understanding machine safeguarding and lockout… · understanding machine safeguarding and ......
TRANSCRIPT

Grantek Systems Integration
Understanding Machine Safeguarding and Lockout/Tagout
October 18th 2017
Jeff Winter, CSP, FS Eng.
Director, Safety Practice

2
Today’s Speaker: Jeff Winter
BIO:• TUV Certified Functional Safety Engineer (FS Eng)
• Board Certified Safety Professional (CSP)
• Industry speaker and writer
• American Society of Safety Engineers:
– President of Three Rivers Chapter
– Officer of Manufacturing Practice Specialty
• Z244.1 Accredited Standards Committee
• ISA Machine Safety Sub-Committee Chairman
• B11 Accredited Standards Committee
– B11.19 Revision
– B11.20 Revision

3
Today’s Agenda
• Lockout/Tagout Vs. Machine Safeguarding
• Applicable Regulations and Standards
• Highlights of the new ANSI/ASSE Z244.1 Standard
• Example application of the standard
• How to move forward

4
Common Industry Battles
EH&S Operations
Lockout/Tagout is hindering our production!
Lockout/Tagout is the regulation and the only way to keep people safe!

5
What is Machine Safeguarding?
Machine safeguarding is a precautionary
safety feature on equipment comprised of
devices and methods designed to protect
employees from hazards created by the
equipment while working nearby or while
operating equipment.
Simplified Goal: Keep people away
6
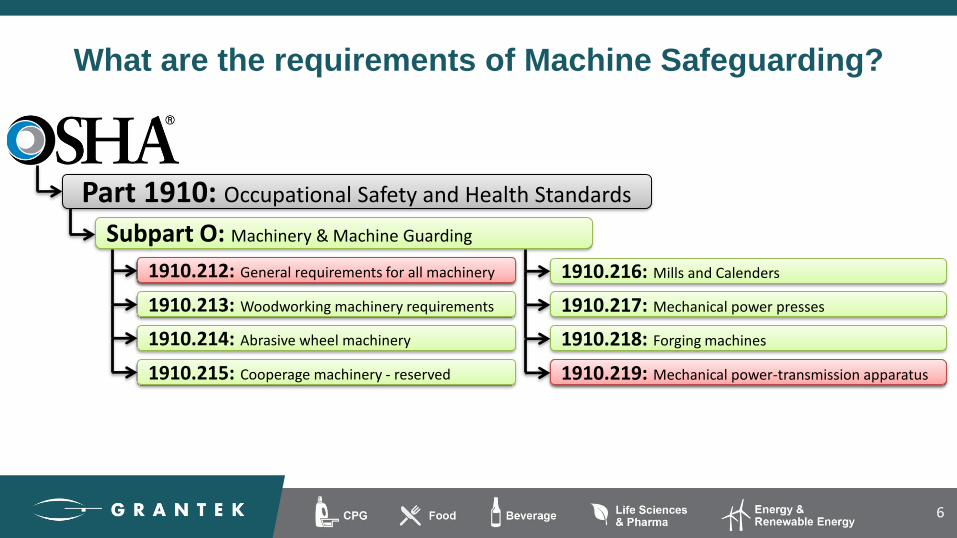
What are the requirements of Machine Safeguarding?
Part 1910: Occupational Safety and Health Standards
Subpart O: Machinery & Machine Guarding
1910.212: General requirements for all machinery
1910.213: Woodworking machinery requirements
1910.214: Abrasive wheel machinery
1910.215: Cooperage machinery - reserved
1910.216: Mills and Calenders
1910.217: Mechanical power presses
1910.218: Forging machines
1910.219: Mechanical power-transmission apparatus
1910.212: General requirements for all machinery
1910.219: Mechanical power-transmission apparatus
7
What is Lockout/Tagout?
"Lockout/Tagout" refers to specific practices
and procedures to safeguard employees
from the unexpected energization or startup
of machinery and equipment, or the release
of hazardous energy during service or
maintenance activities.
Simplified Goal: Remove hazardous energy

8
What are the requirements of Lockout/Tagout?
1910.147 establishes minimum performance requirements for controlling hazardous energy. The regulation specifies that employers must establish an energy-control program to ensure that employees isolate machines from their energy sources and render them inoperative before any employee services or maintains them.
Part 1910: Occupational Safety and Health Standards
Subpart J: General Environmental Controls
1910.147: Control of Hazardous Energy

9
Lockout/Tagout Vs. Machine Safeguarding
Lockout/Tagout Machine Safeguarding
Protects employees during service and maintenance tasks
Default: Lockout by removing energy
Protects all employees from general hazards, especially during normal operation
Default: Protect Operator by keeping away

10
Minor Servicing Exception
Exception to paragraph (a)(2)(ii): Minor tool changes and adjustments, and other minor servicing activities, which take place during normal production operations, are not covered by this standard if they are routine, repetitive, and integral to the use of the equipment for production, provided that the work is performed using alternative measures which provide effective protection (See Subpart O of this Part).
Lockout/Tagout
Two main goals of Machine Safeguarding:• Identify hazards and evaluate risk (ideally
based off their tasks)• Appropriately apply control measures to
protect against the hazards and reduce risks to acceptable levels
Machine Safeguarding
11
How does OSHA enforce 1910.147?
CPL 02-00-147:
• Inclusion of guidance on
the minor servicing
exception, specific energy
control procedures,
periodic inspections, and
unexpected energization;
• Inclusion of information and
guidance on Alternative
Methods to Lockout/Tagout
(LOTO)

12
How do employers demonstrate compliance?
“Assessment” standards make sure you identify and remediate hazards appropriately. (e.g. ANSI B11.0, ISO 12100, etc.)
“product” standards give you confidence that safety devices and technology are fail safe and designed correctly. (e.g. ISO and IEC Type B2 Standards)
“Application” standards ensures safety devices and technology are applied, installed, and used properly. (e.g. ANSI B11.19, or ISO C-Type Standards)
“Performance” standards ensure each all safety systems (devices connected together) are designed to still work in the event of a failure. (e.g. ISO 13849-1, etc.)
“Validation” standards make sure ALL the pieces were put together properly to ultimately reduce the risk. (e.g. ISO 13849-2)

13
ANSI/ASSE Z244.1 History
• First publication 1982, reaffirmed in 1992
• Revised in 2003, reaffirmed in 2008 and
2014
• 2003 revision included major modifications
were around “How to meet 1910.147
regulation.”
• 2016 revision had a 70% increase in
participation from a variety of industries
• 2016 revision published in December of
2016

14
ANSI/ASSE Z244.1 Basics
2016 revision presents distinct requirements for controlling hazardous
energy through 3 different approaches:
• Lockout (Primary approach)
• Tagout
• Alternative Methods

15
ANSI/ASSE Z244.1 Contents
1) Scope and Purpose
2) References
3) Definitions
4) Responsibilities
5) Design of Machinery/Equipment for the Control of
Hazardous Energy
6) Hazardous Energy Program
7) Control of Hazardous Energy
8) Alternative Methods of Hazardous Energy Control
9) Annexes
16
Section 4 - Responsibilities
Notable changes in 2016 revision:
• All suppliers are now required to meet the design
requirements (Section 5)
• Users (employers) now required to obtain equipment
that complies with section 5.
• Users (employers) are responsible for upgrading
non-compliant equipment to be compliant with
section 5.
Actions to Consider• Require Suppliers and OEMS to
follow Z244.1 as part of corporate specifications to ensure all future equipment fits into your program.

17
Section 5 – Design Requirements
Notable changes in 2016 revision:
• Risk assessments are now required during the
design phase of a project
• Documentation requirements– Procedures for use of energy isolating devices
– Instructions for tasks requiring partial energization
– Instructions for servicing and maintenance tasks
– Instructions for releasing or controlling stored energy
• Use of warnings (e.g. labels, placards, etc.)
• Control Integration now commensurate with the risk
• Requirements for tamper resistance
Actions to Consider• Evaluate what requirements
are currently specified to suppliers. Do they easily support your current Lockout/Tagout program or conflict? Don’t know?

18
Section 6 – Hazardous Energy Control Program
Notable changes in 2016 revision:
• Greater detail in the development of a hazardous
energy control program, including the elements in
each section.
• Addition of a change management program.
• New decision process for the selection of Lockout,
Tagout, and Alternative Methods.
Actions to Consider• How mature is your current
Lockout/Tagout program? Does it even include the option for alternative methods?

19
Section 7 – Control of Hazardous Energy
Notable changes in 2016 revision:
• Added elements needed in the development of
procedures
• Verification of isolation has added emphasis on
testing
• Expanded procedures for user-directed
Lockout/Tagout device removal
Actions to Consider• Do your Lockout/Tagout
procedures include all appropriate elements to be best practice? (and compliant)

20
Section 8 – Alternative Methods
Notable changes in 2016 revision:
• Before Alternative Methods can be used:– Practicability/justification analysis
– A risk assessment
– Hazard control hierarchy evaluation
– Evaluation of selected alternative method
• Alternative Methods must be designed by qualified
individuals
Actions to Consider• Do you check if your
suppliers and/or designers are certified in functional safety?

21
Potential Situations to use Alternative Methods
• Hazardous energy must be present because is required to
perform the task
• Lockout or Tagout is not feasible or practicable
• When a documented risk assessment shows the task can
be performed with acceptable risk
• When inherent hazards (e.g. thermal, radiation, etc.) are
unable to be controlled using Lockout or Tagout
• When energy is required to maintain equipment in a safe
state
• When repetitive cycling of an energy isolation device
compromise the safety function
Identified as part of a Risk Assessment
22
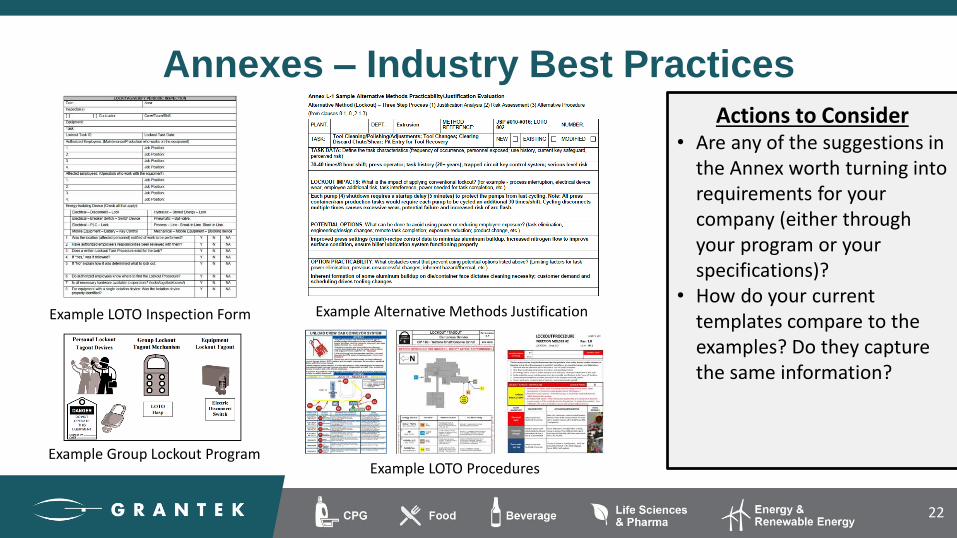
Annexes – Industry Best Practices
Actions to Consider• Are any of the suggestions in
the Annex worth turning into requirements for your company (either through your program or your specifications)?
• How do your current templates compare to the examples? Do they capture the same information?
Example LOTO Inspection Form Example Alternative Methods Justification
Example Group Lockout ProgramExample LOTO Procedures
23
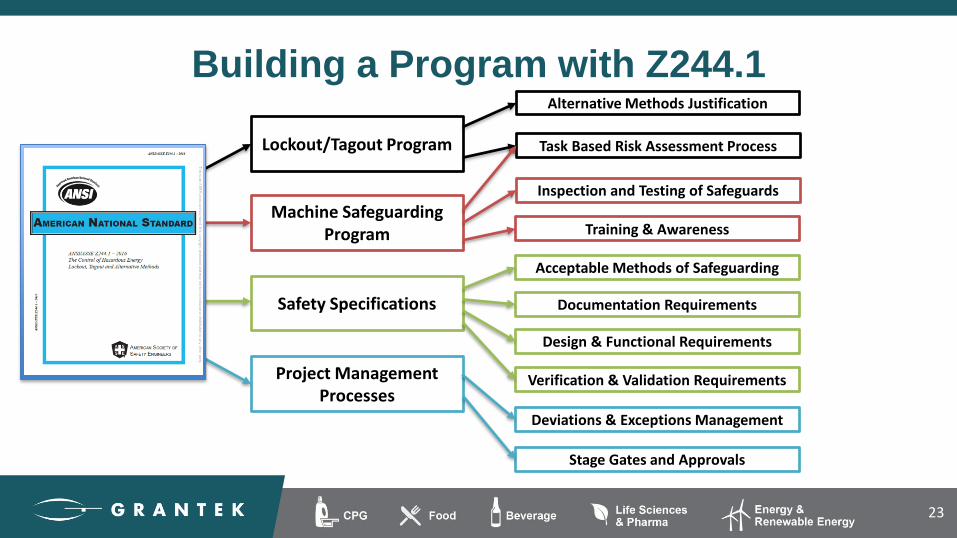
Building a Program with Z244.1
Lockout/Tagout Program
Machine Safeguarding Program
Safety Specifications
Project Management Processes
Alternative Methods Justification
Task Based Risk Assessment Process
Inspection and Testing of Safeguards
Training & Awareness
Acceptable Methods of Safeguarding
Documentation Requirements
Design & Functional Requirements
Verification & Validation Requirements
Deviations & Exceptions Management
Stage Gates and Approvals

Example Approach for applying a method Maintenance,Cleaning, or Scheduled Servicing
Live work tasks
Lock-out/Tag-outNeed a 2nd Point of
Control and Protective Measure
Operational Safeguards Measures Adequate
By Permit or by trained people
only
Unscheduled & unplanned activities that happen frequently and are considered to be routine, repetitive and integral to the process
Current Safeguarding or Protective MeasuresNo
GuardsFixed
GuardsPresence Sensing Devices
PL A, B, or C
PL E or PL D Protection Devices
Auto Reset
Manual Reset
25
Example Application of Z244.1

26
STEP 1: Risk Assessment
Task Based Risk Assessment
Hazard Based Risk Assessment

27
STEP 2: Risk Reduction Plan
28
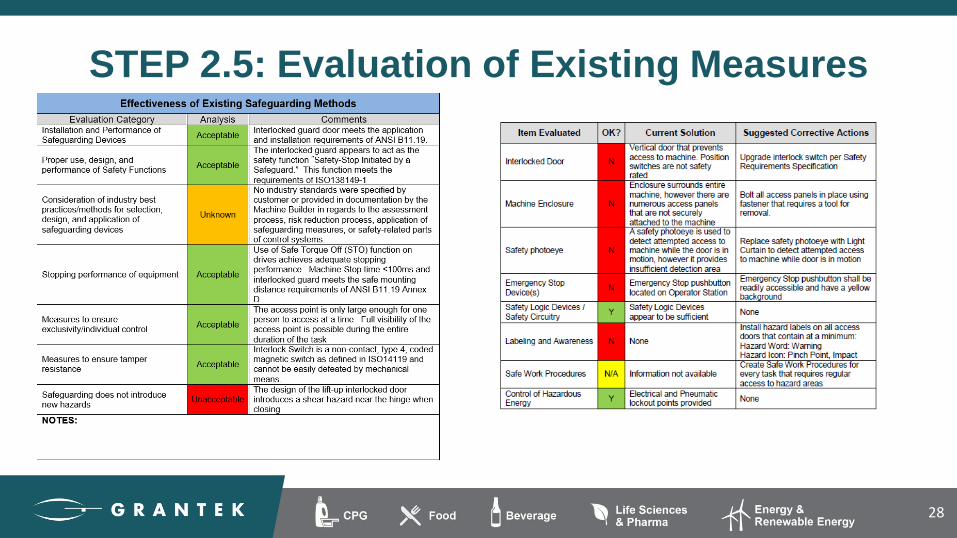
STEP 2.5: Evaluation of Existing Measures
29
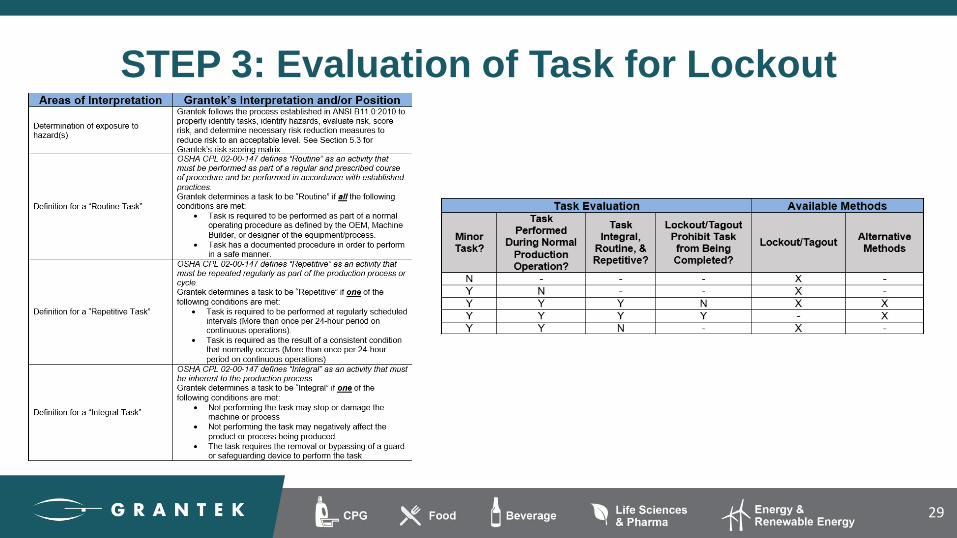
STEP 3: Evaluation of Task for Lockout

30
STEP 3: Evaluation of Task for Lockout
31
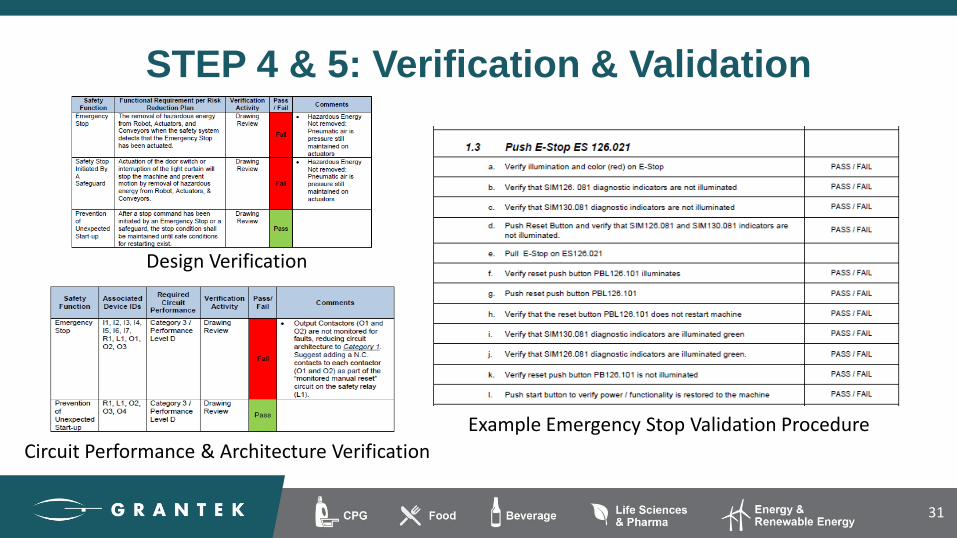
STEP 4 & 5: Verification & Validation
Design Verification
Circuit Performance & Architecture Verification
Example Emergency Stop Validation Procedure

32
Summary
Rule of Thumb:
The absence of an injury does not mean the
presence of safety. If you don’t have written
documentation explaining how your
machine is safe, then its not safe.

33
Questions?