTB)與望小(smaller the better, STB)品質特
性的多品質製程能力分析圖 (multiple characteristics process capability analysis chart,
MPCAC)。最後以銘版為案例導入本研究建立的多品質製程能力衡量模式,對製程中不
同品質特性及資料型態進行全面的評估,接著從分析的結果中找出製程中的變異來源並
提出改善建議,以確保產品整體的品質達到顧客滿意。
關鍵字:製程能力指標、多品質製程能力分析圖、計數資料型態、計量資料型態

2019富邦人壽管理博碩士論文獎
1
壹、緒論
一、研究動機與目的
美國品質學會(American Society for Quality, ASQ) (2018)指出產品或服務的品質具有
不同的特性(characteristics),指的是產品或服務的性質。而品質特性(quality characteristic)
的定義則是能滿足顧客所需的重要屬性,Genero Bocco, Moody and Piattini (2005)定義產
品的品質特性為滿足終端顧客所需的特徵。品質特性大致分為三類,首先是品質特性越
大越好的望大型(larger the better, LTB)品質特性,例如:電池的續航能力、電子產品的使
用壽命等。有的品質特性是越小越好,理想值甚至為零的特性,為望小型(smaller the better,
STB)品質特性,例如:每個食品樣本中檢驗出的生菌數含量、汽車室內的噪音音量檢測
值等。而也有的品質特性的規格需求既不希望過大也不要過小,有特定之輸出目標的望
目型(nominal the best, NTB)品質特性,意義為產品的品質目標希望精準的落在目標值,
若偏離目標則可能造成更多損失。
隨著近代的製造技術以及資訊科技發展,使產品的功能、複雜度與精密度大幅提升,
這時產品通常具備多種的品質特性(Wang, Chen, Wang, & Chang, 2011),在競爭激烈的市
場中,顧客不會只考量一個品質特性,若產品只具備一項具有競爭力的品質特性,將容
易遭到其它產品淘汰。也因為多種品質特性的情形下,顧客認定產品或服務的好壞會同
時評估多種不同的面向(Ribeiro & Elsayed, 1995),而必須要當所有的條件被滿足時,顧
客才會判定品質是優良的(Bothe, 1999),Gupta, Kota and Mishra (2016)指出顧客重視產品
的整體品質,要能滿足顧客重視的所有品質特性才能被視為良品。產品品質定義取決於
顧客,因此廠商衡量或判定的方式也可能各有不同。為滿足顧客需求,產品常會同時具
有多品質特性(multiple characteristics),以產品生產的角度來說,產品在交貨之前會經由
各製程相關品管人員的層層確認才會送交到顧客手中。因此若管理者要對組織製程的績
效進行評估,常見的品質管理方法有製程能力分析、品管七大手法、製程良率等工具,
提供管理者來分析製造流程的狀況,而評估製程良率為評估品質優劣最簡易的方式,不
過製程良率僅是單一的指標,提供給管理者的資訊難以從中找出製程中的問題來源,更
無法進一步針對問題要因進行改善。
製程能力分析(process capability analysis, PCA)是一種應用統計理論分析製程績效的
評估方式,學者與管理者可應用此概念中的製程能力指標(process capability index, PCI)
評估並監控生產流程的品質狀況,製程能力指標是以指標的計算來驗證製程的輸出是否
達到顧客要求,以及製程與規格的偏離程度。但單純以製程能力指標僅能衡量單一的品
質特性,因此後續有許多學者不斷深入研究製程能力分析或指標,提出製程能力指標Cp、
Cpk、Cpm、Cpmk以更深入評估製程潛力的研究(Juran, 1974;Kane, 1986;Chan, Cheng, &
Spiring, 1988;Pearn, Kotz, & Johnson, 1992),做為後續許多製程能力分析的重要基礎。
然而製程能力指標無法滿足於現在產品的多品質評估需求,也無法將產品中所有品質特
性都考慮進去(Yu & Chen, 2016),為了解決這個衡量上的問題,因此後續有許多學者應
用製程能力指標等統計方法與圖形為基礎發展而來的評估模式,用以同時衡量產品中多
樣又複雜的品質特性,提出各式不同類型指標結合圖形的方式,將產品多個品質特性的
製程能力一次呈現在二維的圖面上,協助管理者同時評估產品多個品質特性時的製程能

2019富邦人壽管理博碩士論文獎
2
力。Singhal (1991)為首位提出多製程績效分析圖(multi-process performance analysis chart,
MPPAC),以六標準差概念評估具雙邊規格的產品多品質特性,之後 Pearn & Chen (1997)
則將Cpm與Cpmk的概念應用於製程績效分析圖,改善了製程偏離目標卻無法被衡量的問
題。此外 Chen, Huang, and Li (2001)以Cp、Cpu、Cpl、Cpk和Cpa為基礎進行修改,評估產
品對稱與不對稱公差及望大型與望小型的規格提出製程能力分析圖(process capability
analysis chart, PCAC),而 Chen, Yu, and Sheu (2006)修改 PCAC 中的Cpa取代為更佳的Cpn
指標,可同時以望小型(Cpu)、望大型(Cpl)和望目型(Cpn)的規格評估產品製程績效,並建
立新一代的製程能力監控圖(process capability monitoring chart, PCMC)。在近幾年的研究
中,Chang, Wang, and Chen (2014)則是以準確度(δ)與精確度(γ)兩個指標推估六標準差水
準及相對應的良率,並以此概念提出製程品質水準分析圖(process quality-level analysis
chart, PQLAC)。Yu & Chen (2016)則基於望小型(Cpu)、望大型(Cpl)、準確度(δ)、精確度
(γ )等指標,提出一個可同時評估望小、望大、望目型三種品質特性的綜合品質檢驗圖
(integrated quality test chart, IQTC)。
從上述文獻中,雖然已有學者將製程能力分析結合二維(two-dimensional)圖面反應
產品的多個品質特性,但是其中還是有衡量上的限制,也就是衡量的資料是以計量型
(variable data)的資料為主,計量型資料為連續型的資料型態,常以數值表示量測的結果,
例如零件外徑、長度、厚度、溫度等等;不過在實務上的生產作業中,許多製程產出的
品質特性無法以量測的計量值呈現,也就是計數型(attribute data)的形式,美國品質學會
(2018)定義計數型資料指的是品質僅有通過、不通過(go/no-go)的資訊,也就是各個獨立
檢測樣本之間並沒有大小、數值或程度上的差異。在過往研究中,製程能力分析模式大
多是衡量計量型資料的品質特性,為避免因忽略某項品質特性造成評估上的落差,故本
研究發展能同時衡量所有資料型態(計量與計數)的製程能力評估模式。顧客會同時評估
產品多個的品質特性,因此基於以上所述品質特性可能會有不同資料型態的條件為前提,
透過近幾年相關的研究文獻整理,發展出本研究合適之多品質製程能力分析圖,並結合
本研究的銘版案例做為實證對象,同時評估銘版製程所包含的多品質特性,協助生產管
理者隨時能監控製程狀況,快速掌握銘版製程的輸出績效以及變異來源。
整體來說,本研究發展的評估模式可做為製造相關產業參考,管理者藉此得以進行
整體製程的績效評估,以下三點為本研究目的:
(一) 根據產品的品質檢驗項目不同衡量方式,建立計量與計數型資料不同資料
型態的製程能力衡量模式,滿足實務上得以同時評估製程能力的需求。
(二) 結合研究目的(一),進一步建立能同時衡量望大、望目與望小型品質特性的
多品質製程能力分析圖。
(三) 將研究目的(一)、(二)所發展出的不同資料型態下之多品質製程能力分析模
式應用於實證案例,改善銘版製程品質。
貳、建立不同資料型態衡量與分析模式
產品若同時具有多個品質特性,單一指標無法有效的同時衡量所有品質特性之製程
能力,一般針對此情況會建構多品質製程能力分析模式,來同時衡量多個品質特性。不

2019富邦人壽管理博碩士論文獎
3
過,本研究考量到在品管人員的檢驗實務作業中,不論製程或是成品檢驗,會有某些品
質特性的衡量並非以量測值的方式呈現,產品的品質特性的衡量方式常見的例如有量測
值、數量個數、缺點數、不良率與比率等。過往相關的研究提出的製程能力衡量模式中
無法同時評估計量型、計數型這兩種資料型態,因此本研究將針對計數型資料型態提出
適合的轉換模式,並提出可同時評估兩種不同資料型態(計量、計數型)的衡量模式。以
下將計數型資料根據產品檢驗方式的不同,再進一步區分為缺點數(number of defects)與
不良數(number of defectives)進行資料轉換模式的介紹,並說明轉換後的計數型資料與計
量型資料如何同時衡量其為望大、望目或是望小型品質特性,建立出不同資料型態下之
多品質製程能力分析模式。
一、計數型資料轉換
本研究探討的計數型資料,是指製程的檢驗結果僅有通過與不通過的資料,以往計
數型的資料型態若不進行任何的換算或其他處理,資料可反映的結果僅侷限於良率、次
數的統計,並無製程能力指標公式中的規格上(下)界限、目標等數值,因此無法進行製
程能力分析,更無法深入了解製程變異的情形。此外,過往多數發展計數型資料的製程
能力指標相關研究,多是針對技術型資料發展一個新的指標(Yeh & Bhattcharya, 1998;
Perakis & Xekalaki, 2002;Perakis & Xekalaki, 2005;Hsieh & Tong, 2006;Maiti, Saha, &
Nanda, 2010),但獨立的指標無法結合其他資料型態的品質特性進行綜合評估。以下將
分別說明計數型資料中的-缺點數以及不良數的資料轉換模式。
計量、計數型的資料型態兩者屬性不同,無法以同樣的方式評估製程能力,針對計
數型資料,以下應用 Maravelakis (2016)所提出的計數型資料型態轉換模式,結合
Quesenberry (1991)提出之 Q 統計量(Q statistics)的概念,主要是應用機率密度函數結合
標準常態分配函數,將卜瓦松、二項這類離散型資料基於標準常態分配為基礎,轉換為
具連續型特性的標準分數,並進一步將上述轉換後的資料應用來計算製程能力指標,本
研究所應用的衡量模式特點為能更靈敏的衡量少量樣本的製程(short runs process)及機率
(p)或頻率()參數未知的情況。然而,實務上製程檢驗所取得到的樣本數量往往不大,因
此在少量樣本的前提下,此模式相當適合用來評估計數型資料的品質特性。
(一) 缺點數資料
缺點數定義為每一批量生產中檢驗出每一零件或單位失敗數。一般而言,缺點數的
資料服從卜瓦松分配,因此應用卜瓦松累積密度函數(poisson cumulative distribution
function, Fp)以及標準常態累積分配反函數(−1)兩個函數進行計數型資料的轉換,轉換
後的資料即為標準分數(standard score, z-score)的型態;而該標準分數即為連續型資料
(continuous data)的屬性,在假設母體之已知之下,應用樣本的平均缺點數來當作λ0進行
計算,每組缺點數轉換為標準分數計算如公式
Qp=-1[Fp(xp;λ0)] ( 1 )
Qp為樣本轉換後之估計值;xp為 1個樣本中發生的缺點數;λ0為樣本平均缺點數,在此
做為估計母體缺點發生的頻率。

2019富邦人壽管理博碩士論文獎
4
(二) 不良數資料
不良數定義為製程中的產出不符合規格需求的數量,這其中各個單位皆為獨立且連
續生產,不良率(defects rate)的資料在統計上服從二項分配(binomial distribution),因此應
用二項累積分配函數(binomial cumulative distribution function, FB) 以及標準常態累積分
配反函數(−1)兩個函數公式進行計數型資料的轉換,求出資料轉換之標準分數估計值。
不良數資料在假設母體之 p已知的前提下,應用樣本平均不良率來當作p0進行計算,每
個樣本的轉換計算如公式
QB=−1[FB(xB;ni , p0
)] ( 2 )
QB為樣本轉換後之估計值;xB為樣本中發生的不良次數;ni 為樣本點(sample point)數;
p0為樣本平均不良率,在此做為估計母體的不良率。
本研究將計數型資料的缺點數與不良數分別應用卜瓦松累積密度函數、二項累積分
配函數,結合標準常態累積分配反函數(−1)進行計數型資料的轉換,換算出平均數'、
標準差'、規格上限USL'、規格下限LSL'、目標值T''等估計值(estimated value)。轉換後
的標準分數就具有連續型資料的屬性,可以應用這類近似之估計值進一步進行製程能力
的分析,取代以往僅能以良率(yield)的方式評估品質,更能進一步掌握製程品質狀況。
二、製程能力衡量
單一製程能力指標無法反應出多個品質特性,品質特性又可進一步分為望大、望目
與望小型等三類,多品質製程能力分析圖能衡量多個且不同的品質特性。對此,本研究
將製程的計量型、計數型資料型態同時進行評估,把兩個不同的資料型態一併進行衡量,
本研究考量計量型資料以及轉換後的計數型的資料皆以同一公式進行計算,為了方便說
明,因此本節的多品質製程能力分析圖的指標、臨界值與臨界域公式,皆為可同時估算
計量型以及計數型資料的計算式。本研究的評估模式是在不同資料型態下,將計數型資
料經轉換來評估各別之製程能力,並進一步運用等高線圖的概念延伸為多品質製程能力
分析圖,將所有的品質特性同時進行評估。
本研究將不同的資料型態(計量、計數型)型態下,結合 Yu & Chen (2016)所提出的可
同時包含所有品質特性(望大、望目與望小)的製程能力分析圖,建立一套完整的整體製
程能力評估模式,此多品質製程能力分析圖的基礎是以各個製程規格的指標、臨界值與
臨界域為基礎,來衡量各個製程是否符合六標準差之下 k-sigma 的良率水準,以下詳細
說明各個多品質製程能力分析圖之估計式。根據前述公式( 1 )、( 2 ),可將缺點數與不良
數之計數型資料轉換成近似的標準分數之估計值,轉換後的估計值可用以評估計數型資
料的製程能力。然而在評估製程能力除所衡量的資料類型外,製程也會有不同的品質特
性-望大 LTB、望目 NTB與望小 STB。以下介紹計量型及轉換後之計數型資料兩者,於
各類品質特性的製程能力指標衡量公式。
(一) 單邊(望大、望小)製程規格之製程能力指標
製程可能會僅有單邊規格的情形,以對應到顧客對產品的該項特性要求只會希望越
大越好或是越小越好,單邊規格的製程能力則以 Kane (1986)發展的衡量指標:望小型指

2019富邦人壽管理博碩士論文獎
5
標Cpu,以及望大型指標Cpl。單邊規格的製程能力指標考慮了製程與規格上(下)界限的關
係,本研究衡量單邊規格品質特性的指標公式如( 3 )( 4 )所示:
Cpu=USL−μ
3σ ( 3 )
Cpl=μ−LSL
3σ ( 4 )
USL為規格上限(upper specification limit);LSL為規格下限(lower specification limit);
為製程平均數(process mean);為製程之標準差(process standard deviation)。
(二) 雙邊(望目)製程規格之準確度、精確度指標
在雙邊(望目)規格中,由於製程輸出具有特定目標的概念,因此製程輸出的評估除
了規格公差與變異之外,還需多考慮到準確度的觀點,Vännman (1995)最先提出兩個可
反應望目製程績效的指標,分別為製程準確度指標(accuracy index, δ)以及製程精確度指
標(precision index, )。製程準確度表示每個獨立樣本的量測值與規格值(目標 T)的差距
關係;製程精確度指標則表示每個獨立樣本之間的量測值偏差的大小。而不論是準確度
或是精確度指標,估計值越小表示製程準確度與精確度的誤差越少,也代表製程的績效
表現越佳。本研究所提出的衡量模式藉由製程精準度與精確度指標,來反應雙邊規格是
否能滿足目標(精準度)或是製程變異是否過大(精確度),輔助管理者制訂下一步的改善
對策。此外,衡量雙邊規格特性的精準、精確度指標等參數,也是同樣可計算得出Cpk、
Cpm或Cpmk指標,來反應雙邊規格的績效或是良率。本研究衡量雙邊規格品質特性的準
確度指標公式如( 5 ),精確度指標公式如( 6 )。
δ=μ−T
d ( 5 )
γ=σ
d ( 6 )
T 為目標值(target value);d為規格間距的一半(half the length of specification interval),也
同樣等於(USL–LSL)/2。
在產品具有多品質特性的前提下,品質特性可能會同時有望大 LTB、望目 NTB 與
望小 STB。藉由上述單邊規格指標Cpu、Cpl的發展,可以評估望大 LTB、望小 STB品質
特性是否能滿足顧客的規格需求;雙邊規格指標中的δ指標可以衡量符合製程中心的程
度,而γ指標則是可以衡量製程變異的程度。因此,本節針對所有類型的品質特性,已個
別建立相對應的衡量指標來評估製程的績效。
三、多品質製程能力分析圖
此模式的建立旨在於協助管理者分析同時具有多品質特性的產品時,若這些品質特
性又屬於不同的資料型態(計量、計數型)時,本研究將計數型資料轉換為計量型資料相
同的尺度並設定品質水準的目標,應用於二維平面的分析圖來檢定所有品質特性是否能
夠滿足特定的品質水準。
2019富邦人壽管理博碩士論文獎
6
本研究根據前述所發展之資料轉換方法及衡量指標,將計數型資料以統計的函數轉
換為近似之估計值,進一步藉由結合單邊規格指標Cpu及Cpl與雙邊規格指標精準度與精
確度,說明轉換後的計數型資料如何同時與計量型資料進行製程能力的評估。而本研究
的製程目標設定將以六標準差(six sigma)中的各個品質水準(quality level)來做為製程能
力優劣的評估依據,考慮到品質特性可能受到抽樣誤差的影響,導致分析結果的誤判,
因此品質水準的檢定應用了 Yu & Chen (2016)所發展的臨界值、臨界域,來評估在不同
的抽樣樣本數與顯著水準下,每一個品質特性是否能滿足 k-sigma 的品質水準,建構出
能衡量多個產品品質特性以及不同資料型態下之多品質製程能力分析圖 (multiple
characteristics process capability analysis chart)。使管理者得以在根據不同情況設定產品所
需的品質水準做為目標,分析產品中的所有關鍵品質特性能否滿足顧客所需。
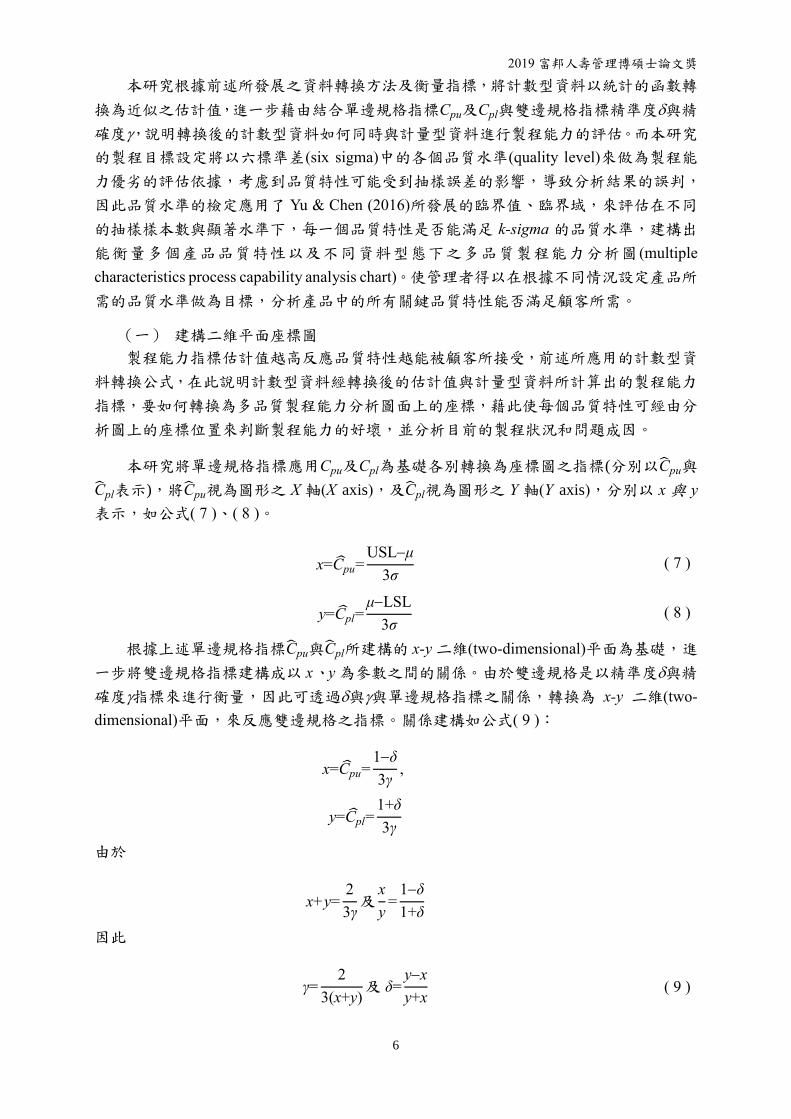
(一) 建構二維平面座標圖
製程能力指標估計值越高反應品質特性越能被顧客所接受,前述所應用的計數型資
料轉換公式,在此說明計數型資料經轉換後的估計值與計量型資料所計算出的製程能力
指標,要如何轉換為多品質製程能力分析圖面上的座標,藉此使每個品質特性可經由分
析圖上的座標位置來判斷製程能力的好壞,並分析目前的製程狀況和問題成因。
本研究將單邊規格指標應用Cpu及Cpl為基礎各別轉換為座標圖之指標(分別以Cpu與
Cpl表示),將Cpu視為圖形之 X 軸(X axis),及Cpl視為圖形之 Y 軸(Y axis),分別以 x 與 y
表示,如公式( 7 )、( 8 )。
x=Cpu=USL−μ
3σ ( 7 )
y=Cpl=μ−LSL
3σ ( 8 )
根據上述單邊規格指標Cpu與Cpl所建構的 x-y二維(two-dimensional)平面為基礎,進
一步將雙邊規格指標建構成以 x、y為參數之間的關係。由於雙邊規格是以精準度與精
確度指標來進行衡量,因此可透過與與單邊規格指標之關係,轉換為 x-y 二維(two-
dimensional)平面,來反應雙邊規格之指標。關係建構如公式( 9 ):
x=Cpu=1−δ
3γ,
y=Cpl=1+δ
3γ
由於
x+y=2
3γ及
x
y=
1−δ
1+δ
因此
γ=2
3(x+y)及 δ=
y−x
y+x ( 9 )

2019富邦人壽管理博碩士論文獎
7
(二) 設定六標準差品質水準
摩托羅拉公司(Motorola, Inc.)設定六標準差(six sigma)目標為製程平均與變異相差
6(Linderman, Schroeder, Zaheer, & Choo, 2003),六標準差的品質水準 k-sigma 演變為
協助企業衡量製程能力的工具(Yu & Chen, 2016),若品質特性滿足更高的品質水準,就
能證實其越能符合顧客所需。本研究的多品質製程能力分析圖按照六標準差下的品質水
準來評估製程能力,以下說明雙邊、單邊規格指標於 k-sigma 等級的計算方法與指標值。
單邊規格製程能力指標,不必考慮製程目標值𝑇。Pearn (1998)指出在標準常態分配
下與良率的不等式關係可表示為:2(3Cpk)−1<Yield<(3Cpk)。因此在品質水準的估計上,
單邊規格指標可再次換算為Yield=(3Cpu)與Yield=(3Cpl),若將良率(Yield)符號(symbol)
表示為 p,單邊規格的圖形指標Cpu與Cpl,結合為公式( 10 )、( 11 )。
Cpu=1
3−1(p) ( 10 )
Cpl=1
3−1(p) ( 11 )
p為良率(yield)。
Linderman et al. (2003)指出,在六標準差的品質水準計算上,摩托羅拉公司(Motorola,
Inc.)考量到製程可能會受到其他因素的干擾,製程平均會有 1.5的偏移。因此準確度指
標δ的品質水準估計上,平均數(process mean, )減目標值(target value, T)之絕對值表示為
1.5σ,品質水準經換算可表示為 1.5/k;而精確度γ的品質水準可應用 1/k來衡量。因此|δ|
及γ兩者品質水準的指標值若越小,則反映出該品質特性越具有製程能力。雙邊規格製程
之準確度為公式( 11 )、( 12 )。
|δ|=|μ−T|
d
1.5σ
kσ=
1.5
k ( 12 )
γ=σ
d
σ
kσ=
1
k ( 13 )
為平均數(process mean);T 為目標值(target value);k表示為六標準差(six sigma)之品質
水準-k-sigma。
表 1 品質水準、良率與指標值參數
品質水準 良率
Yield(%)
雙邊規格指標 單邊規格指標
|δ| Cpu、Cpl
1-sigma 30.2328 1.500 (1.5/1) 1.000 (1/1) −0.173
2-sigma 69.1230 0.750 (1.5/2) 0.500 (1/2) 0.166
3-sigma 93.3189 0.500 (1.5/3) 0.333 (1/3) 0.500
4-sigma 99.3790 0.375 (1.5/4) 0.250 (1/4) 0.833
5-sigma 99.9767 0.300 (1.5/5) 0.200 (1/5) 1.168
6-sigma 99.9997 0.250 (1.5/6) 0.167 (1/6) 1.500

2019富邦人壽管理博碩士論文獎
8
基於上述的雙邊規格、單邊規格的意義,說明雙邊規格準確度、精確度以及單邊規
格Cpu與Cpl指標,評估指標值與相對應六標準差中 k-sigma的品質水準,在標準常態分配
為基礎下,雙邊與單邊規格指標對應於六標準差關係如表 1。
(三) 建構品質特性之檢定模式
製程的品質水準是經樣本數據(sample data)的收集並計算所得出,然而在製程水準
的評定上常應用的方式,常運用製程良率百分比換算標準常態分配下的信賴區間,換算
出製程良率相對應的製程能力指標,但考量到實務上通常是以抽樣(sampling)而並非以
全檢(full inspection)的方式進行,若忽略抽樣誤差(sampling error)可能會導致管理者做出
錯誤的決策(Pearn & Chen, 2002),因此本研究將應用 Yu & Chen (2016)所提出的假設檢
定(hypothesis testing)的品質水準檢定模式,依據不同的樣本數(sample size)、品質水準 k-
sigma 與顯著水準(significant level),來發展用來估計個別對應的臨界值與臨界域,藉此
可確認品質特性是否具一定程度的製程能力。以下將分別說明單邊規格、雙邊規格於 k-
sigma 下對應的臨界值(critical value)及臨界域(critical region)的估計式。
1. 單邊規格臨界值C0與臨界域
針對單邊規格,Pearn & Chen (2002)以 Gamma 函數為基礎,針對單邊規格的製程能
力指標Cpu與Cpl發展最小變量的不偏估計(minimum variance unbiased estimator),為
bf=[2/f]1/2[2/f][(f−1)/2],其中f=n−1,來做為單邊規格之製程能力指標的修正係數。而
Yu & Chen (2016)更是考慮到單邊規格製程中心的兩側並非平均分佈,樣本會呈現非中
心對稱 t 分配(non-central t distribution)。因此單邊規格臨界值C0可表示為公式( 14 ) ,此
外單邊規格在評估上因僅考慮Cpu或Cpl單一個指標,也因此指標值若大於臨界值C0,即
代表該區域之品質特性是具有 k-sigma 的品質水準。
C0=bf×t'α(n−1;3√nw)
3√n ( 14 )
bf=[2/(n−1)]1/2[(n−1)/2]/[(n−2)/2];而 w 則表示為 k-sigma 下,Cpu與Cpl之品質水準估
計值(estimated value);t'α表示非中心 t 分配之反函數。
不同樣本數(sample size)之非中心對稱 t 分配的估計值會有所不同,在顯著水準為
0.05、品質水準在 3-sigma 下,單邊規格於非中心對稱 t 分配的估計值(t'α)可參考表 2。
表 2 不同樣本數於非中心對稱 t分配之估計值
樣本數(n) 顯著水準() 3-sigma
品質水準(w) t'0.05
20 0.05 0.5 9.873
25 0.05 0.5 10.550
30 0.05 0.5 11.188
35 0.05 0.5 11.789
40 0.05 0.5 12.358

2019富邦人壽管理博碩士論文獎
9
2. 雙邊規格臨界值與臨界域
(1) 製程準確度
準確度之臨界值可反應出製程是否偏離(bias)規格目標,也就是說樣本估計值若超出
準確度臨界值,進入臨界域即表示目前製程無法滿足規格目標的需求,反映當前的製程
輸出與目標偏離過大。根據公式( 12 ),準確度指標會有 1.5的偏移,且樣本分配上服從
常態分配,而顯著水準則是考慮到雙邊規格具有對稱公差(symmetric tolerance)的特性,
可表示為(1−√1−α)/2。結合標準常態分配反函數(inverse of the standard normal distribution
function, −1)估算樣本數 n 於 k-sigma 水準下的製程準確度的臨界值,而製程準確度臨
界值C公式如( 15 )。
C=1.5
k+
1
k√n−1[(1−√1−α)/2] ( 15 )
評估雙邊規格之準確度(accuracy)的臨界域,根據公式( 12 )、( 15 ),臨界域CRδ可換
算為公式( 16 ),指標值若在臨界域內表示其精準度不具有 k-sigma 的品質水準。
CRδ= {(x,y)|yx
≥1+Cδ
1−Cδ,yx
≤1−Cδ
1+Cδ} ( 16 )
(2) 製程精確度
同理,精確度臨界值提供管理者了解製程中的變異程度,也同樣地若樣本估計值超
出精確度臨界值,進入臨界域則表示目前製程中的變異過大,需針對流程進行檢討使製
程輸出穩定。精確度指標的樣本分配近似於卡方分配(chi-square distribution),而顯著水
準可經換算為1−√1−α (Yu & Chen, 2016)。參考公式( 13 ),可得知精確度與六標準差水
準的關係為 1/k,可推算自由度(degree of freedom)之 n−1在卡方分配中 k-sigma 製程水準
的臨界值,製程精確度臨界值Cγ公式如( 17 )。
Cγ=√
1−√1−α
2 (n−1)
k2×(n−1)
( 17 )
評估雙邊規格之精確度的臨界域,根據公式( 13 )與( 17 ),臨界域CRγ表示為公式
( 18 ),指標值在臨界域內表示其精確度不具有 k-sigma 的品質水準。
CRγ= {(x,y)|x+y≤2
3Cγ} ( 18 )
2019富邦人壽管理博碩士論文獎
10
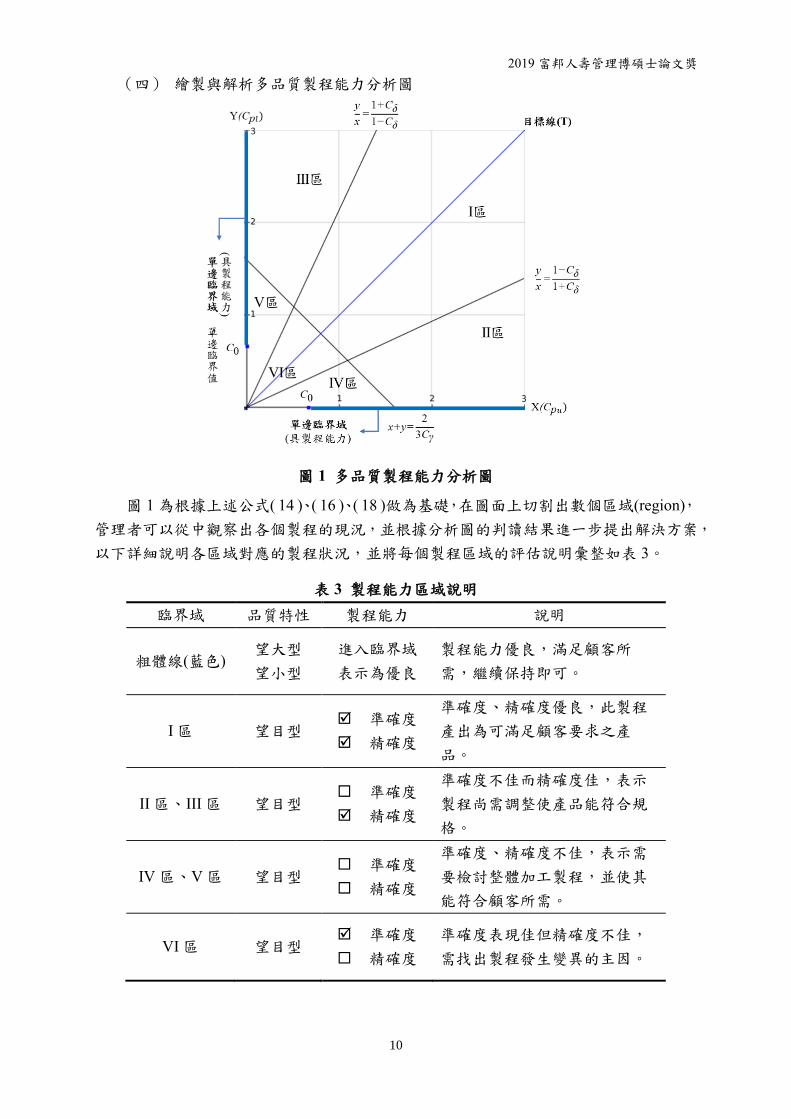
(四) 繪製與解析多品質製程能力分析圖
圖 1 多品質製程能力分析圖
圖 1為根據上述公式( 14 )、( 16 )、( 18 )做為基礎,在圖面上切割出數個區域(region),
管理者可以從中觀察出各個製程的現況,並根據分析圖的判讀結果進一步提出解決方案,
以下詳細說明各區域對應的製程狀況,並將每個製程區域的評估說明彙整如表 3。
表 3 製程能力區域說明
臨界域 品質特性 製程能力 說明
粗體線(藍色) 望大型
望小型
進入臨界域
表示為優良
製程能力優良,滿足顧客所
需,繼續保持即可。
I區 望目型 準確度
精確度
準確度、精確度優良,此製程
產出為可滿足顧客要求之產
品。
II區、III區 望目型 準確度
精確度
準確度不佳而精確度佳,表示
製程尚需調整使產品能符合規
格。
IV 區、V區 望目型 準確度
精確度
準確度、精確度不佳,表示需
要檢討整體加工製程,並使其
能符合顧客所需。
VI區 望目型 準確度
精確度
準確度表現佳但精確度不佳,
需找出製程發生變異的主因。

2019富邦人壽管理博碩士論文獎
11
參、實證案例
此章主要應用案例來說明如何應用本研究所發展的多品質製程能力分析模式,首先
先整理完整的多品質製程能力分析模式流程,做為後續個案及製造相關產業參考,並簡
介銘版案例並定義銘版所被重視的關鍵品質特性。
一、多品質製程能力分析模式之流程說明
若多品質製程能力的評估若同時有計量、計數型資料型態之品質特性時,即可依照
本研究提出的方案進行品質的評估,統整前述的整理的指標與圖形,建立此分析模式。
最後,說明本研究不同資料型態之多品質製程能力分析模式的建立流程步驟可參考以下
數點:
(一) 確定該產品的品質特性
藉由找出顧客所重視的產品特性,做為本次分析的關鍵品質特性,接著確認各別的
規格與衡量方式,進一步分類品質特性為計量或是計數型資料。
(二) 收集數據並轉換計數型資料
將每個品質特性依照製程隨機抽樣,收取相同的樣本數並繪製成管制圖,確認製程
在管制中。接著將計數型資料進一步細分,根據其特性若為缺點數資料則應用公式( 1 ),
不良數則應用公式( 2 ),進行資料的轉換,求出轉換後之估計值(缺點數為Qp,不良數為
QB)以利進行後續的製程能力分析。
(三) 計算關鍵品質特性的製程能力
將計量型資料與轉換後的計數型資料估計值(Qp或Q
B),依據該品質特性的不同各別應
用製程能力指標公式,望小( 3 )、望大( 4 )、望目精準度( 5 )、望目精確度( 6 )進行計
算,求出該品質特性的製程能力指標值。接著將單邊規格的品質特性依公式( 7 )、
( 8 )、雙邊規格依公式( 9 )求出後續分析圖對應的座標點,來做為品質特性的製程能力
評估標準。
(四) 決定品質水準
管理者可依照顧客需求、規格、良率的要求或是組織目標的不同,來決定所要設定
的品質水準,此步驟主要是依照表 1品質水準對應的製程參數指標、本次抽樣的樣本數
(n)並自訂檢定的顯著水準(),來計算檢定品質特性的臨界值、臨界域,來確認每個品質
特性是否皆具 k-sigma 的品質水準。其中單邊規格指標臨界值應用公式( 14 ),而雙邊規
格的精準度與精確度臨界值、臨界域,分別是應用公式( 15 )、( 16 )、( 17 )、( 18 )來計
算。
(五) 繪製出多品質製程能力分析圖並分析結果
將所有關鍵品質特性的座標點,及望大、望目與望小型特性之臨界值與臨界域(為數
個函數直線)結果計算出來後,逐一繪製於一個二維的分析圖面,藉此可根據品質特性的
座標點位置來分析哪些關鍵品質特性具有 k-sigma 的品質水準,從中了解哪些關鍵品質
特性的表現不佳,並從結果中決定需改善的項目以及改善優先順序,改善的方向可依照
表 3的建議或是相關人員的腦力激盪來擬定合適品質改善方案。

2019富邦人壽管理博碩士論文獎
12
最後,以下說明此分析模式操作上的注意事項,確保衡量與分析的結果誤差至最低。
在流程(二)的計數型資料的轉換是應用卜瓦松分配、二項分配的累積密度函數進行機
率的估計,這類的統計分配函數通常需要較多的樣本數才越能精準的反應計數型資料的
機率,此外卜瓦松分配所考慮的參數(頻率)與二項分配中的 p(機率)若越小,可能導致
估計的機率期望值偏差(bias)越大。也因為本研究假設計數型資料的缺點數與不良數分
別服從於卜瓦松、二項分配,因此抽樣需要確保每次發生的機率為獨立,在不變動各別
的參數與 p 的前提下,製程須保持其它條件不變並為連續生產,較能準確的反應每組
樣本的轉換後QB與Q
P機率。
計數型資料經前面函數公式換算得出的機率,會進一步應用標準常態分配的反函數
轉換為標準分數(z-score),結合前述的卜瓦松以及二項分配的應用,在此環節會建議檢
驗抽樣數最少要超過 30 個的「大樣本」,樣本分配才較為近似於常態分配,符合統計上
的要求,本研究所提出的不同資料型態之多品質製程能力分析模式的建立流程可參考圖
2。
圖 2 多品質製程能力分析模式流程圖

2019富邦人壽管理博碩士論文獎
13
二、案例說明與問題定義
本章以台灣某間銘版製造公司為實證研究對象,以 Z公司為化名進行後續的介紹。
本研究以訪談的方式了解 Z公司目前的營運狀況,初步理解該公司目前遇到的問題並以
此延伸後續的研究方向,結合本研究建立之多品質製程能力評估模式進行分析,評估 Z
公司目前製程上的問題,找出製程問題要因並改善製程。藉此減少生產不良所造成的浪
費與重工的狀況發生,替 Z公司找出最穩定、有效率的最佳製造程序,達成顧客滿意且
生產狀況穩定的雙贏局面。
(一) 案例與產品介紹
Z 公司主要生產的產品為銘版(nameplate)或被稱為銘牌,銘版廣泛定義為:顯示特
定訊息、字樣或圖示的面板。銘版所用的平板(底材)沒有限定是任何一種材質,可以是
各種金屬、壓克力或塑膠皆可,也不限定何種形狀。銘版常見的製造方式是印刷、蝕刻
或沖壓等製程,使得平板(底材)上可呈現所需求的樣式,因此銘版的用途相當廣泛,且
樣式造型也十分的多變,並依製造方法與材料的不同,成品可以呈現出各種不同的質感,
人們常利用銘版以顯示所需傳達的特定訊息,而銘版上呈現的內容可以是文字、圖樣、
商標等,而銘版這類的產品的用途極為多元,生活周遭常見的銘板種類相當多種,大的
從路牌、招牌看板、商標 Logo、機台按鍵面板等,小到吊飾、徽章、3C 產品外殼、各
式貼紙等通通都可應用於銘版產品的設計製造,且依據客戶需求可以不同材質呈現出不
同面貌。銘版產品的需求多為美觀與實用性,日常生活中常見的手機、各式電子產品的
面板、外殼裝飾皆可製作成銘版,無固定的外型或樣式,而銘版被設計用來做為的告示
牌的樣式可參考圖 3,而後續探討將應用鋁做為基底的銘版。
圖 3 銘版產品圖
(二) 問題定義
鋁製的銘版多應用於工具機械上的操作說明板、警告標語告示、按鍵操作或是示意
圖面板,從產品的功能面去探討產品最重要的品質構面即為外觀,也因產品的功能為告
示所需,銘版的外觀是顧客必會要求之一個重要項目。然而產品之外觀所包含的層面不
單單只有一個環節,會考慮到的部分主要概分為印刷輸出的字體、圖面美觀,以及銘版
底材的表面無瑕,藉此進一步分析本次改善專案的關鍵品質特性,經過相關人員的討論
後,表 4為本研究整理銘版所被重視的關鍵品質特性。
表 4 本研究關鍵品質特性介紹
代號 項目 規格 目標 品質特性 量測方法 資料型態
N1 膜厚 8~12 (m) 10 (m) 望目型 膜厚計 計量型
S1 毛邊 < 2 (每 15pcs) 0 (不良數) 望小型 人員判定 計數型

2019富邦人壽管理博碩士論文獎
14
肆、案例衡量與分析
一、數據收集與管制圖的繪製
為掌握 Z公司生產之鋁製銘版關鍵品質特性的品質狀況,本研究應用 Z公司於 2019
年 4 月某日的品質檢驗紀錄,針對膜厚品質特性 N1,在當天某一批量為 300 個的產品
中隨機收取其中 10組(每組 4個)為樣本,樣本數(sample size)共計為 40;而毛邊不良則
是每組的樣本點(sample point)共計為 15個,因為毛邊的品質特性是屬於計數型資料,在
製程連續生產的前提下,收取同一批製程中的 40 個樣本來計算毛邊不良率,分別將膜
厚與毛邊不良數的數據繪製成平均數與全距管制圖(x-bar and R-charts)與不合格率管制
圖(percent defectives control chart),關鍵品質特性 N1、S1的管制圖如圖 4與圖 5。
圖 4 品質特性 N1平均與全距管制圖
圖 5 品質特性 S1不良率管制圖
二、轉換計數型資料與製程能力指標的計算
本研究應用管制圖確認關鍵品質特性 N1、S1的製程品質目前皆在統計上的管制之
中,考量到毛邊品質特性 S1 為計數型資料中的不良數資料,為了個別進行製程能力指
標的分析,因此需要針對計數型的品質特性 S1 進行換算,不良數資料可根據公式( 2 )進
10987654321
11.6
11.2
10.8
10.4
10.0
樣本(4個/組)
平均數
(μm
)
__X =10.8
UCL=11.689
LCL=9.911
10987654321
3
2
1
0
樣本(4個/組)
全距
(μm
)
_R=1.22
UCL=2.784
LCL=0
膜厚 Xbar-R 管制圖
37332925211713951
0.30
0.25
0.20
0.15
0.10
0.05
0.00
樣本點(15個/組)
不良百分比
(%)
_P=0.0783
UCL=0.2865
LCL=0
毛邊不良 P 管制圖

2019富邦人壽管理博碩士論文獎
15
行轉換,40 個樣本(樣本點數=15)經轉換後為品質特性 S1 之估計值QB、平均數'、標準
差'與規格上限'如表 5。接著針對以上所述 4 月的品質特性 N1 與轉換過的品質特性 S1
資料,彙整各品質特性規格與分析之結果如表 6。
根據以上計算出的結果,品質特性 N1 的精準度指標與精確度指標分別為 0.4 與
0.323,而品質特性 S1 的Cpu指標為 0.273,經由座標轉換公式( 9 ),分別計算品質特性
N1 與 S1 的座標分別為(0.619,1.445)與(0.273,0),以上為 Z 公司鋁製銘版兩個關鍵品質
特性目前的品質表現。
表 5 品質特性 S1資料轉換表
No. 不良數(個) 轉換後QB(z 值) No. 不良數(個) 轉換後Q
B(z 值)
1 1 0.44' 21 3 1.86'
2 0 -0.50' 22 1 0.44'
3 1 0.44' 23 0 -0.50'
4 1 0.44' 24 2 1.20'
5 1 0.44' 25 3 1.86'
6 0 -0.50' 26 3 1.86'
7 1 0.44' 27 2 1.20'
8 0 -0.50' 28 0 -0.50'
9 2 1.20' 29 1 0.44'
10 0 -0.50' 30 0 -0.50'
11 1 0.44' 31 0 -0.50'
12 1 0.44' 32 1 0.44'
13 1 0.44' 33 2 1.20'
14 3 1.86' 34 0 -0.50'
15 2 1.20' 35 2 1.20'
16 0 -0.50' 36 1 0.44'
17 0 -0.50' 37 2 1.20'
18 2 1.20' 38 0 -0.50'
19 0 -0.50' 39 4 2.45'
20 2 1.20' 40 1 0.44'
平均數X' 0.499'
標準差 S' 0.856'
規格上限 USL' 1.2'
*符號'表示為計數型資料轉換後之標準分數
表 6 品質特性 N1、S1規格與製程能力指標值
品質特性 LSL T USL X S Cpu Cpl
N1 8 10 12 10.8 0.646 0.4 0.323 0.619 1.445
S1 1.2' 0.499' 0.856' 0.273'
*符號'表示為計數型資料轉換後之標準分數

2019富邦人壽管理博碩士論文獎
16
三、分析
透過製程能力指標衡量關鍵品質特性的製程能力,接著應用臨界值方法進行假設檢
定,將臨界域以分界線的形式繪製於多品質製程能力分析圖,從分析圖上的分界線來分
析製程的品質水準,判讀出品質特性目前的製程問題,本研究針對分析圖的臨界值及臨
界域設定樣本數(n)為 40、顯著水準 0.05以及品質水準 3-sigma,計算結果如公式( 19 )、
( 20 )、( 21 ),根據分析圖的結果可以輔助管理者來確定目前需要改善的品質特性及問題
來源。
(一) 單邊規格臨界值C0
C0=bf×t'0.05(39;3√40×0.5)
3√40=
0.981×12.358
3√40≈0.639 ( 19 )
其中bf=[2/(40−1)]1/2[(40−1)/2]/[(40−2)/2]≈0.981
(二) 雙邊規格臨界值C與臨界域CRδ
C=1.5
k+
1
k√n−1[(1−√1−α)/2]=
1.5
3+
1
3√40−1(0.013)≈0.382
CRδ= {(x,y)|yx
≥1+Cδ
1−Cδ,yx
≤1−Cδ
1+Cδ} ≈ {(x,y)|
yx
≥2.237,yx
≤0.447} ( 20 )
*顯著水準 0.05的計算為(1−√1−α)/2=(1−√1−0.05)/2=0.013
(三) 雙邊規格臨界值Cγ與臨界域CRγ
Cγ=√
1−√1−α
2 (n−1)
k2×(n-1)
=√
0.0252 (39)
32×(39)
≈0.407
CRγ= {(x,y)|x+y≤2
3Cγ} ≈{(x,y)|x+y≤1.639} ( 21 )
*顯著水準 0.05的計算為1−√1−α=1−√1−0.05=0.0253
表 7 銘版製程樣本數、品質水準與臨界值
品質特性 衡量指標 樣本數 顯著水準 品質水準 臨界值 臨界域(x.y)
望小 Cpu 40 0.05 3-sigma 0.639 x > 0.639
望大 Cpl 40 0.05 3-sigma 0.639 y > 0.639
望目 精準度 40 0.05 3-sigma 0.382 {
y
x2.237
y
x0.447
精確度 40 0.05 3-sigma 0.407 x + y 1.639
經上述單邊、雙邊規格製程所計算出的臨界值與臨界域(樣本數 40、顯著水準 0.05
及 3-sigma 品質水準),將此銘版製程案例之臨界值與臨界域結果彙整如表 7。並結合前
述關鍵品質特性 N1、S1 所估計的製程能力,進一步繪製成多品質製程能力分析圖(如圖

2019富邦人壽管理博碩士論文獎
17
6)。根據分析結果,關鍵品質特性 S1毛邊不良無法滿足 3-sigma 的品質水準,需要改善
此品質特性,減少毛邊不良的產出;而品質特性 N1膜厚位於分析圖的 III區,表示銘版
的油墨膜厚具有良好的精確度,但精準度無法滿足 3-sigma 的品質水準,並可以從製程
能力指標值與分析圖上的座標進一步得知後續改善的方向為減少銘版的膜厚。
圖 6 膜厚 N1與毛邊 S1之多品質製程能力分析圖(MPCAC)
四、改善後之銘版製程能力
根據以上分析的結果做為 Z 公司改善的依據,進一步經由主管與相關製造人員討
論、實驗與測試,改善影響銘版品質特性 N1 與 S1 的相關製程,在樣本數(n)、顯著水
準()與品質水準(k-sigma)設定相同的條件下,再次的抽樣並進行製程能力分析,改善後
的銘版多品質製程能力分析圖如圖 7,從分析圖的判讀結果顯示,改善後的品質特性 N1
精準度、精確度以及品質特性 S1 皆具有 3-sigma 的品質水準(座標位於藍粗線與淺藍底
色區域),根據品質特性 N1與 S1的規格需求來說(參考表 4),理論上皆至少有 93.319%
的良率,結果來說確實提升了產品的製程能力(改善前、後的指標對照如表 8),將此改善
結果提供給 Z公司,使銘版製程得以維持品質趨於穩定,若發現變異狀況則採取適合的
管理措施。
圖 7 改善後之膜厚 N1與毛邊 S1之多品質製程能力分析圖(MPCAC)

2019富邦人壽管理博碩士論文獎
18
表 8 銘版製程改善前後之製程能力指標對照表
品質特性 規格
資料型態 指標 改善前 改善後
膜厚
N1
望目型特性
計量型資料
平均數 X 10.8 10.313
標準差 S 0.646 0.679
精準度 0.4 0.156
精確度 0.323 0.340
製程能力指標 Cpm 0.648 0.892
毛邊
不良數
S1
望小型特性
計數型資料
平均數X / 轉換後X' 1.175 / 0.499' 0.5 / 0.777'
標準差 S / 轉換後 S' 1.083 / 0.856' 0.716 / 0.707'
製程能力指標 Cpu' 0.273' 0.664'
*表中加上符號'為計數型資料轉換後之標準分數
伍、結論
顧客對於產品的品質,其重視的品質項目通常為多種品質特性,以管理者的角度而
言,所有的關鍵品質特性需達到一定程度的品質水準才能被顧客接受,然而每一種品質
特性可能因其屬性各有不同,例如從規格需求出發可分為望大、望目或望小型品質特性,
又根據每種特性衡量方式的不同,從可再被細分為計量型或計數型的資料型態。製程能
力分析是利用量化的產品規格與製程變異進行評估,在過往製程能力分析的研究文獻多
為專注於深度發展單一種資料型態的分析指標、多種品質特性的評估模式。然而在現實
上還是可能會有部分產品的關鍵品質特性因為無法被量化,導致管理者在評估產品品質
同時需要考慮計量型與計數型資料型態,為解決實務評估所需並避免產品質衡量上的誤
差,本研究提出了一個在不同資料型態下的多品質製程能力分析模式。
針對計量與計數型不同資料型態,首先分別建立製程能力指標的衡量模式,其中計
數型資料型態的資料取決品質特性的不同,可進一步細分為缺點數與不良數,本研究分
別以卜瓦松分配以及二項分配分佈函數來計算每個計數型樣本的發生(次數)機率,並接
著應用標準常態分配的反函數,求出每個樣本的於標準常態分配下的標準分數(z-score),
當計數型資料經過兩個統計函數進行量化的轉換後,可藉由近似的估計值進一步進行製
程能力分析,藉此所計算出的製程能力指標,除了確認樣本是否滿足可容忍的規格的上、
下限外,指標中所評估到的標準差亦可反應出製程的變異狀況,相信藉由本研究的所提
出衡量指標能更確實、迅速地掌握製程變異與製程能力,提供實務操作時可更容易了解
與使用。製程能力分析的相關研究常應用二維等高線分析圖來同時評估產品或製程多個
的品質特性,因此本研究將上述計數型與計量型資料的製程能力指標結合等高線圖分析
工具,建構出既可評估不同資料型態、又能衡量各種規格的望大、望目與望小型品質特
性的多品質製程能力分析圖。
多品質製程能力分析圖的評估是依據顧客所要求的規格,來計算各個品質特性的製
程能力,並將規格的需求應用六標準差中的品質水準(k-sigma)在分析圖上劃分各個區域
來評估品質特性的表現,然而品管的操作實務通常並非全檢,而是以抽樣的方式進行檢

2019富邦人壽管理博碩士論文獎
19
驗為主,因此不同大小的樣本數可能導致抽樣誤差,造成分析的結果產生偏差,本研究
參考過往研究所提出的臨界值估計指標來做為品質水準的評估標準,以品質水準(k-
sigma)、樣本數(n)與顯著水準()等參數所計算出的臨界值與臨界域,將計算出的結果以
線性函數的形式繪製於分析圖上,再將各個品質特性的製程能力指標對應的座標點來評
估品質特性的好壞,取代以往常用製程能力指標之估計值來換算品質水準的方法,相對
來說在抽樣條件不同的情形下,以臨界值來進行假設檢定的方式更能精準的反應出品質
特性是否具 k-sigma 的品質水準。
藉由上述所提的多品質製程能力分析模式,可以提供管理者製程能力分析結果來針
對製程變異主因並進行改善,不論是計量或是計數型的品質特性,皆可以從分析圖中確
認能否滿足顧客需求的 k-sigma 品質水準。結合上述之不同資料型態之多品質製程能力
分析模式,本研究實際改善案例 Z公司目前製程的品質問題,應用訪談了解銘版製程,
並整理出本案例銘版所要改善的關鍵品質特性為膜厚與毛邊不良數(為不同資料型態與
品質特性),接著從顧客所要求的規格轉換為製程目標,在關鍵品質特性中毛邊不良數在
本研究的定義劃分為計數型資料,因此針對計數型資料進行轉換並進行製程能力分析,
結果顯示改善前的膜厚的精準度與毛邊數皆無法滿足 3-sigma 的品質水準,接著根據分
析結果以及相關人員的討論與測試,將兩個關鍵品質特性的品質水準皆提升到具 3-
sigma 的品質水準,使其更能滿足顧客需求,最後也將本研究所提出的多品質製程能力
分析模式與建議提供給 Z公司參考。
陸、參考文獻 American Society for Quality, 2018。QUALITY GLOSSARY。 https://asq.org/quality-
resources/quality-glossary。搜尋日期:2018 年 11 月 09日。
Bothe, D. R. 1999. Composite capability index for multiple product characteristics. Quality
Engineering, 12(2), 253-258.
Chan, L. K., Cheng, S. W., & Spiring, F. A. 1988. A new measure of process capability: Cpm.
Journal of Quality Technology, 20(3), 162-175.
Chang, T. C., Wang, K. J., & Chen, K. S. 2014. Capability performance analysis for processes
with multiple characteristics using accuracy and precision. Proceedings of the Institution
of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 228(5), 766-776.
Chen, K. S., Huang, M. L., & Li, R. K. 2001. Process capability analysis for an entire product.
International Journal of Production Research, 39(17), 4077-4087.
Chen, K. S., Yu, K. T., & Sheu, S. H. 2006. Process capability monitoring chart with an
application in the silicon-filler manufacturing process. International Journal of
Production Economics, 103(2), 565-571.
Genero Bocco, M., Moody, D. L., & Piattini, M. 2005. Assessing the capability of internal
metrics as early indicators of maintenance effort through experimentation. Journal of
software maintenance and evolution: Research and practice, 17(3), 225-246.
Gupta, S., Kota, S., & Mishra, R. P. 2016. Modeling and evaluation of product quality at
conceptual design stage. International Journal of System Assurance Engineering and
Management, 7(1), 163-177.
Hsieh, K. L., & Tong, L. I. 2006. Incorporating process capability index and quality loss
function into analyzing the process capability for qualitative data. The International
Journal of Advanced Manufacturing Technology, 27(11-12), 1217-1222.

2019富邦人壽管理博碩士論文獎
20
Kane, V. E. 1986. Process capability indices. Journal of quality technology, 18(1), 41-52.
Linderman, K., Schroeder, R. G., Zaheer, S., & Choo, A. S. 2003. Six Sigma: a goal-theoretic
perspective. Journal of Operations management, 21(2), 193-203.
Maiti, S. S., Saha, M., & Nanda, A. K. 2010. On generalizing process capability indices. Quality
Technology & Quantitative Management, 7(3), 279-300.
Maravelakis, P. E. 2016. Process capability indices for data following the Poisson or binomial
distribution. Quality Technology & Quantitative Management, 13(2), 197-206.
Pearn, W. L. 1998. New generalization of process capability index Cpk. Journal of Applied
Statistics, 25(6), 801-810.
Pearn, W. L., & Chen, K. S. 1997. Multiprocess performance analysis: a case study. Quality
Engineering, 10(1), 1-8.
Pearn, W. L., & Chen, K. S. 2002. One-sided capability indices C PU and C PL: decision
making with sample information. International Journal of Quality & Reliability
Management, 19(3), 221-245.
Pearn, W. L., Kotz, S., & Johnson, N. L. 1992. Distributional and inferential properties of
process capability indices. Journal of Quality Technology, 24(4), 216-231.
Perakis, M., & Xekalaki, E. 2002. A process capability index that is based on the proportion of
conformance. Journal of Statistical Computation and Simulation, 72(9), 707-718.
Perakis, M., & Xekalaki, E. 2005. A process capability index for discrete processes. Journal of
Statistical Computation and Simulation, 75(3), 175-187.
Quesenberry, C. P. 1991. SPC Q charts for start-up processes and short or long runs. Journal
of quality technology, 23(3), 213-224.
Quesenberry, C. P. 1991. SPC Q charts for a binomial parameter p: short or long runs. Journal
of quality technology, 23(3), 239-246.
Quesenberry, C. P. 1991. SPC Q charts for a Poisson parameter λ: short or long runs. Journal
of quality technology, 23(4), 296-303.
Ribeiro, J. L., & Elsayed, E. A. 1995. A case study on process optimization using the gradient
loss function. International Journal of Production Research, 33(12), 3233-3248.
Singhal, S. C. 1991. Multiprocess performance analysis chart (MPPAC) with capability zones.
Quality Engineering, 4(1), 75-81.
Vännman, K. 1995. A unified approach to capability indices. Statistica Sinica, 805-820.
Wang, C. C., Chen, K. S., Wang, C. H., & Chang, P. H. 2011. Application of 6-sigma design
system to developing an improvement model for multi-process multi-characteristic
product quality. Proceedings of the Institution of Mechanical Engineers, Part B:
Journal of Engineering Manufacture, 225(7), 1205-1216.
Yeh, A. B., & Bhattcharya, S. 1998. A robust process capability index. Communications in
Statistics-Simulation and Computation, 27(2), 565-589.
Yu, K. T., & Chen, K. S. 2016. Testing and analysing capability performance for products with
multiple characteristics. International Journal of Production Research, 54(21), 6633-
6643.