process validation
TRANSCRIPT
6th CPH assessment training workshopMay 2014
Process validation

Talk points Objectives of review of quality(CMC) data- reminder Process validation, definition and current approaches Role of dossier assessment in process validation Risk assessment as part of process validation Validation scheme: Monitoring and Sampling Specific topics: Blend uniformity and validation of compression step Process validation: other dosage forms Process validation commitment Retrospective validation Summary: How to review protocol and report
Reminder
Objectives of assessment of quality partTo provide the highest assurance that all production batches (unit
doses) will be consistently efficacious as the clinical batch(es)To reduce risk to safety via the highest assurance of acceptable and
consistent quality of the product and its components
Process validation

Process validation
The collection and evaluation of data, from the process design stage through commercial production, which establishes scientific evidence that a process is capable of consistently delivering quality products. (FDA)
Documented evidence which provides a high degree of assurance that a specific process will consistently result in a product that meets predetermined specifications and quality characteristics. (WHO)
The documented evidence that the process, operated within established parameters, can perform effectively and reproducibly to produce a medicinal product meeting its predetermined specifications and quality attributes.(EMA)
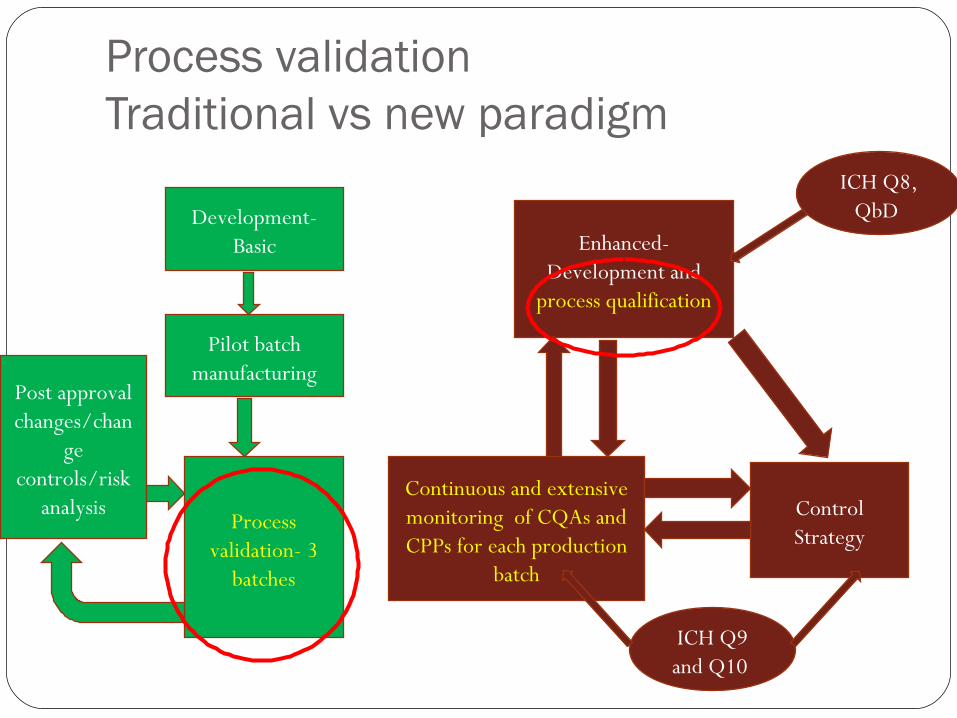
Process validationTraditional vs new paradigm
Post approval changes/chan
ge controls/risk
analysis
Development- Basic
Process validation- 3
batches
Pilot batch manufacturing
Enhanced-Development and
process qualification
Control Strategy
Continuous and extensive monitoring of CQAs and CPPs for each production
batch
ICH Q9 and Q10
ICH Q8, QbD

Latest guidelinesFDA, January 2011 WHO, Revised Annex 7 of
WHO GMP guide (draft for comment)
EMA, February 2014
Continuous process verification (CPV)
Continuous process verification (CPV)
Alternative approaches: -Traditional approach-Continuous process verification-Hybrid approach
Process design and Initial validation (process qualification- PPQ) are initial phases of CPV
Process design and initial validation (initial process verification) are initial phases of CPV
CPV protocol to be supported by extensive development information and lab or pilot scale data. Executed on each production batch
No mention of number of batches for initial process performance qualification/validation (rather must be justified based on overall product and process understanding)
Mentions data on at least three pilot or production batches collected as part of process design
Number of batches specified for traditional approach- minimum of three production batches unless other wise justified
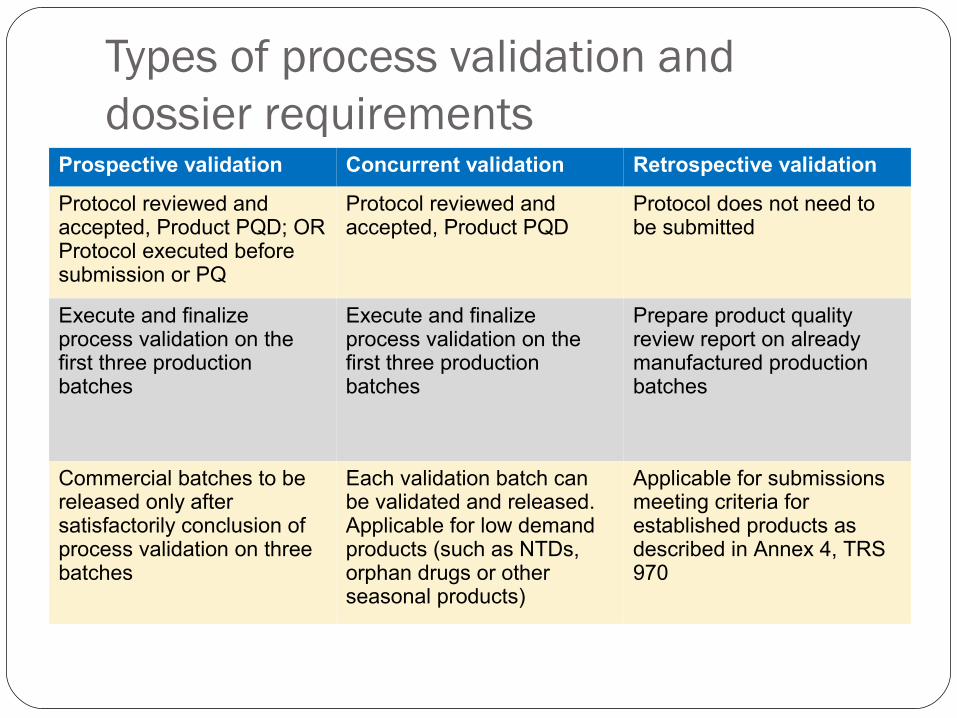
Types of process validation and dossier requirements
Prospective validation Concurrent validation Retrospective validation
Protocol reviewed and accepted, Product PQD; OR Protocol executed before submission or PQ
Protocol reviewed and accepted, Product PQD
Protocol does not need to be submitted
Execute and finalize process validation on the first three production batches
Execute and finalize process validation on the first three production batches
Prepare product quality review report on already manufactured production batches
Commercial batches to be released only after satisfactorily conclusion of process validation on three batches
Each validation batch can be validated and released.Applicable for low demand products (such as NTDs, orphan drugs or other seasonal products)
Applicable for submissions meeting criteria for established products as described in Annex 4, TRS 970

Process validation- Role of assessment
Design qualification
Operational qualification
Performance qualification
Process validation
GMP
Dossier

Process validation phases
Pre-validation phaseProtocol Preparation
Information from product development studies (identification of critical attributes)
Information from primary/clinical manufacturing
(scale up information) Process risk
assessment information
(identification of critical steps)
Validation phaseProtocol execution
Post valdn phase:Review of process, deviations, failures,
need for improvement, scale up etc…
Includes demonstration of content uniformity of the
clinical batch
Risk assessment
Part of process development and protocol preparationRisk matrix- usually as part of process development
Critical quality attributes (CQA) vs processing stages, e.g. dissolution vs granulationCQA vs critical process parameters, e.g., dissolution vs kneading time
Failure mode analysis- usually as part of process validation To identify critical attributes, processes and parameters
Informed validationTo establish control strategy
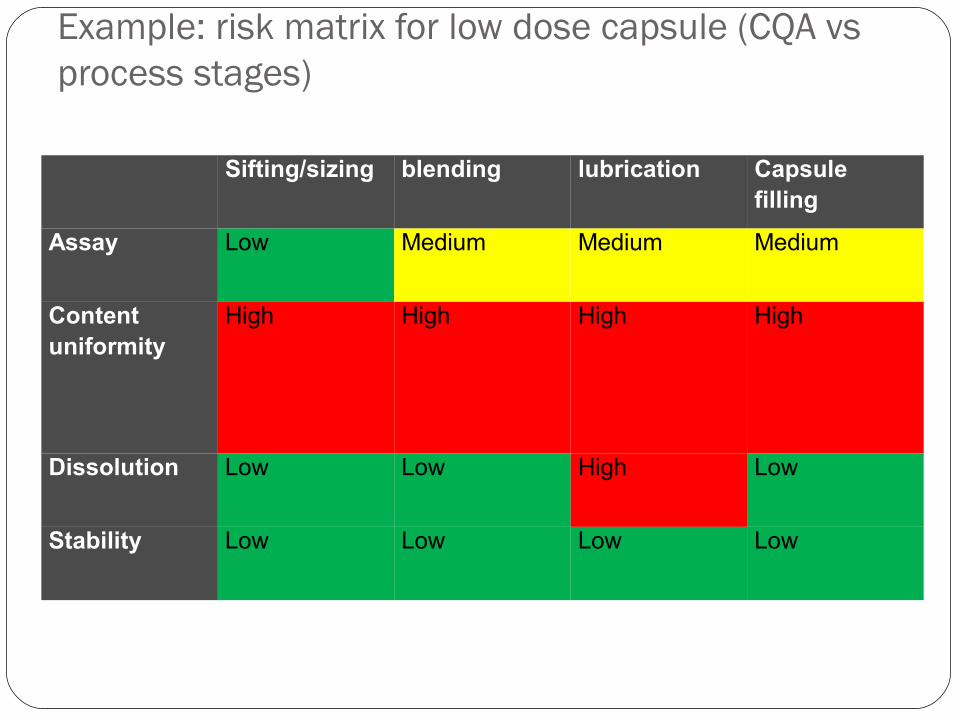
Example: risk matrix for low dose capsule (CQA vs process stages)
Sifting/sizing blending lubrication Capsule filling
Assay Low Medium Medium Medium
Content uniformity
High High High High
Dissolution Low Low High Low
Stability Low Low Low Low
Process steps to be validated
All steps that are generally considered critical (medium and high risk steps) should be monitored/scrutinizedby summarizing actual process parameters applied and
observations recorded e.g. sifting stage, wet and dry granulation stages
observations serve as feedback for future refinement of process parameters
In addition, where feasible, sampling and testing should be performed
e.g. drying, mixing steps, compression, filling results measure effectiveness and consistency of the immediate as well as
preceding steps- e.g. final blend characteristics are mainly shaped by wet/dry granulation process
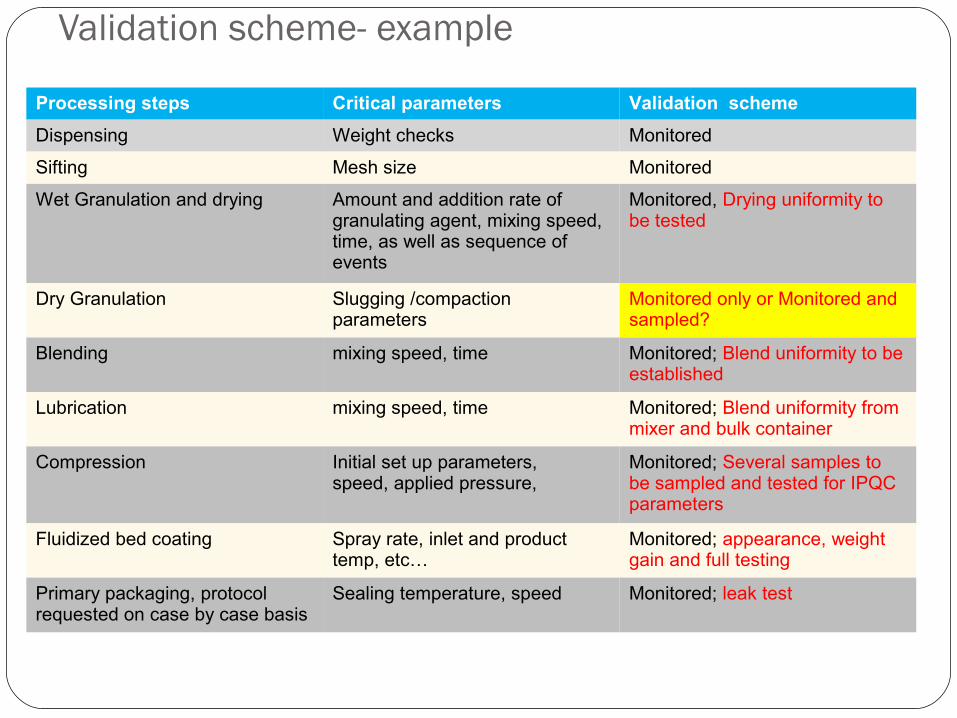
Validation scheme- example
Processing steps Critical parameters Validation scheme
Dispensing Weight checks Monitored
Sifting Mesh size Monitored
Wet Granulation and drying Amount and addition rate of granulating agent, mixing speed, time, as well as sequence of events
Monitored, Drying uniformity to be tested
Dry Granulation Slugging /compaction parameters
Monitored only or Monitored and sampled?
Blending mixing speed, time Monitored; Blend uniformity to be established
Lubrication mixing speed, time Monitored; Blend uniformity from mixer and bulk container
Compression Initial set up parameters,speed, applied pressure,
Monitored; Several samples to be sampled and tested for IPQC parameters
Fluidized bed coating Spray rate, inlet and product temp, etc…
Monitored; appearance, weight gain and full testing
Primary packaging, protocol requested on case by case basis
Sealing temperature, speed Monitored; leak test
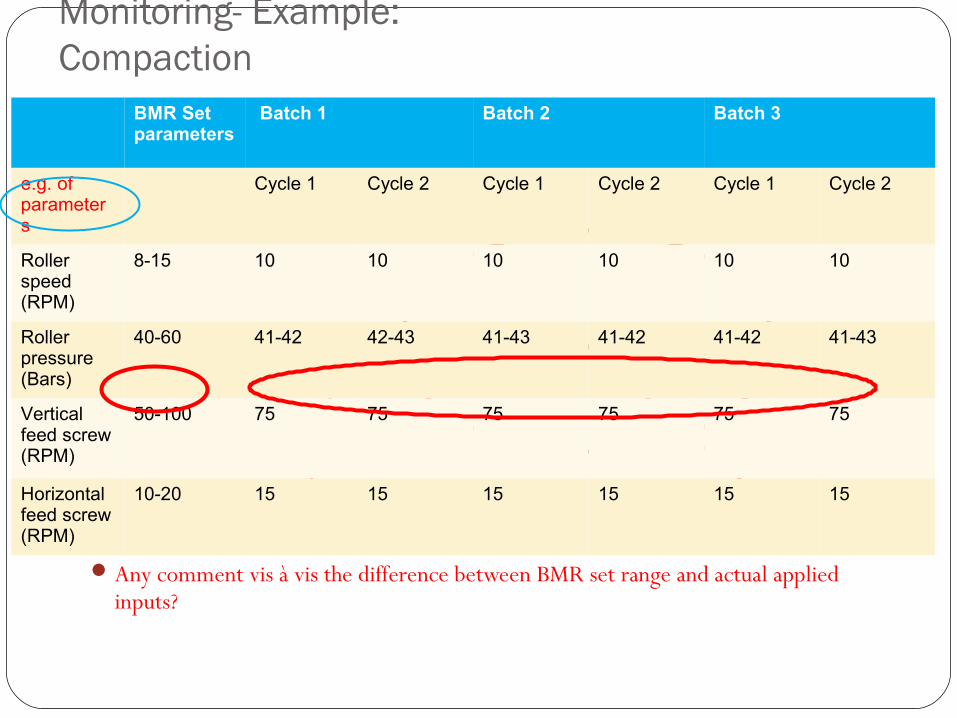
Monitoring- Example:Compaction
Any comment vis à vis the difference between BMR set range and actual applied inputs?
BMR Set parameters
Batch 1 Batch 2 Batch 3
e.g. of parameters
Cycle 1 Cycle 2 Cycle 1 Cycle 2 Cycle 1 Cycle 2
Roller speed (RPM)
8-15 10 10 10 10 10 10
Roller pressure (Bars)
40-60 41-42 42-43 41-43 41-42 41-42 41-43
Vertical feed screw (RPM)
50-100 75 75 75 75 75 75
Horizontal feed screw (RPM)
10-20 15 15 15 15 15 15
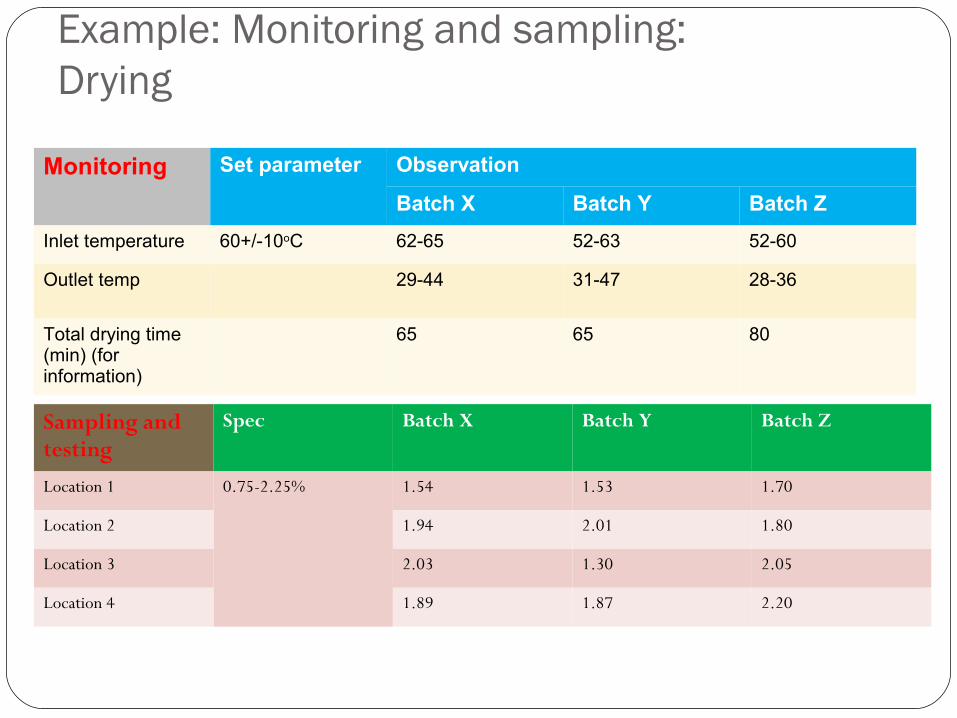
Example: Monitoring and sampling:Drying
Monitoring Set parameter Observation
Batch X Batch Y Batch Z
Inlet temperature 60+/-10oC 62-65 52-63 52-60
Outlet temp 29-44 31-47 28-36
Total drying time (min) (for information)
65 65 80
Sampling and testing
Spec Batch X Batch Y Batch Z
Location 1 0.75-2.25% 1.54 1.53 1.70
Location 2 1.94 2.01 1.80
Location 3 2.03 1.30 2.05
Location 4 1.89 1.87 2.20

Blend uniformityEarly check for content uniformity of the final dosage form
Uniform blend with good flow and
compressibility characteristics
Compression with optimum conditions
Tablets meeting criteria for uniformity
of dosage units
Note: Blend uniformity is a routine test for low dose products (i.e. active load <=5% or 5mg)

Blend uniformity- Sampling location and method
Sampling location -usually predetermined as part of qualification of the mixer (i.e. mostly GMP issue)But, in the dossier, we at least check if periphery, center
positions and various other positions are consideredSamples from each location are usually taken in triplicate
Samples should also be taken from the blend container- to evaluate impact of transfer important for low dose products and particularly for DC
processed blend Sampling should be done consistently and in away that does not
disturb the bulk blend state – such aspects (e.g. type of sampling thief used) are better addressed at the time of inspection

Blend uniformity- Sample size
What is an acceptable amount for samples taken at each location? Normally 1-3 time of the FPP unit dose weight

Blend uniformity- acceptance criteria
Commonly used criteriaIndividual assays: 90.0-110.0% of label claim, RSD NMT 5.0%
Less commonIndividual assays:90.0-110.0% of the mean value, RSD NMT 5.0%
In this case, setting mean = 95.0-105.0% of the label claim appears reasonable
Rarely (in case of very low dose products)Individual assays: 85.0-105.0% of the label claim/mean value, RSD:
NMT 5.0%May be acceptable provided that uniformity of dosage units is
satisfactorily demonstrated on tablets/capsules manufactured from blend lot with close to limit blend uniformity results
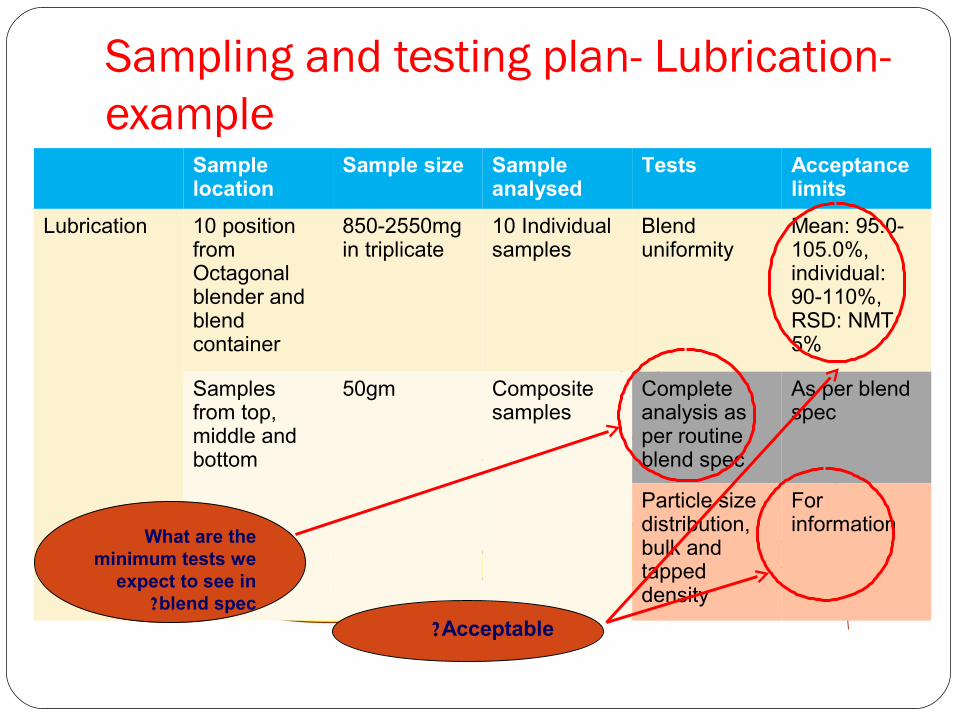
Sampling and testing plan- Lubrication- example
missing parameter?Do you agree with the acceptance criteria?
Sample location
Sample size Sample analysed
Tests Acceptance limits
Lubrication 10 position from Octagonal blender and blend container
850-2550mg in triplicate
10 Individual samples
Blend uniformity
Mean: 95.0-105.0%, individual: 90-110%, RSD: NMT 5%
Samples from top, middle and bottom
50gm Composite samples
Complete analysis as per routine blend spec
As per blend spec
Particle size distribution, bulk and tapped density
For information
What are the minimum tests we
expect to see in blend spec?
Acceptable?

Compression Good compression outcome is a measure of (it depends on):-
Granule/powder mix propertiesbulk and tapped density-granulationparticle size and particle size distribution-granulationmoisture content- dryingextent of lubrication- lubrication time
Machine and tooling attributes appropriate selection and adequate lubrication of punches and dye machine speed applied compression pressure
Compression – Sampling frequency and sizedepends on the length of the run time/ batch
sizewe expect frequent sampling than the normal IPQC
frequencythe number of tablets/capsules taken should be greater
than those taken during a normal IPQC sampling

Compression- Challenge studies
Certain variations in compression speed and hardness than the target set points may happenwhat would be the impact of such
variations?speed affects dwell time- which
intern affects several tablet parameters (thickness, hardness, as well as weight variation)
Therefore, robustness should be demonstrated
C. Morten, PIAT programme, University of Manchester
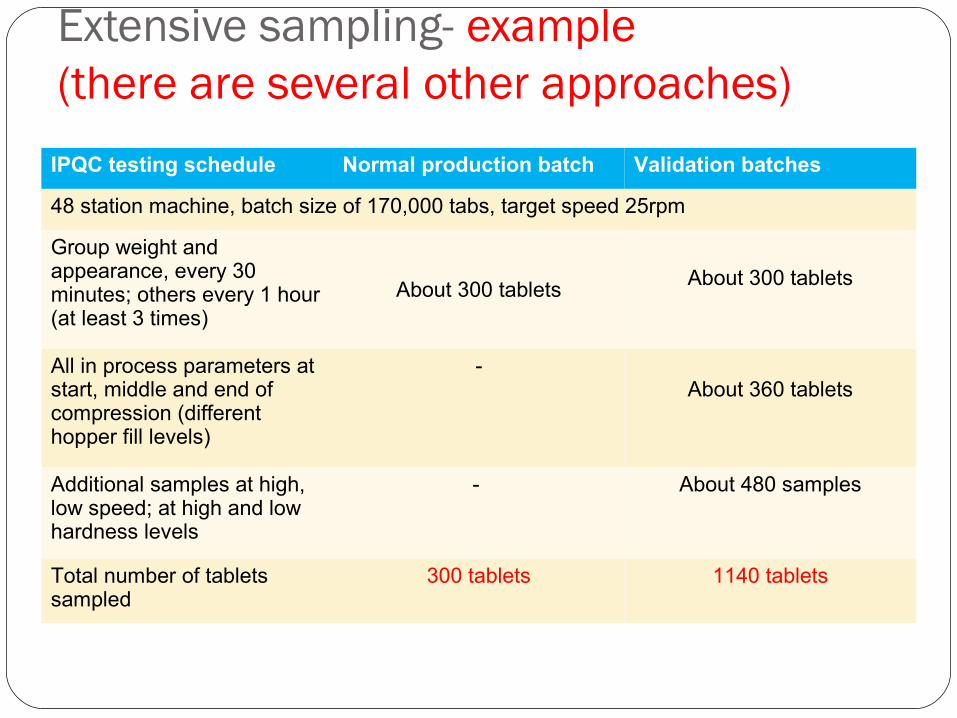
Extensive sampling- example(there are several other approaches)
IPQC testing schedule Normal production batch Validation batches
48 station machine, batch size of 170,000 tabs, target speed 25rpm
Group weight and appearance, every 30 minutes; others every 1 hour (at least 3 times)
About 300 tablets About 300 tablets
All in process parameters at start, middle and end of compression (different hopper fill levels)
-About 360 tablets
Additional samples at high, low speed; at high and low hardness levels
- About 480 samples
Total number of tablets sampled
300 tablets 1140 tablets

How to demonstrate consistency?
3 sigma process
e.g. 4 sigma process
Process validation-oral solutionsValidation focuses on
mixing time and conditions to clear solution, if deemed relevant bulk liquids: pH, specific gravity, clarity of solutions; assay
filling process filled units:- Volume/Wt variation and as per FPP specs
Protocol with commitment is acceptable at the time of review

Process Validation- Oral suspensionsFocuses on
API micronization processes (if applicable)colloidal milling process (as applicable), homogenization filling
Viscosity, fill volume/weight variation, Other critical attribute that may be affected by filling process?Other parameters as per FPP spec including, PSD, pH, dissolution,
Protocol with commitment is acceptable at the time of review
Process validation- sterile productsProducts mfd by Terminal sterilization
Products mfd by Aseptic processing
Container and component sterilization and depyrogenation
- Depyrogenation by tunnel depyrogenator (e.g. ampoules) or washing (e.g. rubber stoppers, plastic bottles)
- Depyrogenation by washing- for stoppers, seals, accessories*
- Validation of steam sterilization – for stoppers, seals, accessories*
- Dry heat sterilization and depyrogenation- for glass vials or ampoules*

Process validation- sterile products-Contd
Products mfd by Terminal sterilization
Products mfd by Aseptic processing
Product sterilization Terminal sterilization bySteam sterilization, radiation or ETO (as applicable)*
Filter validation (as part of dev’t pharm)
Process simulation - Media fill
Full batch processing (other aspects of the mfg process, e.g. valdn of bulk prepn, filling and sealing quality)
3 production batches mfd at proposed scale
3 production batches mfd at proposed scale (commitment may also be accepted).
*validation should be on three runs to demonstrate reproducibility.

Dissolution profile comparison with clinical/BE batch- solids and suspensions (as part of process validation)
A good check point to verify performance relative to the biobatchAll validation batches should be profiled in the routine
media on 12 units, using time points as used for biobatchComparison with historical biobatch profile, with
calculation of f2 (as necessary), should be performed and results discussed
Check if the protocol includes adequate instruction/provision
Matrixing/bracketing approach
Multiple strengths of same product (common blend)until stages of final granules: 3 consecutive batches of the common
blend (instead of 3 separate blend batches for each strength)compression: 3 consecutive batches of each strength
Primary packaging of tablet/capsule productsblistering of hygroscopic or moisture sensitive products
however should always be individually validated
Process validation- commitmentAs described in Annex 4, TRS 970, applicants are
not expected to have process validation data before PQIn this case satisfactory PV protocol (PVP) and
appropriately worded commitment are essential PVP or signed commitment letter should clearly indicate
the need for prospective validation as finalized on three consecutive production batches, unless other wise justified.
Retrospective validation for established products
Generally acceptable if condition described in Annex 4, TRS 970 (generic guide), are met.
Tries to demonstrate process effectiveness and consistency via trend analysis:extent of deviationsextent of OOS or OOTextent of batch rejectionextent of product complainsextent of changes/ improvements introducedSee Appendix 2 of Annex 4, TRS 970

Review of protocol- main aspects to check
Scope of the validation (type, batch size, reason)- do they reflect the planned validation? Highest batch size to be validated?
Major equipments identified (in line with BMR) and a provision for recording their Q status included?
Reference to current master production record included? Summary of critical steps identified? is this convincing ? Monitoring and sampling plan provided?- Do you agree with the
steps monitored/sampled? Sampling schedule, schematics, tests and acceptance criteria, as well
as current specification codes included ? Are these acceptable?

Review of protocol- main aspects to check-contd
For solid orals: final blending, compression/encapsulation, coating stages must be adequately sampled and tested. Are these being reflected?
Blend uniformity: Sampling schemes and blend uniformity acceptance criteria specified? Are these acceptable?
Compression/encapsulation at lower, target and upper speeds included?
Provision for performance of dissolution profile testing and comparison with the biobatch included?
Appropriate commitment (prospective validation on first three consecutive batches mentioned) provided?
Protocol reference and version number included in QIS?
Review of validation report Is the reported data relevant for the proposed manufacturing process and
scaleequipment used, process parameters applied
All critical steps adequately monitored/sampled?Level of sampling and size are acceptable?All results within acceptable limits? Particular trend?Deviations appropriately evaluated and discussed? Is the overall process in sufficient control? Is there any thing that should
be improved or refined for future production batches
